(新)高效包衣生产记录
用户需求标准

用户需求标准(URS)设备:高效包衣机 1台套审核和批准版本历史术语URS User Requirement Specification 用户需求标准CIP Cleaning In Place 在线清洁HMI Human Machine Interface 人机界面FAT Factory Acceptance Test 发货前接受测试SAT Site Acceptance Test 工厂接受测试PLC Programmable Logic Controller 可编程逻辑控制器HVAC Heat Ventilation Air Conditioner 空调系统IQ Installation Qualification 安装确认OQ Operation Qualification 运行确认VDE Prufstelle Testing and Certification Institute 德国电气工程师协会HDS Hardware Design Specification 硬件设计标准SDS Software Design Specification 软件设计标准UPS Uninterruptible Power Supply 不间断电源MOC Material Of Construction 材质目录一、综述 (5)二、目的 (5)三、范围 (5)四、责任 (5)五、设备用途及工艺描述 (5)六、法规标准 (6)七、技术要求 (7)7.1工艺设计要求 (7)7.2设备结构要求 (8)7.3公用系统要求 (10)八、供应商/用户责任 (10)8.1完成设备的FAT,SAT,安装,调试和验证 (10)8.2供应商负责对科益公司的相关人员进行培训 (10)九、文件和证书要求 (10)9.1验证文件:FAT,SAT,IQ和OQ (10)9.2提供设备的说明书.................................................. 错误!未定义书签。
高效包衣机验证方案

1.概述:公司选用的高效包衣机是由温州市制药设备厂研制生产,适用于微丸、颗粒、异型片、片剂、滴丸的非水溶性溶媒及水溶性溶媒薄膜衣的包衣。
该设备主机PLC控制,具有可编程功能,附清洗系统,由防爆电机通过摆线针轮带动滚筒作顺时针旋转,配以热风柜吹入滤过净化热空气进入主机滚筒;排风柜排风保持工作区负压状态;高压泵使包衣浆液气雾化;喷雾装置,恒温溶浆桶、出料口、装料后整个包衣操作自动运行。
本机特点:扩展PLC模块,送风温度控制,滚筒转速等在电脑控制面板触摸屏键盘上完成。
素片在流线形导流板式搅拌器作用下翻转流畅,交换频繁,消除了素片从高处落下和碰撞现象,解决了碎片和毛边,提高成品率。
恒压变量蠕动泵,输出浆液与喷浆量自动平衡,稳定了雾化效果,防喷枪堵塞,节约辅料,易清洗,无死角。
喷枪雾化均匀,喷雾面积大,喷头方向可调,装量不受影响,喷枪堵塞可自动清洗,使包衣连续进行。
系列高效包衣生产能力150㎏/次,使用本机能满足片剂包衣要求,设备符合GMP要求。
2.目的:确认高效包衣机的包衣性能能够满足片剂包衣工艺规程需要。
3.范围:本方案适用高效包衣机的验证。
4.内容:4.1预确认:高效包衣机是近几年用于颗粒、微丸、丸剂、片剂的包衣设备,包衣材料由原来用有机溶媒发展到用水作包衣溶媒,操作安全性提高,包衣技术先进,对国内生产厂家在调研基础上选用温州制药设备厂高效包衣机,本设备具有操作简便、安全、包衣片面平整、光滑等特点,符合片剂外观等质量要求。
4.2安装确认:4.2.1检查设备安装所需的技术资料,见下表:安装所需的技术档案资料4.2.2列出关键性仪表和消耗性备品清单。
4.2.3安装确认:4.2.3.1安装环境:设备安装30万级净化区。
4.2.3.2安装位置:(1) 具备空气净化装置,滤器过滤能力与主机相匹配,空气净化符合30万级要求。
