工艺过程图1
1-1化工工艺流程图

设备的标注形式及设备的类别代号见下页。
4、标注(续)
设备标注形式
主项编号 设备类别代号 同类设备顺序号
代 号 P 塔 T 反应器 R
设备类别代号(摘自HG/T2051.35-1991)
设备类别 泵 火炬、烟 囱 S 工业炉 F 起重设备 L 容器 V 换热器 E 压缩机 C 其他设 备 X
相同设备数量尾号
3、管道及仪表流程图的标注
(1)设备的标注 设备的标注与方案流程图中的规定相同。 (2)管道流程线的标注 在流程线开始和终止的上方,用文字说明介质名称、来 源和去向。在管道流程线上,应画出介质流向箭头,还要对 每条管道进行标注,水平管道标注在管道的上方,垂直管道 则标注在管道的左侧(字头向左)。
(2)管道流程线的标注(续) 管道应标注四部分内容,即管道号(或称为管段号,由 三个单元组成:物料代号、工段号、管段序号)、管径、管 道等级和隔热(或隔声)代号,总称为管道组合。其标注格 式如下图(a), 也可将管道等级和隔热(或隔声)代号标注 在管道下方, 如下图(b)。
V 1003 软水槽
2、管道及仪表流程图的画法
(1)设备和管道的画法:设备与管道的画法与方案流程图中的规 定相同。 (2)阀门和管件的画法:管道上所有的阀门和管件,用细实线按 标准规定的图形符号(参阅教材p11中表格),在相应处画出。 (3)仪表控制点:用细实线按规定的图形符号画出仪表控制点, 具体见p12表。
工艺流程图是用来表达化工生产过程与联系的 图样。工艺流程图有以下几种: 一、方案流程图 二、物料流程图 三、首页图
四、管道及仪表流程图
一、方案流程图
方案流程图是在工艺设计之初提出的一种示意性的流程图。它以工 艺装置的主项为单元进行绘制,按工艺流程顺序,将设备和工艺流程 线从左至右展开画在同一平面上,并附以必要的标注和说明,下图为 脱硫系统方案流程图。
图1木托盘、包装箱的生产工艺流程图工艺流程简述

建设项目工程分析工艺流程简述(图示):木托盘、包装箱的生产工艺流程图见图2:图1木托盘、包装箱的生产工艺流程图工艺流程简述:本项目生产的木托盘、木箱有两种型号的,一种是胶合板制成的,另一种是实木制成的。
1、胶合板木托盘、木箱的生产工艺流程:根据产品的需要,购入尺寸已加工好的胶合板、胶合板条、脚墩,然后用卷钉将其钉制连在一起形成一定规格的木托盘、木箱,此种产品的生产流程不产生木屑、粉尘,只有在组装时射钉枪产生的噪声。
2、实木木托盘、木箱的生产工艺流程:根据产品的需要,购入一定规格的实木板条,在下料车间锯成一定规格的实木板条、脚墩,再利用刨料机简单的压刨,使其实木板条表面光滑,然后用卷钉将其钉制连在一起形成一定规格的木托盘、木箱,此种产品的生产流程会产生小部分的木材截头、刨花;木材截头边角料公司外售给周边的农民和部分企业作为燃料,刨花外售,作为生产刨花板的主要原料。
主要污染工序:(一)施工期本项目已于2000年建成,因此,施工期不在本报告评价范围内。
(二)营运期(1)废气废气主要来锯切、抛光工序产生的粉尘。
锯切、修边、抛光工序产生的粉尘:本项目锯切、抛光等过程均会产生锯末粉尘,根据《第一次全国污染源普查工业污染源产排污系数手册》,原木在车间不安装除尘设备的带锯制材加工时,污染物粉尘产生量为0.15kg/m3产品,本项目在制作胶合板木托盘和木箱时,材料不需要锯切、抛光,需要加工的木材量为7656m3,则锯切过程粉尘产量为1.15t/a。
由于项目外购原木含水率较高(约60%)),在锯切、抛光等过程锯末粉尘的产生量较小,项目刨料机、抛光机均设置在生产厂房内,同时刨料机、抛光机均设置有布袋吸尘机。
