零件加工工艺卡
机械加工工艺卡模板
Φ 26钻头
150
50
Φ 29.7镗刀 Φ 346. 平底镗刀
Φ 35H8平底镗刀
Φ30H7 镗刀
Φ12H7 铰刀
M10-H2 丝锥
批
准
1100 1000 1100 1300 200 200
120 100
80 100 100 300
共 4页
深度尺
200 ±0.02 内径表 千分尺 内径表 千分尺 内径表 千分尺
序号 刀具号
数控加工刀具卡片
程序编号 711/712/713/71
刀具名称
夹具名称 200 机用平口虎钳
刀具规格
8
T08
Φ 297. 粗镗刀
9
T09
Φ 34.8平底粗镗刀
10
T10
Φ 35平底精镗刀
11
T11
Φ 30精镗刀
12
T12
Φ 12H7直柄铰刀
13
T13
机用丝锥
Φ 297. Φ 346. 平底
(单位) 材料牌号
锻铝
机械加工工艺过程卡片
毛坯种类
锻件
产品型号
项目七
产品名称
数控镗铣孔盘类零件
毛坯外形尺寸
100×80×50
工序号
工序名称
工序内容
车间
工段
1)粗、精铣四周 Ra3.2,尺寸达图纸要求 100 ×80
10
铣
2)粗铣顶面 Ra6.3,厚度达 48
3)粗、精铣底面 Ra1.6,厚度达 45
制
审
核
批
准
1
共页
第页
(单 位)
数控加工工序卡片
产品名称或代号 数控镗铣孔盘类零件
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
机械加工工艺卡模板

刀片:
LDMT1504PDSR-27P
套式立铣刀刀柄
BT40—XM27-60
XM27
2
T02
Φ16高速钢直柄立铣刀
Φ16
强力铣夹头刀柄
BT40-C22—95
C22
卡簧C22-16
3
T03
Φ2中心钻
Φ2
弹簧卡头刀柄
BT40—ER25-80
ER25
卡簧ER25—10
4
T04
Φ8。5高速钢直柄麻花钻头
Φ8.5
莫氏短圆锥钻夹头刀柄
BT40—Z16—45
B16
自紧式钻夹头B16
5
T05
Φ11。8高速钢锥柄麻花钻头
Φ11。8
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
6
T06
Φ19高速钢锥柄麻花钻头
Φ19-M2
有扁尾莫氏圆锥孔刀柄
BT40—M2-60
MT2
7
T07
Φ26高速钢锥柄麻花钻头
T03
Φ2中心钻
1500
120
6
钻2×Φ30H7、4×Φ12H7、6×M10—7H至Φ8.5
T04
Φ8。5钻头
700
80
7
扩4×Φ12H7至4×Φ11。8
T05
Φ11.8钻头
500
90
8
扩2×Φ30H7至2×Φ19
T06
Φ19钻头
300
80
编制
审核
批准
共4页
第1页
(单位)
数控加工工序卡片
产品名称或代号
T10
机械加工工艺卡片实例
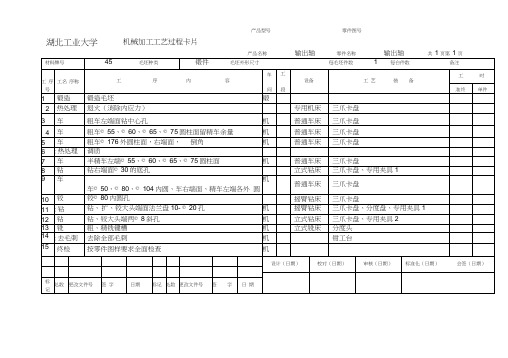
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
零件加工工艺卡模板

工步号
工步内容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/min)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
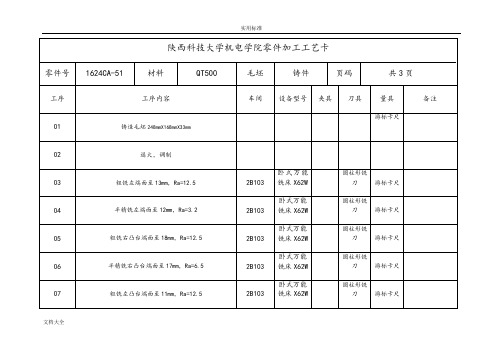
××大学××学院零件加工工艺卡
零件号
材料
毛坯
页码
第共
工序
工序内容
车间
设备型号
夹具
刀具
量具
备注
设计
日期
审核
日期
批准
日期
××大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称设ຫໍສະໝຸດ 型号设备编号同时加工件数
夹具编号
夹具名称