(2)主机安装与生产场地相匹配,便于工艺操作。
(3)主辅机安装便于包衣机维护与保养。
⑷主机与热风机距离1.5~2m,主辅机离墙0.7~1.2 m,两侧距离墙1.2m,排风机最好安装在辅机房内。
020包衣、晾片岗位标准操作规程
目的:建立制剂车间包衣岗位标准操作规程,使该岗位的操作标准化、规范化。
范围:制剂车间包衣岗位。
责任人:工序班长、操作人员、QA员。
操作步骤:1生产准备1.1生产操作人员按照《进出三十万级洁净区人员更衣标准操作规程》(TG-Q75-062)进行更衣,进入生产操作间。
1.2工序班长经一次更衣后,提前10分钟至车间办公室接收车间主任下发的生产指令及批生产记录,并根据指令填写生产状态标志,将批生产指令及批生产记录下发给操作人员。
1.3由工序班长组织操作人员对该岗位进行全面检查:有前次生产清场合格证(副本),并在有效期内;设备有“完好”标志和“已清洁”标志;计量器具有“计量合格证”,并在有效期内;检查完毕后,由工序班长填写“生产前准备记录”,并在“工序负责人”项签字。
1.4由QA员确认合格,在“检查人”项签字。
1.5由工序班长根据生产指令取下现场所有标志,给设备换上“正在运行”标志,操作间换上“正在生产”标志。
1.6所需设备、工具:化糖罐、高效包衣机、运输车、100目筛网、不锈钢托盘、无毒塑料袋、不锈钢桶、电子秤。
2操作过程2.1工序班长依据批生产指令填写中间品领料单,标明工序名称、品名、批号、数量、日期,一式二份,交中间站管理员。
2.2中间站管理员、工序班长按领料单逐项核对物料无误,有检验合格证,有合格的检验报告单。
检查物料外包装清洁后,双方在中间品领料单上签字,将素片领回。
2.3操作人员按工艺要求配制包衣物料;加热熔化明胶,过100目筛网过滤;将领取的砂糖装入化糖罐,开启设备进行加温。
按照《化糖罐使用标准操作规程》(TG-S61-021)进行操作。
2.4 操作人员按照《BGB-150B型高效包衣机使用标准操作规程》(TG-S61-022)启动包衣机,试车,一切正常后,进行生产操作。
将称好的素片倒入锅内,按工艺要求依次加入备用的浆液、滑石粉,分别包隔离层、粉衣层。
2.5将熔化好的糖浆通过输送泵送到包衣机内包糖衣层。
片剂各岗位生产记录

原生产品名批号
调换产品名批号
清场合格证
清场班组清场者签名
清场日期检查者签名
待清洁
已清洁
压片岗位生产记录
产品名称:
规格:
生产批号:
生产日期:年月日
生产前检查:1、计量器具有“周检合格证〞,并在周检效期内;〔〕2、设备有“完好〞证及“已清洁〞状态标记;〔〕3、容器具有“已清洁〞状态标记;〔〕4、该岗位门外有“清场合格证〞;〔〕5、岗位有“准许生产证〞;〔〕6、物料有“物料标示卡〞、流转证、检验报告单;〔〕7、岗位现场无上批生产产遗留物。〔〕
损耗量
本批剩余量
PVC
铝铂
生
产
操
作
预热时间
~
热封温度
待包品重
Kg
包装数量
Kg
残损数量
Kg
剩余量
Kg
操作时间
~
包装后重量
Kg
收率
包装数量
————————χ100%=
包装数量+残损数量
物
料
平
衡
包装数量+残损数量+剩余量
————————————χ100%=
待包品总重
备注
操作人:复核人:
数片包装岗位操作记录
单浆浓度:重量:色浆浓度:重量:
操作人:复核人:年月日时分
前工序片芯数量:平均片重:
包衣
操作人:复核人:年月日时分
详细操作见记录〔2〕
开始时间:
结束时间:
晾片时间:
投料量:产出总量:
废品量:物料平衡:
平衡计算:产出量+废品量/投料量×100%
清场操作人:复核人:年月日时分
高效包衣生产记录表
高效包衣生产记录表一、概述高效包衣生产记录表是用于记录包衣生产过程中关键信息的表格,旨在帮助生产管理人员监控生产进度、质量和效率,以便及时发现问题并采取措施解决。
通过记录和分析生产数据,可以优化生产流程,提高生产效率,降低生产成本,提升产品质量。