通过车间内粉尘重力沉降,布袋吸尘等控制措施后,锯末粉尘处理效率约为85%,则项目锯末粉尘排放量为0.173t/a,排放速率为0.093kg/h。
环评要求,定期对沉降的粉尘进行清扫,收集后外售给刨花板厂作为生产原料。
工艺流程图内容
工艺流程图内容工艺流程图是指通过流程图的方式来表示和说明具体的工艺过程,主要包括原料、设备、工艺步骤、参数控制及产品产出等信息。
下面是一个关于制作巧克力的工艺流程图,具体内容如下:工艺流程图:制作巧克力原料准备:1. 将可可豆放入清洁的容器中。
2. 添加糖粉和牛奶粉至可可豆中。
原料处理:3. 使用碾磨机将可可豆和糖粉、牛奶粉混合物一起研磨。
4. 加入热水并继续研磨,使混合物呈现出糊状。
制作巧克力:5. 将糊状物加热至80摄氏度,并保持一段时间,以使混合物变得更加均匀。
6. 在加热的同时,将可可脂加入混合物中,并不断搅拌。
7. 将混合物加热至90摄氏度,并继续搅拌,以确保可可脂完全融化。
8. 在搅拌的同时,逐渐加入柠檬酸和香精,以改善巧克力的口感和风味。
9. 继续加热混合物至110摄氏度,然后迅速冷却至32摄氏度,以使巧克力变固态。
模具制作:10. 准备模具,并确保表面光滑和干燥。
11. 将巧克力倒入模具中,确保巧克力平均分布在模具内。
巧克力成型:12. 将巧克力充分冷却,直至完全硬化。
13. 将冷却后的巧克力从模具中取出,检查是否均匀、完整。
包装:14. 将巧克力包装在透明的塑料包装袋中。
15. 给每个巧克力添加标签,并确保标签上有必要的产品信息。
成品检查:16. 检查每个巧克力的外观和质量。
17. 将符合标准的巧克力包装成一盒。
贮存与运输:18. 将巧克力放置在干燥、阴凉的地方,以避免受潮。
19. 将包装好的巧克力运输至销售点。
工艺控制与记录:20. 根据实际情况,记录每个步骤的温度、时间和加入物质的量。
21. 检查每个步骤的操作是否符合标准,并记录异常情况。
以上是制作巧克力的工艺流程图的内容,通过这个流程图,可以清楚地了解到制作巧克力的整个过程。
这些步骤是有序进行的,每个步骤都需要严格控制和按照相应的标准操作。
这样才能制作出高质量的巧克力产品。
炼钢厂基本工艺流程图
➢ 铁与钢的区别 ➢ 炼钢工艺流程介绍 ➢ 图片赏析
铁和钢的区别
➢ 化学成分
铁:C 4.1~4.3%,Si 0.25~0.50%, Mn 0.2~0.5%, P ≤0.12%,S ≤0.035%
钢:C <2.1% P ≤0.045%,S ≤0.050% 例:普通碳素结构钢Q195
C 0.06~0.12%,Si 0.12~0.30%, Mn 0.25~0.50%, P≤ 0.045%, S0.050%
铁水[S]: 0.035→≤0.010%
• 3:搅拌形式:KR、喷粉 • 4:目前较为先进的是铁水‘三脱’,目的是解放
转炉,提高钢水纯净度
铁水准备
N2
Mg粒
脱硫渣
铁水 铁水脱硫示意图
三、转炉
• 1:功能:降碳、提温、去S,P、脱H,O,N
去夹杂物、合金化
• 2:顶底复吹,顶枪吹氧,底吹Ar,N2,O2 • 3: 渣料:石灰、白云石、铁皮、萤石等,岀
• 1. 浇铸温度控制 • 2. 钢水成份控制 • 3. 拉速控制 • 4. 冷却控制 • 5. 液面控制 • 6. 连铸新技术、新措施
1. 浇注温度控制
连铸钢水工艺要求是,保证浇铸性能的前提下具有 较低的过热度。出钢温度是控制连铸浇铸温度的 基础与保证,提高出钢温度的命中率。钢水保温 的方法有以下几种办法:
• 2:加入石灰、预熔渣、萤石、铝粉、矾土(主要
成分:AL2O3)、电石造渣
