仪表有限公司零件加工过程工序卡
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺
过程卡片
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
机械加工工艺过程卡片。
工序质量控制卡

工序质量控制卡
标题:工序质量控制卡
引言概述:
工序质量控制卡是一种用于监控和记录生产过程中各个工序质量情况的管理工具。
通过工序质量控制卡,生产企业可以及时发现问题、解决问题,确保产品质量稳定可靠。
本文将从工序质量控制卡的概念、作用、制作方法、使用方法和优势等方面进行详细介绍。
一、工序质量控制卡的概念
1.1 工序质量控制卡是什么?
1.2 工序质量控制卡的作用是什么?
1.3 工序质量控制卡与其他质量管理工具的区别是什么?
二、工序质量控制卡的制作方法
2.1 确定需要监控的工序
2.2 设定监控指标和标准
2.3 设计并制作工序质量控制卡模板
三、工序质量控制卡的使用方法
3.1 填写工序质量控制卡的内容
3.2 定期更新和分析工序质量控制卡数据
3.3 根据工序质量控制卡数据进行改进和优化生产流程
四、工序质量控制卡的优势
4.1 提高生产效率和产品质量
4.2 降低生产成本和产品质量风险
4.3 增强企业对生产过程的监控和管理能力
五、结语
工序质量控制卡作为一种重要的质量管理工具,在现代生产中扮演着至关重要的角色。
通过对工序质量控制卡的制作和使用,企业可以更好地掌控生产过程,提高产品质量,降低生产成本,增强竞争力。
建议企业在生产中积极采用工序质量控制卡,不断优化和改进生产流程,实现可持续发展。
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
(完整版)加工工艺过程卡片及工序卡.doc

湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400 ×186 每毛坯件数工序号工序名称工序内容车工设备间段01 铸造金属型铸造毛坯02 回火热处理3探伤检验4表面喷丸处理10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 20 粗铣以箱体结合面为基准,粗铣顶面X7010 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ 12H8 组合钻床40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床60 半精铣以顶面为基准,半精铣箱体结合面X7010 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010120以结合面为基准,用心轴穿过φ110,钻 14-φ18 组装孔;钻顶钻顶面孔面螺纹孔 4-M12-6H ;钻两肋板中间凸台 M20× 1.5组合钻床螺纹孔设计(日期)校对(日期)变速箱下盖共 3 页第 1 页1 每台件数 1 备注工艺装备工时准终单件面铣刀、游标卡尺面铣刀、游标卡尺麻花钻、铰刀、卡尺、塞规面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺立铣刀、游标卡尺面铣刀、游标卡尺麻花钻、卡尺、塞规审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称变速箱材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186工序号工序名称工序内容车间零件名称变速箱下盖共 3 页第 2 页每毛坯件数 1 每台件数 1 备注工工艺装备工时设备段准终单件130钻前后端面孔140钻右端面孔150锪孔160攻丝粗镗前后端面轴170孔180粗镗右端面轴孔半精镗前后端面190轴孔半精镗右端面轴200孔精镗前后端面轴210孔220精镗右端面轴孔以结合面为基准,钻右侧肋板 2-φ56通孔、正面凸台 2-φ26通孔、左侧肋板φ44通孔;钻侧面螺纹孔 14-M12-6H以结合面为基准,钻右端面3-φ 18通孔、 2-M12-6H 螺纹孔对台阶面上的组装孔 14-φ18 进行φ32锪平;对孔 2-φ26进行φ44 锪平;对 3-φ18通孔在右端面内侧进行φ32锪平对顶面4-M12-6H 螺纹孔攻丝至图纸要求;对前后侧面14-M12-6H 螺纹孔攻丝至图纸要求;对右侧2-M12-6H 螺纹孔攻丝至图纸要求;对肋板间凸台螺纹孔 M20× 1.5 攻丝至图纸要求组合上下箱体,以结合面为基准两销定位,粗镗轴孔φ180、φ120、φ 110组合上下箱体,以结合面为基准两销定位,粗镗右侧轴孔φ130及端面凹槽组合上下箱体,以结合面为基准两销定位,半精镗轴孔φ180、φ120、φ 110组合上下箱体,以结合面为基准两销定位,半精镗右侧轴孔φ130组合上下箱体,以结合面为基准两销定位,精镗三轴孔φ180、φ120、φ110组合上下箱体,以结合面为基准两销定位,精镗右侧轴孔φ 130组合钻床麻花钻、卡尺、塞规组合钻床麻花钻、卡尺、塞规组合钻床锪钻、卡尺、塞规组合攻丝机组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺230 倒角各螺纹孔处倒角 1×45°;支承孔处倒角 2×45°,240 倒圆角各处需倒圆角出倒圆角φ 15倒角机倒角机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称变速箱零件名称变速箱下盖共 