电锤钻刀片槽铣削夹具设计
铣床夹具设计 (2)

铣床夹具设计简介铣床夹具是用于夹固定工件并使之达到精确位置,以便进行铣削加工的工具。
它在机械制造领域起着重要的作用,广泛应用于车间和工厂中。
在本文档中,我们将详细介绍铣床夹具的设计要点,包括夹具的类型、设计原则、选择材料以及制造工艺。
夹具的类型夹具的类型根据其功能和应用可以分为以下几类:1.平口夹具:用于夹持平面工件,通常由两个平面夹具板和夹紧螺钉组成。
2.V口夹具:用于夹持圆柱形工件,具有两个V形夹具板,可提供更好的工件夹持力。
3.U形夹具:适用于夹持较大的工件,采用U形夹具来固定工件并提供充分的夹持力。
4.弹性夹具:使用弹性材料制成,可以根据工件的形状进行夹持,适用于复杂形状的工件。
根据实际需求选择合适的夹具类型非常重要,不同类型的夹具具有不同的特点和适用范围。
设计原则在设计铣床夹具时,需要考虑以下几个原则:1.安全性:夹具在夹持工件时必须能够提供足够的夹持力,并防止工件在铣削过程中产生位移或脱离夹具的情况。
2.刚性:夹具的刚性越高,能有效避免工件的振动和变形,提高铣削加工的精度。
3.精确性:夹具设计应该考虑到工件的精度要求,并通过合适的夹持方式使工件达到所需的精度。
4.可靠性:夹具的设计应该保证长时间使用不发生故障,并且易于调整和维修。
以上原则是夹具设计的基本要素,设计师在设计过程中应该合理应用,并且根据具体情况进行优化。
材料选择夹具的材料选择主要考虑以下几个因素:1.强度:夹具需要具备足够的强度来夹持工件,因此选择具有高强度和刚性的材料是必要的。
2.耐磨性:夹具在长时间使用过程中,与工件接触会产生摩擦和磨损,选择具有良好耐磨性的材料能够延长夹具的使用寿命。
3.热稳定性:夹具在铣削过程中会受到热力的影响,因此选择具有良好热稳定性的材料可以避免夹具因温度变化而变形或失效。
4.加工性能:夹具的制造过程通常需要进行切削、铣削等加工过程,因此选择加工性能良好的材料对制造夹具也非常重要。
常见的夹具材料有钢材、铝合金等,具体选择应根据实际需求进行综合考虑。
铣削加工中的夹具设计
铣削加工中的夹具设计铣削是现代机械加工中的一种重要切削方式。
而在铣削加工中,夹具是非常重要的一个配件,可以承载工件和设备,起到定位和固定的作用。
因此,在铣削加工中,夹具设计的重要性不可忽视。
本文将从夹具设计的角度探讨铣削加工的相关知识。
一、夹具种类在铣削加工中,夹具可以分为机械夹具和液压夹具两种。
具体而言,机械夹具通常由工件夹紧器、固定垫板、换向板等组成。
而液压夹具则通过液压系统实现工件固定,因此固定力更加可靠,更加适用于大型工件的加工。
二、夹紧力的考虑夹具设计中最重要的考虑因素之一是夹紧力。
在铣削加工中,合适的夹紧力是保证精度和质量的重要因素。
因此,在设计夹具时,必须考虑工件的几何形状、尺寸和材料等因素,并根据这些因素来确定夹紧力的大小。
如果夹紧力不足,则可能导致工件处于震荡状态,从而影响加工质量;如果夹紧力过大,则可能导致工件变形或损坏。
三、定位精度的考虑除了夹紧力之外,夹具设计中还必须考虑工件的定位精度。
在大多数情况下,夹具可以通过夹紧力来实现工件的定位。
然而,对于一些高精度的加工任务,需要使用更为准确的定位方法,如通过线性导轨或其他定位装置来实现。
在夹具设计中,必须综合考虑工件的精度要求、夹紧力和定位方式等因素,来实现最佳的加工效果。
四、刚度的考虑在铣削加工中,夹具的刚度也非常重要。
夹具的刚度会影响加工精度和表面粗糙度。
因此,在夹具设计中,必须考虑夹具本身的材料和结构,以及夹紧方式,来实现最佳的刚度效果。
