工艺单模板
服装工艺单模板xls-牛仔裤003

布料 规格/ 部位 腰围 臀围 裤长 大腿围 前档 后档 脚口 裤袢宽
RTE
蓝+黑牛仔布
S
M(cm)
L
84 110 111 58 25 37 40 1.2
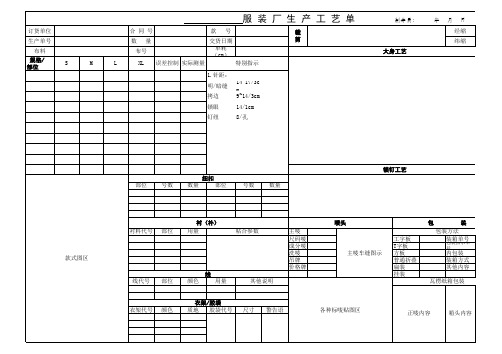
服装厂生产工艺单
合同号
款号
NZK03
裁
数量
交货日期
剪
布号
单耗 (cm)
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
其他说明 止口参照样裤
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
衣架/胶袋 质地 胶袋代号 尺寸
警告语
唛头
1 1 1 1 主唛车缝图示 1 1
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
各种标唛贴图区
正唛内容
箱头内容
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽 (参照样 裤)
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位 号数 腰头纽扣
撞钉 门襟拉链 金属
衬料代号 部位
线代号 红色线
部位
衣架代号 颜色
Байду номын сангаас
纽扣
数量
部位
1 10
1
号数 数量
止口,套 结参照样
裤
锁钉工艺
衬(朴) 用量
线
颜色
用量
粘合参数
裤子工艺单【精选文档】

牛仔裤生产工艺单一、款式设计1、款式图:2、款式说明:裤长为九分裤,小脚口,后贴袋,前月牙袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件六、缝制工艺1)前片前裤片的工序涉及缝制前侧插袋。
将相关裁片如左右袋布、小侧片和前裤片等分配给机工缝制前侧插袋.车缝硬币袋袋口明线,并将其缉在右侧片相应位置。
将袋布分别缝合在左、右侧片上,与前片缝合前把兜布做好,固定袋布并将前片半成品过渡到下一组工序.2)做前门襟及绱拉链绱拉链前,机工要准备好左右门襟裁片和前裤片半成品。
缝合好双折的底襟,将其正面转递下道工序.左右门襟和前片裆部包缝,把左半边拉链布带缉在左门襟贴边上,并与前片缝合,在左裤片上车缝门襟造型线。
然后,车缝右半边拉链与底襟,并与右裤片缝合。
本组工序最后一步:缝合前裆,缉明线.前片半成品在继续缝合前要通过质检。
3)后片事先准备好左右后袋、后育克、后裤片。
第一道工序:用特制的模板确定后袋造型线并修正尺寸,其目的是为下一道工序描绘出袋上的纹样和做份的宽窄。
用熨斗后袋造型。
与此同时,缝合后裤片和育克,最后把后袋绱在后片上.与前片一样,后片半成品在继续缝合前要通过质检.4)缝合缝制完成后袋和门襟拉链后,开始缝合前后片。
车缝牛仔裤侧缝明线,以加固前后裤片的牢度。
然后绱腰头,并在折裤口贴边前缝合下裆。
缝下道工序:制出腰带袢,一般牛仔裤有5个腰带袢:一个在后中缝,前片左右袋口各一个,另两个在前袋至后中缝之间的位置.同样,进入到下一工序之前,要进行质量检验.5)套结牛仔裤的腰头上锁头扣眼,尾部套结加固.另外,腰带袢、门襟、后袋、裆等重要部位也要套结加固。