二、记录内容1. 日期和时间记录每天生产开始和结束的日期和时间,以便跟踪生产进度和排班安排。
2. 生产批次记录每个生产批次的编号或名称,便于区分不同批次的产品和追溯生产数据。
3. 生产人员记录参与生产的人员姓名或工号,以便进行责任追踪和绩效评估。
4. 生产设备记录使用的设备编号、型号和运行状态,确保设备正常运转并及时维护。
5. 生产工艺记录每道工艺的名称、操作步骤、时间和责任人,确保生产按照标准流程进行。
6. 生产质量记录每个产品的质量检验结果,包括外观、尺寸、包装等指标,确保产品符合质量标准。
7. 生产数量记录每个生产批次的产量,包括合格品和不合格品数量,以评估生产效率和质量控制情况。
8. 异常事件记录生产过程中出现的异常事件或问题,并填写原因和处理措施,以便后续跟进和改进。
三、使用方法1. 填写记录表生产人员在生产过程中根据实际情况填写记录表,确保记录准确完整。
2. 定期汇总分析生产管理人员定期汇总生产数据,进行分析和比对,发现问题并制定改进措施。
3. 反馈和落实根据生产记录表的分析结果,及时反馈给相关人员,落实改进措施,确保生产高效率、高质量进行。
四、总结高效包衣生产记录表是生产管理工具的重要组成部分,通过记录和分析生产数据,可以有效提升生产效率和质量。
生产管理人员应重视记录表的使用,持续改进和优化生产流程,实现生产高效运转、质量稳定提升的目标。
包衣岗位标准操作规程
包衣岗位标准操作规程目的建立包衣岗位标准操作规程,使操作规范化、标准化,保证产品质量。
范围包衣岗位责任岗位操作工、车间工艺员、车间主任.内容1生产前的准备工作1.1本岗位为洁净区,人员按“人员进出洁净区标准操作规程”规定程序进入生产工作岗位。
1.2 本岗位班长接收批生产记录,并根据批生产记录中的指令内容填写生产状态标示牌,标明当日生产产品的品名、规格、批号、批量、岗位名称、生产日期。
1.3 岗位班长及岗位操作工对生产前准备情况进行检查。
1.3.1 检查上批清场情况和有无上次生产遗留物,是否有前次生产“清场合格证(副本)”。
1.3.2检查生产场地卫生状况,是否有“已清洁”标识,且在有效期内1.3.3检查设备、设施是否有“设备完好”和“已清洁”状态标识,并在有效期内。
1.3.4 检查本岗位生产用容器具的卫生状况,是否有“已清洁”标识,且在有效期内。
1.3.5 检查生产用衡器是否处于水平状态,是否归零,是否有检定合格证,并在有效期内。
1.3.6 对操作间温度、相对湿度及压差进行检查,是否符合要求。
1.4 上述检查合格后,由岗位班长取下现场所有标识,换上本班次正在生产的生产状态标识。
1.5 按工艺卫生、检查结果填写“生产前核对记录”(编号:BW03-G2-01-01)2 生产操作过程2.1从中间站领取合格的片芯,检查标识牌上的产品名称、批号、数量是否与中间产品交接单一致。
2.2严格按“复方益肝灵片生产工艺规程”(编号:BW03-J1-02)计算、调配包衣溶液,并搅拌均匀。
2.3按“BG150C型高效包衣机标准操作规程”(编号:BW09-Z4-10),进行包衣操作,按“TGS-60B-JS型电子称标准操作规程”(编号:BW09-Z4-27)进行称量包衣片片重。
2.4 操作结束后及时、准确、完整的填写批生产记录,要求字迹清晰、内容真实、数据完整,并由操作人员及复核人签名。
记录应保持清洁,不得撕毁和任意涂改,更改时,在更改处签字,并使原数据仍可辩认。
2010版GMP培训--第8章-文件管理
GMP(2010年修订)第八章 文件