此外,夹具的重量和刚度也必须考虑,以确保夹具不会对设备产生额外的负载和振动。
五、灵活性的考虑虽然夹具的主要目的是用于固定工件和设备,但夹具的灵活性同样非常重要。
灵活性可以帮助减少生产中的停机时间、更快地完成加工任务,并节约设备维护和维修成本。
在夹具设计中,必须考虑完整的夹具系统,以满足不同大小、形状和材料的工件加工要求,并提高生产效率和质量。
六、夹具的制造和维护在夹具设计完成后,还需要考虑夹具的制造和维护工作。
铣槽专用夹具设计(优.选)

《机床夹具》课程设计作业班级:姓名:学号:日期:柳州职业技术学院机电工程系《机床夹具》课程设计说明书设计题目:设计者:指导教师:柳州职业技术学院机电工程系目录—、任务书 ................................ ・・・4 二、《机床夹具》课程设计说明书明确设计任务,收集原始资料 ....................... 5 1.1.1明确设计任务 . (5)1.1.2收集原始资料 (5)2. 1确定夹具结构方案 (6)2. 1. 1确定定位方案,设计定位元件 ..................... 6 1) 验证基准选择的合理性 .......................... 7 2) 选择两套定位方案进行比较,最终选出合理的定位方案。
3) 选择定位元件 .............................. 8 4) 确定定位元件的尺寸及偏差 .......................8 5) 分析定位误差 ...................................9 6) 减少定位误差的措施 (9)2.1.2确定夹紧方式,设计夹紧机构 (11)1)计算切削力和所需夹紧力 (11)3)设计对刀见.连接元件13 五、总结机床夹具课程设计任务书2) 设计夹紧机构并验算夹紧力12 1213 13绘制夹具总机床夹具课程设计任务书班级姓名学号设计题目铳槽专用夹具导老师设计条件零件简图(含材料.质量及毛坯种类)、中批量生产51序号尺寸74尺寸75尺寸30;°如尺寸27:°二尺寸30畀29/02?27存28 ;01 1757628;°02728 J *28 ;01 2767727 J0 02728:°229:°」3777826严729:。
」30:°」47879?气+0.02729:。
」30:°」5798030严727存30:°」674751夹具总装图一张(A1图入指定零件图一张(A4图);设计要求2设计说明书一份(包括零件图分析.定位方案确定、定位误差计算等内容);3设计时间:6天。
铣槽夹具的设计

技术学院毕业设计题目铣槽夹具的设计系别机电工程系专业机电一体化技术班级机电0姓名学号 09 指导教师日期设计任务书设计题目:铣槽夹具的设计设计要求:1.要求设计铣槽工序用的铣床夹具。
2.根据工艺规程,在铣槽之前其它各表面均已加工好3.其加工要求是:槽宽18H11mm,槽深10mm,槽的中心平面与Ф27H7孔轴线的垂直度公差为0.08mm,槽侧面与E面的距离13±0.2mm,槽底面与B面平行。
设计进度要求:第一周:确定设计题目第二周: 收集资料第三周: 主要设计计算第四周:结构设计第五周:夹具的整体设计第六周:撰写论文第七周:校核、修改、提交论文第八周:论文答辩指导教师(签名):摘要为了降低定位误差,提高加工精度,对夹具的制造精度要求相应提高。
为了适应不同行业的需要和经济性,夹具有不同的型号,以及不同档次的精度标准供选择。
