卧式车床数控化改造设计范本
卧式车床数控化改造设计—纵向进给系统设计另外有完整图纸
卧式车床数控化改造设计—纵向进给系统设计另外有完整图纸⽬录1 绪论 (1)1.1 国内外数控机床的发展现状 (1)1.2 数控系统的发展趋势 (2)1.3 普通机床数控改造的意义 (3)1.4 本⽂的设计任务 (3)2 C6140普通车床数控改造的总体⽅案设计 (5)2.1 C6140普通车床介绍 (5)2.2 总体⽅案的确定 (6)2.3 机械系统的改造设计⽅案 (8)3 纵向进给系统的详细设计与计算 (13)3.1 脉冲当量的确定 (13)3.2 切削⼒的计算 (13)3.3 滚珠丝杠螺母副的设计及计算 (14)3.4 齿轮传动的计算 (18)3.5 步进电动机的选择 (19)4 传动间隙的调整与预紧及导轨的设计 (22)4.1 滚珠丝杠副轴向间隙的调整与预紧 (22)4.2 进给系统传动齿轮间隙的消除 (23)4.3 数控改造C6140车床导轨设计 (24)5 数控系统硬件电路设计和软件设计 (28)5.1 数控系统基本硬件组成 (28)5.2 单板机控制系统的设计 (28)5.3 软件设计 (31)结束语 (33)致谢 (34)参考⽂献 (35)1 绪论1.1 国内外数控机床的发展现状1.1.1 国内数控机床的发展现状近年来我国企业的数控机床占有率逐年上升,在⼤中企业已有较多的使⽤,在中⼩企业甚⾄个体企业中也普遍开始使⽤。
在这些数控机床中,除少量机床以FMS模式集成使⽤外,⼤都处于单机运⾏状态,并且相当部分处于使⽤效率不⾼,管理⽅式落后的状态。
2001年,我国机床⼯业产值已进⼊世界第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额⽐上⼀年增长25%。
但由于国产数控机床不能满⾜市场的需求,使我国机床的进⼝额呈逐年上升态势,2001年进⼝机床跃升⾄世界第2位,达24.06亿美元,⽐上年增长27.3%。
近年来我国出⼝额增幅较⼤的数控机床有数控车床、数控磨床、数控特种加⼯机床、数控剪板机、数控成形折弯机、数控压铸机等,普通机床有钻床、锯床、插床、拉床、组合机床、液压压⼒机、⽊⼯机床等。
CW6163卧式车床的数控化改造说明书11

毕业设计(论文)题目:CW6163型卧式车床的数控化改造总体设计及横向进给设计院(系):专业:班级:学生姓名:导师姓名:职称:起止时间:摘要众所周知,制造业是国民经济的基础产业和支柱产业,是推动国家技术进步的力量。
我国制造业较落后,想要改变此现状就必须提高制造业装备水平,特别是机床的数控化率。
数控机床是属于高新技术集成的机电一体化机械加工设备,受到世界各工业发达国家的高度重视。
成为当今世界机械加工设备中最引人注目的产品,但其价格昂贵。
因此,普通车床的数控化改造成为热点。
本次设计是对普通车床CW6163的数控化改造。
在这个团队主要包括:主传动系统的改造、纵向进给系统的改造、横向进给系统的改造。
而我主要是针对横向进给系统进行机械改造。
这次毕业设计对设计工作的基本技能的训练,提高了分析和解决工程技术问题的能力,并为进行一般机械的设计创造了一定条件。
数控改造主要传动系统的机械改造。
由于对经济型数控机床的加工精度要求不高,为简化结构、降低成本。
通过控制横进给系统,保证改造后的车床具有定位、直线插补、圆弧插补、暂停等功能。
为实现机床所要求的传动效率,采用步进电机经联轴器再传动丝杠;为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠螺母副。
关键词:车床数控改造联轴器滚珠丝杠AbstractAs we all know,manufacturing is the basic of economy industries and pillar industries,is the power to promote the progress of technological of the State.China's manufacturing industry has fallen behind,if we want to change this situation we must improve the level of equipment manufacturing industry,especially in CNC machine tools rate.High-tech CNC machine tools are integrated mechatronics mechanical processing equipment,the world's industrialized countries are highly valued of it.It has become the world's most remarkable mechanical processing equipment products,but the price is very expensive.Therefore,the lathe’s Transformation of NC has become a hot.This design is about the common Lathe CW6163transformation of NC.Main tasks are:the transformation of the main transmission system,the transformation of the vertical feeding system,horizontal feed system reform.While I was mainly aim at the lateral feeding system mechanical transformation.The graduation project on the design of the basic skills training has improved the analysis and the ability to solve engineering problems,and create a certain condition for general mechanical design.NC transformation is mainly a transformation of mechanical drive system. Because of the economy less precision CNC machining,it is order to simplify the structure and reduce costs.By controlling the cross-feed system,it ensures the modified lathe with positioning,linear interpolation,circular interpolation,and pause. Required for the realization of the transmission efficiency of machine tool,we should us a stepping motor drive and then screw through the coupling.To ensure a certain degree of driving accuracy and stability and minimize friction,a ball screw pair is needed.Screw wKeywords:lathe,NC Transformation,Coupling,Ball Scre引言 (1)1.绪论 (2)1.1数控机床优势概述 (3)1.1.1数控车床改造的意义 (3)1.1.2普通车床数控化改造的优点 (3)1.1.3数控化改造的内容 (5)1.2车床数控改造的现状与国内背景 (7)1.3车床数控改造的必要性与可行性 (9)2.