3 页第 3 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车工工艺装备工时间设备段准终单件250 补底漆箱体内部加工面涂红色耐油底漆260 检查检查零件是否符合要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片共 22 页第 1 页产品名称变速箱零件名称变速箱下盖车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺1251570.2451 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm 次数号r/min 机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺1251570.2451 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺1802260.18 1.01 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/r mm号次数机动辅助1以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.18 2 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺18018.10.129.210.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第11产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号110 精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺1802260.1311 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min 号r/min m/min mm/r mm 次数机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.275 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180 支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120 支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110 支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第18产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min 号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130 支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180 支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120 支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110 支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/r mm 号次数机动辅助1结合上下箱体,以结合面为基准,半精镗φ130 支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速铣削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1 结合上下箱体,以结合面为基准,精镗φ180 支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120 支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110 支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第22产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件。
零部件制造工艺过程卡1(15--30)
⑺ 检查管束组合尺寸。
3
清理
清理胀管后油污,方便试压检查。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
ቤተ መጻሕፍቲ ባይዱ
日期
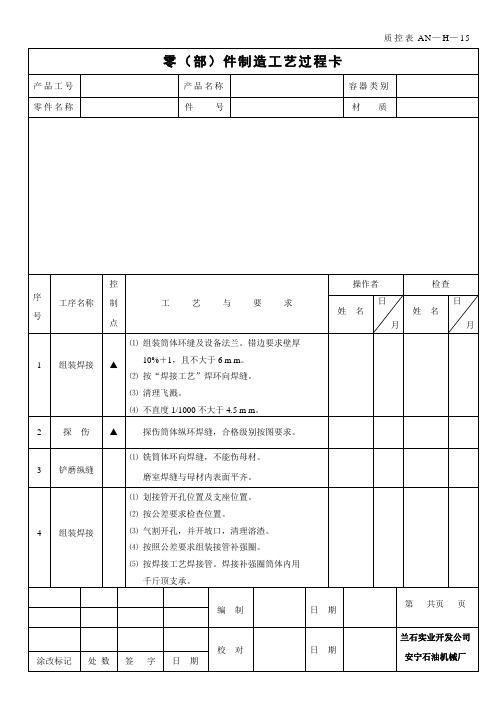
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—20
产品工号 零件名称
序
控
工序名称 制
号
点
产品名称 件号
工艺与要求
⑴ 组装定距板,折流板距离±1mm。
容器类别
2 探伤 ▲
探伤筒体纵环焊缝,合格级别按图要求。
操作者
姓名
日 月
检查
姓名
日 月
3 铲磨纵缝 4 组装焊接
⑴ 铣筒体环向焊缝,不能伤母材。 磨室焊缝与母材内表面平齐。
⑴ 划接管开孔位置及支座位置。 ⑵ 按公差要求检查位置。 ⑶ 气割开孔,并开坡口,清理溶渣。 ⑷ 按照公差要求组装接管补强圈。 ⑸ 按焊接工艺焊接管。焊接补强圈筒体内用