第三节 工艺规程 第一百六十八条 每种药品的每个生产批量均应当有经企业批准的工艺规程,不同药品规格的每种包装形式均应当有各自的包装操 作要求。工艺规程的制定应当以注册批准的工艺为依据。 第一百六十九条 工艺规程不得任意更改。如需更改,应当按照相关的操作规程修订、审核、批准。 第一百七十条 制剂的工艺规程的内容至少应当包括: (一)生产处方: 1.产品名称和产品代码; 2.产品剂型、规格和批量; 3.所用原辅料清单(包括生产过程中使用,但不在成品中出现的物料),阐明每一物料的指定名称、代码和用量;如原辅料的用量 需要折算时,还应当说明计算方法。 (二)生产操作要求: 1.对生产场所和所用设备的说明(如操作间的位置和编号、洁净度级别、必要的温湿度要求、设备型号和编号等); 2.关键设备的准备(如清洗、组装、校准、灭菌等)所采用的方法或相应操作规程编号; 3.详细的生产步骤和工艺参数说明(如物料的核对、预处理、加入物料的顺序、混合时间、温度等); 4.所有中间控制方法及标准; 5.预期的最终产量限度,必要时,还应当说明中间产品的产量限度,以及物料平衡的计算方法和限度; 6.待包装产品的贮存要求,包括容器、标签及特殊贮存条件; 7.需要说明的注意事项。 (三)包装操作要求: 1.以最终包装容器中产品的数量、重量或体积表示的包装形式; 2.所需全部包装材料的完整清单,包括包装材料的名称、数量、规格、类型以及与质量标准有关的每一包装材料的代码; 3.印刷包装材料的实样或复制品,并标明产品批号、有效期打印位置; 4.需要说明的注意事项,包括对生产区和设备进行的检查,在包装操作开始前,确认包装生产线的清场已经完成等; 5.包装操作步骤的说明,包括重要的辅助性操作和所用设备的注意事项、包装材料使用前的核对; 6.中间控制的详细操作,包括取样方法及标准; 7.待包装产品、印刷包装材料的物料平衡计算方法和限度。
025-片剂薄膜包衣制造记录
100 %
取样量
包衣质量情况
工艺执行情况
偏差情况/发放意见
签名:
日期:
签名:
日期:
签名:
日期:
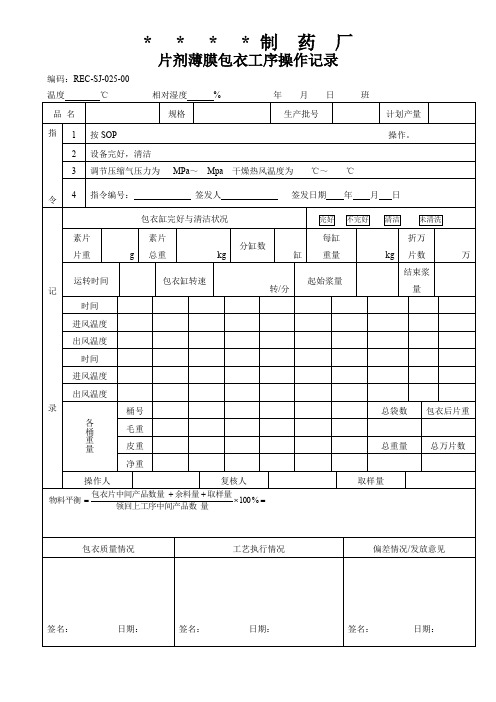
* * * *制 药 厂
片剂薄膜包衣工序操作记录
编码:REC-SJ-025-00
温度
℃
相对湿度
%
年月日
班
品名
规格
生产批号
指 1 按 SOP
2 设备完好,清洁 3 调节压缩气压力为 MPa~ Mpa 干燥热风温度为 ℃~ ℃
计划产量 操作。
令 4 指令编号:
签发人
签发日期 年 月 日
包衣缸完好与清洁状况
完好 不完好 清洁 未清洗
素片 片重
运转时间 记
时间
素片 g 总重
分缸数 kg
每缸分
折万
kg 片数
万
结束浆
量
进风温度 出风温度
时间
进风温度
出风温度 录
各 桶 重 量
桶号 毛重 皮重 净重
总袋数 包衣后片重
总重量
总万片数
操作人
复核人
物料平衡
包衣片中间产品数量 余料量 取样量 领回上工序中间产品数 量
高效包衣机岗位标准操作规程(新版)
( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改高效包衣机岗位标准操作规程(新版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.高效包衣机岗位标准操作规程(新版)内容:1.操作步骤:1.1准备过程1.1.1检查水、电、汽各环节是否正常,检查各紧固件是否松动。
1.1.2启动主电机,使锅体空转2分钟,判断是否故障。
1.1.3检查素片质量,有否松片等现象,是否符合要求。
1.1.4检查工房、设备、容器的清洁状况,检查清场合格证,核对有效期、容器,取下标识示牌,挂生产标示牌,按生产指令填写工作状态,使用清场合格包衣设备。
1.1.5按生产指令,从中间站领取素片与中间站保管员进行二人核对品名、规程、批号、数量等,填写物料交接记录。
1.1.6检查生产环境的相对温度是否符合要求,做好记录。
1.2操作过程1.2.1称取素片75kg置包衣锅中,预加热至工作温度(排风温度在60℃以上)。
1.2.2调节蠕动泵转速及压缩空气使包衣液呈雾状。
1.2.3开始喷膜,喷膜主机转速应由慢到快。
加热进风温度应保持在80℃以上,喷膜连续进行。
