西门子S7-300铸铁机除尘器控制系统
S7-300PLC的应用(西门子s7-300授课资料,拿来大家共享!)

符号表
• 具体的下位机实现程序如下: • Network1:读H1压力PA仪表的数据
• CALL“DPRD DAT”
• LADDER:= W # 16 # 100 • RET_VAL:= MW80 // LADDER为要读出数据的模 块输入映像区的起始地址,必须用十六进制 // SFC的返回值,返回值在存储 字MW80中。执行时出现错误则返回故障代码
• SIEMENS 6RA70为全数字紧凑型整流器,可为变速直流驱动提 供电枢和励磁供电,具有精确的驱动控制功能和强大的通讯能力 (能支持PROFIBUS,USS等协议)。通过配备OMRON编码器可以 对轧机小车实施精确控制。
• OP3操作面板实现人一机对话,完成对各种参数的设定以及相 关参数的显示。 • 编码器和智能压力控制器将现场信号送入PLC相应模块,PLC根 据各信号执行各种指令,通过其终端模块发出的信号,使现场的 执行机构产生相应的动作
//上导盘轴向调整反转一拉出 //上导盘轴向调整右极限 //上导盘轴向调整正转一进入 //上导盘纵向锁紧压力下限 //上导盘随动 //上导盘横向锁紧压力下限 //上导盘轴向拉出 //上导盘轴向调整正转一进入 //上导盘轴向调整左极限 //上导盘轴向调整反转一拉出 //上导盘横向锁紧压力下限 //上导盘随动
S7-300PLC的工程应用
刘美俊
S7-300 PLC在钢铁生产线中的应用
某钢铁公司铁水预处理脱硫工艺主要包括粉料储存系统、供气系 统、喷吹系统和除尘系统。其中粉料储存系统主要是将脱硫剂粉 料从料仓送出并经旋转给料器进入分配罐,供气系统主要对作为 工作气源和载体气源的氮气进行预处理,除尘系统对铁水喷吹过 程中产生的烟尘进行处理排放,整个工艺的关键是喷吹系统,如 图所示。 •系统主要由分配罐、喷抢和防溅罩三部分组成。分配罐的功能是 向喷枪管道提供具有一定压力的粉气混合流体,即铁水脱硫剂粉 料和氮气;喷枪的功能是按工艺要求将粉气混合流体喷送到不同 深度要求的铁水中,使脱硫剂在上浮过程中与铁水充分接触,脱 去铁水中的硫。防溅罩的功能则是降低喷吹过程中产生铁水飞溅 到铁水罐外的可能性
利用PLC实现烟尘净化系统的自动控制概要

利用PLC实现烟尘净化系统的自动控制TheApplicationofPLCintheAutomationoftheCleanseSystemforSoot(控制科学与工程学院自动化研究所) 王平马思乐田芮Wang,Ping Ma,Sile Tian,Rui摘要:本文主要介绍了西门子PLC在铝厂烟尘净化系统自动控制中的应用,着重介绍了PLC控制系统的系统配置方案、软件设计思想和程序结构,并介绍了利用TP27型触摸屏实现上位监控的设计方法。
关键词:烟尘净化;硬件配置;监控系统文章编号:1008-0570(2004)06-0019-02Abstract:ThispaperintroducestheapplicationofPLCintheautomationoftheCleanseSystemforsoot, andmainlysaysthesystemconstructionplan, thesoftwaredesignandprogramconstruction.What'smore, itgivesthedesignmethodoftheTP27screenrealizingtheupdetectandcontrol.Keywords:cleansesystemforsoot; hardwarecons-truction; detectandcontrolsystem1概述目前工业企业排放的烟尘是我国大气的主要污染源。
特别是在有色金属的冶炼过程中产生大量氟化物以及一氧化硫,二氧化硫等污染物,对人类健康损害极大,因此许多针对氟化物的净化系统应运而生,其中基于布袋除尘器的干法净化系统最为成熟,但是由于控制点数多,工况恶劣,在传统的控制技术下,系统效率较低,可靠性差,达不到应有的净化效果。
采用PLC自动控制技术,对净化系统实行自动控制,利用触摸屏监控界面对系统运行进行监控,大大提高了系统运行的稳定性和净化效果,很好的解决了问题。
PLC 在除尘器控制系统中的应用
PLC 在除尘器控制系统中的应用摘要:本文对除尘器运行原理进行介绍,以某煤矿集团的燃煤锅炉为例,对除尘器与电气系统的技术要求进行分析,最后从清灰、卸灰、空压机自动化控制三个方面着手,阐述PLC在除尘器系统中的应用,通过理论与实践相结合的方式,充分发挥PLC的作用与优势,达到最佳除尘效果。
关键词:PLC;除尘器;控制系统引言:在城市化不断深入背景下,资源逐渐减少,环境受到破坏。
对此,我国提出可持续发展战略,提倡节能减排工作。
在炼钢企业运行中,除尘器系统作为关键设备,在生产活动中发挥着重要作用。
对此,企业应注重技术创新,将PLC技术引入其中,使除尘器在清灰、卸灰方面的效果更加显著。
1除尘器系统运行原理在除尘器运行过程中,首先通过气流将灰尘与空气融合起来形成烟气,再将烟气吸入设备中,烟气撞击挡板减缓气流速度,然后进入料斗之中,一些粒径较大的颗粒受到惯性影响直接进入专门容器内,由此完成首次分离,料斗中的烟气继续向前进入收集袋,部分灰尘被吸附在袋子表面,经过净化后的气体则压缩到其他容器中,随着时间的推移,袋子上吸附的灰尘不断增加,为了确保系统正常运行,应及时清洗袋子,可利用PLC技术开启阀门进行清洗,使压缩空气进入其他袋子中,被烟尘吸附的袋子进行处理后,将清洗下来的烟尘倒入垃圾箱。