七、整烫工艺将牛仔裤熨烫平整。
西裤生产工艺单一、款式设计1、款式图:2、款式说明:较宽松长裤,直筒裤口,后片两个省,前口袋为斜插袋,后口袋为嵌线袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件零部件裁剪图粘衬工艺裁剪图六、缝制工艺(一)检查裁片(1)检查裁片是否齐全,规格、色差是否符合要求。
服装全套工艺单模板
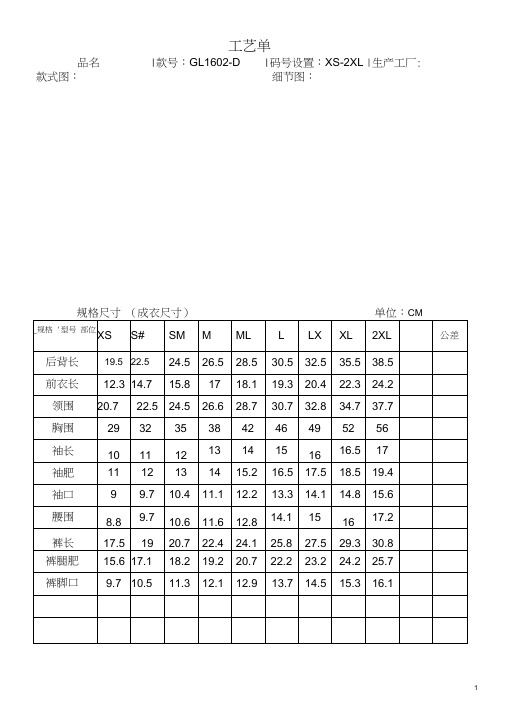
工艺单
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
生产工艺单模板
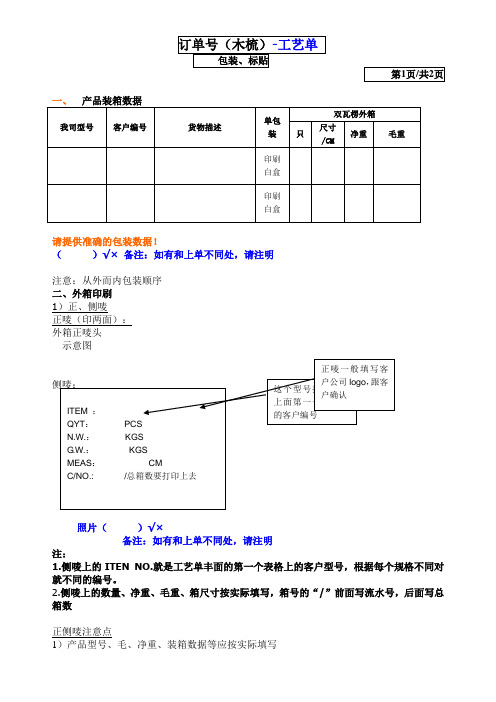
请提供准确的包装数据!
()√× 备注:如有和上单不同处,请注明
注意:从外而内包装顺序
二、外箱印刷
1)正、侧唛
正唛(印两面):
外箱正唛头
示意图
照片()√×
备注:如有和上单不同处,请注明
注:
1.侧唛上的ITEN NO.就是工艺单丰面的第一个表格上的客户型号,根据每个规格不同对就不同的编号。
2.侧唛上的数量、净重、毛重、箱尺寸按实际填写,箱号的“/”前面写流水号,后面写总箱数
正侧唛注意点
1)产品型号、毛、净重、装箱数据等应按实际填写
2)注意印2面
()√×
外箱的品质要求
1)标准双瓦楞出口纸箱
2)40’堆高外箱不得有下陷的现象
照片()√×
备注:如有和上单不同处,请注明
二、内包装及包装质量要求
1)木梳激光logo参考
1)产品包装:一个产品一个印刷内盒(中性白盒/彩盒/棕色带印刷?),1个产品装一个opp袋子?,.彩盒效果图如下,仅供参考.彩盒和彩卡设计稿详细见附件
照片()√×
备注:如有和上单不同处,请注明。
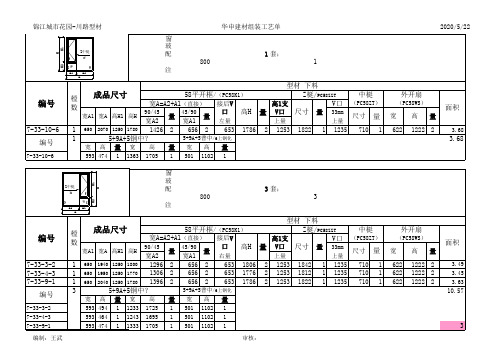
塑钢门窗工艺单模板
量
1 1 1 1 1 1
宽 622 622 622 622 622 622
高 1222 1222 1222 1222 1222 1222
量 2 2 2 2 2 2
58平开框/(PC58K1) 宽A=A2+A1(直接)
45/90
接后V V 口
左量
高H
1796 1786 1796 1786
型材 下料 Z梃/PC58ZZT 高1支 V口 量 V口 尺寸 量 33mm
上量 上量
中梃
(PC58ZT)
外开扇
(PC58WS)
面积
尺寸
量 宽A2 1406 1396 1396 1396 2 2 2 2 宽A1 656 656 65910 1250 1770 650 1950 1250 1770 650 2040 1250 1790
2 2 2 量
1 1 1
2 2 2
653 653 653
1776 1776 1796
2 2 2
1253 1253 1253
1812 1812 1832
1 1 1
1235 1235 1235
外开扇
(PC58WS)
面积
尺寸
量 宽A1 656 656 656
右量
量
1 1 1
宽 622 622 622
高 1222 1222 1222
量 2 2 2
3.38 3.45 3.65
7-31-3-2 7-31-4-3 7-31-9-1 编号
7-31-3-2 7-31-4-3 7-31-9-1 编制:王武