加工工艺流程卡

加工工艺流程卡
注意:严格按照作业流程进行生产,以上所有尺寸后附图纸,标明实测尺寸。
每个作业流程零部件都要先进行自检,由车间主任签字确认后,再向检验员报检,并填写判定结果(合格、不合格)并签名。
如有不合格的在纠正后必须重新进行检验,合格后才可以转到下一道工序继续作业。
钢架蒙皮工艺流程卡
注意:严格按照作业流程进行生产,以上所有尺寸后附图纸,标明实测尺寸。
每个作业流程零部件都要先进行自检,由车间主任签字确认后,再向检验员报检,并填写判定结果(合格、不合格)并签名。
如有不合格的在纠正后必须重新进行检验,合格后才可以转到下一道工序继续作业。
零件机械加工工艺过程卡

游标卡尺
10
普铣
10
粗铣肋板左上槽,Ra=
立式铣床
圆柱形铣刀
游标卡尺
11
普铣
11
粗铣肋板右上槽,Ra=
立式铣床
圆柱形铣刀
游标卡尺
12
数铣
12
数铣顶架上端面5mm,Ra=
数控铣床
圆柱形铣刀
游标卡尺
13
数铣
13
数铣顶架前端面、左端面、后端面,Ra=
数控铣床
圆柱形铣刀
游标卡尺
14
普铣
14
粗铣顶架左端面成R=12mm的半圆柱,Ra=
立式铣床
圆柱形铣刀
游标卡尺
5
普铣
5
粗铣底架左端面5mm,Ra=
立式铣床
圆柱形铣刀
游标卡尺
6
普铣
6
粗铣底架前端面5mm,Ra=
立式铣床
圆柱形铣刀
游标卡尺
7
普铣
7
粗铣底架后端面5mm,Ra=
立式铣床
圆柱形铣刀
游标卡尺
8
普铣
8
粗铣肋板左下槽,Ra=
立式铣床
圆柱形铣刀
游标卡尺
9
普铣
9
粗铣肋板右下槽,Ra=
立式铣床
编制
审核
时间
重庆大学工程培训中心
《工程培训 自主创机械加工工艺过程卡(总3页)
零件机械加工工艺过程卡
加工零件名称
图号
零件坯料类型
零件材料
生产类型
(数量)
新型托架
CQU436
铸件
45#钢
1
工序号
加工方法
工步号
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
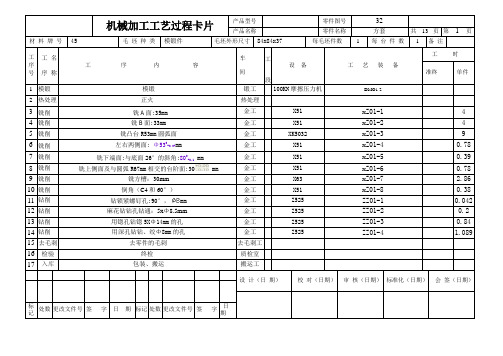
机械加工工艺过程卡片
零件图号 零件名称
32
方套
1 每 台 件 数 共 13 页 第 1 备 注 工 时
机械加工工艺过程卡片
产品名称 材 料 牌 号
1 页
45
毛 坯 种 类
模锻件
毛坯外形尺寸
84x84x37
每毛坯件数
工 序 号
工 名
工 序 内 容
车 间
工 设 段 备 工 艺 装 备 准终
DMO1-2
序 称 模锻 正火 铣 A 面:35mm 铣 B 面:33mm 铣凸台 R53mm 圆弧面 左右两侧面: Φ53
模锻件
设备名称 卧式铣床 夹具编号 01
84x84x37
设备型号
X51
工序工时 (分) 工位器具编号 工位器具名称 准终 单件
工步号 1
工
步
内
容
工
艺
装
备
主轴转速 r/min 100
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
铣 A 面:35mm
XZ01-1
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
XZ01-2
工步工时 机动 辅助 79 4
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字
日
期
产品型号
零件图号 零件名称 车间 金工 毛 坯 种 类 工序号 工序名称
切削深度 mm 30
进给次数 100
模具零件加工工艺卡(参考)

6 钻孔
钻 4 个 ? 6.8 高为 25 的孔
300× 200× 50
件数
1件
加工设备 打磨机床
夹具
工艺设备 刀具
量具
平口虎钳
砂轮
游标卡尺
备注 打磨
普通铣床
平口虎钳 ? 16 铣刀 游标卡尺
打磨机床
平口虎钳
砂轮
游标卡尺
普通铣床 普通铣床