• 3:贵重及收的率不稳定的合金元素尽量在LF炉
配,例如:Nb、V、Ni、Ti、Al、B等
• 4:缺点:增碳、增硅、回磷、增氮
电极准备 设备准备 通电准备 冷却水准备 合金及辅料准备 液压准备
测温取样 供电操作 造渣操作 吹氩操作 合金调整 温度调整
化工工艺流程图制图标准(1)-5页word资料
CAD制图标准基本要求主要是图纸、比例、字体和图线的选用。
1、图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD 图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
2、比例:CAD图样中所采用的比例应该符合国家标准GB/T 14609-93《技术制图比例》的有关规定,具体见表2-2.必要时候也可以选择表2-3中的比例。
3、字体:CAD制图的字体应该按《技术制图字体》GB/T 14691-93的有关规定,做到字体端正、比画清楚、排列蒸汽、间隔均匀,并要求采用长仿宋矢量字体。
代号、符号要符合有关标准规定。
(1)字一般要以斜体输出。
(2)小数点输出时,应占一个字位,并位于中间靠下处。
(3)字母一般也要斜体输出。
(4)汉子输出时一般采用正体,并采用国家正是公布的简化汉字方案。
(5)标点符号应按照其真正含义正确使用,除省略号、破折号为两个字位外,其余均为一个字位。
(6)字体高度由图样幅面大小确定。
(7)规定字体的最小字距、行距,以及间隔线、基准线与书写字体间的最小距离。
4、图线:图线指图线的基本线型和基本线型的变形。
GB/T 17450-98《技术制图图线》对图线有详细的说明。
5、标题栏:标题栏位于图框右下角,其格式在GB/T 10609.1-93《技术制图标题栏》中有详细的规定。
压力容器制造工艺流程图[1]
![压力容器制造工艺流程图[1]](https://img.taocdn.com/s3/m/73836dcda1c7aa00b52acbfb.png)
焊筒节纵缝、抛光
试板检验探伤
试板检验
产品焊接试板 B 类项目 确认通知书
焊缝射线探伤报告 焊缝探伤合格通知
检验探伤 组焊环缝、容器法兰、抛光
审核
检验探伤
开孔划线
检验
责任部门
电焊工、冷作工 检验员 电焊工 检验员员 压力试验责任人
最终检验责任人
压力容器制造工艺流程图
责任部门
材料责任人 生产管理部
冷作工检验员
压力容器制造工艺流程图
流程图
材料确认、生产指令
相关说明
标记确认、放样划线
使用表单
材料入库验收 通知书
制造工艺过程卡
检验员
冷作工 冷作工、电焊工、检验员
下料前检查 下料
刨边、坡口设备
电焊工 抛光工
探伤工
冷作工 电焊工 探伤工
冷作工 检验员
筒节成型
焊第一筒节、试板、抛光
流程图
相关说明
使用表单
接管、法兰、补强板焊接 补强致密检验 内件组装焊接 焊接检验
总装焊接、抛光 总装检验
耐压前审查 耐压试验 检查确认
抛光、包装、铭牌 检验 入成品库 出厂检验 软件归档
耐压试验 A 类项目 确认通知书
耐压试验检验记录卡 铭牌、拓印件 总检记录卡
成品入库清单
纺织工艺流程
纺织工艺流程(图1)1、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除一定长度以下的短纤维。
(3)牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。