量 2 2 2 2 653 653 653 653 2 2 2 2 1253 1253 1253 1253 1832 1822 1832 1822 1 1 1 1 1235 1235 1235 1235
服装工艺单【范本模板】

4。分色包装,必须一个颜色一扎或一箱。
5。线头必须要清理干净,面、里不可有毛头,唛线剪干净。
6。整烫时彻骨要倒后、不可有起镜,整件平服,肩位领形左右一致。
7。所有物料不可有异味。
洗水方式及特殊工艺要求
加工厂裁床数量要求
※注意:因我公司产品全部是客户订单,件数必须严格遵守制单码数比例,件数按我公司制单数量!如出现数量、颜色、码数等误差,造成公司积压库存,必由加工方承担!
生产制单
款号:
品牌:
制单日期:
工厂名称:
季节:
制单人:
跟单:电话:
纸样师:电话:
特别注意:
工艺要求:
包装要求及整理要求
1.主唛上下倒针要牢固,不能松线
2.洗水唛车于穿起左侧骨上4寸位置,有标志一面放于上方。
3。每公分11—13针面底线不可有跳线、断线、抛线.
4.线路松紧要调好,重线位置在骨位隐密处,不能有驳线现象.
生产制单
款号;尺寸表(单位CM)品牌;
部位
M
L
XL
2XL
3XL
4XL
TOP+/-
后中长
肩宽
胸围
腰围
脚围
袖长
袖肥
袖口
领围
前夹
后夹
下单数量
颜色码数
M
XL
2XL
3XL
4XL
合计
合计
比例
总数
布料卡
辅料卡
A料
B料
C料
D料
10.后龟背要平服,不可溶皱,起包。车线要平直,止口要均匀。
11.袋口贴布要圆顺不可反止口,袋贴不可溶皱,袋口倒针要牢固。
服装全套工艺单模板

服装全套工艺单模板工艺单品名:GL1602-D码号设置:XS-2XL生产工厂:规格尺寸(成衣尺寸)单位:CM规格型号部位 XS S# S M MM L L XL L 2XL 公差后背长 24.5 26 28 30 32 35 38.5前衣长 17 18.1 19.3 20.4 22.2 24.2 12.3 14.7 15.8 领围 20.7 22.5 24.5 26.5 28.5 30.5 32.5 34.7 37.7胸围 29 31 33 35 37 39 41 43 46袖长 15.2 16.5 17.5 18.5 19.4袖肥 10.4 11.1 11.8 12.3 13.3 14.7 15.6袖口 10.6 11.6 12.8 14.1 15 16.1 17.2腰围 20.7 22.5 24.5 26.5 28.5 30.5 32.5 34.7 37.7 裤长 29 32 35 38裤腿肥 11 12 13裤脚口 38 42 46 49 52 56面料、里料料率:名称面料里料有纺衬配料组号幅宽 cm cm cm cm料率/件 cm cm cm cm编码(色号)备注裁剪比例颜色号型 XS SS M M L L XL L 2XL白色粉色军绿黑色辅料用料:名称松紧斜丝嵌条透明织带规格颜色白和黑顺面色数量 1单位 cm cm 个名称商标水洗标吊牌罩袋吊粒规格颜色数量单位个个 1 1 1码标备注裁剪要求:1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;2、根据生产通知的料率、规格、号型、数量进行裁剪;3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;1、在铺料时,需要确保每层松紧度一致,同时推刀时不能出现跑刀、重刀或漏刀的情况。
