零件机械加工工艺过程卡
机械加工工艺过程卡片
机械加工工艺过程卡片
机械加工工艺过程卡片
XXX
材料牌号:XXX
工序号:01、02
锻件毛坯外形尺寸、零件图号、零件名称、车间工段、KCSJ-12、蜗杆、每件毛坯可制件数、设备工艺装备、每台件数、工时、准终单件
工序内容:
锻造:去飞边,锻工自由锻
金工磨工:锻床,磨床,游标卡尺,砂轮、游标卡尺
车床工:车刀、麻花钻、三爪卡盘
03粗车蜗杆轴左端面,打中心孔,及左边ΦXXX、
Φ25mm、Φ30mm、Φ36mm定位轴肩,以及Φ30mm轴段退刀
槽的外圆金工面,以中心孔轴线为精基准。
粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm、
Φ36mm定位轴肩,以及Φ30mm轴段退刀槽的外圆面,以中
心孔轴线为精基准。
04金工:半精车左端各外圆面,控制轴线方向的各个轴
段的长度。
以中心孔轴线为精基准。
半精车右端各外圆面,控制轴线方向的各个轴段的长度。
以中心孔轴线为精基准。
倒角。
05金工:铣键槽,选择两个Φ30mm外圆面作为基准。
06车工:车蜗杆螺纹,选择两个Φ30mm外圆面作为基准。
07金工:淬火。
以中心孔轴线为精基准。
08金工:揣测到、三爪卡盘。
09钳工:淬火。
10车工:热加工热处理。
普通车床。
11普通立式铣床:铣刀、专用夹具。
12普通车床:车刀、专用夹具。
13砂轮、游标卡尺:淬火机。
14砂轮、游标卡尺:磨工。
15深度游标卡尺:车工、钳工。
去毛刺、检验、入库。
金工、检验、仓库。
(完整版)工艺过程卡和工序卡卡片
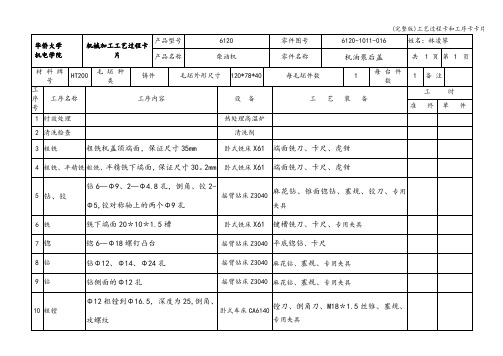
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
机械加工工艺过程卡片及工序卡

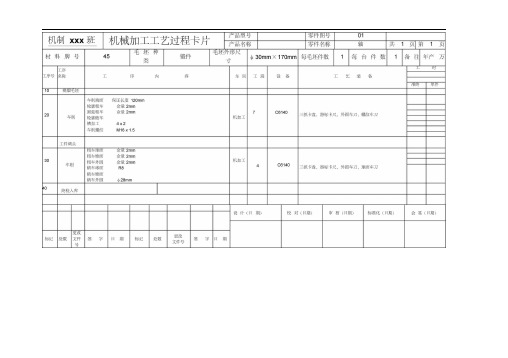
机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
机械加工工艺过程及工序卡片

机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具ቤተ መጻሕፍቲ ባይዱ称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺卡模板

使用设备
车 间
20
711/712/713/71
200机用平口虎钳
XH714
数控实训基地
序号
刀具号
刀具名称
刀具规格
刀 杆
备注
名称
型号
规格
8
T08
①29.7粗镗刀
①29.7
倾斜型粗镗刀
BT40-TQC25-135
25-38
镗刀头TQC08-29-4 5-L
9
T09
①34.8平底粗镗刀
①34.6平底
M3-M12
攻丝夹套
GT3-10
编 制
审 核
批 准 共2页 第2页
1
粗铣顶面留余量0.2
T01
①80端铣刀
500
200
2.8
游标卡尺125±0.02
2
精铣顶面控制高度尺寸42±0.031达Ra1.6
T01
600
150
0.2
3
粗铣凸台留侧余量0.5,底余量0.2
T02
①16立铣刀
500
100
21.8
4
精铣凸台50Ra1.6成
T02
600
80
0.2
5
钻6XM10-7H、4*①12H7、2*①30H7中心孔
同上
同上
同上
同上
10
T10
①35平底精镗刀
倾斜型微调精镗刀
BT40-TQW29-100
①29-①41
微调刀头
TQW2
11
T11
①30精镗刀
同上
同上
同上
同上
12
T12
①12H7直柄铰刀
(完整版)机械加工工艺过程卡与工序卡
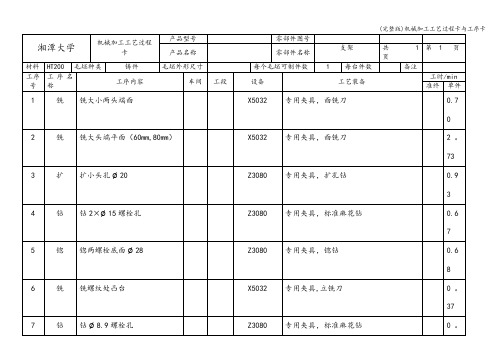
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
机械加工工艺过程卡片模版
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
机械加工工艺过程卡片

欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
机械加工工艺过程及工序卡片模板

每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺过程卡片及工序卡
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机械加工工艺过程卡片模板
标记
处数
更改文件号
签字
日期
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
注:同系列产品可参照加工
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工装夹具
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
零件机械加工工艺过程卡

游标卡尺
10
普铣
10
粗铣肋板左上槽,Ra=
立式铣床
圆柱形铣刀
游标卡尺
11
普铣
11
粗铣肋板右上槽,Ra=
立式铣床
圆柱形铣刀
游标卡尺
12
数铣
12
数铣顶架上端面5mm,Ra=
数控铣床
圆柱形铣刀
游标卡尺
13
数铣
13
数铣顶架前端面、左端面、后端面,Ra=
数控铣床
圆柱形铣刀
游标卡尺
14
普铣
14
粗铣顶架左端面成R=12mm的半圆柱,Ra=
立式铣床
圆柱形铣刀
游标卡尺
5
普铣
5
粗铣底架左端面5mm,Ra=
立式铣床
圆柱形铣刀
游标卡尺
6
普铣
6
粗铣底架前端面5mm,Ra=
立式铣床
圆柱形铣刀
游标卡尺
7
普铣
7
粗铣底架后端面5mm,Ra=
立式铣床
圆柱形铣刀
游标卡尺
8
普铣
8
粗铣肋板左下槽,Ra=
立式铣床
圆柱形铣刀
游标卡尺
9
普铣
9
粗铣肋板右下槽,Ra=
立式铣床
编制
审核
时间
重庆大学工程培训中心
《工程培训 自主创机械加工工艺过程卡(总3页)
零件机械加工工艺过程卡
加工零件名称
图号
零件坯料类型
零件材料
生产类型
(数量)
新型托架
CQU436
铸件
45#钢
1
工序号
加工方法
工步号
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
机械加工工艺过程卡片
零件图号 零件名称
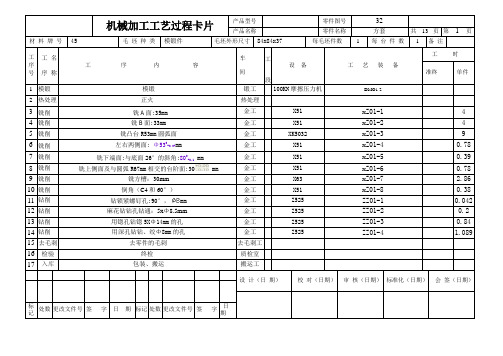
32
方套
1 每 台 件 数 共 13 页 第 1 备 注 工 时
机械加工工艺过程卡片
产品名称 材 料 牌 号
1 页
45
毛 坯 种 类
模锻件
毛坯外形尺寸
84x84x37
每毛坯件数
工 序 号
工 名
工 序 内 容
车 间
工 设 段 备 工 艺 装 备 准终
DMO1-2
序 称 模锻 正火 铣 A 面:35mm 铣 B 面:33mm 铣凸台 R53mm 圆弧面 左右两侧面: Φ53
模锻件
设备名称 卧式铣床 夹具编号 01
84x84x37
设备型号
X51
工序工时 (分) 工位器具编号 工位器具名称 准终 单件
工步号 1
工
步
内
容
工
艺
装
备
主轴转速 r/min 100
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
铣 A 面:35mm
XZ01-1
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
XZ01-2
工步工时 机动 辅助 79 4
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字
日
期
产品型号
零件图号 零件名称 车间 金工 毛 坯 种 类 工序号 工序名称
切削深度 mm 30
进给次数 100
典型零件的加工工艺过程卡
60
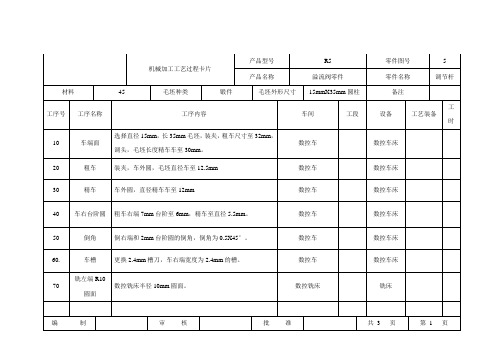
打孔
更换直径为10mm的麻花钻,左端打定位孔,并用直径2mm钻深度为14mm的中心孔。
钻床
钻床
70
钻孔
在距最左端16mm位置为中心钻直径4mm通孔。
钻床
钻床
编制
审核
批准
共3页
第3页
装夹,车外圆,毛坯直径车至12.5mm
数控车
数控车床
30
精车
车外圆,直径精车车至12mm
数控车
数控车床
40
车右台阶圆
粗车右端7mm台阶至6mm,精车至直径5.5mm。
数控车
数控车床
50
倒角
倒右端和2mm台阶圆的倒角,倒角为0.5X45°。
数控车
数控车床
60.
车槽
更换2.4mm槽刀,车右端宽度为2.4mm的槽。
数控车
数控车床
70
铣左端R10圆面
数控铣床半径10mm圆面。
数控铣床
铣床
编制
审核
批准
共3页
第1页
机械加工工艺过程卡片
产品型号
R3
零件图号
3
产品名称
溢流阀零件
零件名称
阀芯
材料牌号
40Cr
毛坯种类
柱体
毛坯尺寸
20mmX65mm柱体
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
10
车外圆
装夹,先粗粗车外圆至17mm,后精车外圆直径至16mm。
数控车
数控车床
20
车台阶
车右端6mm台阶,并倒角。
数控车
数控车床
(完整版)机械加工工艺过程卡片及工序卡片模板