夹具的通用性直接影响其经济性,采用模块、组合式的夹具系统只有夹具系统的可重组性、可重构性及可扩展性功能强,应用范围广,通用性好,夹具利用率高,元件的功能强,使得夹具的通用性好,元件少而精,配套的费用低,经济适用才有推广的价值。
本设计是结合目前实际生产中,通用夹具不能满足生产要求,而专门设计的一种铣床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
该夹具具有良好的加工精度,针对性强,主要用于拔叉铣槽工序的加工。
本夹具具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,有效地减轻了工人的劳动强度。
关键词:机床夹具,定位,夹紧目录摘要......................................................................................................... 错误!未定义书签。
铣-钻组合夹具设计与应用论文
铣\钻组合夹具的设计与应用摘要:针对生产实际中的需要,设计出一种简单、经济、实用的可以铣轴上槽及钻轴上孔的组合夹具。
论文中详细介绍了该夹具的具体结构及工作原理,以及夹具的优点。
在工程实际中总结出工作原理越简单,结构越简单,操作越便捷,则夹具的成本越低,工厂中各种设备的利用率越高,越受到工人师傅的青睐的道理。
关键词:组合夹具钻孔铣槽0 引言夹具是现代机械加工行业中不可缺少的重要工艺装备,很大程度上影响着机械产品的质量、生产率及生产成本。
使用夹具可以提高工件的加工精度并保证零件的互换性。
现今大多数中小企业都还不具备加工中心直接加工零件的能力,同时有些零件的精度没有必要选用昂贵的设备来加工,人为的增加成本。
所以尽量选用现有的设备来加工,提高现有资产的利用率成为现今企业的当务之急。
那么在现有设备上设计简单实用,成本低廉、效率显著的夹具来满足零部件成批生产的需要,成为企业生产中一项重要的准备工作。
1 零件的加工工艺分析该零件如图1所示。
在距右端面120mm的位置有一ф7.8的孔,与该孔垂直成90°的管端有一宽10mm,长18mm的槽需要加工,放大图如图2所示。
看似简单的两个结构,为满足成批生产的需要,同时亦要满足位置精度要求,有必要设计一套既能铣槽,又能钻孔用的组合夹具。
2 夹具的工作原理夹具基本结构如图3所示。
进行机械加工时,把工件放置在两个v型铁5上,被加工的及槽端端置于夹具右端,端面靠紧定位块7,然后推动压板4,拧紧双头螺柱上的螺帽3,将管状零件夹紧。
在夹具体下方放置底板导向块1,可方便地将导向块沿着x62w铣床工作台面的t型槽滑进去,两边用螺栓拧紧定位即可,进行10mm 槽铣削加工。
钻孔时,将钻模2安置在夹具基本结构上,如图4所示,同时利用上道工序铣出的槽来定位,钻孔ф7.8。
3 夹具的优点①该管状零件如果不采用v型块定心方式,而是采用一端用三爪夹持,一端用顶尖的方式,虽然不需要设计专门的夹具,但从力学的角度来分析一下,就会发现该管状零件可以看成是一个简支梁,两端为其支点,该零件长556mm,意味着简支梁的跨距约为550mm,比较长。
铣削心轴体两个对称槽铣床夹具

铣削心轴体时,为了夹持工件并确保加工精度,可以设计一个适合的对称槽铣床夹具。
以下是一个简单的设计方案,供参考:
1. 材料准备:
-铣床夹具主体部分可以选择高强度、耐磨的金属材料,如优质钢材或铝合金等。
-夹具表面可以考虑采用硬化处理或其他增加耐磨性的表面处理方式。
2. 对称槽设计:
-根据心轴体的形状和尺寸,设计两个对称的槽位,以便夹持心轴体并确保对称性。
-槽位的尺寸应与心轴体的尺寸相匹配,确保夹持稳固且不会损坏工件表面。
3. 夹紧机构:
-设计夹紧机构,通过螺杆、手柄或气动装置等方式实现夹紧和释放操作,确保夹具的稳固性和操作便捷性。
4. 固定方式:
-考虑夹具的固定方式,可以设计固定孔或螺栓孔,便于夹具的固定在铣床工作台上。
5. 平整度和垂直度:
-确保夹具表面的平整度和垂直度,以保证心轴体的加工精度。
6. 防护设计:
-考虑在夹具周围设计防护罩或安全装置,确保操作人员的安全。
7. 使用说明书:
-编写夹具的使用说明书,包括安装方法、使用注意事项和维护保养等内容,提供给操作人员参考。
以上是一个简单的对称槽铣床夹具设计方案,具体的设计和制造过程需要根据实际需求和条件进行调整和完善。
在设计过程中,确保夹具能够满足工件夹持的需求,并提高加工效率和精度。
铣槽夹具的设计

技术学院毕业设计题目铣槽夹具的设计系别机电工程系专业机电一体化技术班级机电0姓名学号 09 指导教师日期设计任务书设计题目:铣槽夹具的设计设计要求:1.要求设计铣槽工序用的铣床夹具。
2.根据工艺规程,在铣槽之前其它各表面均已加工好3.其加工要求是:槽宽18H11mm,槽深10mm,槽的中心平面与Ф27H7孔轴线的垂直度公差为0.08mm,槽侧面与E面的距离13±0.2mm,槽底面与B面平行。
设计进度要求:第一周:确定设计题目第二周: 收集资料第三周: 主要设计计算第四周:结构设计第五周:夹具的整体设计第六周:撰写论文第七周:校核、修改、提交论文第八周:论文答辩指导教师(签名):摘要为了降低定位误差,提高加工精度,对夹具的制造精度要求相应提高。
为了适应不同行业的需要和经济性,夹具有不同的型号,以及不同档次的精度标准供选择。
夹具的通用性直接影响其经济性,采用模块、组合式的夹具系统只有夹具系统的可重组性、可重构性及可扩展性功能强,应用范围广,通用性好,夹具利用率高,元件的功能强,使得夹具的通用性好,元件少而精,配套的费用低,经济适用才有推广的价值。
本设计是结合目前实际生产中,通用夹具不能满足生产要求,而专门设计的一种铣床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
该夹具具有良好的加工精度,针对性强,主要用于拔叉铣槽工序的加工。
本夹具具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,有效地减轻了工人的劳动强度。
关键词:机床夹具,定位,夹紧目录摘要......................................................................................................... 错误!未定义书签。
铣床夹具设计示例.doc

铣床夹具设计示例.doc一、设计要求:本设计的铣床夹具主要用于加工复杂形状的工件,要求夹具具有良好的稳定性和紧固力,能够保证被加工工件的精度和表面质量。
二、设计思路:本设计采用了双定位、单锁紧的夹具方式,夹持工件后,通过两侧的定位模板来保证工件的定位精度,然后通过中央的锁紧螺杆来锁定工件,实现夹持效果。
同时,在夹持面和定位面上布置有多个压板,可调节压紧力度,保证工件夹持牢固。
三、设计方案:1、夹具主体结构:夹具主体结构采用铝合金材料精密加工而成,整体强度高、重量轻、耐腐蚀性好。
主体上下各自开有一个槽口,用于安装定位模板和压板。
中央开有一个中空结构,用于安装锁紧螺杆。