工艺文件模板

它部件工作。中测工序测此项
10、红外发光管焊接 Z 方向不能有明显不平,X、Y 方
向不能有明显偏离。初测工序测此项
目测
11、焊接的所有焊点应光滑,无漏焊、 无虚焊现象。
初测工序测此项
目测
更改通知单号 更改标记
编制 审 姓名
核 技术科
可修改编辑
签
名
日
期
描图:校对:
精选资料
日期
SB MX
设备及工装明细
大罩 小罩
4 风扇安装
5 焊线装板
6 固定电源线、 装保护罩
7 中测
8 老化
9 总测
1.8 1.4 0.5 0.1 0.4 0.35 0.1 0.1 0.2
0.1 0.5 0.1
(钻孔) (钻孔)
旧底图编号
合计
双远距离红外 发射器 远距离红外发 射器 红外发射器
3.4 3 2.05
底图编号
514358
远距离红外发射器材料清单
第 1页 共 1页
序号 名 称 1 红外发射管 2 电阻 3 有机玻璃 4 风扇 5 壳体 6 线路板
7 螺丝
8 螺丝 9 螺母
规格型号 BC-503IRC-B 140Ω(1/2W) (245mm*169mm*3mm) 12V(50mm*50mm) HL10420 225mm*142mm M3*25 M3*16 M3
每只消耗 528 48 1 2 1 1 4
4 8
单位 个 个 块 个 个 块 个 个 个
生产单位 备 注
可修改编辑
10 电源线
11 标签
精选资料
RVV(2*1.5)
18
米
60*40mm
1
工艺卡片模板

执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
生产工艺单模板
2、
3、
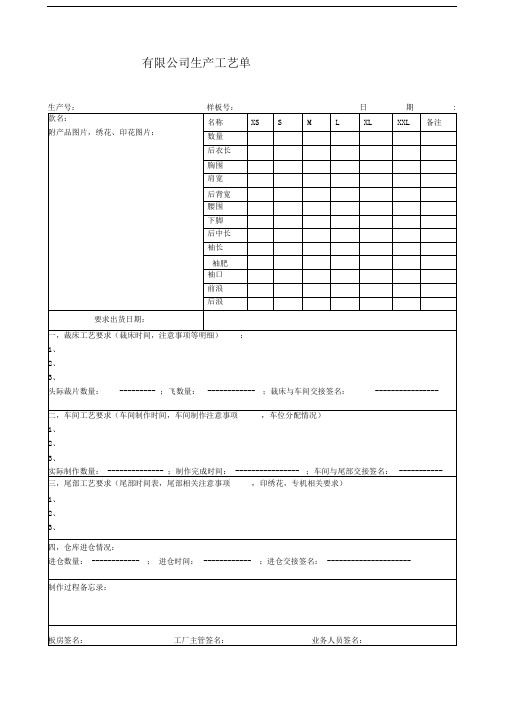
实际制作数量:;制作完成时间:;车间与尾部交接签名:
三,尾部工艺要求(尾部时间表,尾部相关注意事项,印绣花,专机相关要求)
1、
2、
3、
四,仓库进仓情况:
进仓数量:; 进仓时间:;进仓交接签名:
制作过程备忘录:
板房签名:工厂主管签名:业务人员签名:
有限公司生产工艺单
生产号:样板号:日期:
款名:
附产品图片,绣花、印花图片:
名称
XS
S
M
L
XL
XXL
备注
数量
后衣长
胸围
肩宽
后背宽
腰围
下脚
后中长
袖长袖肥袖口前浪来自后浪要求出货日期:
一,裁床工艺要求(裁床时间,注意事项等明细):
1、
2、
3、
头际裁片数量:;飞数量:;裁床与车间交接签名:
二,车间工艺要求(车间制作时间,车间制作注意事项,车位分配情况)
加工工艺单模板

A
Operater
加工起止日期
不良品单号:NA
实际工时 Act. Time
S
F
数量 Qty
操作者 Operator
检验Inspect
加工工艺单 Part Fabrication Work Order 工艺单编号 Work order No:
订单编号Order No. 材料Material: 硬度Hardness: HRC58-60 客户Customer : 零件名称Part Name: 数量Qty.
图纸版本号No.