平口虎钳 平口虎钳 平口虎钳
? 10 铣刀 游标卡尺
小锉刀、 砂纸
普通铣床 普通铣床 普通铣床 数控铣床 数控铣床 电火花成型机
平口虎钳 平口虎钳 平口虎钳 平口虎钳 平口虎钳
小锉刀、 砂纸
? 6.8 钻 头
M8攻丝刀
? 11.8 钻 头
? 12 铰刀
游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺
以工序 6 的孔中 心为攻丝中心
以工序 8 的孔中 心为铰孔中心
平口虎钳 ? 8 钻头 游标卡尺
3 钻孔
4
铣沉
孔
5 钻孔
6 攻丝
7 钻孔
8 攻丝
编制者 / 日期
钻 1 个 ? 12 的通孔 铣 1 个 ? 51 高为 15 的沉孔
钻 2 个 ? 5 高为 16 的孔 攻 2 个 M6的螺纹
钻 2 个 ? 4.2 高为 14 的孔 攻 2 个 M5的螺纹 05 模具 3 班 王大华 /2008.3.28
量具
平口虎钳
砂轮
游标卡尺
备注 打磨
普通铣床
平口虎钳 ? 16 铣刀 游标卡尺
打磨机床
平口虎钳
砂轮
游标卡尺
普通铣床
平口虎钳 ? 10 铣刀 游标卡尺
典型零件的加工工艺过程卡
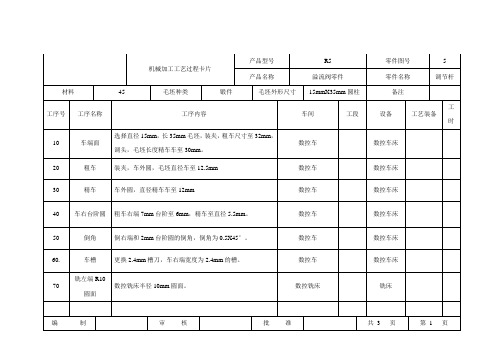
60
打孔
更换直径为10mm的麻花钻,左端打定位孔,并用直径2mm钻深度为14mm的中心孔。
钻床
钻床
70
钻孔
在距最左端16mm位置为中心钻直径4mm通孔。
钻床
钻床
编制
审核
批准
共3页
第3页
装夹,车外圆,毛坯直径车至12.5mm
数控车
数控车床
30
精车
车外圆,直径精车车至12mm
数控车
数控车床
40
车右台阶圆
粗车右端7mm台阶至6mm,精车至直径5.5mm。
数控车
数控车床
50
倒角
倒右端和2mm台阶圆的倒角,倒角为0.5X45°。
数控车
数控车床
60.
车槽
更换2.4mm槽刀,车右端宽度为2.4mm的槽。
数控车
数控车床
70
铣左端R10圆面
数控铣床半径10mm圆面。
数控铣床
铣床
编制
审核
批准
共3页
第1页
机械加工工艺过程卡片
产品型号
R3
零件图号
3
产品名称
溢流阀零件
零件名称
阀芯
材料牌号
40Cr
毛坯种类
柱体
毛坯尺寸
20mmX65mm柱体
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
10
车外圆
装夹,先粗粗车外圆至17mm,后精车外圆直径至16mm。
数控车
数控车床
20
车台阶
车右端6mm台阶,并倒角。
数控车
数控车床
轴类零件工艺设计工序卡片

76
2
15
0.0111
1
13
4
精磨φ30外圆面
平形砂轮
40
2
15
0.0111
1
5.4
5
精磨φ37外圆面
平形砂轮
90
4
15
0.0111
1
14.7
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第6页
车间
工序号
工序名称
材料牌号
车床
5
铣键槽
毛坯种类
通用夹具
68.5
6
铣键槽
在φ35、φ37、φ40外圆柱面上铣键槽
机加工
铣床加工
X53T
专用夹具
41
7
检验
去毛刺,检验
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代右半轴
共7页
第2页
车间间
工序号
工序名称
材料牌号
车床
1
车端面
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
1
21
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第5页
车间
工序号
工序名称
材料牌号
车床
5
精磨加工
毛坯种类
毛坯外型尺寸
零件加工实用工艺卡片汇总情况