2、定位模板:定位模板采用SUS316L不锈钢材料定制而成,精度高、硬度大、耐磨性好。
定位模板的两端分别安装在夹具槽口中,保证固定位置不变。
定位模板的中间部分,开有一个适应工件形状的凹槽,可与工件配合定位。
3、压板:压板采用特殊的弹簧夹持结构,可自由调节压紧力度。
压板上开有多个V形槽,可适应不同尺寸的工件。
在夹击面和定位面上均安装了多个压板,保证夹持稳固。
4、锁紧螺杆:锁紧螺杆采用优质合金钢材料制成,结构简单,耐用性好。
其头部装有手柄,方便操作。
锁紧螺杆的螺杆体与夹具中空结构配合,旋紧后可通过摩擦力夹紧工件。
四、设计效果:本设计的铣床夹具具有以下优点:2、制造精度高、耐用性好。
夹具主体采用铝合金材料,定位模板采用不锈钢材料,压板采用弹簧夹持结构,整个夹具结构紧凑、牢固,制造精度高、耐用性好。
3、适用范围广。
本设计的铣床夹具可以适应各种形状的工件加工,并且可根据工件尺寸自由调整夹击力度,具有极高的适用性。
五、总结:本设计的铣床夹具通过双定位、单锁紧的夹紧方式,保证了工件的稳定性和精度,同时通过弹簧夹持结构可以自由调节夹持力度,适应各种形状的工件。
整个夹具结构紧凑、制造精度高,可靠性强。
该夹具在实际使用中具有较好的效果,可以为工件的精密加工提供良好的保障。
设计钻夹具、铣床、车床夹具的三个案例
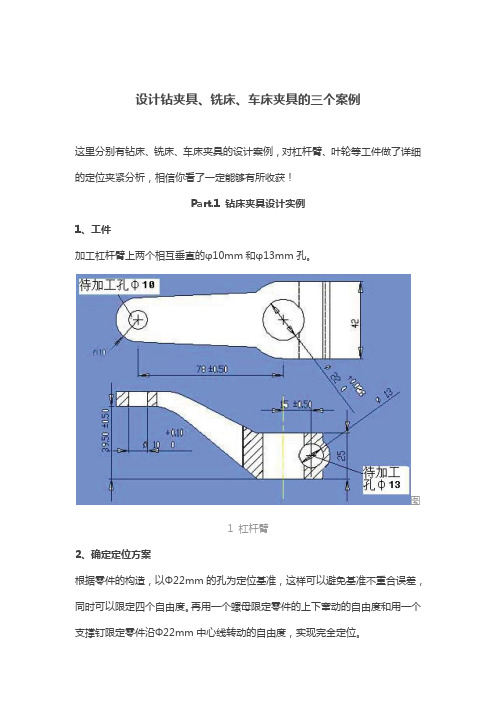
设计钻夹具、铣床、车床夹具的三个案例这里分别有钻床、铣床、车床夹具的设计案例,对杠杆臂、叶轮等工件做了详细的定位夹紧分析,相信你看了一定能够有所收获!Part.1 钻床夹具设计实例1、工件加工杠杆臂上两个相互垂直的φ10mm和φ13mm孔。
图1 杠杆臂2、确定定位方案根据零件的构造,以Φ22mm的孔为定位基准,这样可以避免基准不重合误差,同时可以限定四个自由度。
再用一个螺母限定零件的上下窜动的自由度和用一个支撑钉限定零件沿Φ22mm中心线转动的自由度,实现完全定位。
3、定位元件的选择定位销:插入Φ22mm的孔,用来限制X,Y方向的移动和转动,共四个自由度。
可调支承钉:限定Z方向的转动。
辅助支承:提高工件的安装刚度和定位的稳定性。
图2 圆柱孔定位4、钻模板类型选择选用固定式钻模板,制造方便、定位精度高。
图3 固定式钻模板5、钻模板类型选择由于孔φ10mm和φ13mm,一次钻孔就可达到要求,因此采用固定式钻套。
(Φ10mm选无肩;Φ13mm选有肩)。
图4 钻套6、确定夹紧方案根据零件的定位方案,采用锁紧螺母和开口垫圈来实现快速锁紧夹紧机构,它与一个加工面位置靠近,增加了刚性,零件夹紧变形也小,但对于另一个加工面较远,故采用辅助定位(螺旋辅助支承)元件来固定,提高刚性。
图5 夹紧三维结构图7、选用夹具体图6 铸造夹具体图7 钻床夹具总装配图Part.2 铣床夹具设计实例1、工件水泵叶轮,要求设计一副铣床夹具,用在卧式铣床上加工两条互成90°的十字槽。
图8 工件三维结构图2、定位方法工件定位时需完全限制六个方向的自由度: 沿X,Y,Z方向的水平运动以及轴向转动。
所以定位方案为将加工过的叶轮底面放置在一个大的圆形定位盘上,以大平面定位,消除X,Y方向的转动自由度和Z方向的移动自由度。
用一个定位销与叶轮上的孔相配合,以此消除X,Y的移动自由度。
图9利用两块开槽的压板从两个方向卡住叶片,并将它们固定在定位盘上,这样就消除了Z方向的转动自由度。
铣槽专用夹具设计

维普资讯
第 6期
毛 淑 兰等 : 槽 专用 夹 具设 计 铣
・・ 5
1 1 2 确 定 定 位 元 件 ..