号××上下台》出厂前用红油漆框起来。供用户
拆御。
⑸ 单台发货设备要拆开。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—09
产品工号
产品名称
容器类别
零件名称
件号
材质
序
控
号 工序名称 制
点
工艺与要求
1 毛坯验收
⑴ 锻件按“GB4726-2000”规定中的Ⅱ级验收。 ⑵ 锻件质证齐全,标记清晰。
⑴ 加工工艺按《B 型折流板简明工艺卡》进行。
5
机械加工工序卡片模板2

设备名称 设备型号 钻床 Z3025 夹具编号 03 工位器具编号 工 步 号 描图 描校 底图号 装订号
工序名称 材料牌号 扩孔 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 03 工序工时 工位器具名称 准终 单件 5 2 切削深 度(mm) 工步工时 进给次数 1 机动 辅助
切削速度 (m/min) 0.2-0.4
进给量 (mm/r) 0.01
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
04102303-1 制动器杠杆 工序号 4 毛坯外形尺寸 共 (12 ) 页 第( 4)页
工艺装备
主轴转速 (r/min) 800
切削速度 (m/min)
进给量 (mm/r)
描图 描校 底图号 装订号
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
设备名称 设备型号 车床 CA6140 夹具编号 01 工位器具编号 工 步 号 1
工序名称 材料牌号 精车外圆 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 01 工序工时 工位器具名称 准终 单件 1 1 切削深 度(mm) 1 1 工步工时 进给次数 机动 辅助
切削速度 (m/min)
工艺工序过程卡片

工艺工序过程卡片产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣节轴端面钻中心孔1页车间工序号Ⅳ材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称铣端面钻中心孔机床设备型号某Z21.4夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号123工粗铣节轴两端钻中心孔1钻中心孔2步内容工艺装备主轴转速r/min16210901090切削速度m/min50.8913.713.7进给量mm/r1.020.050.05切削深度mm622进给次数111工步工时min0.320.2570.257YT1575°端面铣刀直型带护锥60°复合中心钻直型带护锥60°复合中心钻设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称粗车节轴各部及φ95端面2页车间工序号V材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称卧式车床设备型号C630夹具名称顶尖切削液工位器具名称工序工时(分)准终单件工步号1234工粗车节轴各轴部车φ95端面φ30处的车削步内容工艺装备主轴转速r/min478478478切削速度m/min91.691.663.4进给量mm/r0.40.150.5切削深度mm224.6进给次数112工步工时min0.6070.3760.1420.195高速钢成形车刀(W18G4V)YT15kr=90°车刀硬质合金YT15车刀YT15切断刀空刀槽φ27、φ39的加工及倒角加工设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称半精车节轴部φ30、φ40、φ55处外圆及φ95端面3页车间工序号VIII材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢调质HB240-270σb=980Mpa锻件重量18kg量具卡规模锻设备名称专用液压仿形车床设备型号夹具名称顶尖切削液工位器具名称工序工时(分)准终单件工步号12工步内容YT15YT15工艺装备主轴转速r/min710710切削速度m/min进给量mm/r0.30.3切削深度mm0.70.7进给次数11工步工时min0.550.125半精车节轴部φ30、φ40、φ55处外圆半精车节轴φ95端面Kr=90°车刀Kr=90°车刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称磨削φ40、φ55达要求并带φ95端面4页车间工序号I某材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称双砂轮端面外圆磨床设备型号M115W夹具名称顶尖切削液工位器具名称工序工时(分)准终单件工步号123工磨削φ40端面磨削φ55端面磨削φ95端面步内容工艺装备主轴转速r/min450450450切削速度m/min57.457.457.4进给量mm/r0.00920.00920.0092切削深度mm242424进给次数222工步工时min0.2840.490.17GZ60ZR2AP300某40某121砂轮GZ60ZR2AP300某40某121砂轮GZ60ZR2AP300某40某121砂轮设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣主销孔两端面到27.5 