除尘器运行的主要环节可归纳为以下三项:(1)过滤,将空气中的粉尘过去出来;(2)排灰,将上一步骤过滤的粉尘排出;(3)清灰,对除尘器表面灰尘进行清理;在实际工作中,由主因风机提供负压,经过吸尘口吸进粉尘,通过布袋过滤掉气流中的大量粉尘,使粉尘经过螺旋输送机进入卸灰管道。
此外,清灰系统的作用也不可小觑,主要包括脉冲阀、导气管与空压机,在作业时产生脉冲气流,对布袋进行喷吹,使内部粉尘进入排灰系统中,以此提高布袋过滤效果[1]。
2除尘器与电气系统的技术要求本文以某煤矿集团的燃煤锅炉为例,为了响应国家号召,配备了锅炉除尘器进行绿色生产。
基于PLC的转炉除尘控制系统
中文摘要毕业设计说明书(论文)外文摘要淮阴工学院毕业设计说明书(论文)第Ⅰ页共Ⅰ页目录1 引言 (1)1.1课题来源与课题意义 (1)1.2转炉除尘技术的国内外发展状况简介与方法选择 (1)1.3预期结果 (2)2 转炉除尘系统概述 (2)2.1除尘工艺说明 (2)2.2设备简介 (3)2.3控制设备选择 (4)2.4设计内容与步骤 (4)3 系统设计 (4)3.1 系统概述 (4)3.2 系统I/0点号表 (6)3.3控制设备的选型 (16)4 软件程序 (16)4.1除尘程序 (16)4.2清灰程序 (17)4.3卸灰程序 (22)4.4 故障操作方式 (23)5 监控画面及其功能 (24)6 综合调试 (28)6.1 仿真连接 (28)6.2 调试 (29)6.3 实现的功能 (33)结论 (35)致谢 (36)参考文献 (37)1 引言1.1课题来源与课题意义自21世纪以来,钢铁冶金行业发展飞速。
钢铁冶炼的同时会产生大量高温烟气,包含大量有毒气体和粉尘等物质,如果不加处理直接通过烟囱排放到空气中,那不仅会对大气环境造成不可逆的影响,对我们人类自身也会产生很大的危害。
然而转炉烟气也并非完全有害,因为它的成分中含有热值很好的燃料一氧化碳气体,和大量烧结很好的原材料氧化铁,若处理得当并加以利用,不仅实现了废物利用,也对环境减少了污染,对我们的生活也降低了危害,能起到一举多得的良好作用。
因此在转炉烟气净化回收过程中,转炉烟气处理技术已经受到企业和社会的重视,并有十分广泛的应用。
转炉冶炼和煤气回收进程会受到转炉除尘控制系统是否良好运行的影响。
因此,为降低污染、提高废气废渣利用率,一套安全可靠、经济环保高效率的除尘控制系统的研究将起到至关重要[5]的作用。
1.2转炉除尘技术的国内外发展状况简介与方法选择目前主要有两种对转炉烟气净化的方法来对烟气进行处理,分别是湿法除尘技术(OG法),和干法除尘技术(LT法)。
基于西门子PLC布袋除尘装置下位机控制系统设计-开题报告
基于西门子PLC布袋除尘装置下位机控制系统设计-开题报告一、选题背景和依据布袋除尘器是一种高效的固体废气处理设备,在钢铁、电厂、化工等行业得到广泛应用。
除尘器的设计与操作对降低大气污染有着重要的意义。
上位机控制布袋除尘器操作已经有了比较成熟的设计方案,但目前大多数厂家还采用传统的人工调节方式控制下位机,这种方式效率低下、易出现误差、难以调整,严重影响了除尘器的效率和运行稳定性。
因此,基于PLC技术设计布袋除尘器下位机控制系统,将极大提高除尘器的运行效率和控制精度,很有研究和实践价值。
西门子PLC技术在工业自动化领域有着重要地位,具备高精度、低噪声、高灵活性、易操作等特点,适用于各种工业自动化控制系统。
本文利用西门子PLC技术进行布袋除尘器下位机系统设计,通过采集传感器的输入信号,分析系统控制要求,实现自动调节除尘器内部压力、温度等参数,得到较好的除尘效果。
二、研究内容与方法1. 系统控制要求分析及PLC控制表决方法根据布袋除尘器的物理结构和作用原理,研究布袋除尘器工作和控制要求,制定控制方案和参数,建立PLC控制表决方法。
2. 系统硬件设计设计布袋除尘器下位机控制系统硬件电路,包括电源、信号采集电路、逻辑控制电路、数据处理电路等,实现系统稳定性和质量要求。
3. 系统软件设计基于TIA(Totally Integrated Automation)框架搭建布袋除尘器下位机控制系统软件,实现数据采集、逻辑控制、数据处理等核心功能,优化系统响应速度和运行效率。
4. 系统测试与性能评估根据实际布袋除尘器使用情况,将完成的系统进行测试和调试,评估其工作性能和控制精度,验证系统是否满足设计要求和应用要求。
三、预期成果和意义本文主要基于西门子PLC技术设计布袋除尘器下位机控制系统,实现自动调节除尘器内部压力、温度等参数的目标。
准备采用以下方式以达到上述目标。
First,研究布袋除尘器的物理结构和作用原理,制定控制方案和参数;Second,利用西门子PLC技术进行系统硬件电路设计,实现系统稳定性和质量要求;Third,基于TIA框架搭建布袋除尘器下位机控制系统软件,优化系统响应速度和运行效率;Forth,通过测试和调试,评估系统工作性能和控制精度,验证系统是否满足设计要求和应用要求。
西门子S7-300系列PLC在电袋除尘器电磁脉冲喷吹清灰系统中的应用

3
数 字 量 输 出 徽 6ES7 322-1BH 10-0AA0 1
4
模 拟 量 输 人 徽 6ES7 331-1KF02-0AB0 1
5
电源機
6ES7 307-1EA00-0AA0 1
6
mmm:
ቤተ መጻሕፍቲ ባይዱ
6ES7 343-1C X 10-0X E 0 1
7
开关电源
NES-50-24
1
单位 块 块 块 块 块 块 块
Research and Exploration | 研究与探索•工艺与技术