为 提高铣 削 ̄ -_ 产 率 的 关 键 问题 , 此 铣 床 夹 具 ur 生 因
在 生 产 中 占有 较大 比重 。
定位 元 件选 为支 承 板 , 承钉及 菱 形 定位 销 。 支
1 13 确 定 定位 元 件尺 寸 , 限偏 差 和 定位 元 件 间 .. 极 位 置尺 寸及 其 极 限偏 差
摘 要: 从零 件的几何形 状 , 合要求人手 , 配 设计 零件铣槽 的专用夹具 。 关 键 词 : 线 定 位 ;塞 尺 厚 度 ;调 刀 尺 寸 轴 中图分类 号 :G 5 . T 7 13 文献标 识码 : B 文章编号 :08 75 20 )6 0 4 2 10 —82 (02 o —00 —0
相应尺 寸 2 3±00 .8的 名 义 尺 寸 , 差 取 其 公 差 的 公
14 则 有 L4[ / ] 3±00 /, T 2 =2 - .2。 最后 确 定菱 形 定位 销 圆柱 部 分 的直 径及 其 极 限
偏 差 。查 表 可得 b , 下式 计算 =3 按
e .l= I
维普资讯
第 2 卷 第 6期 l
20 0 2年 6月
煤
炭
技
术
、0 . .ቤተ መጻሕፍቲ ባይዱ6 r1 21 N(
C a c n l ̄ o lTe h oo
Jn2 0 u .02
铣 槽 专 用夹 具 设 计
毛淑 兰 ,徐 晓奇
( 西 煤 矿 机 械 有 限 公 司 ,黑 龙 江 鸡 西 180 ) 鸡 51 0
铣槽夹具设计

5.4 误差分析与计算
该夹具以一面两销定位,两定位销孔尺寸公差为。为了满足工序的 加工要求,必须使工序中误差总和等于或小于该工序所规定的尺寸公 差。
与机床夹具有关的加工误差,一般可用下式表示:
由参考文献[5]可得: ⑴ 两定位销的定位误差 :
其中: , , ,
且:L=135mm ,得
⑵ 夹紧误差 : 其中接触变形位移值: 查[5]表1~2~15有。 ⑶ 磨损造成的加工误差:通常不超过 ⑷ 夹具相对刀具位置误差:取 误差总和: 从以上的分析可见,所设计的夹具能满足零件的加工精度要求。
根据GB2207—80定向键结构如图所示:
图5.1 夹具体槽形与螺钉
根据T形槽的宽度 a=18mm 定向键的结构尺寸如表5
公称 尺寸
允差d
允差
hD
公称尺 寸
允差D
夹具体槽形尺 寸
18
~ 0.012
~0.035 25
12 4 12 4.5 18 +0.019 5
对刀装置由对刀块和塞尺组成,用来确定刀具与夹具的相对位置。 由于本道工序是完成拨叉槽精铣加工,所以选用侧装对刀块。根据
5.5.2夹紧装置的选用
该夹紧装置选用移动压板,其参数如表5.3:
表5.3 移动压板
公称直径 L
6
45 20 8 19 6.6 7 M6 5
5.5.3 定向键与对刀装置设计
定向键安装在夹具底面的纵向槽中,一般使用两个。其距离尽可能 布置的远些。通过定向键与铣床工作台T形槽的配合,使夹具上定位元 件的工作表面对于工作台的送进方向具有正确的位置。定向键可承受铣 削时产生的扭转力矩,可减轻夹紧夹具的螺栓的负荷,加强夹具在加工 中的稳固性。
铣键槽专用夹具设计

摘要机械制造工艺装备设计是一个非常重要的学习环节,它一方面要求我们通过设计能获得综合应用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,这也是以后做好毕业设计进行一次综合训练和准备。
为了提高劳动生产率,保证加工质量,降低劳动法强度,需做一种专用夹具,省去加工中繁琐的工序。
我们已经学习了机械制造工艺和夹具,对夹具设计有了初步的了解。
对于一种批量较大的产品可设计制造一种专业夹具,操作迅速方便,减少了工人的劳动量,可获得较高的加工精度和生产率,对工人的技术水平要求也相对较低。
但专用夹具设计制造周期长、夹具制造费用较高。
专用夹具的针对性极强、没有通用性,很明显只能适用于产品相对稳定的大批量生产中。
关键词:设计,专用夹具,V形块目录1专用夹具介绍 (1)2夹具设计任务 (2)2.1产品零件图 (2)2.2零件的重点技术要求 (2)2.3键槽的位置精度 (3)3夹具设计方案确定 (3)3.1定位方式及元件选择 (4)3.2加紧装置设计 (5)4 定位误差的分析与计算 (7)5 夹具的装配 (8)毕业总结 (8)致谢 (11)参考文献 (12)附录 (13)1专用夹具介绍专用夹具是为了适应某一工件的某一工序加工的要求而专门设计制造的,其功能主要有下列几个方面:1.保证工件被加工表面的位置精度,例如与其他表面间的距离,精度,平行度,同轴度等。
对于外形比较复杂,位置精度要求比较高的工件,使用通用夹具进行加工往往难以达到精度要求。
2.缩短了工序时间,从而提高了劳动生产率。
进行某一工序所需要的时间,其中主要包括加工工件所需要的机动时间和装卸工件等所需要的辅助时间两部分。
采用专用夹具后,安装工件和转换工位的工作都可以大为简化,不再需要画线和找正,缩短了工序的辅助时间并且节省了画线这个工序,从而提高了劳动生产率.在生产中由于采用了多工件平行加工的夹具,使同时加工的几个工件的机动时间将与加工一个工件的机动时间相同。
典型轴上钻孔、铣槽夹具设计夹具设计