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
去毛刺
钳工台、平挫
2
清洗
3
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗镗φ110至φ108mm
数字显示卧式镗床TX611B
796
30
0.5
1.5
1
18s
5.2s
2
半精镗孔φ110至φ109.3mm
数字显示卧式镗床TX611B
1062
40
0.3
0.75
1
22s
3.3s
3
热处理表面淬火、低温回火
淬火机
4
精镗孔φ110至φ110mm
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗铣左凸台端面至11mm
375
94.25
0.23
2
1
1.54m
0.23m
2
半精铣左凸台端面至10mm
950
238.76
0.23
1
1
1.54m
0.23m
3
倒角
设计(日期)
校对(日期)
审核(日期)
机械加工工艺卡经典模板

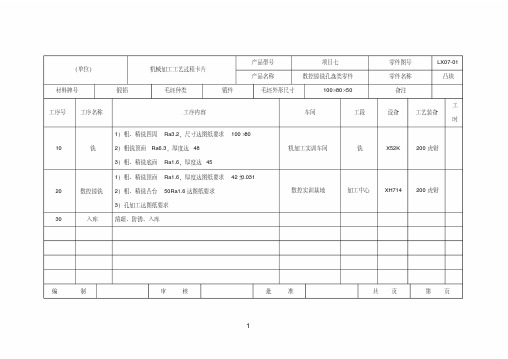
机械加工工艺卡经典模板产品名称:数控镗铣孔盘类零件毛坯种类:锻铝工序内容:1)粗、精铣四周,尺寸达图纸要求100×80,表面粗糙度Ra3.2;2)粗铣顶面,厚度达48,表面粗糙度Ra6.3;3)粗、精铣底面,厚度达45,表面粗糙度Ra1.6;4)粗、精铣顶面,厚度达图纸要求42±0.031,表面粗糙度Ra1.6;5)粗、精铣凸台50,表面粗糙度Ra1.6,达图纸要求;6)钻孔,包括6×M10-7H、4×Φ12H7、2×Φ30H7中心孔;7)钻孔,包括2×Φ30H7、4×Φ12H7、6×M10-7H至Φ8.5;8)扩孔,包括4×Φ12H7至4×Φ11.8和2×Φ30H7至2×Φ19;9)精铣凸台50,表面粗糙度Ra0.8,达图纸要求;10)钻孔,包括4×Φ12H7、2×Φ30H7中心孔;11)钻孔,包括4×Φ12H7至Φ8.5和2×Φ30H7至Φ19;12)扩孔,包括4×Φ12H7至4×Φ11.8和2×Φ30H7至2×Φ19.工艺装备:1)机加工实训车间铣X52K200虎钳;2)数控实训基地加工中心XH虎钳。
量具:游标卡尺(精度为125±0.02mm)。
夹具名称:200机用平口虎钳。
刀具规格:1)Φ80端铣刀;2)Φ16立铣刀;3)Φ2中心钻;4)Φ8.5钻头;5)Φ11.8钻头;6)Φ19钻头。
工序号:20工步号:1-12程序编号:XXX主轴转速:500-1500r/min进给量:80-200mm/min备注:1)删除了格式错误的段落;2)将原文中的表格内容改写成了文字描述。
工序号:20工步号:17零件名称:凸块材料:锻铝零件图号:LX07-01使用设备:XH714型立式加工中心主轴转速:300r/min、150r/min、1100r/min、1000r/min 进给量:60mm/min、50mm/min、120mm/min、100mm/min车间:数控实训基地背吃刀量:200±0.02mm量具:内径表、千分尺、螺纹规、深度尺备注工步内容:1.倒4×Φ12H7、6×M10-7H角C1成T102.扩2×Φ30H7至2×Φ263.粗镗2×Φ30H7至2×Φ29.74.粗镗2×Φ35H8至2×Φ34.6深9.95.精镗2×Φ35H8深10Ra1.6成T116.精镗2×Φ30H7深10Ra1.6成T127.铰4×Φ12H7深10Ra1.6成T13工序号:20工步号:18零件名称:凸块材料:锻铝零件图号:LX07-01使用设备:XH714型立式加工中心进给量:60mm/min、50mm/min、120mm/min、100mm/min车间:数控实训基地背吃刀量:200±0.02mm量具:内径表、千分尺、螺纹规、深度尺备注工步内容:1.全数检验2.清理、防锈、入库3.审核夹具名称:200机用平口虎钳刀具号:序号刀具号刀具规格:刀体:FM90-80LD15,刀片:LDMT1504PDSR-27P,Φ16,Φ2,Φ8.5,Φ11.8,Φ19-M2,Φ26-M3以上是针对该文章中的表格进行的修改,文章中没有具体的段落,无法进行改写。