车床数控改造的总体构思与技术方案 (10)2.1设计任务 (10)2.2总体方案的论证 (10)2.3总体改造方案的确定 (10)2.4机械部分的改造 (11)2.5横向进给系统设计与计算 (11)2.5.1横向进给系统计算 (11)2.5.2切削力计算 (11)2.6滚珠丝杠螺母副的设计、计算和选型 (12)2.6.1滚珠丝杠螺母副设计 (12)2.6.2计算进给牵引力 (12)2.6.3计算最大动载荷 (13)2.6.4滚珠丝杠螺母副的选型 (14)2.6.5传动效率的计算 (16)2.6.6刚度验算 (16)2.6.7稳定性校核 (16)2.6.8滚珠丝杠副间隙的消除 (18)2.7定滚珠丝杠副支承所用轴承类型和规格 (19)2.7.1选择轴承类型 (19)2.7.2确定轴承内径 (19)2.7.3选择轴承的规格代号 (19)2.7.4轴承所承受的最大轴向载荷 (19)2.7.5轴承的寿命验算 (20)2.8联轴器的选择 (21)2.9电机的选择与计算 (23)2.9.1等效转动惯量的计算 (23)2.9.2电机所需的转动力矩计算 (24)2.9.3步进电动机的选择 (28)2.10横向滚动直线导轨 (29)2.10.1滑动导轨的特点 (29)2.10.2动导轨的设计 (30)结论 (33)致谢 (34)参考文献 (35)引言数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好的解决了现代机械制造中结构复杂,精密,批量小,多变零件的加工问题,且能稳定产品的和、加工质量。
C620一1卧式车床的数控化改造
C620一1卧式车床的数控化改造1.前期准备(1)由于数控机床的精度比较高,而我们对选定的车床检查后发现,机床导轨精度不符合要求,车床主轴加工出的零件有微小的波纹。
于是按照GB/T 4020---1983(臣1'式车床精度检验》标准进行修复。
(2)更换了主轴前后轴承。
(3)用步进电机作拖动元件。
因为数控系统发出的指令仅使床鞍运动而没有位置检测和信号反馈,故实际移动值和系统指令如果有差别就会造成加工误差。
因此,除了床鞍及其配件精度要求较高外,还应采取以下措施来满足传动精度和灵敏度要求。
第一,在传动装置的布局上采用减速齿轮箱来提高传动扭矩和传动精度(分辨率为O.0I mm)。
传动比计算公式为:i=a·P/360。
艿,式中,Ot为步进电机步矩角,(o);P为丝杠螺距,ram;6为脉冲当量(即分辨率),mill。
第二,在齿轮传动中,为提高正、反传动精度必须尽可能地消除配对齿轮之间的传动问隙,其方法有两种,柔性调整法和刚性调整法。
柔性调整法是指调整之后的齿轮侧隙可以自动补偿的方法,在齿轮的齿厚和齿距有差异的情况下,仍可以始终保持无侧隙啮合,但将影响其传动平稳性,而且这种调整法的结构比较复杂,传动刚度低。
刚性调整法是指调整之后齿轮的侧隙不能自动补偿的调整方法。
它要求严格控制齿轮的齿厚及齿矩误差,否则传动的灵活性将受到影响。
但用这种方法调整的齿轮传动有较好的传动刚度,而且结构比较简单。
在设备改造中应用的配对齿轮侧隙方法是刚性调整法。
第三,采用滚珠丝杠代替原滑动丝杠,提高传动灵敏性和降低功率、步进电机力矩损失。
(4)经过综合分析,决定使用南京江南机床数控工程公司的JN--15T型数控系统。
该系统具有功能强、可靠性高、操作方便的优点。
2 改造阶段2.1 纵向进给系统的改造(1)拆除原有三杠、溜板箱,保留迸给箱作为滚珠丝杠左支承点,将步进电机装在三杠支架右侧,把滚珠丝杠的右侧通过连接套与步进电机输出轴连接。
C6140卧式车床的数控改造设计毕业设计

目录摘要 (Ⅰ)Abstract .................................................... I I 第一章前言. (1)1.1研究目的和意义 (1)1.2 国内外研究现状 (1)第2章数控系统总体方案的确定 (3)2.1数控系统总体方案设计 (3)2.2 具体设计方案 (3)2.3 纵向伺服进给部分的计算与校核 (4)2.4横向伺服进给部分的计算与校核 ................... 错误!未定义书签。
2.5 自动转位刀架的设计............................ 错误!未定义书签。
第3章数控系统电路设计........................................... 错误!未定义书签。
3.1 数控系统基本硬件组成........................... 错误!未定义书签。
3.2主电路控制设计 (8)3.3 执行电路控制设计 (8)3.4 辅助电路控制设计 (9)Metal Cutting (20)结论 (29)致谢 (30)参考文献 (31)摘要我国是世界上机床产量最多的国家,但数控机床的产品竞争力在国际市场中仍处于较低水平,即使在国内市场也面临着严峻的形势:一方面国内市场对各类机床产品特别是数控机床有大量的需求,而另一方面却有不少国产机床滞销积压,国外机床产品充斥市场,严重影响我国数控机床自主发展的势头。
这种现象的出现,除了有经营上、产品质量上和促销手段上等的原因外,一个最主要的原因就是新产品(包括基型、变型和专用机床)的开发周期长,不能及时针对用户的需求提供满意的产品。
普通机床的数控化改造事业方兴未艾,在我国目前形式下将大批故障机床尤其是一大批闲置的普通机床进行改造、升级,以较小的投入尽快使这批设备在经济发展中发挥效能、创造效益,的确是许多企业的一项不可忽视的课题。
关键词: 脉冲发生器,滚珠丝杠,滚珠丝杠螺母副,自动刀架,塑料导轨软带AbstractMy national yes machine output mos statet state in the world,the product competitive power at international market suffer still get off to inferiority level , of the therefor numerically-controlled machine , granted that at home market too be faced with austere posture:on the one hand domestic market versus all manner of tool product especially numerically-controlled machine be covered with demand,whereas on the other hand refuse have got not a little made in one's country tool dull sale overstock,abroad tool product overflow market,had a strong impact on me national numerically-controlled machine independence extend momenta into.show such phenomenal face,except to have got manage upper, product quality upper sum sales promotion instrument good cause besides,the development cycle length of the both one upmost cause namely novelty (include fundamental mode, derivative and special machine),be be incapable of in season aim at user's demand supply satisfied product.General machine tool 'numerical control melt reclaim undertaking be in the ascendant from, upratein our country for the moment form down move in bulk malfunction tool above all crowd idle general machine tool proceed rebuild, up upgrade,withal lesser project into as soon as possible gotten these batch EQUIPment at economic development exert EFFiciency, create benefit,the one term nonnegligible problem of the forsooth yes heap enterprise.Keywords: Impulse generator,Ball screw,Ball screw nut deputy,Automatism knife rest Plastic rack soft strap第一章前言1.1研究目的和意义1.1.1 车床数控改造的目的机床的数控改造,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