2、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,根据工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)3、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条具有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)4、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有一定捻度和强力的细纱并卷绕在筒管上。
(图4)一、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱重新卷绕成一定形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把一定根数的经纱,按规定的长度、幅宽,在一定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
把整好的经轴放在浆纱机上,经过吸浆,通过烘箱烘干。
4、穿经工序:穿经机:将经轴上的每一根经纱根据工艺设计要求,按照一定的次序穿入综丝和钢筘,并在经纱上插放停经片,已确定织造环节一切顺利。
5、织造工序:梭织机(图5):将经轴在梭织机上通过梭子导纬纱,按工艺要求交织成坯布,并卷绕成布卷。
(图5)6、整理工序:(1)验布机:对织造工序下机的布卷进行疵点检验。
(2)刷布机:对检验后的布坯进行整理除杂。
(3)折布机:按码长(折幅)对刷过的坯布进行折叠整理。
(4)打包机:对符合标准的布匹按品种、工艺、客户要求,将一定段数的坯布打包成包,以便于储存、运输及销售。
化工工艺流程图(68页)
TI
2043
2044
P IC 2002
E205 A203 循 环 冷 水 VN1E205
VOP205
P205
PI 2029
VIP205
VOP204
D202
LIC 2006
VIP206
VI1P206 VI2P206
VOP206
P206
LIC 2005
TI 2045
VIP204
E204
VI2E204
P204
TI 3277B
M
VSC1012
VI1C3101A VX3C3101A
VI1C3101 VSC1013 M
VI1C3101B VX3C3101B
VLC3101A
VLC3101B VLJC3101
审核 设计 绘图
安全阀放空去放空塔 焦化油气去分馏塔
吹汽放空油气去放空塔
冷焦水至冷焦水罐 甩 油 去 甩 油 罐D-3107
开 工 线 自 E-3114 VI5D3101
VI8D3101
开工油外甩
VI4D3101
原 料 油 去 P3112
TI 3101B
原 料 油 P-3112来
TI
FC
3103
3102
E-3103/A-F
TC
原 料-蜡 油 回 流 换 热 器
3102
E-3102/A-F 原 料 -蜡 油 换 热 器
E -3 1 0 1/A -H 原 料 -柴 油 换 热 器
30
(3)仪表位号
在检测控制系统中,构成一个回路的每个
仪表(或元件)都应有自己的仪表位号。仪
表位号由字母与阿位伯数字组成。第一位字
母表示被测变量,后继字母表示表的功能。
工艺流程图识图基础知识
工艺流程图识图基础知识工艺流程图是工艺设计的关键文件,同时也是生产过程中的指导工具。
而在这里我们要讲的只是其在运用于生产实际中大家应了解的基础知识(涉及化工工艺流程设计的内容有兴趣的师傅可以找些资料来看)。
它以形象的图形、符号、代号,表示出工艺过程选用的化工设备、管路、附件和仪表等的排列及连接,借以表达在一个化工生产中物量和能量的变化过程。