西 门 子 S 7 - 3 0 0 系 列 PLC
在电袋除尘器电磁脉冲喷吹清灰系统中的应用
邱建梅
(福建龙净环保股份有限公司,福 建 龙 岩 364000)
摘 要 :介绍了电袋除尘器系统采用西门子S7-300系 列 P L C 对电袋除尘器电磁脉冲喷吹清灰系统进行控制的原理及软
电 磁 脉 冲 喷 吹 控 制 ,脉 冲 清 灰 以 每 个 分 室 为 控 制 单 元 ,电磁脉冲阀数量根据电袋除尘器机组的大 小 来 定 分 室 的 数 量 和 电 磁 脉 冲 阀 的 数 量 ,电磁脉冲 喷吹原理采用行列矩阵布置,采 用 P L C 控制行列的 输 出 ,每次输出一个对应的电磁脉冲阀,脉冲启停, 电磁阀控制模式。
电磁脉冲阀在本体上的布置如图2 所示。 图 2 中小圆圈代表电磁脉冲阀;M0~M3 9 表示 电磁脉冲阀的顺序;
备C ^ SI
Engineering 工程
台电袋除尘器电磁脉冲喷吹清灰系统的P L C 配制表
1。
上 述 配 置 増 加 了 开 关 电 源 ,是 因 为 电 磁 脉 冲 阀 工 作 电 源 为 DC24V , 虽 然 C P U 有 DC24V 电 源 , 但 是 为 了 检 修 调 试 方 便 单 独 用 开 关 电 源 供 电 。该台 电除尘器PLC控制器方框图如图3 所示。
S7-300在高炉冶炼中的应用

S7-300在高炉冶炼中的应用作者:王培玉来源:《科技资讯》 2011年第12期王培玉(徐州铁矿集团徐州第二钢铁有限公司江苏徐州 221138)摘要:本文介绍了高炉自动控制系统的组成,并详细介绍西门子S7-300在高炉生产自动控制中的应用。
关键词:S7-300;高炉自动化;炼铁中图分类号:TP2文献标识码:A文章编号:1672-3791(2011)04(c)-0000-001 绪论:作为炼铁工艺的新设备,高炉自动化控制系统对整个高炉生产过程而言具有极其重要的意义。
高效稳定的控制系统可以提高钢铁企业的产量,从而提高了经济效益并能保证整个冶炼过程的安全生产。
2 高炉自动控制系统组成:高炉生产连续性强`控制系统复杂,过程参数多,在生产过程中通过及时掌握各种过程参数的变化,正确分析高炉运行炉况,及时调整工艺参数,对促进高炉生产稳定,协调和优化整个控制系统具有积极作用。
高炉控制系统一般由高炉本体控制系统`上料控制系统`热风控制系统和煤气净化控制系统组成。
系统分为现场控制级与中控操作监控两部分,其中现场控制级由PLCS7-300主站构成,中控操作由一个工程师站和四个操作员站构成,集程序编制`过程动态控制`实时监控`历史数据存档`查阅等功能与一体。
2.1高炉本体控制系统:高炉本体控制系统包括高炉本体各层温度参数的采集,炉顶煤气压力`风压`风量及冷却水压力`流量的采集,炉顶均压阀组的调节,热风温度的采集及混风阀的调节等。
其控制系统基于Windows2000操作平台,借助于Wincc提供的功能强大的监视与控制组态软件,建立一个人性化的人机对话界面,它可以精确的监视和控制生产过程,并优化设备和企业的资源管理,动态的显示高炉本体工艺流程和生产过程参数,并实时监控记录,根据工艺要求显示高炉部分过程参数的实时趋势曲线和历史画面,提供给操作工长,以便了解设备的工作状况和分析高炉炉况,并采取相应的措施保证高炉生产的稳定`高产。
S7-300 PLC在电袋除尘器控制系统中的应用

电袋复 合式 除尘 器 由前级 电除尘 区与后 级布
袋 除尘 区组 成 ,其 除尘 工艺过 程充 分利 用 了 电除
尘 器及 布袋 除 尘器 的优 点 ,可 满足 目前 国家 高标
压 降低 ,电晕输 出功 率变 小,除尘 效率 下降 ; 阳极
板严 重积 灰 容 易形成 反 电晕,使 已经 被 收集在 阳 极板 上 的粉 尘再 次进 入 气流 。因此 ,选择 合 理 的
上位机与 S .0 L 实时通信, 73 0P C 达到上位机对整个 电袋 复合 式除尘器系统运行情况的实时监控 ,实现透 明工厂 、管控一
体 化 目的 。
关键词:电袋复合式除尘器 ;控制系统 ;P C 监控软件 ;Wic L ne 中图分类号 :X 0 . P 7 文献标识码:A 文章编号 :6 24 0 (0 20 .9.4 7 1 T 2 3 2 17 .8 1 1)20 40 2
体。 随着 纤 维 体 上粉 尘 嵌 入 到 纤 维体 内并 在 滤 袋
表 面 形 成 一 灰层 , 这 时 烟 气 流 中 的粉 尘 主 要 是 而
靠灰 尘层 来完 成截 留 。所 以, 袋 除尘器 刚开始 使 布 用 时 除尘 效 率低 , 尘器 阻力 小, 除 当布袋 除尘 器使
作 者简 介 :钟 育  ̄(9 5 ) 17 - ,男 ,助理 工程师 ,长 期从 事大 气污染 治理 设备研 究设 计与 现场 工作 。
合式 除尘 器 阻力检 测 的压差 变送 器 ,采集 后 的信 号经 过P C 拟 量转 换模 块 给 予转 换 显示 ,并 参 L模 与控 制与报 警 。
2 L P C系统硬件配置及硬件组 态
本 文 以某 3 0 0MW 机 组 电袋 复 合 式 除 尘器 项 目为 例 ,该系 统主 要控 制脉 冲喷 吹 、提升 阀、旁 路 阀、压 力压差 信 号检测 、进 口温 度 检测 ,本 项
西门子控制系统维护说明书S7-300篇
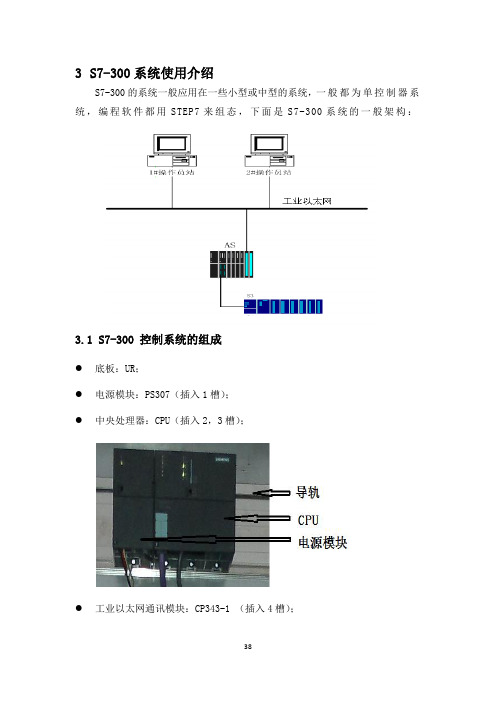