卧式车床C6140数控化改造设计_毕业设计论文 精品

卧式车床C6140数控化改造设计目录摘要 (1)第1章绪论 (1)1.1数控系统发展简史 (1)1.2数控机床现状 (2)1.3数控系统的发展趋势 (3)1.4机床数控化改造的必要性 (4)1.5主要技术指标 (4)第2章华中HNC-21数控车削系统介绍 (4)第3章普通车床的数控改造可行性论证 (11)3.1技术可行性 (11)3.2机床本身 (11)3.3加工对象分析 (12)3.4市场可供性 (12)第4章总体方案的确定 (12)4.1总体方案设计要求 (12)4.2设计参数 (13)第5章进给传动部件的计算和选型 (16)5.1 脉冲当量的确定 (16)5.2 切削力的计算 (17)5.3 滚珠丝杠螺母副的计算和选型(纵向) (17)的计算 (17)5.3.1 工作载荷Fm5.3.2 最大动载荷F的计算 (17)Q5.3.3 初选型号 (17)5.3.4传动效率η的计算 (18)5.3.5 刚度的验算 (18)5.3.6 压杆稳定性校核 (18)5.4 步进电动机的计算与选型(纵向) (18) (18)5.4.1 计算加在步进电动机转轴上的总转动惯量Je q (19)5.4.2 计算加在步进电动机转轴上的等效负载转矩Te q5.4.3步进电动机最大静转矩的选定 (21)5.4.4步进电动机的性能校核 (21)5.5 主轴交流伺服电机的计算与选型 (22)5.5.1主轴的变速范围 (22)5.5.2初选主轴电机的型号 (22)5.5.3主轴电机的校核 (22)第6章绘制进给伺服系统的机械装配图 (22)第7章元件的选择 (23)结论 (24)致谢 (25)参考文献 (26)卧式车床C6140数控化改造设计摘要中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的机床,远远不能满足加工的要求。
针对目前制造业的技术装备现状,对传统机械制造业装备进行改造,解决机械制造业中的一些技术问题,用现代先进技术对旧的设备进行改造和提升,是我国制造业的发展方向。
CM6132型卧式车床数控化改造的尾座设计

青岛泰威机床:第四章CM6132型卧式车床数控化改造的尾座设计4.1CM6132尾座功能改造前机床尾座可用手柄移动尾座,使其沿床身导轨移动至所需位置上,并用两个压板1(如图4-1)和两个螺钉2及螺母3夹紧固定。
但必须注意,手柄摆动方向与尾座移动方向相反。
若利用尾座中心线与主轴中心线偏移加工锥型零件时,先松开螺母3和螺钉,利用两个螺钉5(图4-2),使尾座本体相对下座横向移动到所需位置,然拎紧螺钉和螺母3,把尾座本体调回原位时,使本体后面的标牌刻度线与下座上的标牌线对准即可。
移动尾座上的手枪,可使尾座套筒纵向移动。
当尾座套筒退回本体内接近极限位置时,丝杠断部可将顶尖顶出。
向后(向床体尾端)拉近手柄3(如图4-3),就可把尾座套筒夹紧固定在所需要的位置上。
若夹紧力不够时,可放松手柄3,松开螺钉1,旋动螺母2,进行调整,调完后拎紧螺钉即可。
4.2尾座的液压改造4.2.1CM6132尾座改造的必要性目前,普通卧式车床上使用的尾座,都是人工摇动尾座螺杆手轮,实现支顶工件。
在大批量车加工生产中,工人劳动强度大,生产效率低,难以提高企业效益。
数控车床改装液压系统可以平均提高生产效率为60%,降低工人劳动强度,每个人平均可以操作2-3台数控机床,将人工摇动螺杆尾座改为液压尾座很有必要性和实际意义。
所以本次设计将针对CM6132车床尾座进行液压尾座的改装。
预期改造后可以再大批量中取得较好的效益。
4.2.2改造后液压尾座的原理改造后液压尾座(图4-4)是拆去原车床尾座装置中套筒、螺杆、螺杆手轮、螺母、端盖、导向键及套筒锁紧手柄的基础上,应运尾座体重重新安装上油缸、顶针活塞杆21、端盖22、通孔螺栓(15、16、17)等组成。
其工作原理如图4-5所示,是电动机带动液压泵3工作,经过滤器2从油箱1中吸油,油液经液压泵输出进入油管后,通过换向阀6、节流阀11、换向阀7进入液压缸左腔,推动活塞和活塞杆向右移动,二液压缸右腔的油液经换向阀和回油管回流到油箱。
毕业设计-XA6132卧式铣床的数控改造

摘要此次毕业设计中,设计任务是将一台XA6132普通升降台卧式铣床,改造成三坐标数控铣床。
采用滚珠丝杠作为传动装置。
共有三根丝杠分别在纵向,横向工作台和垂直向升降台上。
驱动元件为步进电机。
微机数控系统由CPU、存储扩展电路和I/O接口电路、伺服电机驱动电路等几部分组成。
数控系统的核心是微机,其它装置均在微机的控制下进行工作。
系统的功能和系统中所用的微机直接相关。
数控系统对微机的要求是多方面的,但主要指标是字长和速度,字长不仅影响系统的最大加工尺寸,而且影响加工的精度和运算精度。
本设计采用的是MCS—51机,并扩展2片2764芯片,1片6264芯片,3片8155可编程并行I/O等组成的控制系统。
结合毕业设计的的工作和时间的限制,机械部分主要解剖三个坐标轴,完成机械结构设计,零件和参数的选择,部分计算过程;电气和微机部分主要有硬件原理图和程序框图,以及部分程序段,共计五张A0图。
此次毕业设计中,我熟悉了机电一体化设计的基本过程,并把各门所学的知识融会贯通形成一个有机的整体,为以后的设计工作打下了良好的基础,同时我也深深的体会到了不足之处,准备在今后的工作中不断学习,不断实践。
关键词:XA6132普通升降台卧式铣床,数控,改造AbstractIn this time graduation design, the design mission is to reform a set of XA6132 common working panel lifter lying type miller into the three coordinate number controlling miller,adopting the ball guide screw as the transmission device .There are three silk bar different totally at lengthways, horizontal work pedestal and perpendicularity to ascend and descend on the stage. The driving component is the stepping electrical engineering. The tiny machine number controls the system from the CPU, save to expand the electric circuit and I/ O connects a people's electric circuit, servo electrical engineering to drive the electric circuit etc. several parts constitute. The number controls the core