5页车间工序号某材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称卧式组合铣床设备型号某Z21.4夹具名称专用气动夹具切削液工位器具名称工序工时(分)准终单件工步号1工铣主销孔两端面到27.5步内容工艺装备主轴转速r/min335切削速度m/min90进给量mm/r0.07切削深度mm3.75进给次数1工步工时min0.83YT1575°端面铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称钻、扩、铰φ41主销孔锪孔6页车间工序号某I材料牌号φ85、φ67轴承主端面及钻、攻4M8螺40MnB纹孔毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具塞规模锻设备名称专用组合机床设备型号夹具名称专用全动夹具切削液工位器具名称工序工时(分)准终单件工步号1234567工钻主销孔至φ39扩主销孔至φ40.5铰孔至φ41+0.0390锪孔φ85锪孔φ67钻4-M8孔钻攻4-M8螺纹孔步内容工艺装主轴转速r/min2501601157070750270切削速度m/min30.6320.3614.8114.7314.7315.796.67进给量mm/r0.40.81.30.20.20.151.25切削深度mm19.50.750.2513133.350.65进给次数1111111工步工时min0.930.590.7431.140.3930.2220.122标准圆柱锥柄麻花钻d=39mmφ40.5锥柄扩孔钻硬质合金铰刀d=41mm 专用复合锪刀专用复合锪刀复合丝锥复合丝锥设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣φ85上耳端面及下耳内侧R42端面车间工序号某II材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称专用机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号12工铣φ85上耳端面铣下耳内侧R42端面步内容艺装备主轴转速r/min75切削速度m/min74.2274.14进给量mm/r0.10.12切削深度mm66进给次数11工步工时min1.220.5YT15镶齿三面刀盘铣刀YT15镶齿三面刀盘铣刀118设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称铣上、下耳部R27端面8页车间工序号某III材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称专用机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工铣上、下耳部R27端面步内容工艺装备主轴转速r/min200切削速度m/min69.12进给量mm/r0.12切削深度mm6进给次数1工步工时min0.36YT15.75°端面铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第节工序名称19页车间工序号某IV材料牌号40MnB钻、铰锥孔φ29锥度1:8钻2-ZG8注油孔并攻丝毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具塞规模锻设备名称专用组合机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1234工钻孔至φ28.8+0.210铰孔至φ29+0.0210钻孔φ8.2攻注油孔2-ZG81步内容工艺装备主轴转速r/min300切削速度m/min27.14进给量mm/r0.40.50.140.907切削深度mm14.40.14.14.1进给次数1111工步工时min0.570.68标准圆柱锥柄麻花钻专用锥铰刀专用复合刀具专用复合刀具15062029013.6715.978.330.230.17设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第10页节工序名称拉锥孔键槽8+0.075+0.027某4.1+0.4880达要求车间工序号某IV材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具塞规模锻设备名称卧式拉床设备型号某Z21.4夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工步内容工键槽拉刀艺装备主轴转速r/min切削速度m/min6进给量mm/r0.06切削深度mm4.1进给次数1工步工时min0.256拉锥孔键槽8+0.075+0.027某4.1+0.4880达要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第11页节工序名称铣148尺寸两侧端面车间工序号某VI材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具卡规模锻设备名称专用铣床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工铣148尺寸两侧端面步内容工艺装备主轴转速r/min450切削速度m/min70.7进给量mm/r0.1切削深度mm4进给