1.2.4喷膜完成后,进行干燥至表面光亮。
1.3结束过程1.3.1包衣结束后将药片取出置干燥室内放凉、干燥。
1.3.2将包好的包衣片转至中间站与中间保管员二个进行核对,并填写中间体交接记录,填写待验单送交QA员。
1.3.3按清场SOP进行清场,填写清场合格记录,通知QA员检查合作后挂上清场合格证。
《国家标准》GB-10高效有孔包衣机方案(草案)

目录1.设备简介 (2)1.1 概述 (2)1.2 基本情况 (2)2. 目的 (2)3.范围 (2)4. 实施时间及实施要求 (2)5. 验证小组人员职责与会签 (3)6. 验证内容 (4)6.1安装确认 (4)6.2 运行确认 (7)6.3性能确认 (7)7. 结果评价和建议 (8)9. 附表 (9)第 1 页共14 页1.设备简介1.1 概述本机是 GB-10高效有孔包衣机。
主要由主机、热风机、排风机、喷雾系统、微处理器可编程控制系统组成。
其工作原理是将片芯放入包衣滚筒内,片芯在洁净密闭的旋转包衣滚筒内不停地做复杂的轨迹运动。
在运动过程中,按工艺流程和合理的工艺参数,自动喷洒包衣介质,同时在负压状态下供给热风,热风通过片芯从包衣滚筒底部排出,使喷洒在片芯表面的包敷介质得到快速、均匀的干燥,形成坚固光滑的表面薄膜。
1.2 基本情况设备编号:E-P-P2-61设备名称:高效有孔包衣机型号: GB-10生产厂家:西安航空发动机厂出厂日期:2010年 4 月29日供货厂家: 西安航空发动机厂到货日期:2010年 5 月16日使用部门:生产部固体车间安装地点:固体车间包衣一室1.3主要参数型号:GB-10 最大装药量:10kg/次包衣滚筒转速:0~30r/min 主机电机功率:0.55KW 排风机电机功率:0.75KW 热风柜电机功率:3KW电加热功率:4.5KW 调温范围:室温~80℃取风方式:室内取风热风过滤精度:0.5µ蠕动泵电机功率:90W2. 目的本次验证主要进行设备安装确认、运行确认及性能确认,以确认设备在正常工艺条件下符合设计要求,满足药品生产对设备的要求。
并且设备运行确认及性能确认应进行连续三批同步确认,确认该设备符合标准。
3.范围本验证文件用于GB-10高效有孔包衣机的安装确认、运行确认和性能确认。
4. 实施时间及实施要求4.1实施时间: 年月日——年月日4.2实施要求:验证过程应严格按照本方案规定的内容进行,若因特殊原因确需变更时,必须报验证小组批准。
高效智能包衣机确认方案

技术标准目录1.概述 (1)2.确认目的 (3)3.确认范围 (3)4.确认部门及人员职责 (2)5. 风险评估 (2)6.确认实施 (2)7.偏差、漏项及风险评估 (6)8.确认周期 (6)9.确认报告、确认结果与评价 (7)10. 确认结论与批准 (8)1.概述包衣机是造,用于我公司固体制剂车间薄膜衣片的包衣生产。
由主机、热风机、排风机、喷雾系统、进出料斗、强电柜、清洗装置、负压自动控制系统、微处理可编程序控制系统等组成,整个工艺操作过程由微处理机可编程序系统控制,亦可用手动操作控制。
片芯在洁净密闭的旋转包衣滚筒内不停地做复杂的轨迹运动,在运动过程中,按工艺流程和合理的工艺参数,自动喷洒包衣介质,利用高效过滤热风机对空气进行净化并加热,保证包衣过程中包衣料干燥时所需热洁净空气气源。
洁净热风通过片芯层从包衣滚筒底部排出,使喷洒在片芯表面的包敷介质得到快速、均匀的干燥,形成坚固光滑的表面薄膜。
1.1验证进度安排:1.2基本情况:设备型号:BG-150 设备名称:高效智能包衣机设备编号:SB-508 安装位置:高效包衣室1.3主要技术参数:及认可标准,确保设备运行、性能可以满足生产要求,并符合GMP规范要求。
3.确认范围:适用于BG-150型高效智能包衣机的确认。
4.确认部门及人员职责:4.1生产物资部:4.1.1负责确认方案、起草确认报告、填写确认结果。