3S7-300系统使用介绍S7-300的系统一般应用在一些小型或中型的系统,一般都为单控制器系统,编程软件都用STEP7来组态,下面是S7-300系统的一般架构:3.1 S7-300 控制系统的组成●底板:UR;●电源模块:PS307(插入1槽);●中央处理器:CPU(插入2,3槽);●工业以太网通讯模块:CP343-1 (插入4槽);●I/O模块。
3.1.1底板●安装各种模块(如:PS,CPU,CP,I/O 模块等);●提供背板总线:I/O总线;通讯总线;●通过背板总线实现各模块之间的数据和信号交换;●电源模块所提供5VDC和24VDC通过背板总线供给各模块;●电源模块必须插在底板的最左边(槽1)。
3.1.2电源模块●采用封闭结构的模块设计,安装在底板上;●插入式的AC/DC供电连接;●保护级别:IP20;●两种输出电压:5VDC和24VDC,并共用一个地;●监视两个输出电压,如其中一个发生故障,该模块输出一个报错信号给CPU;●具有输出短路保护功能;●在前面板上有运行和故障指示灯。
3.1.3 CPU模块●整个控制系统的核心;●储存和运行操作系统程序;●储存和运行用户程序;●与各种功能模块及I/O模块进行数据交换;●进行实时的连续及顺序控制(如PID控制,泵和电机的启停等用户所需的控制);●完成自诊断,接收各种模块的诊断信息。
CPU含有两类程序:操作系统和用户程序。
其中操作系统主要作用是:●处理CPU再启动;●刷新过程映象的输入部分及将输出部分送出;●执行用户程序;●检测中断并执行中断程序;●检测并处理错误;●管理内存;●与操作员站、工程师站及其它设备通讯。
用户程序主要作用是:●完成用户所规定的控制任务。
CPU模块指示灯含义:●INTF:红色,内部故障;●EXTF:红色,外部故障;●BUS:红色,当红灯亮时,为MPI/PROFIBUS-DP接口1总线故障,当红灯闪时有两种情况:DP为主站时,一般是一个或多个从站没有响应,DP为从站时,一般是地址错误;●FRCE:黄色,变量强制激;●RUN:绿色,CPU在运行模;●STOP:红色,CPU在停止模式。
除尘室PLC控制系统的设计说明

除尘室PLC控制系统的设计【摘要】PLC由于具有结构简单、编程方便、功能完善、可靠性高、体积小、维护方使等特点,近年来被广泛地应用于各种控制。
本文介绍了某无污染、无尘车间进门时对人或物进行除尘的过程。
在所设计的系统中,人或物进入无污染、无尘车间前,首先需在除尘室严格进行指定时间的除尘才能进入车间。
文中确定了CPU主机模块及其扩展模块的选择,以及文中所用到的器件的选型并给出实物图及其与主机相连接的总体连接图。
完成了I/O分配、梯形图的逻辑编程。
能够达到毕业设计中所要求的用PLC完成除尘室各个器件的动作。
通过调试该系统可以应用于实际生产中去。
关键词:PLC 除尘室控制Abstract:PLC has been widely used in a variety of control in recent years because of its simple structure;easy programming, perfect functions and high reliability,small size,easy to maintain. Introduced process of removal.In this system,people must be dusted before enter the workshop. This paper defines the CPU host module and the expansion module selection, and selection device used in this article and the physical map and its population is connected to a mainframe connection diagram. The logic programming I/O distribution, ladder diagram. To achieve the curriculum design the requirements of dust all indoor device with a PLC action. Can be applied to actual production.Key words:PLC Dusting rooms Control目录1 PLC知识简介.............................................. 错误!未定义书签。
基于PLC S7-300烟气脱硫控制系统的设计
基于PLC S7-300烟气脱硫控制系统的设计1 引言在现代生产再生胶的烟气脱硫技术中,存在干法、湿法两种脱硫方法;本文所涉及的这套控制系统是基于湿法中的双碱法脱硫技术而制作的。
山东菏泽东明石化6#、7#炉所使用的这套脱硫电气控制系统是由笔者自行设计的,设计这套控制系统的目的在于:(1)方便运行人员的操作,由于现场存在很多零碎的设备:渣浆泵、搅拌机、循环泵、控制阀、灰库等,运行人员要想做到有的放矢、从容不迫就需要一个灵活的操作空间;(2)plc控制系统的应用减少了这些零碎设备的事故发生率,减少了脱硫运行成本;(3)实时监控,方便存储记录,达到自动运行和手动相结合的效果。
2 脱硫工艺概述经过多年研究,国内外目前已开发出200种以上的so2控制技术。
这些技术可分为:(1)燃烧前脱硫(如洗煤,微生物脱硫);(2)燃烧中脱硫(工业型煤固硫、炉内喷钙);(3)燃烧后脱硫,即烟气脱硫(flue gas desulfurization,fgd)。