次数1工步工时min0.4YT15圆柱铣刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第12页节工序名称钻6φ12.3+0.240孔及2M16底孔车间工序号某VII材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具综合量规模锻设备名称专用机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号1工步内容工艺装备主轴转速r/min400切削速度m/min15.46进给量mm/r0.1切削深度mm6.15进给次数1工步工时min0.604钻6φ12.3+0.240孔及2M16底孔φ12.3高速钢直柄麻花钻设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第13页节工序名称扩孔2某M16攻丝达2某M16某1.5-6H车间工序号某VIII材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具螺纹塞规模锻设备名称专用钻、攻组合机床设备型号夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号12工扩孔2某M16攻丝达2某M16某1.5-6H步内容工复合丝锥复合丝锥艺装备主轴转速r/min200272切削速度m/min9.7413.67进给量mm/r0.250.5切削深度mm1.61.6进给次数11工步工时min0.50.316设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号零件图号零件名称机械加工工序卡片产品名称CA141汽车左转向共14页第14页节工序名称车螺纹M30某1.5-6H 车间工序号某I某材料牌号40MnB毛坯种类生产类型大批量生产热处理合金钢正火锻件重量18kg量具螺纹环规模锻设备名称高速螺纹车床设备型号SB8918夹具名称专用夹具切削液工位器具名称工序工时(分)准终单件工步号12工粗车螺纹M30某1.5-6H精车螺纹M30某1.5-6H 步内容工艺装备主轴转速r/min375500切削速度m/min35.3435.34进给量mm/r1.51.5切削深度mm0.170.08进给次数11工步工时min0.281机夹不锈钢螺纹车刀机夹不锈钢螺纹车刀0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
机械加工工序卡

产品型号
零件图号
产品名称
零件名称
变速器齿轮
共
12
页
第
1
页
车间
工序号
工序名称
材料牌号
锻工
1
锻坯
20Mn2TiB
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻
1
1
设备名称
设备型号
设备编号
同时加பைடு நூலகம்件数
曲柄压力机
MP-630
S001
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
被吃刀量
进给次数
工时/min
r/min
m/min
mm/r
mm
机动
辅助
1
模锻毛坯
锻造模具;钢尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
机械加工工序卡片工艺过程卡片
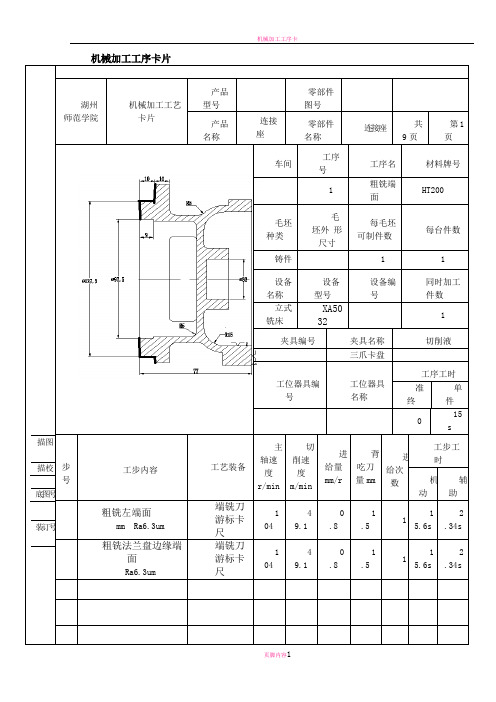
49.1
0.8
1.5
1
15.6s
2.34s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第2页
车间
工序号
工序名
材料牌号
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
材料牌号
1
粗铣端面
HT200
毛坯种类
毛坯外 形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
XA5032
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度 r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工艺过程卡与工序卡

2
扩孔Φ25H7
Φ高速钢扩孔钻
5
1
3
铰孔Φ25H7
Φ25mm的高速钢铰刀
1
18
4
钻沉头螺栓孔Φ38mm
Φ38mm的高速钢孔钻
1
5
钻沉头螺栓孔Φ43mm
Φ43mm的高速钢孔钻
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部件)图号
产品名称
左支座
零(部件)名称
左支座
共12页
第10页
车间
工序号
工序名
材料牌号
金工
8
铣削尺寸为5mm的横槽
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
140*140*103
1
1
设备名称
设备型号
设备编号
同时加工
铣床
X61型
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部件)图号
产品名称
左支座
零(部件)名称
左支座
共12页
第7页
车间
工序号
工序名
材料牌号
金工
5
工序质量控制卡
工序质量控制卡一、引言工序质量控制卡是一种用于记录和控制工序质量的工具。
它可以帮助企业管理人员和操作人员实时了解工序的质量状况,并采取相应的措施来提高工序的质量。