4.1.2负责设备的操作、清洁与灭菌,确保设备正常运行。
4.1.3负责洁净厂房的清洁;负责维护保养。
4.1.4负责仪器、仪表、量具等的校正。
4.2质量部:4.2.1负责确认期间生产操作间环境的监测。
4.2.2负责按确认方案规定取样及检验,填写检验记录,出据报告书。
4.2.3负责对确认报告结果审核、分析,报确认委员会批准。
4.3确认委员会:4.3.1负责确认计划、方案、报告的审核、批准。
4.3.2负责确认数据及结果的审核。
4.3.3负责发放确认证书及确认周期的确认。
批生产记录
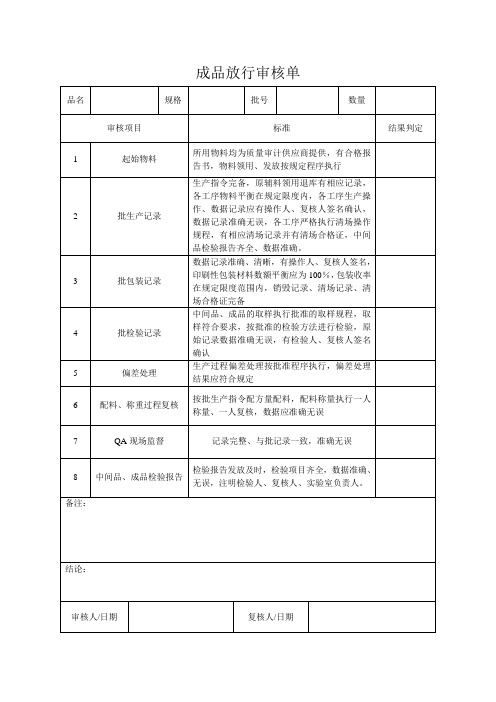
成品放行审核单
成品批评价报告
颗粒分装指令
片剂压片指令
胶囊填充指令
清场合格证
审核人及日期:
清场工作记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂外包装岗位批生产记录
成品检验报告书
微生物限度检验报告书
片剂批生产记录
片剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
贵细、精、毒监督投料记录
片剂批生产记录。
高效包衣机再确认方案及报告

文件编号:VOL-FOP-025 版本号:00高效智能包衣机再确认方案安庆****制药有限公司确认方案审批表目录1.确认概述2.确认目的3.确认内容3.1设计确认3.2.安装确认3.2.1资料档案3.2.2设备安装3.2.3环境状况3.2.4公用介质3.2.5仪表3.3.运行确认3.4.性能确认4.再确认5.确认结果评定与结论6.确认报告总结书1、概述本机为瑞安江南制药机械有限公司制造的BG-150E高效智能包衣机,主要用于将各种药片药丸进行包糖衣、薄膜衣的专用设备。
该设备主材采用不锈钢,拆装方便,易于清洗。
本设备主电机功率为2.2千瓦,排风柜电机功率为5.5千瓦,排风机流量为7419m3/h,热风柜电机功率为1.5千瓦,热风机流量为3517 m3/h。
外部电源条件,热风调温范围~80℃,蠕动泵电机功率为0.37千瓦,最大药片容量150㎏/次。
:三相五线10KW、380V、24A,洁净压缩空气耗气量60m3/h、压力≥0.4MPa,蒸汽耗气量80kg/h、压力≥0.4MPa,水源压力≥0.15MPa。
本机是对中、西药片片芯外表面进行糖衣或薄膜包衣的专用设备。
包衣过程中,在主机完全封闭的空间内进行,无粉尘飞散,改善了作业环境,药片交叉污染小,符合GMP标准。
该机简化了药片包衣工艺,药片干燥速率快,包衣过程自动化,使包衣时间缩短,生产效率高,包衣功能齐全,对药片不仅能进行包糖衣,还能进行薄膜包衣,制成的药片表面坚固,细密,光整圆滑。
2、确认目的:2. 1 检查并确认该设备安装符合设计GMP要求,资料和文件符合GMP管理要求。
2. 2 检查并确认该设备的运行达到设计要求及规定的技术指标。
2.3确认试生产产品的质量指标符合公司内控标准。
3、确认内容3.1.预确认3.1.1.目的通过对照设备说明书,考查该设备主要性能参数是否适合生产工艺、维修及清洗等要求。
3.1.2.确认项目及标准3.1.2.1.文件资料检查结果:检查人:日期:复核人:日期:检查结果:检查人:日期:复核人:日期:检查结果:检查人:日期:复核人:日期:3.2.安装确认3.2.1.设备安装确认该BG-150E高效智能包衣机安装在包衣操作间,按下列设立的方案进行检查并确认。
包衣岗位批生产记录
包衣片重量:kg
移交/入库:kg桶
移交人:接收人:日期:
备注:
操作人:复核人:工艺员: QA:
本记录的检查结果栏中,“是”或“符合要求”打“√”,否则应重新按规定处理达到要求。
操作间内温度是否在18-26℃之间?
操作间内相对湿度是否在45-65%之间?
确认工器具完好齐全,已清洁、消毒
检查确认设备完好,运行正常
核对物料品名、数量与生产通知单一致?