fgd法是目前世界上唯一大规模商业化应用的脱硫方式,是控制酸雨和二氧化硫污染最主要的技术手段。
目前,世界上燃煤电厂烟气脱硫工艺方法很多,这些方法的应用主要取决于锅炉容量、燃烧设备的类型、燃料的种类和含硫量的多少、脱硫效率、脱硫剂的供应条件及电厂的地理位置、副产品的利用等因素。
按脱硫的方式和产物的处理形式一般可分为湿法、干法和半干法三大类。
(1)湿法烟气脱硫技术(wfgd技术)常见的湿法烟气脱硫技术主要有石灰/石灰石—石膏法、双碱法(na-ca)、氧化镁法、海水脱硫法、磷铵肥法等。
第一代的fgd以石灰/石灰石湿法为代表,其装置主要安装在美国和日本。
在美国,大多数大中型燃煤锅炉所采用的fgd工艺均为湿法,湿法约占fgd总容量的92%。
在日本,烟气脱硫技术主要采用湿法和回收法,其中湿法石灰石-石膏法约占总容量的一半。
随着技术运用的逐步深入,双碱法脱硫技术得到了广泛的应用,本文主要以双碱法进行介绍。
西门子PLC和触摸屏在除尘器控制系统的应用

• 170•手机应用。
提供有丰富开发环境的Android 平台,具有调试工具、内存和性能分析及设备模拟器等功能,对于在信息量很大的校园,智慧校园学习助手系统基于Android 开发工具设计与实现,使手机用户通过智慧校园网络与因特网连接,可以完成校园信息与手机对接,并提供许多实际的应用和服务,极大方便广大师生。
用户注册、登录等操作可通过Android 端,应用Bmob 后端云的接口请求后端服务器操作。
为了友好表示系统信息简洁化界面,Android 界面布局通过在其虚拟环境中用代码完成系统各功能的友好设计,其中包含校园资讯、学业中心、社交圈、师生互助团队建设与系统管理等功能页面的设计。
部分功能的页面实现如图2和图3所示。
图2 用户登录页面 图3 招生信息页面3.2 数据库设计通过分析校园手机APP 的有关功能属性进行创建数据库。
在APP 中,对于数据上传、处理及修改等一系列请求,由用户通过移动终端连接网络,实现向服务器端发出。
对用户需要的数据经服务器访问数据库,处理后发送回移动终端。
像用户的个人信息、校园资讯信息以及学业信息等大量数据信息则需要通过系统的服务器存储,此外,对大量的数据进行复杂的操作也需要服务器实现。
作为系统的重要组成部分,系统数据库用来存放用户行为数据。
采用Bmob 后端云提供的可视化云端No SQL 设计与开发系统数据库,具有操作简单、可靠性高及稳定性好的优点。
4 结语智慧校园学习APP 主要研究如何使学校教学资源价值发挥到最大化,让学生与老师能够进行体验舒适的异地互动。
对学校的工作业务手续办理路线指导,使学校政策信息的发布能够快速的传到每一位需要该信息的师生。
在智能教学工作助理中,产生的大规模数据可帮助学校相关部门能够及时了解到学生的课业难点、学习状况与学生与老师在学校遇到的困难等进行分析,方便学校在宏观上制定适应于学校的灵活政策。
在系统投入使用后期系统还需要根据学生创新创业的需求不断的做出调整,依据学生使用系统的反馈,对系统进行功能模块的完善,同时需要不断对系统中各模块之间的协同工作能力做出进一步优化。
PLC课程设计除尘机控制系统说明
当接触器工作于长期工作制,而且通电持续率不超过40%;敞开安装,电流允许提高10~25%;箱柜安装,允许提高5~10%。
(3)线圈的额定电压:通常的电压等级为:直流线圈:24、48、220、440V,交流线圈:36、127、220、380V。
3.1.2气流除尘电力拖动方式介绍
皮革传送带有两种传送方式:一种是采用双速异步电动机JD02-32-6/4(1/1.3kw/2.84/3.4A)拖动,以便根据不同类型皮革,选择不同的进料速度;令一种是根据需要才用直流电动机无级调速控制。两种拖动方式均采用单向起停控制。高压气流由LG15/02–08–1 罗茨泵产生,其拖动电机为Y160L–4型(15kw、30.3A、1450r/m)三相异步电动机单独起停控制。同时由4–62–1/4 离心风机吸尘,离心风机拖动电机为Y132S2–2(7.5kw、15A、2900r/m)。布袋滤尘器抖尘电机,采用AO6324(250kw、0.806A、1400r/m)拖动。按需要,每隔一定时间手动控制抖尘一次(短时工作),大批量生产中也可以用自动定时抖尘控制。
2
2.1
近年来,环境污染问题,日益突出,国家对环保方面,也抓的越来越严.对于环保要求不达标的部分企业,都给予了停工停产的处理。针对这种情况,在科研人员的不懈努力和试验下,新的成套除尘设备已经成功研发了出来,并已经成功投产,主要除尘设备产品包括:脉冲除尘机,袋式除尘机,滤筒除尘机,旋风除尘机,脉冲控制器等10多种系列,数十余种规格的设备。广泛适用于矿业,建材,公路,桥梁,煤炭,化工,冶金,耐火材料,粉体工程等行业的除尘。
按下两速调节按钮X005,X006根据自己所设计的来使其对应的输出信号Y004,Y005实现两种速度的调节。(如图6-2)
PLC在炼铁除尘自动控制系统中的应用PLC的硬件和软件设计

PLC在炼铁除尘自动控制系统中的应用PLC的硬件和软件设计发布时间:2021-08-06T15:25:42.430Z 来源:《中国电业》2021年第9期作者:管磊玺[导读] 文着重阐述PLC在炼铁厂除尘自动控制系统中的应用,设计以西门子公司S7系列S7-300可编程控制器为核心,管磊玺酒钢集团宏兴股份公司炼铁厂甘肃嘉峪关 735100摘要本文着重阐述PLC在炼铁厂除尘自动控制系统中的应用,设计以西门子公司S7系列S7-300可编程控制器为核心,介绍控制系统的硬件系统组成,软件选用到系统的设计过程,对其中的设计及控制过程做简单的介绍和说明,实现PLC在除尘方面的应用,达到本次设计的目的。