关键词:典型轴类零件;工艺;夹具;
Abstract
This design is the special fixture for machining process of forked plectrum parts and process design based on. The main processing surface fork parts of the plane and a series of hole. In general, ensure the machining accuracy of plane than to ensure machining accuracy hole easily. Therefore, the design follows the surface after the first hole of the principle. And the hole and the plane processing clearly divided into roughing and finishing stages of processing to ensure the accuracy of the hole. The supporting hole of the input shaft and the output shaft of the benchmark by a shifting fork as a rough benchmark, the top two holes as a precision technology base. Main processing process arrangement is to support hole positioning processing the top plane, and then the top plane and the series of supporting hole location hole processing technology. In addition to the follow-up processes individual processes are used in the top plane positioning technology and other processing Kong and plane. The supporting hole processing system using the method of coordinate boring. The whole process selection of combined machine tool. The special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, agencies can not self-locking, therefore the production efficiency is higher, suitable for high-volume, line processing, can meet the design requirements.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
知识表示完成后,还必须对推理机进行设计。
由于某一异常模式往往与多种潜在的故障有关,症状与原因之间存在各种各样的重叠和交叉,领域专家知识和试验经验数据所给出的结论具有极大的相对性和模糊性,为保证该系统具有较强的实用性和可操作性,在推理机设计时,采用“数据驱动”的正向、模糊推理策略,推断出具有最大可信度的结论。
具体的故障诊断流程图如图!所示。
"结论
该系统投入实际运行后,在保证变速器生产质量的一致性和稳定性方面取得了明显的效果,故障发生后能够在较短的时
间内检出故障发生的原因、地点以及故障性质,为生产的恢复提供了宝贵的时间,并为企业创造了良好的经济效益。
参考文献
#胡宗武“质量管理”讲座$二%&工业工程与管理,’((#,)*&’:"+,+(&’王毓芳,
郝凤主编&过程控制与统计技术&中国计量出版社,’((#&-&.葛世伦,
代逸生编著&企业管理信息系统开发的理论与方法&清华大学出版社,#//-&#’&
!刘润东&012对象设计与编程&第一版&北京希望电子出版社,北京:’((#&
"罗锦,
孟晨,苏振中&基于关系型数据库的故障诊断专家系统设计&电测与仪表,’((’&3,4(#&./,)*&!./:.3,./&
文章编号:#((#5.//3$’(("%(/5((//5(#
------------------------------------------------------------------------------------------------
%来稿日期:’((!5#’5’(
中图分类号:673"
文献标识码:8
电锤钻刀片槽铣削夹具设计
李玉平$新余高等专科学校工程系9新余..-(((%
第/期机械设计与制造
’(("年/月
1:;<=>?@A B?C=D>E 1:>FG:;HF@?