3、操作记录:
包衣处方及配制:胃溶型(XLAWG)薄膜包衣材料,纯化水,包衣粉量为片芯重量的4%,溶液固含量为16%。
将包衣材料缓缓加入装有已称量好纯化水的不锈钢桶中,边加边搅拌,投料完毕后,用200目滤布过滤至搅拌桶,再继续搅拌45分钟。
薄膜衣片要求成膜性好,外观光洁,颜色均一。应在60分钟内完全崩解,平均片重、重量差异符合规定。
领用素片量:Kg桶
领用人:发料人:日期:
胃溶型(XLAWG)薄膜包衣材料:_____g
纯化水:Kg
包衣起始时间:包衣终止时间:
预度设置:℃
进风温度:出风温度:
薄膜衣片外观:
包衣锅预热至50±5℃,转速为2r/min,空气压缩机压力为0.4Mpa。
将素片倒入包衣锅内,用50℃左右的热风将素片片芯预热至40℃,时间15-30分钟。启动空压机,压力≥0.4Mpa/cm2,开始用喷枪洒包衣液,喷雾速度与干燥速度相适宜,层层包衣至包衣材料完全掩盖底色。薄膜衣片置包衣锅中烘烤至干即可。
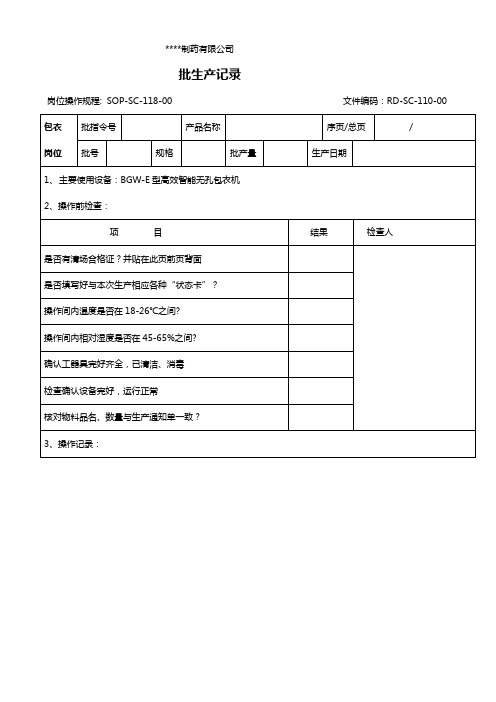
****制药有限公司
批生产记录
岗位操作规程:SOP-SC-118-00文件编码:RD-SC-110-00
包衣
岗位
批指令号
R-SC031-01包衣岗位生产记录

品名
规格
批号
生产日期
设备名称
高效包衣机
QA人员
1、根据生产指令从配料间和中间站领取物料,核对物料品名、数量
2、按批指令量95%食用酒精、纯化水混合成为75%食用酒精溶液,加入指令量欧巴代,搅拌45分钟,使全部溶解。
3、混匀后,将上述混悬液过80目筛,填写生产记录及物料标签,并将标签贴在盛装桶上,包衣液重量Kg。
4、操作结束后,将包衣液送入包衣岗位。
物料品名
数量Kg
操作者
复核者
5.打开包衣机加料口,将物料加入锅内。
6.在包衣机外调节喷头雾化情况以及喷液速度Kg/h
7.记录参数实际进风温度最高℃,最低℃;
素片预热起始时间:;终止时间:;耗时:min。
包衣起始时间:;终止时间:;耗时:min。
包衣片干燥起始时间:;终止时间:;耗时:min
操作者
复核者
时间
进风温度℃
排风温度℃
滚筒转速
转/min
压缩空气压力(Mpa)
操作者
雾化
信号
8.加装排料斗,将包衣片排入衬有PE袋的的容器中,称重并填
写生产记录和物料标签,并在盛装桶和PE袋上贴上物料标签,
送入中间站.