流程图是管道、仪表、设备设计和装置布置专业的设计基础,也是操作运行及检修的指南。
在生产实际中我们经常能见到的表述流程的工艺图纸一般只有两种,也就是大家所知道的PFD和P&ID。
PFD实际上是英文单词的词头缩写,全称为Process Flow Diagram,翻译议成中文就是“工艺流程图”的意思。
而P&ID也是英文单词的词头缩写,全称为Piping and Instrumentation Diagram,“&”在英语中表示and。
整句翻译过来就是“工艺管道及仪表流程图”。
二者的主要区别就是图中所表达内容多少的不同,PFD较P&ID内容简单。
更明了的解释就是P&ID图纸里面基本上包括了现场中所有的管件、阀门、仪表控制点等,非常全面,而PFD图将整个生产过程表述明白就可以了,不必将所有的阀门、管件、仪表都画出来。
另外,还有一种图纸虽不是表述流程的,但也很重要即设备布置图。
但相对以上两类图而言,读起来要容易得多,所以在后面只做简要介绍。
下面就介绍一下大家在图纸中经常看到的一些内容及表示方法。
1 流程图主要内容不管是哪一种,那一类流程图,概括起来里面的内容大体上包括图形、标注、图例、标题栏等四部分,我们在拿到一张图纸后,首先就是整体的认识一下它的主要内容。
具体内容分别如下:a 图形将全部工艺设备按简单形式展开在同一平面上,再配以连接的主、辅管线及管件,阀门、仪表控制点等符号。
b 标注主要注写设备位号及名称、管段编号、控制点代号、必要的尺寸数据等。
聚乙烯工艺流程图(1)
聚乙烯的性质
一、物理性质
1 聚乙烯为白色、蜡状半透明材料,具有优越的介 电性能。
2 易燃烧,且离火后继续燃烧。 3 透水率低,对有机蒸汽透过率则较大。 4 透明度随结晶度增加而下降,在一定结晶度下,
透明度随分子量增加而提高。 5 高密度聚乙烯熔点范围为132~135℃,低密度聚
乙烯熔点较低﹙112℃﹚且范围宽。 6 常温下不溶于任何已知溶剂中,70℃以上可少量
H 扬子石油化工股份有限公司 D 塑料 厂 P 燕山石化有限公司化工一厂
北京助剂二厂(UHMWPE)
E 上海金菲石化有限公司
兰州石化公司石油化工厂
77.53
97.3
小计
2010
2009
2010 2006 2004 2003
装置能力
设计 00.3 3.5
现有 0.8 7
14 24
14 14
14 16
使用技术
低压淤浆法(国内技术) 德国Hoechst淤浆法 三井油化淤浆法聚合工 艺 UCC气相流化床工艺
三井油化淤浆法聚合工艺
14 14
淤浆法(国内技术)
1
1
10 13.5 Philips环管淤浆法
7
7
淤浆法(国内技术)
聚乙烯国内外状况
最新进展和发展趋势
茂金属催化剂: 降低成本 链转移反应,生成长支链 非茂高性能催化剂高活性 高活性和单一活性中心 具有齐聚功能 双峰生产技术 熔体混合法(掺混) 多个反应器串联 复配两种以上的催化剂
五金工艺流程图1

五金工艺流程图五金工艺就是五金冲压技术,大约有十几种五金工艺,每一种工艺制造水平以及生产出来的冲压件外形都会有很大的区别。
很多人都明白五金工艺是什么,但是不了解五金工艺先后顺序以及它的流程,那么五金工艺它的详细流程都有哪些呢?下图是五金工艺的基本流程图请看下图:1 设计加工件的工艺图纸设计和绘制硬件工件的三个部分,其作用是通过绘图来表达钣金零件的结构。
画出工件的展开,即将复杂的零件展开成扁平的零件。
分析零件图,快速了解工件尺寸,坐标点,线,曲线和切削面的位置关系,确定工件坐标原点,计算每个顶点的坐标和曲线连接点的坐标。
2 正确工艺方式工件表面加工方法的选择是针对每个有质量要求的表面选择一种合理的加工方法。