SH-MOLEX 凸模 1
说明: MP__备料 L_车床 M_铣床 SG__平面磨 FG_成型磨 EDM__电火花 WEDM__慢走丝 PG__光曲磨 CNC_加工中心 SEDM_电穿孔 Jபைடு நூலகம்_坐标磨 HW/C_快走丝 D_钻床 ST_表面处理 E_外包 QA_成检
FRPE001-Rev.A
日期 Date 检验员 Checker
备注Remarks
备料 备料(退火状态):φ 20×50mm(材料T8A) 车 车台阶到尺寸,车安装及工作端到φ 11mm 使硬度达58—62 HRC
5 热处理 淬火 9 11
6 外圆磨 磨安装及工作端到尺寸 钳工 装配到凸模固定板后,磨尾部与凸模固定板平齐 钳工 总装配
of Drawing Version
签单日期Issue date: 预计完成日期Due date: 确认Check by :
工艺单版本号No.
补 单 类 型
服装工艺单模板
正唛内容
箱头内容
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
衬料代号 部位
衬(朴) 用量
粘合参数
线代号 部位
线
颜色
用量
其他说明
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
唛头 主唛车缝图示
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
衣架代号 颜色
衣架/胶袋 质地 胶袋代号 尺寸Leabharlann 警告语各种标唛贴图区
服装厂生产工艺单
订货单位
合同号
款号
裁
生产单号
数量
交货日期
剪
布料
布号
单耗 (cm)
规格/ 部位
S
M
L
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位
号数
纽扣
数量
部位
号数 数量
锁钉工艺
服装工艺单模板范文
服装工艺单模板范文
一、基本信息:
1.服装工艺单编号:(编号)
2.服装名称:(名称)
3.品牌:(品牌)
4.设计师:(设计师姓名)
5.流行趋势:(流行趋势)
二、服装工艺要求:
1.材质选择:(要求使用的材质)
2.服装款式:(描述服装款式特点)
3.裁剪要求:(描述裁剪要求)
4.缝纫线:(规定使用的缝纫线种类和颜色)
5.粘合剂:(规定使用的粘合剂种类和用量)
6.饰品和装饰物:(特殊饰品和装饰物的要求)
三、工艺流程:
1.设计制作:(设计师制作初版样衣的时间和要求)
2.修正款式:(根据初版样衣的反馈意见,进行修正的时间和要求)
3.打样:(根据修正款式进行打样的时间和要求)
4.评审备案:(对打样结果进行评审,并备案通过的时间和要求)
5.样衣生产:(批量生产样衣前,要求进行品质检验的时间和要求)
6.批量生产:(正式开始服装批量生产的时间和要求)
7.完工验收:(批量生产结束后的样衣完工验收的时间和要求)
四、质量标准:
1.缝制质量标准:(缝制线迹须平整,无任何松垂,无线头、线屑)
2.成品尺寸标准:(规定成衣尺寸标准范围)
3.做工要求:(详细描述服装各部位的做工要求)
五、注意事项:
1.生产工艺要求:(列出生产过程中需特别注意的事项)
2.包装要求:(描述包装材料和方法)
3.交货时间:(规定交付商品的截止日期)
六、其他:
1.特殊要求:(对特殊工艺或设计要求进行详细描述)
2.备注:(写下其他需要补充说明的事项)。
服装工艺单模板
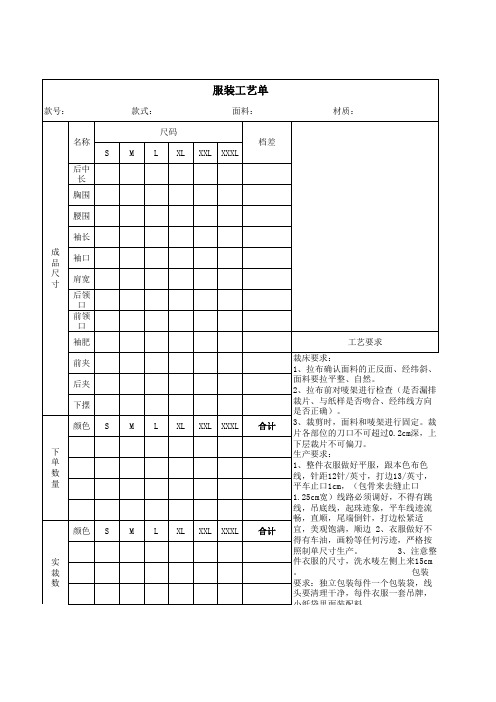
是否正确)。
M
L XL XXL XXXL
合计 3、裁剪时,面料和唛架进行固定。裁