5//5
图#所示为电锤钻刀杆简图。
图中刀片槽用于安装硬质合金刀片。
刀片槽应满足图#所示要求:宽度为’II ,深度为#+II ,与轴线的对称度要求为(&’II ,与圆弧侧面的夹角为#.J K ’(L 。
其中,
刀片槽的宽度是由刀具保证;而其余三项要求与工件的安装有直接关系,如用直接安装法,则费时费力,且质量得不到保证,为此,可设计一套简易夹具进行安装。
图#电锤钻刀杆简图
#夹具的结构原理
该夹具的前夹具体!与铣床虎钳的活动钳口相连接,后夹具体#(与固定钳口相连接,
夹具体通过虎钳固定在铣床工作台上,并使后夹具体#(的4形槽对称轴线与铣床主轴垂直。
图’铣电锤钻刀片槽夹具
#&弹簧’&套筒.&垫板!&前夹具体"&定位杆+&螺钉3&垫圈-&档板/&支承套#(&后夹具体##&虎钳#’&工件
工件用螺旋面外圆在!形槽中定位,螺旋面外圆的公差
"#M (&’II ,!形槽的角度!$/(J9那么工件轴线的定位误差为
"#’C=>
%’M
(&’’C=>
/(’
M (&’’C=>!"M
(&#!N #O .P (&"M (II ,
所以能够满足对称度要求。
定位杆"的端面夹角公差为工件夹角公差的#O !,即定位杆端面的夹角为#.J K "L ,定位杆"在弹簧力的作用下,顶住圆弧侧面,确保工件夹角#.J K ’(L 。
挡板-用于轴向定位,确保刀片槽的深度为#+II 。
前夹具体!又起夹紧作用,活动钳口带动前夹具体!前后移动,可方便迅速地夹紧或松开工件。
该夹具结构简单,成本低,采用试切法对刀比较经济合算。
该夹具适用于外径为Q#’—Q.(
(指螺旋部分的外径)的各种不同规格的产品的加工。
加工不同规格的产品时,需根据产品外径的变化,使工作台向里或向外移动
!&
’C=>
%’
距离(9&为外径的变化量)。
产品外径增大时,工作台横向向里移动,产品外径缩小时,工作台横向向外移动,以确保不同规格的产品轴线与刀具的相对位置始终保持不变,满足产品的对称度要求。
对于不同规格的产品,其刀片槽的深度也有所不同,这时应更换不同高度规格的支承套/,
同时还需利用档板-上的腰形孔调整挡板-的前后位置,确保能顶住产品的左端且不影响加工,从而保证刀片槽的深度。
为了使用方便,支承套/应打上标记。
’使用效果和特点
该夹具结构简单,使用寿命长,使用范围广,成本低。
经过较长时间的使用证明:用该夹具加工产品,不但能够满足精度要求,而且可大大缩短装夹时间,
提高工效。