一般根据表面精度和粗糙度的要求选择最终的加工方法,确定精加工前的制备工艺的加工方法,即确定加工方案。
3 下料方式选择高效率剪刀的底面是剪刀形状的长度和宽度。
如果有冲角和切角,则将冲孔与模具冲孔结合,形成切角。
冲床的底面是一个平片结构,用于在一个步骤或多个步骤展开后冲洗零件。
其优点是工作时间短、效率高,常用于批量制造。
用编程软件将绘图扩展图写成数控加工机床的可识别内容。
让它被编程来切割它的餐具的结构形状。
激光整理是利用激光切割,在一块板上切割出的板的形状的结构。
4 制定冲压顺序一般有冲裁角度冲裁、冲裁凸壳、冲孔撕裂、泵送等加工程序,其加工需要有相应的模具来完成操作。
此外,折弯工艺还需要有一个折弯床和相应的折弯模具来完成操作。
设计原则是在没有干扰的情况下优先进行下一步操作。
5 完成紧固部位流程一般通过冲压铆接工艺或液压铆接机完成操作,紧固件铆接在钣金零件上,压力铆接常用在压力铆接螺栓、压缩铆接螺母、压力铆接螺钉等。
翻边丝锥的工艺是在较小的底孔上挖出一个稍大的孔,然后抽吸水龙头孔。
这样可以提高其强度,避免滑动齿,一般用于薄板厚度较高的工件,当板材厚度较大时,不需要直接翻边攻丝。
6 零件组装方法焊接将多个部件焊接在一起用于加工目的或单个部件接缝以增加其强度。
环评编写常用工艺及描述流程图

环评编写常用工艺及描述流程图1、室内木质家具生产工艺流程成品木质材料胶粘剂图1 室内木质家具生产工艺流程图及产污环节工艺流程说明:1、虚线框内表示污染物排放情况。
2、主要工序说明:(1)开料:按照生产单准备所需要的木料。
该工序会产生木加工粉尘、木材边角料和下料噪声。
(2)机加工:按照生产要求,对已下料的木质材料进行切角、打磨、封边处理,并使用胶粘剂进行组装。
该工序会产生木加工粉尘、木材边角料、组装有机废气和下料噪声。
(3)喷底漆:经前面处理好的半成品进行水性底漆操作,喷漆后在烘干房内烘干。
此工序会产生有机废气和机器噪声。
(4)修色:喷底漆工序有不良品的,使用天那水将底漆洗掉后重新喷漆,该工序会产生有机废气和噪声。
(5)喷面漆:喷好底漆,再用喷枪在木器工件表面喷上一层的面漆,使产品表面更加美观,每条喷漆线均设水帘柜。
此工序会产生有机废气、喷漆噪声和水帘柜浓水。
(6)组装:将组件用螺丝钉组装成成品;此工序会产生噪声。
(7)烘干:喷好漆的木质材料家具在烘干房中烘干,此工序会产生有机废气。
(7)包装:将烘干后的成品家具进行包装,此工序会产生废包装材料。
2、塑胶制品及配件生产工艺流程产品图2 塑胶制品及配件生产工艺流程图及产污环节工艺流程说明:1、虚线框内表示污染物排放情况。
2、主要工序说明:(1)烘干:项目先将外购的塑胶粒原料进行烘干去湿,采用电动空压机对原料进行烘干去湿,使用电能。
(2)注塑:项目配料使用塑胶粒和色粉,其中色粉占0.01%,其余为塑胶粒,使用混料机混合均匀后进行注塑。
注塑机采用电加热,并通过温控装置控制加热温度为140~190℃,该温度不会超过塑料原料热分解温度,注塑件经设备内部循环冷却水间接冷却成型。
(3)装配:将注塑成型的塑胶配件使用胶粘剂进行粘贴成产品,此工序会产生有机废气。
(4)包装:将产品使用包装材料进行包装,此工序会产生废包装材料。
3、五金冲压制品及配件生产工艺流程来料产品图3 五金冲压制品及配件生产工艺流程图及产污环节工艺流程说明:1、虚线框内表示污染物排放情况。
图1: 挤出成型工艺流程图

5
图 6: 熔融基本步骤的主要机理概述
机理概述见图 6。
13. 聚合物加工中的分布函数和混合物特征表述
分子量分布函数 分数的表达式