模具零件加工工艺卡(参考)【范本模板】
分步扩孔
10
铣沉孔
铣4个Ø50高为10沉孔
普通铣床
平口虎钳
Ø50铣刀
游标卡尺
以工序9的孔中心作为沉孔中心
11
钻孔
钻2个Ø8高为85的孔
普通铣床
平口虎钳
Ø8钻头
游标卡尺
14
钻孔
钻2个Ø8高为16的孔
普通铣床
平口虎钳
Ø8钻头
游标卡尺
15
挖槽
铣二个最大直径16,最小直径为10,高度为2的槽
普通铣床
游标卡尺
以工序5的孔中心作为沉孔中心
7
铣沉孔
铣4个Ø41高为1的沉孔
普通铣床
平口虎钳
Ø41铣刀
游标卡尺
以工序5的孔中心作为沉孔中心
编制者/日期
审核者/日期
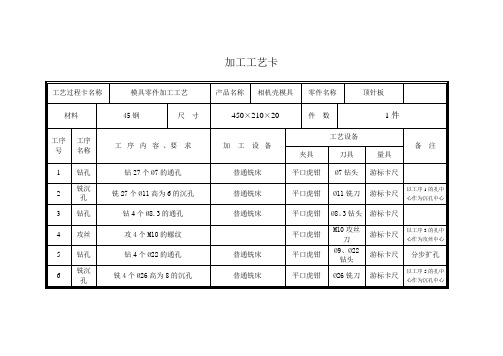
加工工艺卡
工艺过程卡名称
模具零件加工工艺
产品名称
相机壳模具
零件名称
动模板
材料
45钢
尺寸
450×330×80
件 数
1件
工序号
工序
名称工序Leabharlann 容、要 求工序号工序
名称
工序内容、要 求
加 工设备
工艺设备
备 注
夹具
刀具
量具
1
钻孔
钻4个Ø11的通孔
普通铣床
平口虎钳
Ø11钻头
游标卡尺
2
铣沉孔
铣4个Ø18高为11的沉孔
普通铣床
平口虎钳
Ø18铣刀
游标卡尺
以工序1的孔中心作为沉孔中心
3
钻孔
钻6个Ø15的通孔
普通铣床
平口虎钳
Ø9、Ø15钻头
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验
7
热处理
淬火,硬度至58~62HRC
8
磨削Hale Waihona Puke 磨削各表面达设计要求9
检验
冲孔凸模的加工工艺过程
材料:Cr12,硬度:60~62HRC
序号
工序名
工序内容
1
备料
毛坯锻成φ25mm×65mm的圆棒料
2
热处理
退火
3
铣平面
铣上、下平面,保证尺寸63mm
4
车削
车外圆,φ18mm外圆柱留磨削余量0.4mm,其余达图样尺寸
2
热处理
退火
3
铣平面
铣上、下平面,保证高度尺寸53mm
4
划线
划型孔、销孔、螺纹孔中心线
5
钻孔
钻各孔,留0.4mm的磨削余量
6
钳工
攻螺纹,去毛刺
7
检验
8
热处理
调质60~62HRC
9
磨削
磨削内外表面达设计要求
10
检验
4
钻孔
钻孔
5
车削
车削外表面并留0.4mm的磨削余量
6
镗孔
镗孔,
7
钳工
去毛刺
8
检验
9
热处理
淬火、回火,硬度至58~62HRC
10
磨削
磨削内表面和上下外表面达设计要求,
11
检验
3、柴油机排气法兰凸凹模的制造
凸模固定板的加工工艺过程
材料:cr12钢,硬度:调质60~62HRC
序号
工序名
工序内容
1
备料
毛坯锻成φ90mm×42mm×55mm的料
5
钳工
倒圆角至要求,去毛刺
6
检验
7
热处理
淬火,硬度至58~62HRC
8
磨削
磨削各表面达设计要求
9
检验
2、柴油机排气法兰凹模的制造
凹模的加工工艺过程
材料:Cr12,硬度:60~62HRC
序号
工序名
工序内容
1
备料
毛坯锻成162mm×122mm×42的料
2
热处理
退火
3
铣平面
铣上、下平面,保证高度尺寸40mm
零件加工工艺卡片
1、柴油机排气法兰冲孔凸模的制造
冲孔凸模的加工工艺过程
材料:Cr12,硬度:60~62HRC
序号
工序名
工序内容
1
备料
毛坯锻成φ13mm×65mm的圆棒料
2
热处理
退火
3
铣平面
铣上、下平面,保证尺寸63mm
4
车削
车外圆,φ8mm外圆柱留磨削余量0.4mm,其余达图样尺寸
5
钳工
倒圆角至要求,去毛刺