片各部位的刀口不可超过0.2cm深,上
下层裁片不可偏刀。
生产要求:
1、整件衣服做好平服,跟本色布色
线,针距12针/英寸,打边13/英寸,
平车止口1cm,(包骨来去缝止口
1.25cm宽)线路必须调好,不得有跳
线,吊底线,起珠迹象,平车线迹流
畅,直顺,尾端倒针,打边松紧适
M L XL XXL XXXL 合计 宜,美观饱满,顺边 2、衣服做好不 得有车油,画粉等任何污迹,严格按
照制单尺寸生产。
3、注意整
件衣服的尺寸,洗水唛左侧上来15cm
。
包装
要求:独立包装每件一个包装袋,线
头要清理干净,每件衣服一套吊牌,
小纸袋里面装配料。
宜,美观饱满,顺边 2、衣服做好不
得有车油,画粉等任何污迹,严格按
照制单尺寸生产。
3、注意整
实
件衣服的尺寸,洗水唛左侧上来15cm
裁
。
包装
数
要求:独立包装每件一个包装袋,线
头要清理干净,每件衣服一套吊牌,
小纸袋里面装配料。
款号:
名称 S
后中 长
胸围
腰围
袖长
成 品
袖口
尺 寸
肩宽
后领
口
前领
口
袖肥
前夹
ห้องสมุดไป่ตู้
后夹
下摆
颜色 S
下 单 数 量
颜色 S
实 裁 数
服装工艺单
款式:
面料:
尺码 档差
M L XL XXL XXXL
材质:
工艺要求
工艺卡片模板100例
车
间
工
段
设备
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
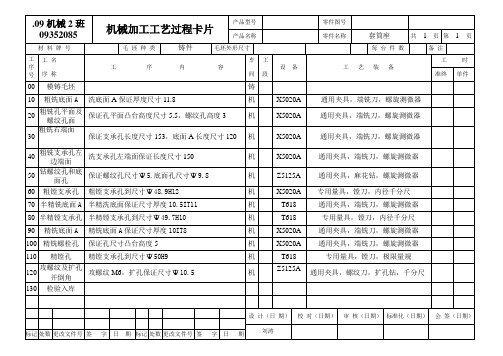
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
机
X5020A
通用夹具,端铣刀,螺旋测微器
30
粗铣右端面
保证支承孔长度尺寸153,底面A长度尺寸120
机
X5020A
通用夹具,端铣刀,螺旋测微器
40
粗铣支承孔左边端面
洗支承孔左端面保证长度尺寸150
机
X5020A
通用夹具,端铣刀,螺旋测微器
机
Z5125A
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
PCB锡板工艺单模板

注:1、尽量不减大块覆铜的横截面积;注意过孔内阻;
2、靠近板边的铜线尽量粗,但要注意板边不能露铜;
3、字符要清晰不能渗油。
工艺变更
版本号
更改号
变更内容
变更日期
拼板资料与DCK-4863-2S一致
10-30
片图
其它
五金尺寸
测试要求
编 制 / 日 期
审 核 / 日 期
批 准 / 日 期
公差±0.1mm
焊盘表面处理工艺
无铅喷锡
成品覆铜厚
每单面≥2OZ
厚度要均匀;注意覆铜及过孔内阻
过孔处理
孔壁镀铜厚≥20 um
过孔表面盖阻焊油,孔内塞油。注意过孔镀铜厚度及内阻
V-CUT深度
每面≥板厚30%
V-CUT后要容易折落
成形方式/间距铣边/1.2mm板边不能铜表面阻焊油黑油
色泽均匀,无起油,无印错油墨
字符丝印
白油
丝印清晰可辨,无漏印、错印和错位
拼板方式
/
拼板后总宽度不超过100MM(双排双拼的,中间要V割深点V-CUT深度板厚70%)
必须印周期
打样批量均需按实际生产周期修改丝印
如:“1739”代表17年第39周,假设17年41周再次下批量需改为“1741”
样品需提供规格书、切片报告、盐雾报告;每次批量反单需提供该批次周期切片和盐雾报告
供
方
公司名称
需
方
公司名称
业 务 员
采 购 员
电话号码
电话号码
传真号码
传真号码
接单日期
发单日期
2022-10-30
□ 打样:数量 打样 交样日期
PCB名称
客供资料: 实物胶壳 E-Mail 原理图纸 其它