分布方差
首先定义 Mx 为具有 x 个重复单位的分子的分子浓度。于是可以得到摩尔分数和高分子质量
压延成型工艺流程图见图 2。 6. 什么是塑料的二次成型? 塑料的二次成型与一次成型的区别是什么? 给出两种以上利用二次成型技术生产的
塑料制品 二次成型是指在一定条件下,将经高分子材料一次成型所得的片、板、棒等型材通过再次加工成型,以获得
最终制品的技术。 二次成型和一次成型的主要区别在于:一次成型是通过材料的流动或塑性形变而成型,成型过程中伴随着
固体颗粒的输送熔融增压和泵送混合熔体反应脱挥与脱模微结构化的聚合物添加剂反应助剂颗粒在熔融混合反应的微结构化聚合物共混混合和反应聚合物加工的概念明细表共混主要与分散与分布混合相关或是添加剂混入单一聚合物基质材料或是创建两种及以上聚合物之稳定物理共混物
1
1. 单螺杆挤出机中螺杆可分为哪几段,每段螺杆在结构上的特点,每段螺杆对物料起的作用 可分为三段:(深槽) 喂料段、(压缩) 过渡段、(浅槽) 计量段。 喂料段必须深到足以容纳低松密度塑料颗粒,产生必要的扭矩输送固体,产生足够的压力压缩颗粒至固体
其他低分子组分。在后反应器操作中,需要排出这些挥发物,以回收溶剂和单体、消除残留气味和味道、赋予聚
床。大部分熔融发生在相对长的压缩段中,需要减少槽深以改善熔融效率。计量段浅槽能合理地均化熔体,熔体 来自熔融区的部分熔态区域,能够给这些部分熔态区带来更均匀的温度。 2. 画出挤出成型工艺的流程图
聚乙烯工艺流程图(1)

▪ 编辑本段结构式
▪
CH2=CH2+CH2=CH2+······→—CH2—CH2—CH2—
CH2······
▪
简写:nCH2=CH2→—[—CH2—CH2—CH2—CH2—]—
▪
聚合压力大小:高压、中压、低压;
▪
聚合实施方法:淤浆法、溶液法 、气相法;
▪
产品密度大小:高密度、中密度、低密度。
聚乙烯是半结晶热塑性材料。它们的 化学结构、分子量、聚合度和其他性 能很大程度上均依赖于使用的聚合方 法。聚合方法决定了支链的类型和支 链度。结晶度取决于聚合物的化学结 构和加工条件。
中低压聚乙烯:以注射成型制品、中 空制品为主。
超高压聚乙烯:由于超高分子聚乙烯 优异的综合性能,可作为工程塑料使 用。
聚乙烯的用途——薄膜
聚乙烯的用途—吹塑
聚乙烯的用途—管材
聚乙烯的用途—注塑
聚乙烯的用途—片材
聚乙烯的用途—滚塑
聚乙烯的用途—土工膜
聚乙烯的用途—电缆
返回
乙烯聚合基本原理
2、茂金属催化剂一般是由三个组分组成的:有机 金属络合物、助催化剂、载体;在溶液聚合中不 需要载体,有机金属络合物是由过渡金属与各种 有机物取代基相结合构成的,其重量占催化剂重 量的1-2%。助催化剂具有强化过渡金属系统的作 用,与有机金属络合物相比,常常被过量应用, 通常用铝氧化物和氟化有机硼酸盐混合物做为助 催化剂。
主要生产工艺
▪ 反应压力:高压和低压 ▪ 反应器:管式、釜式、流化床、
环管 ▪ 物料状态:气相、本体、溶液
(浆)
聚合反应器
聚合反应器的凸镜垫
高压循环气冷却器
高压管式法的特点
自由基聚合反应:链引发、链增长、链终 止
pet瓶、瓶坯工艺流程图
2
注塑
(1)原料熔融塑化温度:260~300℃
(2)模具温度:8~15℃
(3)注射位置:95mm
(4)注射压力:75~80bar\注射速度:50~60mm/S
(5)保压压力:80~90bar\保压速度:90~100mm/S
(6)背压:2bar
3
吹塑
(1)瓶胚出库备料需冷却时间:24h
(2)瓶胚MPa
(4)时间控制:1.5-3s
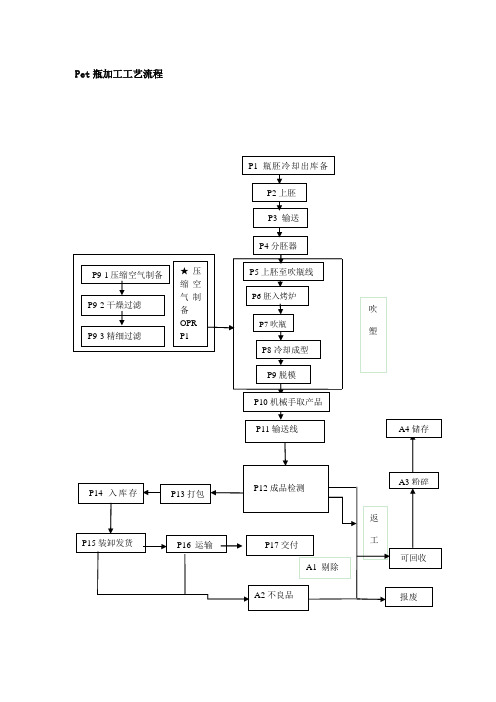