of the system is a tiny machine, the other equips to all carry on the work under the control of the tiny machine. The tiny machine use is directly related in the function and systems of the system. The number controls the request of system to tiny machine is various, but the main index sign is a word to grow and speed, the word is long not only affect the system biggest to process the size, and the accuracy that influence process and operation accuracy. What this design adoption is machines MCS-51s, and expand 2 slices of 2764 chips, a slice of 6264 chips, 3 slices of 8155 programmable proceed together to constitute the control system .Because the work of graduation project and restriction of time, the mechanical part dissects three coordinate axes mainly, finishes mechanical structural design, the choices of the part and parameter, some computational processes; Electric and the computer part have principle pictures of hardware and procedure block diagram , and some procedure sections mainly, it is five A0 picture altogether.In this time graduation design, I acquainted with the machine electricity integral whole to turn the basic process of design, and integrate the knowledge that each one learn to become an organic whole, is a later design work to beat to descend the good foundation, I also realized the place of the shortage deeply at the same time, preparing to study continuously in the work of the aftertime, practicing continuously.Keywords: The XA6132 universal knee-type milling machine, the number control, reform.目录摘要 (I)Abstract (II)目录 (III)第一章绪论 (1)1.1 数控机床改造的意义 (1)1.2 国内外的数控机床的比较 (1)1.3 数控未来发展的趋势 (2)1.3.1 继续向开放式、基于PC的第六代方向发展 (2)1.3.2 向高速化和高精度化发展 (2)1.3.3 向智能化方向发展 (2)第二章设计任务和总体方案的确定 (4)2.1 设计任务 (4)2.2 总体方案设计的内容 (4)2.2.1伺服驱动 (4)2.2.2数控装置 (5)2.2.3系统功能 (5)2.2.4采用环形分配器 (5)2.2.5采用滚珠丝杠螺母副 (5)第三章伺服系统机械部分设计计算 (6)3.1 确定系统脉冲当量 (6)3.2 滚珠丝杠螺母副的设计,计算和选型 (6)3.2.1纵向丝杠的选择 (7)3.2.2横向丝杠的选择 (9)3.2.3垂直向丝杠的选择 (12)3.3传动效率计算 (14)3.4 齿轮传动比计算 (15)3.4.1纵向丝杠传动比 (15)3.4.2 横向丝杠的传动比 (15)3.4.3垂直丝杠的传动比 (16)3.5 步进电机的计算和选用 (16)3.5.1 纵向丝杠步进电机的计算 (16)3.5.2 横向丝杠步进电机计算 (19)3.5.3 垂直向丝杠步进电机的计算 (21)第四章数控系统各部件的结构及其工作原理 (24)4.1主控器 (24)4.2选择芯片 (26)4.3地址分配器及译码 (26)4.4接口电路及辅助电路具体设计 (27)专题部分:控制系统软件程序设计 (32)第五章绿色设计及环保分析 (40)致谢 (41)参考文献 (42)外文资料翻译 (43)第一章绪论1.1 数控机床改造的意义企业要在当前市场需求多变,竞争激烈的环境中生存和发展就需要迅速地更新和开发出新产品,以最低价格、最好的质量、最短的时间去满足市场需求的不断变化。
C6136型卧式车床经济型数控改造设计

序言经济型数控是我国80年代科技发展的产物。
这种数控系统由于功能适宜,价格便宜,用它来改造车床,投资少、见效快,成为我国“七五”、“八五”重点推广的新技术之一。
十几年来,随着科学技术的发展,经济型数控技术也在不断进步,数控系统产品不断改进完善,并且有了阶段性的突破,使新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。
由于这项技术的发展增强了经济型数控的活力,根据我国国情,该技术在今后一段时间内还将是我国机械行业老设备改造的很好途径。
对于原有老的经济型数控车床,特别是80年代末期改造的设备,由于种种原因闲置的很多,浪费很大;在用的设备使用至今也十几年了,同样面临进一步改造的问题通过改造可以提高原有装备的技术水平,大大提高生产效率,创造更大的经济效益。
毕业设计是学生在校学习阶段的最后一个教学环节,也是学生完成基本训练的重要环节。
其目的是培养学生综合运用所学的专业和基础理论知识,独立解决本专业一般工程技术问题的能力,树立正确的设计思想和工作作风。
毕业设计说明书不只反映了设计的思想内容,方法和步骤,而且还反映了学生的文理修养和作风。
本说明书分为概述、设计内容、总结三部分,分别介绍了此次设计任务将普通卧式车床(C6136)改造为经济型数控车床;有关经济型数控车床改造总体方案确定及框图、进给伺服系统机械部分设计计算及校核、数控系统硬件电路的设计、加工程序编制;主要是对本次毕业设计的心得。
在编写过程中,得到了指导老师和各位老师及同学的大力支持和热心帮助,在此表示谢意由于本人水平有限,难免有疏漏和不妥之处,恳请专家和老师批评指正。
目录第一章概述1. 设计目的------------------------------------------------------32. 设计任务------------------------------------------------------4第二章设计内容1.总体方案确定及框图---------------------------------------------52.机床进给伺服系统机械部分设计计算及校核---------------73. C6136经济型数控车床数控系统硬件电路的设计--------214.数控机床加工程序编制-----------------------------------------24 致谢---------------------------------------------------------------26小结---------------------------------------------------------------27参考文献----------------------------------------------------------------28第一章概述1.设计目的通过毕业设计,学习了系统地综合运用所学的知识和技能解决实际工程问题的本领,巩固和加深时所学知识的理解,并且通过毕业设计的实践扩大和补充了知识,使认识提高到一个新的水平,通过毕业设计的实践,培养了调查研究的习惯和工作能力,练习查阅资料和有关标准,查阅工具书或参考书,合理选择设计计算公式,正确计算,并能以图纸和说明书表达设计的思想和结果,通过毕业设计,不但提高了解决具体问题的独立工作能力,具体动脑动手能力,而且建立了正确的设计和科研思想,加强了科学性,牢固树立实事求是和严肃认真的工作态度。