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
模具零件加工工艺过程卡

13
铣孔
将工件翻转,平口钳夹持工件,铣出导套孔、导柱孔
铣工
XK714
Ф4铣刀
14
钳工
去除毛刺
钳工
钳工台
15
清洗
清洗
清洗机
16
检查
终检
校验
游标卡尺,直尺
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2010年12月20
描图
描校
底图号
装订号
铣工
XK714
Ф20立铣刀,游标卡尺
3
精铣表面
精铣毛坯各个平面至要求尺寸
铣工
XK714
Ф20立铣刀,游标卡尺
4
钳工划线
将工件平放在划线板上,划线定位各孔
钳工
钳工台
划针,板尺,游标卡尺
5
钳工打孔
平口虎钳夹持工件,Ф4.5钻头钻出螺纹孔,Ф12.5钻头钻出导柱孔
钳工
立式钻床
Ф4.5钻头,Ф12.5钻头,
机械加工工艺过程卡片
(厂 名)
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共页
第页
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制作件数
每台件数
备注
工序号
工序名称
工序内容
车 间
工 段
设 备
工艺装备
工 时
准终
单件
1
下料
锻造,各边毛坯余量2mm
自由锻
零件机械加工工艺过程卡片(样例)
零件机械加工工艺过程卡片(样例)
工艺名称:铣削加工
工艺编号:M001
工件名称:零件A
工件材料:铝合金6061
工件尺寸:长80mm、宽50mm、高30mm
工件数量:1000件
设备名称:CNC数控铣床
设备型号:VMC850
刀具类型:平头铣刀
切削速度:4000r/min
切削深度:2mm
切削角度:0°
夹紧方式:万能顶轴
夹具型号:V53
加工顺序:1.工件在夹具上紧固好,适当调整位置和高度;
2.将机床预热到规定温度,并检查铣刀的磨损情况;
3.开机并通过电脑控制系统调整好相关参数,使之与刀具匹配;
4.完成机床的预热后,启动机床,发送加工程序;
5.根据程序,开始加工操作,并及时观察机床运行情况,保持工件表面清洁;
6.加工完成后,及时关机,并检查工件的加工质量和表面光洁度;
7.卸下夹具,取下工件并清理工作台、夹具等。
备注:1.在加工过程中需要特别注意铣刀与工件的距离与角度,防止因接触不良而产生切削力,损伤刀具或破坏工件表面;
2.在加工过程中如发现刀具过度磨损或需要换刀时,需按规定程序更换,并检查加工程序是否需要修改。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普铣
9
粗铣肋板右下槽,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
10
普铣
10
粗铣肋板左上槽,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
11
普铣
11
粗铣肋板右上槽,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
12
数铣
12
数铣顶架上端面5mm,Ra=12.5
数控铣床
圆柱形铣刀
游标卡尺
13
数铣
13
数铣顶架前端面、左端面、后端面,Ra=12.5
零件机械加工工艺过程卡
加工零件名称
图号
零件坯料类型
零件材料
生产类型
(数量)
新型托架
CQU436
铸件
45#钢
1
工序号
加工方法
工步号
加工内容
加工设备
刀夹量具
1
铸造
1
铸造毛坯
游标卡尺
2
2
退火,调制
3
普铣
3
粗铣底架右端面5mm,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
4
普铣
4
粗铣底架下端面5mm,Ra=12.5
直柄麻花钻头
18
攻丝
18
攻丝 3-M10
立式钻床
丝锥
19
去毛刺
19
去毛刺
钳工台
平挫
20
清洗
20
清洗
编制
审核
时间
重庆大学工程培训中心
《工程培训 自主创意创新设计与制造实习报告书》(理工创)指导组
数控铣床
圆柱形铣刀
游标卡尺
14
普铣
14
粗铣顶架左端面成R=12mm的半圆柱,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
15
普铣
15
粗铣底架左端面R=10mm,深度2mm的圆槽,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
16
热处理
16
热处理 表面淬பைடு நூலகம் 低温回火
淬火机
17
钻孔
17
钻孔螺纹孔 3-M10
立式钻床
立式铣床
圆柱形铣刀
游标卡尺
5
普铣
5
粗铣底架左端面5mm,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
6
普铣
6
粗铣底架前端面5mm,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
7
普铣
7
粗铣底架后端面5mm,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺
8
普铣
8
粗铣肋板左下槽,Ra=12.5
立式铣床
圆柱形铣刀
游标卡尺