本文将详细介绍工序质量控制卡的标准格式和相关要求。
二、工序质量控制卡的标准格式1. 标题工序质量控制卡的标题应包括工序名称、工序编号和日期。
例如:工序名称:产品组装,工序编号:PZ001,日期:2022年1月1日。
2. 工序描述工序描述部分应详细描述该工序的具体内容和要求。
包括工序的步骤、操作方法、工具设备、质量标准等。
例如:产品组装工序包括将零部件按照装配顺序进行组装,使用扳手、螺丝刀等工具设备,组装后产品应达到外观完整、功能正常的质量标准。
3. 检验项目检验项目部分列出了该工序需要进行的检验项目和相应的要求。
每个检验项目应包括检验内容、检验方法、检验标准和接受标准。
例如:检验项目1:外观检验,检验内容为检查产品外观是否完整、无划痕、无变形等;检验方法为目视检查;检验标准为产品外观应完整、无划痕、无变形;接受标准为合格品应全部符合标准。
4. 检验记录检验记录部分用于记录每次进行检验的结果。
包括检验日期、检验人员、检验结果等。
例如:检验日期:2022年1月1日,检验人员:张三,检验结果:外观检验合格。
5. 异常处理异常处理部分用于记录和处理在工序中出现的异常情况。
包括异常描述、原因分析和处理措施。
例如:异常描述为产品组装时出现螺丝松动;原因分析为螺丝未紧固到位;处理措施为重新紧固螺丝,并进行再次检验。
6. 改进措施改进措施部分用于记录和提出改进工序质量的措施和建议。
包括改进内容、改进方法和预期效果。
例如:改进内容为优化产品组装工序的操作流程;改进方法为引入自动化装配设备;预期效果为提高产品组装的效率和质量。
三、工序质量控制卡的要求1. 规范性工序质量控制卡应按照标准格式进行编写,确保统一性和规范性。
每个部分的内容应明确、准确,不含歧义。
生产流程卡(全)

一体前轮 1只
飞轮
1只
文件编号
第 12 页
共8页
零部件名称 数量 备 注
前轮
用直咀内 胎,后轮 用弯咀内 胎
工步
工步内容
1 取外胎2条,内胎2条,电机1只,前轮1只
工艺要求
前轮:将内胎均匀的放入外胎内,不能绞内胎,防止爆胎,
现将内胎咀穿入前轮气咀孔内,拉直,不能弯曲,歪斜,
2 再将外胎依次沿着钢圈边缘压入,防止外胎夹住内胎,完 毕检测轮胎是否均匀,充气,检查,纠正直至轮胎均匀,
取电池盒(左右)护板1套,黄色卡片,M4*14自攻中扁头
2 螺丝如干,将其一一与电池盒底盒,前挡风板对接,安装
待装黄色卡片。小心塑件油漆
3 取鞍座锁板1只,M6*12中扁头螺丝将其紧固在车架上
取后护板(部装整件),检查后尾灯总成是否完好,线路
是否错误,塑件上的待装黄色卡片是否安放齐全,完毕后 塑件油漆无损伤,紧密合
取鞍座锁(上述全套)装入护板中,检查是否严紧,插 缝,不错装漏装螺丝,
4 入拉线。将其护板(整套)套入车架后车身,插好尾灯插座
并检查是否插合插片是否插斜插偏,再一一与电池盒左右
护板,后泥板对接合缝,将拉线另一端装入锁板中,检查
鞍座锁开关是否灵活。
5 取平叉左右护板,M6*12中扁头螺丝,M6法兰螺帽紧固
前轮轴(套)
前叉
Z
数量 1套 1套 1套 1套 1套 1只
文件编号
备注
部装整件Ⅱ
部装整件Ⅰ 部装整件Ⅰ
第 12 页 共2页
工步
工步内容
工艺要求
1
取前叉1只,五件碗下碗垫1只,将碗垫套入前叉立管碗垫与前叉结合平整,紧密,
中,放入压碗机紧固待用。
机械加工工艺过程卡及工序卡
机械加工工艺过程卡填写说明(1)过程卡和工序卡的总页数;(2)当前页页序;(3)按零件图填写;(4)按设计任务书填写,包括了备品率和废品率;(5)按零件图填写;(6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;(7)每毛坯可加工同一零件的数量;(8)工序号,可依自然数连续或不连续编号;(9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等;(10)填写设备名称如“立钻”;(11)填写设备型号如“Z5125A”;(12)填写该工序所需设备数量;(13)基本时间t m和辅助时间t a之和,也称为操作时间。
基本时间取自工序卡。
辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据);(14)工时定额t t按公式t t=(t m+t a)[1+(α+β)﹪]计算。
其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比(15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12));(16)根据需要填写。
机械加工工序卡填写说明(1)、(3)、(4)、(5)、(6)、(11)同于对工艺过程卡相应内容的说明;(2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等;(7)工序简图。
要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。
②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。
③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。
④表示工序同时装夹零件的数目和排列方式。
⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。
(8)若需要专用夹具,填写夹具名称,如“钻夹具”。