第八章卧式车床数控化改造设计

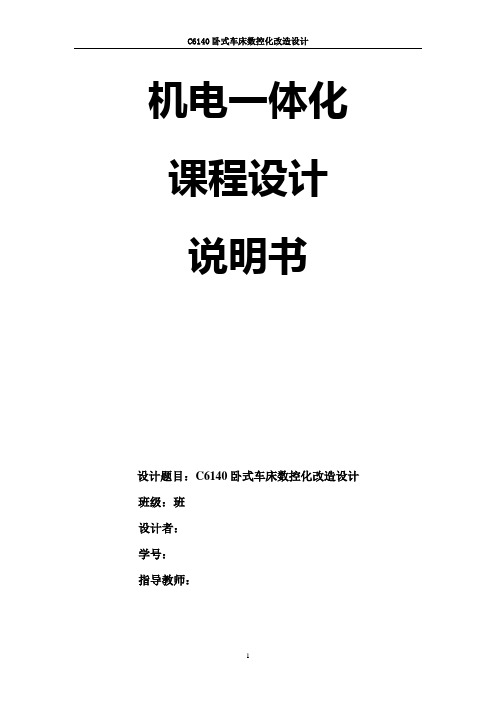
图 C6140普通车床的结构布局 1-床脚 2-挂轮 3-进给箱 4-主轴箱 5-纵溜板
6-溜板箱 7-横溜板 8-刀架 9-上溜板 10-尾座 11-丝杠 12-光杠 13-床身
机电一体化系统设计
卧式车床数控化改造设计 普通车床刀架的纵向和横向进给运ቤተ መጻሕፍቲ ባይዱ,是由主
轴回转运动经挂轮传递而来,通过进给箱变速后,由 光杆或丝杆带动溜板箱、纵溜板以及横溜板产生移动。 进给参数依靠手工调整,改变参数时需要停车。刀架 的纵向进给和横向进给不能联动,切削次序需要人工 控制。
考虑到编码器的输出有相位差为90º的A、B相信 号,可用A、B异或后获得2400个脉冲(一转内), 这样编码器的线数可降到1200线(A、B信号)。另 外,为了重复车削同一螺旋槽时不乱扣,编码器还 需要输出每转一个的零位脉冲Z。
机电一体化系统设计
三、机械系统的改造设计方案
基于上述要求,本例选择螺纹编码器的型号为: ZLF-1200Z-05V0-15-CT。电源电压+5V,每转输出 1200个A/B脉冲与1个Z脉冲,信号为电压输出,轴头 直径15 mm,生产厂家为长春光机数显技术有限公司。
机电一体化系统设计
三、机械系统的改造设计方案
4.螺纹编码器的安装方案
螺纹编码器又称主 轴脉冲发生器或圆光 栅。数控车床加工螺 纹时,需要配置主轴 脉冲发生器,作为车 床主轴位置信号的反 馈元件,它与车床主 轴同步转动。
机电一体化系统设计
三、机械系统的改造设计方案
改造后的车床能够加工的最大螺纹导程是24 mm, Z向的进给脉冲当量是0.01 mm/脉冲,所以螺纹编码 器每转一转输出的脉冲数应不少于24 mm /(0.01 mm/脉冲)=2400脉冲。
卧式车床数控化改造设计-横向进给系统设计
1 绪论 (1)1.1 国内外数控机床的发展 (1)1.1.1 美国的数控发展史 (2)1.1.2 德国的数控发展史 (2)1.1.3 日本的数控发展史 (2)1.1.4 我国的数控发展史 (3)1.2 机床进行数控化改造的意义 (3)1.3 机床数控化改造的设计任务 (4)2 总体方案的确定 (4)2.1 主传动系统的改造方案 (6)2.2 换装自动回转刀架 (7)2.3 螺纹编码器的安装方案 (8)2.4 进给系统的改造与设计方案 (8)2.5 数控系统部分设计 (9)3 横向进给系统的改造设计 (11)3.1 横向进给系统的设计与计算 (11)3.1.1 横向进给系统的设计 (11)3.1.2 横向进给系统的设计计算 (11)3.1.3 步进电机的选择 (16)3.2 数控车床的传动装置设计 (17)3.2.1 螺旋传动 (18)3.2.2 轴的结构设计 (20)3.2.3 透盖的结构设计 (21)3.2.4螺母座的结构设计 (22)3.3 自动转位刀架的设计 (23)4 微机数控部分设计 (26)4.1 概述 (26)4.2 数控系统的硬件电路设计 (27)4.3 软件设计 (28)结束语 (30)致谢 (31)参考文献 (32)1 绪论1.1 国内外数控机床的发展美、德、日三国是当今世上在数控机床科研、设计、制造和使用上,技术最先进、经验最多的国家。
因其社会条件不同,各有特点。
由于某些原因,没有上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),1.1.1 美国的数控发展史美国政府重视机床工业,美国国防部等部门因其军事方面的需求而不断提出机床的发展方向、科研任务,并且提供充足的经费,且网罗世界人才,特别讲究“效率”和“创新”,注重基础科研。
因而在机床技术上不断创新,如1952年研制出世界第一台数控机床、1958年创制出加工中心、70年代初研制成FMS、1987年首创开放式数控系统等。
卧式车床数控化改造设计

浙江工业职业技术学院毕业论文(2016届)(卧式车床数控化改造设计)学生姓名学号院系专业指导教师完成日期卧室车床数控化改造摘要中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的机床,远远不能满足加工的要求。
针对目前制造业的技术装备现状,对传统机械制造业装备进行改造,解决机械制造业中的一些技术问题,用现代先进技术对旧的设备进行改造和提升,是我国制造业的发展方向。
本课题是针对已报废的两台卧式床进行数控化改造,其现实意义在于如何寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
本次设计着重对卧式车床的纵横向进给系统改造,并对纵横向进给伺服系统齿轮箱进行改造。
本次设计作了下面的一些工作:1机械部分采用了一级齿轮传动,以BF型步进电动机作为驱动源,以CBM/CDM滚珠丝杠作为重要元件,以便更好的实行软件控制;2数控部分采用MCS-51中的8031作为主控芯片建立一套单片机应用系统。
扩展I/O接口用8155芯片及外存储器,采用地址锁存和译码器。
3 SolidWorks造型,包括软件的应用和对车床的实体建摸。
关键词卧室车床数控化改造目录1.绪论 (1)2.1车床改造方案的选择 (5)2.1.1设计系统的选择 (5)2.1.2系统运用方式的确定 (5)2.1.3伺服系统的选择 (5)2.2车床改造方案的确定 (7)3.机械计算部分 (8)3.1选择脉冲当量 (9)3.2计算切削力 (9)3.3滚珠丝杠螺母副的计算和选型 (10)3.3.1纵向进给丝杠 (10)3.3.2横向进给丝杠 (14)3.4齿轮传动比的计算 (16)3.4.1纵向齿轮传动比计算 (16)3.4.2横向齿轮传动比计算 (16)4. 微机控制部分 (16)4.1 总体设计 (16)4.2主控制器 (17)4.2.1主控器的选择 (17)4.2.2 8031对片外存储器的选择 (18)4.2.3 8031并行I/O口扩展 (19)5.SolidWorks造型 (19)5.1 SolidWorks 软件介绍 (19)5.2 绘制草图 (21)5.3 装配体设计 (24)结论 (27)致谢 (28)参考文献 (29)装配图与零件图 (30)1.绪论随着我国制造业的发张,对很多零部件的精度要求越来越高,许多零件用普通车床很难加工,要求用数控机床加工。
卧式车床数控化改造设计

卧式车床数控化改造设计随着科技的不断进步,数控技术已成为现代机械制造业的主流,卧式车床数控化改造成为提高生产效率和机床精度的重要途径。
本文将介绍卧式车床数控化改造设计的目的、原则、流程和技术要点,以期为相关企业提供一些有益的参考。
一、设计目的卧式车床数控化改造是为了实现以下目的:1. 提高生产效率:数控化改造可以自动化加工过程,减少人工干预;2. 提高加工精度:数控机床可以保证加工工件的尺寸精度和表面质量;3. 提高生产柔性:数控机床可以适应多种零件的加工;4. 降低生产成本:数控机床可以节约人力、物力和时间成本。
二、设计原则卧式车床数控化改造设计的原则如下:1. 追求高效率、高精度和高质量;2. 统筹考虑加工对象的特性、工艺流程和生产环境;3. 确保改造过程中机床本身的基本结构、性能和使用寿命不受损害。
三、设计流程卧式车床数控化改造设计的流程如下:1. 分析原有机床性能和加工工艺,确定机床改造对象。
2. 确定机床改造的具体目标、规模和时间计划。