Pet瓶加工工艺流程
pet瓶生产工艺过程关键控制点
序号
关键控制点项目
关键控制点相关数据
1
瓶胚出库备料需冷却时间
24 h
2
瓶胚入烤炉温度
90-120℃
3
吹瓶压缩空气压力
3Mpa
4
时间控制
1.5-3s
5
压缩空气制备参数
(1)用无油润滑空压机产出压缩空气;
(2)每年对冷却器、水冷干燥机进行除垢清洗,确保经过三级冷却器温度不应超过35℃,经过干燥机的气温低于10℃;
(3)每半年更换压缩空气过滤器1μ、0.1μ、0.01μ的过滤芯,使经过的气体无杂质、干燥,无异味。
2.pet瓶加工工艺流程
备注:处为特殊过程点
pet瓶胚生产工艺过程关键控制点
序号
工序
关键控制点相关数据
1
树脂干燥
(1)设定125~175℃;
(2)干燥风流量:3.7 m³/h
(3)干燥时间;4~6 h
啤酒废水工艺流程图1

鼓风
接触氧化池 达标排放
泥饼外运
混凝过滤
图3 EGSB+接触氧化法处理啤酒生产废水 工艺流程
滤出液 上清液 泥饼外运 板框 压滤 机
气 浮 池
接触 氧化 罗茨鼓风 池
出水达标排放
A/O+气浮工艺流程
中低浓度 废水
格栅
达标排放
格栅
调节池1
UASB反应池
调节池2
CASS反应器
高浓度 废水 泥饼外运
渗滤液 污泥干化场
上清液 污泥浓缩池
UASB+CASSБайду номын сангаас组合工艺处理啤酒废水
沼气
原水 细筛过滤 调节池 泵 滤出液 污泥脱水 上清液 污泥稳定池 二沉池 EGSB反应池
大米、 啤酒花 大麦 浸泡 发芽 干燥 粉碎 糖化 洗槽水 过滤 发酵 洗灌废水 冷却 冷却水 过滤
浸麦水 杀菌 罐装
成 品 酒
酒桶或瓶洗涤水 及消毒废液
图1 啤酒生产过程及废水来源
栅渣外运 罗茨鼓风 气线 车间废水 沉淀 泵 水解 酸化 调节 池 池 排泥 污泥 浓缩 池
格 栅
沉 淀 池
水线 泥线
化学工艺流程图

(5)以硼酸为原料可制得硼氢化钠(NaBH4),它是有机合成中的重要还原剂,其电子式为_______。
(6)单质硼可用于生成具有优良抗冲击性能硼钢。以硼酸和金属镁为原料可制备单质硼,用化学方程式表示制备过程___________。
(2014全国1卷)磷矿石主要以磷酸钙[Ca3(PO4)2·H2O]和磷灰石[Ca5F(PO4)3、Ca5(OH)(PO4)3]等形式存在。图(a)为目前国际上磷矿石利用的大致情况,其中湿法磷酸是指磷矿石用过量硫酸分解制备磷酸。图(b)是热法磷酸生产过程中由磷灰石制单质磷的流程。
A.用混凝法获取淡水B.提高部分产品的质量
C.优化提取气吹出法”从浓海水中提取Br2,并用纯碱吸收。碱吸收的主要反应是
Br2+Na2CO3+H2O NaBrO3+NaBr+NaHCO3,吸收1mol Br2时,转移电子为
mol。
(3)海水提取镁的工艺流程如下图
(2)氢化釜A中反应的化学方程式为
进入氧化塔C的反应混合液中的主要溶质为
(3)萃取塔D中的萃取剂是,选择其作萃取剂的原因是
(4)工作液再生装置F中要除净残留的H2O2,原因是
(5)(5)双氧水浓度可在酸性条件下用KmnO4溶液测定,该反应的离子方程式为
一种双氧水的质量分数为27.5%(密度为1.10g·cm-3),其浓度为mol·L−1.
浓海水的主要成分如下:
该工艺过程中,脱硫阶段主要反应的离子方程式为,
产品2的化学式为,1L浓海水最多可得到产品2的质量为g。
(4)采用石墨阳极、不锈钢阴极电解熔融氯化镁,发生反应的化学方程式为
,
电解时,若有少量水存在会造成产品镁的消耗,写出有关反应的化学方程式