关键词:除尘 PLC 自动控制Application of PLC in automatic control system of dust removal in ironmaking(Hardware and software design of PLC)Guan Leixi(Ironmaking plant of JISCO Hongxing Co., Ltd,Jiayuguan,Gansu,735100)This paper focuses on the application of PLC in the dedusting automatic control system?of ironmaking plant, the application design with Siemens company S7 series s7-300 PLC control system as the core, and introduces the hardware system composition, the software use to the design process of the system, including the design and control process do simple introduction and instructions, realize the application of PLC in the dust, achieve the purpose of this design.Keywords: dust removal PLC Automatic control第一章绪论1.1 前言随着工业时代的逐步发展,越来越多的职业病出现在人类当中。
布袋除尘器操作使用说明

除尘器控制原理及操作使用说明一.系统概述本系统采用西门子S7—300PLC作为除尘系统控制的核心,负责整个系统的控制及除尘风机相关数据的采集与控制。
系统设置就地操作箱、机房控制柜和上位工控机,工控机显示风机、清灰及卸灰部分的主要部件的工作状态,并设有过程监控画面、报警画面,及相关的显示画面,可以在线修改及显示除尘器的参数,方便操作人员的操作。
二.系统组成、功能及工作原理1.系统组成:本电控系统分为手动控制和自动控制二部分。
手动控制分为现场就地控制和上位机手动控制两部分, 手动控制时由现场就地控制箱或上位机直接操作控制,自动控制由工控计算机和PLC部分组成,即除尘监控系统。
系统框图及PLC配置图如下:系统框图PLC配置图2.系统功能本系统按硬件结构分成上下两部分,即上位工控机和PLC两部分,它们分别完成不同的功能。
2.1 上位机功能(1)采用上位机画面通过WINCC监控软件及通信协议,对系统所需要显示的参数进行实时的显示,方便操作人员了解整个系统的工作情况。
(2)在线修改参数,在线点击启停现场设备。
2.2 PLC功能(1)接受上级指令,发送并采集现场各类设备运行实时参数,状态信号。
(2)风机也有PLC控制,主风机及液力偶合器的运行信号、需要测量的温度、压力、转速等都进入PLC进行运算及监控。
3.工作原理除尘器主要分为清灰和卸灰两部分,其工作方式也是按这两部分进行的。
3.1清灰部分:清灰控制有三种方式分别为压差清灰、定时清灰和混合清灰。
(1)当采用差压清灰方式时,根据现场采集的进出口压力信号的差值和设定值进行比较,当差值达到设定值时,系统发出清灰信号去控制提升阀和脉冲阀进行清灰动作。
(3)当采用定时工作方式时,PLC进行计时,并和设定值进行比较,当运行时间等于设定时间时,系统发出清灰信号去控制提升阀和脉冲阀进行清灰动作。
(4)当采用混合控制方式时,系统基于时间为主,压差为辅。
根据给定的压差设定值,在运行期间,当压差小于设定值时,则按时间设定工作;当压差大于等于设定值时,则强制对除尘器进行清灰。
基于西门子S7-300PLC的除雾器自动控制系统的设计

基于西门子S7-300 PLC的除雾器自动控制系统的设计摘要随着经济和社会的迅速发展,人们的生活水平越来越高,人们对环境的需求也越来越大。
随着国家“节能减排”战略的不断推进,减少污染物的排放总量,使环境达到标准,是国家面临的一个长期课题。
为适应国家环保的要求,在钢铁工业中,应加大对各工序的除尘力度,对已有的烧结机进行全面改造。
关键词:除雾器;就地控制;S7-300 PLC1 引言该除雾器利用高压蒸汽雾化除尘、高压喷嘴的喷雾降尘和低压螺旋喷嘴的喷射降尘三种方法,通过这三种方法,雾粒与尘粒的冷凝效率相对较高,雾粒在惯性碰撞、拦截捕尘、凝并、布朗扩散等多个过程中,能够有效地降低雾粒对呼气性尘粒的捕集能力。
该系统的除尘效率可达94%,而且该系统具有操作简便、投资小、操作成本低、对已有的设备和设备的改造小、施工方便等优点。
对于钢铁厂来说,除了除尘工艺中所要解决的技术问题外,还要解决除尘工艺中所要用到的电控系统。
目前,大部分的除尘器都是以 PLC为控制元件, PLC 是一种符合实际生产需要的数字计算电子系统,因此,除尘器的控制系统不能简单概括,要按照除尘方式,应用环境,进行独立的设计。
本文介绍了一种以单片机为核心的工业装备自动控制系统,并对其性能进行了分析。
利用 PLC对其进行控制,实现了自动、可靠、安全的操作,满足了设计的工作需要。
2 除雾器控制系统的设计除雾器系统中,被控电动机共 13 台套,输入输出总点数为 44 点。