3. 设计机床改造方案,包括选型和选购数控系统、驱动器、电机、测量装置等设备。
4. 进行机床改造、调试和试运行,检验性能指标是否达到设计要求。
5. 编制使用和维护手册,进行人员培训和技术支持,确保改造效果持久稳定。
四、技术要点卧式车床数控化改造设计的技术要点如下:1. 选型和选购数控系统:要根据改造目标、工件加工要求、生产车间布局等综合因素选择适当的数控系统。
2. 液压系统改造:液压系统对机床的加工能力和运行稳定性有很大影响,在改造过程中要考虑更新加工液、更换液压缸、阀门和管路等。
3. 传动系统改造:要根据加工载荷和精度要求更新主轴、变速器、传动齿轮等部件,以适应数控加工需要。
4. 编程和系统调试:在数控化改造过程中,要针对加工工艺和装备参数编制数控程序,然后进行系统调试和精度验证。
5. 可维护性设计:要从维修保养的角度考虑,避免改造过程中对原有零件和装备的影响,同时尽可能地提高机床的可靠性和使用寿命。
CW6163卧式车床数控化改造及横向进给设计

第一章绪论1.1数控机床的发展现状数控机床正在向精密、高速、复合、智能、环保的方向发展。
精密和高速加工对传动及其控制提出了更高的动态特性和控制精度,更高的进给速度和加速度,更低的振动噪声和更小的磨损。
问题的症结在传统的传动链从作为动力源的电动机到工作部件要通过齿轮、蜗轮副,皮带、丝杠副、联轴器、离合器等中间传动环节,在这些环节中产生了较大的转动惯量、弹性变形、反向间隙、运动滞后、摩擦、振动、噪声及磨损。
虽然在这些方面通过不断的改进使传动性能有所提高,但问题很难从根本上解决,于是出现了“直接传动”的概念,即取消从电动机到工作部件之间的各种中间环节。
随着电机及其驱动控制技术的发展,电主轴、直线电机、力矩电机的出现和技术的日益成熟,使主轴、直线和旋转坐标运动的“直接传动”概念变为现实,并日益显示其巨大的优越性。
直线电机及其驱动控制技术在机床进给驱动上的应用,使机床的传动结构出现了重大变化,并使机床性能有了新的飞跃。
目前,世界先进制造技术不断兴起,超高速切削、超精密加工等技术的应用,柔性制造系统的迅速发展和计算机集成系统的不断成熟,对数控加工技术提出了更高的要求。
为适应这种情况,数控机床正朝着以下几个方面发展。
1.高速度、高精度化速度和精度是数控机床的两个重要指标,它直接关系到加工效率和产品质量。
目前,数控系统采用位数、频率更高的处理器,以提高系统的基本运算速度。
同时,采用超大规模的集成电路和多微处理器结构,以提高系统的数据处理能力,即提高插补运算的速度和精度。
并采用直线电机直接驱动机床工作台的直线伺服进给方式,其高速度和动态响应特性相当优越。
在直线电机刚开始开发时,因其能实现高速加工而备受瞩目。
但近年来,使用直线电机的目的已逐渐转向高精度化。
也就是说,在直线电机的诸多优良特性中,很高的定位精度和圆弧插补精度尤其令人刮目相看。
其原因是非接触式的驱动系统没有传统伺服电机旋转减速用的齿轮副、滚珠丝杠、耦合件等各种机械因素引起的误差,以及直线电机必然采用闭路控制。
卧式车床数控化改造设计讲解材料

03
04
提高加工精度
通过数控化改造,实现高精度 、高效率的加工,满足产品精
度要求。
提升生产效率
优化加工流程,减少人工干预 ,提高加工效率,降低生产成
本。
增强设备柔性
改造后的数控车床应具备更高 的加工范围和适应性,满足多 品种、小批量的生产需求。
保障设备可靠性
确保改造后的设备稳定可靠, 降低故障率,提高设备使用寿
故障率与稳定性评估
统计改造后车床的故障率及运行稳定性,反映改造对车床可靠性 的影响。
改造效益分析
经济效益
分析改造后的车床在降低制造成本、提高生产效率方面带来的经 济效益。
技术效益
评估改造后车床在提高加工精度、优化产品质量方面的技术效益。
环境效益
评估改造后车床在节能减排、降低噪音和振动等方面的环境效益。
根据数控系统的要求,配置相应的硬 件设备,如控制柜、显示器、键盘、 鼠标等。
电机及驱动系统设计
电机类型选择
根据卧式车床的工艺要求和性能 参数,选择合适的电机类型,如
伺服电机、步进电机等。
驱动器选择
根据电机的类型和性能要求,选 择合适的驱动器,如交流伺服驱
动器、步进驱动器等。
电机安装与调试
按照电气原理图的要求,正确安 装电机和驱动器,并进行相应的 调试,确保电机能够按照要求进
数控系统配置清单
数控装置
用于生成控制指令,驱 动伺服系统进行加工。
伺服驱动系统
接收数控装置的控制指 令,驱动伺服电机进行
工作。
输入输出装置
其他辅助装置
用于接收操作人员的输 入指令,以及输出机床
的状态信息。
如冷却系统、排屑装置 等,用于辅助加工过程。
机电一体化课程设计-C6140卧式车床数控化改造设计
机电一体化课程设计说明书设计题目:C6140卧式车床数控化改造设计班级:班设计者:学号:指导教师:目录1设计任务 (3)2设计要求 (3)2.1总体方案设计要求 (3)2.2设计参数 (4)2.3.其它要求 (6)3进给伺服系统机械部分设计与计算 (6)3.1进给系统机械结构改造设计 (6)3.2进给伺服系统机械部分的计算与选型 (6)3.2.1确定系统的脉冲当量 (6)3.2.2纵向滚珠丝杠螺母副的型号选择与校核 (6)3.2.3横向滚珠丝杠螺母副的型号选择与校核 (11)4步进电动机的计算与选型 (14)4.1步进电动机选用的基本原则 (14)4.1.1步距角α (14)4.1.2精度 (14)4.1.3转矩 (14)4.1.4启动频率 (15)4.2步进电动机的选择 (15)4.2.1 C6140纵向进给系统步进电机的确定 (15)4.2.2 C6140横向进给系统步进电机的确定 (15)5电动刀架的选择 (15)6控制系统硬件电路设计 (16)6.1控制系统的功能要求 (16)6.2硬件电路的组成: (16)6.3电路原理图 (17)6.4主轴正反转与冷却泵启动梯形图............................................. 错误!未定义书签。
7总结 .. (19)8参考文献 (19)1设计任务设计任务:将一台C6140卧式车床改造成经济型数控车床。
主要技术指标如下:1) 床身最大加工直径460mm 2) 最大加工长度1150mm3) X 方向(横向)的脉冲当量 mm/脉冲,Z 方向(纵向)脉冲当量 mm/脉冲4) X 方向最快移动速度v xmax =3100mm/min ,Z 方向为v zmax =6000mm/min 5) X 方向最快工进速度v xmaxf =370mm/min ,Z 方向为v zmaxf =730mm/min 6) X 方向定位精度±0.01mm ,Z 方向±0.02mm 7) 可以车削柱面、平面、锥面与球面等 8) 安装螺纹编码器,最大导程为25mm9) 自动控制主轴的正转、反转与停止,并可以输注主轴有级变速与无极变速信号10) 自动控制冷却泵的起/停 11) 纵、横向安装限位开关12) 数控系统可与PC 机串行通讯13) 显示界面采用LED 数码管,编程采用相应数控代码2设计要求2.1总体方案设计要求C6140型普通车床是一种加工效率高,操作性能好,并且社会拥有量较大的普通型车床。
数控卧式车床机械部分改造及设计

主轴箱, 不 做 改 动或 少 做 改动 。
在对 普通车床进行 数控化改造 的同时必须针对 车床 导轨状况进 行必 要 的检修 处理 , 对于磨损较严重的更要进行大修 。对车床 的导轨 修复其精 度, 主 要 方法 有 : ① 塑料 导轨重新粘塑并精加工修复导轨精度
2 . 4刀架部分 的改造 目前数控 车床刀架基本为 电动刀架, 其特点是定位更准确、 迅速。 电动 刀架可分卧式转塔刀架( 一般 安装 8 - 2把刀) 和 立式电动刀架 , 立 式电动刀 架有 四工位 ( 或六工位) 。 卧式转塔 刀架价格相对较贵 , 改造 中常用立式 四工 位 电 动 刀架 2 . 5润 滑 部 分 的 改 造 在 对这些 车床 改造 时一般都要对其润滑部分进行 相应的改动, 采用稀
参 考 文献
… 1 刘 金砺. 高 层建 筑地基 基础概 念设 计的 思考 卟 土 木 工程 学报,
2 0 0 6 , 3 9 ( 6 ) : 1 0 4 — 1 0 9 .