操作者
桶号
1
2
3
总重量Kg
(合格品)
重量Kg
不合格品
收率%
重量
备注:Байду номын сангаас
小伦包衣机确认方案

CCR 编号170155 版次00生效日期新制订。
制修订内容摘要审核:日期:生产一课验证管理品保核准:日期:生产负责人质量负责人章节内容页码1 概述 (3)2 确认目的 (3)3 合用范围 (3)4 确认人员 (3)5 培训 (3)6 确认前检查 (4)7 确认程序 (5)8 确认总结 (17)9 偏差与改正 (17)10 变更与再确认 (17)1.1 简介高效包衣机,厂牌为浙江小伦 ,型号为 BGB-75Fd ,设备编号为 GS/17/I/001;置于 固体制剂二车间(FC 、FD) (FD3039 包衣室) ,用于产品的包覆。
1.2 确认原因□新购 □改造/更换部件等较大变更影响设备性能 □周期性确认 □其它:1.3 确认时间本次确认计划时间为年月。
1.4 确认依据《药品生产质量管理规范》 2022 版《设备操作说明书》 《验证总则》 QA000032通过对设备的安装、运行、性能确认,保证该设备安装环境符合要求,运行正常,性能良 好,能够满足日常使用需要及 GMP 要求。
固体制剂二车间(FC 、FD)的高效包衣的 IQ 、OQ 、PQ 。
本方案在批准执行后、确认实施前对参预确认的人员进行培训,确认活动实施人员将被记 录于下表职责起草确认方案,组织相关的培训及确认的实施,并采集 确认数据,依此起草确认报告。
依据确认方案执行相关的确认活动。
审核确认方案及报告;管理、协调确认实施。
审核确认方案及报告;管理、协调确认实施。
审核确认方案及报告;负责所有确认文件归档。
审核并批准确认方案及报告。
审核并批准确认方案及报告。
部门职位生产验证专员验证执行人 生产主管 QA 主管 QA 验证管理员 生产负责人 质量负责人 人 员6.1 校验检查6.1.1 仪器、仪表检查校验报告编号 有效期至复核人/日期:序号 名称 1 钳形万用表2 压力表3 温度探头结论:检查人/日期: 报告存放位置 QA 档案室QA 档案室QA 档案室是否符合 □是 □否□是 □否□是 □否编号 培训人复核人/日期:培训时间参加培训实施人员结论:培训人/日期:6.2 相关文件的检查7.1 安装确认7.1.1 确认目的保证设备能够满足既定的要求,并以文件的形式证明设备安装符合要求。
通塞脉片薄膜衣生产记录(12板)

№: BPR-010104产品批生产记录产品名称通塞脉片规格每素片重0.35g(含干浸膏 0.35g)批号批生产量万片成品量万片成品率 % 生产日期年月日有效期至年月检验书号QA督导员(签字):车间主任(签字):江苏南星药业有限责任公司目录1、批生产指令 (2)2、批生产领料汇总表 (3)3、制粒、整粒工序生产记录 (4)4、制粒、整粒工序清洁清场记录 (5)5、总混工序生产记录 (6)6、总混工序清洁清场记录 (7)7、压片工序生产记录 (8)8、压片工序生产记录(附表一) (9)9、压片工序生产记录(附表二) (10)10、压片工序清洁清场记录 (11)11、包薄膜衣工序生产记录 (12)12、包薄膜衣工序生产记录(附表) (13)13、包薄膜衣工序清洁清场记录 (14)14、铝塑包装工序生产记录 (15)15、铝塑包装工序清洁清场记录 (16)16、外包装工序生产记录 (17)17、外包装工序清洁清场记录 (18)18、本批产品说明书、外包装小盒 (19)19、片剂(薄膜衣片)生产过程质量监控记录表20、成品放行单及本批产品检验报告书RPMS-003-1批生产指令编号:签发日期:年月日批生产领料汇总表产品名称:通塞脉片规格:每素片重0.35g(含干浸膏0.35g )批号:批生产量:万片审核人:填表人:年月日制粒、整粒工序清洁清场记录总混工序清洁清场记录压片生产记录(附表一)压片生产记录(附表二)压片工序清洁清场记录包薄膜衣工序生产记录(附表)包薄膜衣工序清洁清场记录铝塑包装工序清洁清场记录外包装工序清洁清场记录本批产品说明书、外包装小盒粘贴人:复核人:成品产品放行单及检验报告书20。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作人
包衣后平均片重
总合格片数
包衣片外观质量检查情况
检查人
合格品收率=
总合格片数
×100%=
×100%=
领用片芯数量
收得率范围:98~100%
结论:
检查人
备
注
工艺员:
XX-00-000-00
高效包衣生产记录
品名
规格
批号
温度
相对湿度
日期
班次
清场标志
□符合□不符合执行包衣液配制 Nhomakorabea高效包衣标准操作程序
片芯片重
片芯质量情况
包衣材料质量情况
领料人
包
衣
液
处
方
配
制
包衣材料名称
批号
用量
包衣材料名称
批号
用量
配制数量
配制人
复核人
配制日期
包
衣
操
作
锅次
片芯
重量
包衣
时间
干燥
温度
干燥
时间
包衣片