除雾器系统中,包含压力传感器 3 台、PH 计 1 台、液位传感器 1 台、电流传感器 2 台。
压力变送器、PH 计及液位计、电流计输出信号均为直流电流模拟量信号,因此需要加配模拟量输入模块,输入点数为 16 点。
此外,由于除雾器控制系统需要进行远程控制和实时的现场模拟画面显示,所以必须配置通信模块,并可选择配备一台电脑。
按照控制需要以及现场设备、仪表的输入、输出特性,可选用如下表1所示的 PLC模块。
基于PLC除尘设备控制系统的设计
摘要工业作为我国第二支柱产业,在近十几年来发展非常迅速,虽然带了了可观的经济效益,但在工业生产中所产生的大量粉尘气体对大气的污染现象也不容忽视。
为减少工业粉尘对环境的污染,世界各国制定了严格的环境保护要求。
为了减少工业中粉尘的排放,除尘器的研发改良,以及燃煤的使用等等都在不断更改以符合粉尘排放标准。
而目前最先进的除尘设备无机膜除尘器具备除尘效率高,稳定性好,结构紧凑易于维护等优点,且无机膜对于粉尘吸附效率高,抗腐蚀能力优秀,耐高温,因此能更有效应用于高温烟气的除尘。
本文根据PLC 技术在除尘方面的应用,来优化设计无机膜除尘器除尘控制系统,对其气力输送系统进行完善,实现粉尘的自动清除与输送。
本系统采用西门子S7-200可编程逻辑控制器,通过STEP 7-Micro/WIN 32编程软件编程,来设计除尘设备粉尘清除与输送一体化的控制系统。
经过对系统的实际调试,使预期目标得以实现。
关键词:无机膜除尘;可编程逻辑控制器(PLC);STEP 7-Micro/WIN 32;气力输送AbstartIndustry as the second pillar industry in china, In the last ten years to develop very quickly, Although with considerable economic benefits, But in the industrial production of a large number of dust gas pollution phenomenon can not be ignored. In order to reduce the pollution to the environment of industrial dust, Countries around the world have developed strict environmental protection requirements.In order to reduce the emission of dust in industry, Development and improvement of dust collector, And the use of coal and so on are constantly changing in order to meet the dust emission standards. And at present the most advanced dust removal equipment inorganic membrane dust collector with high dust removal efficiency, Good stability, Compact structure easy to maintain and so on, And the inorganic membrane has high adsorption efficiency for dust, Excellent corrosion resistance, High temperature resistance, so it can be more effectively used in the dust removal of high temperature flue gas.Based on the application of PLC technology in dust removal, To optimize the design of the dust control system of inorganic membrane filter, Perfect the pneumatic conveying system, Automatic cleaning and conveying of dust. This system uses the SIEMENS S7-200 programmable logic controller, Through the STEP7-Micro/WIN V4.0 programming software programming, Integrated control system for dust removal and transportation of dust removal equipment. After the actual debugging of the system, To achieve the desired objectives.Key words:inorganic membrane dust removal; programmable logic controller (PLC); STEP7-Micro/WIN V4.0 ; pneumatic conveying目录摘要 (1)Abstart (3)第一章绪论 (5)1.1 研究的目的和意义 (5)1.2 