『 2 1 巢 斯, 赵锡宏 , 张保 良, 等. 超 高层建筑 桩筏基础 的桩顶反 力计算
研宄 Ⅱ 1 . 岩 土力 学 , 2 0 1 1 , 3 2 ( 4 ) : 1 1 3 8 -1 1 4 2 .
[ 3 ] 江杰, 黄茂松 , 梁 发云, 等. 桩筏基 础相互作用非线性简化分析 Ⅱ 】 . 岩
土工程学报, 2 0 0 8 , 3 0 ( 1 ) : 1 1 7 —1 2 2 .
[ 4 ] 王彬, 胡正洲, 姚文娟 , 等. 上部 结构一 筏 基一 地 基 共 同 作 用 子 结 构
阀板板厚改变 和弹性模 量改变对基础 具有相 同的变形影响趋势 , 可 以 通过适当的提高阀板厚度 和模量来减小基础沉 降。但 是值得 注意的是 , 基
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沈阳理工大学机电一体化课程设计计算说明书题目:卧式车床数控化改造设计所属系部:机械运载学院专业:机械设计制造及其自动化班级:学号:学生姓名:指导教师:2011年 6月 13日目录摘要 (2)设计题目 (3)1. 设计任务 (4)2. 总体方案的确定 (5)3. 机械系统的改造设计方案 (5)4. 进给传动部件的计算和选型 (8)4.1 脉冲当量的确定 (8)4.2 切削力的计算 (8)4.3 滚珠丝杠螺母副的计算和选型(纵向) (9)4.4 同步带减速箱的设计(纵向) (10)4、5 步进电动机的计算与选型(纵向) (13)4.6 同步带传递功率的校核 (17)5. 绘制进给传动机构的装配图 (17)6. 控制系统硬件电路的设计 (18)7. 步进电动机驱动电源的选择 (19)8. 控制系统的部分软件设计 (20)8.1 存储器与I/O芯片地址分配 (20)8.2 控制系统的监控管理程序 (20)8.3 8255芯片初始化子程序 (21)8.4 8279芯片初始化子程序 (21)8.5 8279控制LED显示子程序 (22)8.6 8279管理键盘子程序 (24)8.7 D/A电路输出模拟电压程序 (25)8.8 步进电动机的运动控制程序 (25)8.9 电动刀架的转位控制程序 (25)8.10 主轴、卡盘与冷却泵的控制程序 (25)机电一体化课设的感受与收获 (27)结论 (28)谢辞 (29)参考文献 (30)摘要整个人类社会的文明史,就是制造技术不断演变和发展的历史。
任何国家的制造业都是国民经济的基础产业,也是国民经济的主要来源。
没有发达的制造业,就不可能有国家真正的繁荣和强大。
制造技术是制造业的技术支柱,是一个国家科技水平、综合国力的重要体现,制造技术的发展是一个国家经济增长的根本动力。
而制造业中机床是其基础装备。
我国是一个机床大国,有三百多万台普通机床。
但机床的素质差,性能落后,单台机床的平均产值只有先进工业国家的1/10左右,差距太大,急待改造。
旧机床的数控化改造,顾名思义就是在普通机床上增加微机控制装置,使其具有一定的自动化能力,以实现预定的加工工艺目标。
随着数控机床越来越多的普及应用,数控机床的技术经济效益为大家所理解。
在国内工厂的技术改造中,机床的微机数控化改造已成为重要方面。
许多工厂一面购置数控机床一面利用数控、数显、PC技术改造普通机床,并取得了良好的经济效益。
我国经济资源有限,国家大,机床需要量大,因此不可能拿出相当大的资金去购买新型的数控机床,而我国的旧机床很多,用经济型数控系统改造普通机床,在投资少的情况下,使其既能满足加工的需要,又能提高机床的自动化程度,比较符合我国的国情。
1984年,我国开始生产经济型数控系统,并用于改造旧机床。
到目前为止,已有很多厂家生产经济型数控系统。
可以预料,今后机床的经济型数控化改造将迅速发展和普及。
(机电一体化系统设计课程设计指导书)设计题目:——卧式车床数控化改造设计普通车床(如C616/C6132、C618/C6136、C620/C6140、C630等)是金属切削加工最常用的一类机床。
C6140普通车床的结构布局如图所示。
当工件随主轴回转时,通过刀架的纵向和横向移动,能加工出内外圆柱面、圆锥面、端面、螺纹面等,借助成型刀具,还能加工各种成形回转表面。
C6140普通车床的结构布局图1-床脚2-挂轮3-进给箱4-主轴箱5-纵溜板6-溜板箱7-横溜板8-刀架9-上溜板10-尾座11-丝杠12-光杠13-床身机床实体图普通车床刀架的纵向和横向进给运动,是由主轴回转运动经挂轮传递而来,通过进给箱变速后,由光杆或丝杆带动溜板箱、纵溜板以及横溜板产生移动。
进给参数依靠手工调整,改变参数时需要停车。
刀架的纵向进给和横向进给不能联动,切削次序需要人工控制。
对普通车床进行数控化改造,主要是将纵向和横向进给系统改成用微机控制的、能独立运动的进给伺服系统;将手动刀架换成能自动换刀的电动刀架。
这样,利用数控装置,车床就可以按预先输入的加工指令进行切削加工。
由于加工过程中的切削参数、切削次序和刀具都可按程序自动进行调节和更换,再加上纵、横向的联动进给功能,所以,改造后的车床就可以加工出各种形状复杂的回转零件,并能实现多工序集中车削,从而提高生产效率和加工精度。
1. 设计任务题目:C6140普通车床数控化改造设计任务:将一台C6140普通车床改造成经济型数控车床。