研究现状 (6)1.2.1除尘技术研究与发展现状 (6)1.2.2 PLC发展现状及趋势 (6)1.3研究的主要内容 (7)1.3.1除尘设备简介 (7)1.3.2气力输送系统的完善 (7)1.3.4控制器的选择 (8)1.3.5确定除尘系统的控制原理 (9)第二章除尘设备控制系统的硬件构成 (11)2.1 可编程控制器的特点 (11)2.2 可编程控制器的构成 (12)2.3西门子S7-200PLC介绍 (12)2.4西门子S7-200系列产品类型及构成 (13)2.4.1 S7-200 CN CPU一览表 (13)2.4.2 S7-200的技术性能表 (14)2.4.3 S7-200 CN CPU硬件特点 (15)2.5元件选型 (17)2.5.1 仓式泵选型 (17)2.5.2 阀门选型 (18)2.5.3 传感器选型 (19)第三章软件构成 (20)3.1编程软件简介 (20)3.2基本功能介绍 (21)3.3系统组态 (22)第四章系统设计 (23)4.1 PLC程序设计 (23)4.1.1 PLC的选型 (23)4.1.2 I/O分配 (24)4.2 PLC控制程序 (25)4.2.1 除尘系统程序分析 (26)4.2.2 粉尘输送系统的程序分析 (27)4.3软件调试和仿真 (43)第五章总结与展望 (52)参考文献 (54)第一章绪论1.1 研究的目的和意义近几年来,在我国北方大部分城市中频频出现“灰霾”现象,这种现象引发交通的不便利,人行走在道路上伸手不见五指。
布袋除尘系统修复中PLC控制的运用探究

布袋除尘系统修复中PLC控制的运用探究关键词:布袋除尘除尘系统 PLC对于布袋除尘系统存在的电气设备多而且分散的弱点,笔者运用PLC 和现场总线有机结合的办法,以分散相关的信号,进行集中管理。
在人机通信的过程中,运用Wincc的上位机和PLC进行实时的通信,从而能够实现对除尘系统的模拟量的采集和设备的控制,同时考虑实际情况,文章还探讨研究了PLC故障诊断和快速排除的方法。
关键词:PLC;布袋除尘;现场总线;Wincc关于布袋除尘器,其旧有的控制方式是运用继电器以及接触器进行控制,这种控制系统非常复杂,并且可靠性很低,维护起来也相当繁琐。
而在炼铁高炉前面的较大布袋除尘系统的脉冲阀以及清灰阀很多,其电机数量的也很多,因此要对除尘器的控制更为严格。
本文运用PLC西门子PLCS7-300和现场总线有机结合予以控制的方法,该控制系统净化的效率非常高,可以处理的烟气很大,清灰的效果十分好,因此现场的控制较好,可以达到对控制系统的组态以及监控。
1对除尘系统的控制本除尘系统里含20个除尘用的箱体,各个箱本里都有大约200条布袋,在除尘的时候,打开提升阀门,灰尘就会由阀门而入,经过布带以后,灰尘会被布袋吸附住,从而实现净化。
当进出口压差到了1.6kPa的时候,便开始反吹。
此时先关掉第一个提升阀,让滤袋处在没有气流通的状态,首个箱体的10个电磁阀按次序以及提前设定好的时间进行工作,用低压压缩空气对滤袋予以喷吹,清掉的粉尘集中到灰斗内,灰尘会落到箱体的底部。
在该室的滤袋清灰结束之后,再打开提升阀,恢复过滤状态,继而再进到下一个室脉冲,如此往复,一直到20个室脉冲完成,整个除尘和卸灰的过程均为自动完成。
2PLC的硬件配置和组态系统运用的是西门子PLCS7-300系列,共有3个机架排列的模块。
其中电源模块运用的是PS3075A,PLC运用220VAC不间断的电源UPS 进行供电。
模拟量输入模块共分2个压力模块、2个温度模块、3个数字量输入模块以及10个数字量输出模块。
西门子S7-300在吉林建龙转炉二次除尘器中的应用

西门子S7-300在吉林建龙转炉二次除尘器中的应用摘要:通过计算机控制技术实现除尘设备的多方式、全自动控制,更好的发挥大型脉冲式布袋除尘器在防尘领域中的应用,通过S7-300编程实现全自动、多功能、灵活控制,更大程度的发挥了除尘设备的工作效率。
关键词:除尘器、系统功能、S7-300Abstract:Through the computer control technology to achieve the dust removal equipment in multiple ways, automatic control, better play to large pulse bag type dust collector in the dust in the field of application, through the S7-300 programming automatic, multifunctional, flexible control, play a greater degree of the dust removal equipment efficiency.Key words:Dust collector, the system function, S7-300引言大型脉冲布袋除尘器的优点是,处理烟气大,净化效率高,清灰效果好,但使用的清灰阀较多,电机数量增加,对除尘器的控制要求严格,因此,我们吉林建龙转炉二次除尘器的控制采用下位机PLC可编程控制器,上位机采用工控机加图形软件监控,除尘器运行可靠,操作简单,设定参数方便,采用计算机自动跟踪记录及自动故障保护。
系统由Siemens公司的S7-300系列PLC和一台工业计算机构成,如下图:系统中的上位机主要完成:物理设备的运行状态和过程在CRT上动态模拟显示;报警信号的记录;参数的设定和修改等等。
PC必须在PLC正常运行的情况下才能可靠运行。