主要技术指标如下(1)床身上最大加工直径400 mm ;(2)最大加工长度1000 mm ;(3)X 方向(横向)的脉冲当量x δ = 0.005 mm/脉冲,Z 方向(纵向)z δ = 0.01 mm/脉冲;(4)X 方向最快移动速度m ax x v = 3000 mm/min ,Z 方向为max z v = 6000 mm/min ;(5)X 方向最快工进速度F x v max = 400 mm/min ,Z 方向为zmxF v = 800 mm/min ;(6)X 方向定位精度± 0.01 mm,Z 方向± 0.02 mm;(7)可以车削柱面、平面、锥面与球面等;(8)安装螺纹编码器,可以车削公/英制的直螺纹与锥螺纹,最大导程为24(9)安装四工位立式电动刀架,系统控制自动选刀;(10)自动控制主轴的正转、反转与停止,并可输出主轴有级变速与无级变速信号;(11)自动控制冷却泵的启/停;(12)安装电动卡盘,系统控制工件的夹紧与松开;(13)纵、横向安装限位开关;(14)数控系统可与PC 机串行通信;(15)显示界面采用LED 数码管,编程采用ISO 数控代码。
2. 总体方案的确定总体方案应考虑车床数控系统的运动方式、进给伺服系统的类型、数控系统CPU的选择,以及进给传动方式和执行机构的选择等。
(1)普通车床数控化改造后应具有单坐标定位,两坐标直线插补、圆弧插补以及螺纹插补的功能。
因此,数控系统应设计成连续控制型。
(2)普通车床经数控化改造后属于经济型数控机床,在保证一定加工精度的前提下,应简化结构,降低成本。
因此,进给伺服系统常采用步进电动机的开环控制系统。
(3)根据技术指标中的最大加工尺寸、最高控制速度,以及数控系统的经济性要求,决定选用MCS-51系列的8位单片机作为数控系统的CPU。
MCS-51系列8位机具有功能多、速度快、抗干扰能力强、性/价比高等优点。
(4)根据系统的功能要求,需要扩展程序存储器、数据存储器、键盘与显示电路、I/O接口电路、D/A 转换电路、串行接口电路等;还要选择步进电动机的驱动电源以及主轴电动机的交流变频器等。
(5)为了达到技术指标中的速度和精度要求,纵、横向的进给传动应选用摩擦力小、传动效率高的滚珠丝杠螺母副;为了消除传动间隙提高传动刚度,滚珠丝杠的螺母应有预紧机构等。
(6)计算选择步进电动机,为了圆整脉冲当量,可能需要减速轮副,且应有消间隙机构。
(7)选择四工位自动回转刀架与电动卡盘,选择螺纹编码器等。
3. 机械系统的改造设计方案3.1 主传动系统的改造方案对普通车床进行数控化改造时,一般可保留原有的主传动机构和变速操纵机构,这样可减少机械改造的工作量。
主轴的正转、反转和停止可由数控系统来控制。
若要提高车床的自动化程度,需要在加工中自动变换转速,可用2~4速的多速电动机代替原有的单速主电动机;当多速电动机仍不能满足要求时,可用交流变频器来控制主轴电动机,以实现无级变速(工厂使用情况表明,使用变频器时,若工作频率低于70Hz,原来的电动机可以不更换,但所选变频器的功率应比电动机大)。
本例中,当采用有级变速时,可选用浙江超力电机有限公司生产的YD系列7.5kW变极多速三相异步电动机,实现2~4档变速;当采用无级变速时,应加装交流变频器,推荐型号为:F1000-G0075T3B,适配7.5kW电动机,生产厂家为烟台惠丰电子有限公司。
3.2 安装电动卡盘为了提高加工效率,工件的夹紧与松开采用电动卡盘,选用呼和浩特机床附件总厂生产的KD11250型电动三爪自定心卡盘。
卡盘的夹紧与松开由数控系统发信控制。
3.3 换装自动回转刀架为了提高加工精度,实现一次装夹完成多道工序,将车床原有的手动刀架换成自动回转刀架,选用常州市宏达机床数控设备有限公司生产的LD4B-CK6140型四工位立式电动刀架。
实现自动换刀需要配置相应的电路,由数控系统完成3.4 螺纹编码器的安装方案螺纹编码器又称主轴脉冲发生器或圆光栅。
数控车床加工螺纹时,需要配置主轴脉冲发生器,作为车床主轴位置信号的反馈元件,它与车床主轴同步转动本例中,改造后的车床能够加工的最大螺纹导程是24 mm,Z向的进给脉冲当量是0.01 mm/脉冲,所以螺纹编码器每转一转输出的脉冲数应不少于24 mm /(0.01 mm/脉冲)=2400脉冲。
考虑到编码器的输出有相位差为90º的A、B相信号,可用A、B异或后获得2400个脉冲(一转内),这样编码器的线数可降到1200线(A、B信号)。
另外,为了重复车削同一螺旋槽时不乱扣,编码器还需要输出每转一个的零位脉冲Z。
基于上述要求,本例选择螺纹编码器的型号为:ZLF-1200Z-05V0-15-CT。
电源电压+5V,每转输出1200个A/B脉冲与1个Z脉冲,信号为电压输出,轴头直径15 mm,生产厂家为长春光机数显技术有限公司。
螺纹编码器通常有两种安装形式:同轴安装和异轴安装。
同轴安装是指将编码器直接安装在主轴后端,与主轴同轴,这种方式结构简单,但它堵住了主轴的通孔。
异轴安装是指将编码器安装在床头箱的后端,一般尽量装在与主轴同步旋转的输出轴,如果找不到同步轴,可将编码器通过一对传动比为1:1的同步齿形带与主轴联接起来。
需要注意的是,编码器的轴头与安装轴之间必须采用无间隙柔性联接,且车床主轴的最高转速不允许超过编码器的最高许用转速。
3.5 进给系统的改造与设计方案(1)拆除挂轮架所有齿轮,在此寻找主轴的同步轴,安装螺纹编码器。
(2)拆除进给箱总成,在此位置安装纵向进给步进电动机与同步带减速箱总成。
(3)拆除溜板箱总成与快走刀的齿轮齿条,在纵溜板的下面安装纵向滚珠丝杠的螺母座与螺母座托架。
(4)拆除四方刀架与上溜板总成,在横溜板上方安装四工位立式电动刀架(5)拆除横溜板下的滑动丝杆螺母副,将滑动丝杆靠刻度盘一段(长216 mm,见书后图6-2)锯断保留,拆掉刻度盘上的手柄,保留刻度盘附近的两个推力轴承,换上滚珠丝杠副。
(6)将横向进给步进电动机通过法兰座安装到横溜板后部的纵溜板上,并与滚珠丝杠的轴头相联。
(7)拆去三杆(丝杆、光杆与操纵杆),更换丝杆的右支承。
改造后的横向、纵向进给系统分别见图3-1与图3-2。