耳带机操作流程
口罩耳带焊接机的工作原理

口罩耳带焊接机的工作原理
口罩耳带焊接机是一种用于口罩生产的设备,其主要功能是将口罩的耳带固定在口罩本体上,使口罩可以更好地贴合使用者的面部。
这种机器的工作原理相对简单,但却非常重要。
口罩耳带焊接机通过传送带将已经制作好的口罩送入焊接区域。
在焊接区域,口罩被定位在一个固定的位置上,确保耳带与口罩的位置准确无误。
接下来,焊接机的主要部件——焊接头开始工作。
焊接头上配备有热熔胶,当热熔胶被加热到一定温度后,会变成液态,这时焊接头会将热熔胶涂抹在口罩的耳带上。
焊接头会施加一定的压力,使热熔胶充分与口罩的耳带粘合在一起。
这样一来,口罩的耳带就被固定在口罩上,不易脱落,从而确保口罩的使用效果。
在焊接完成后,口罩会继续通过传送带被送往下一个工序,进行下一步的生产。
整个过程自动化程度高,生产效率也相对较高。
口罩耳带焊接机的工作原理虽然简单,但却是口罩生产中不可或缺的一环。
只有通过这种专业设备的帮助,口罩的生产才能更加高效、稳定,从而满足人们对口罩的需求。
总的来说,口罩耳带焊接机通过热熔胶将口罩的耳带固定在口罩上,
保证口罩的质量和使用效果。
这种机器的工作原理虽然简单,但却是口罩生产中至关重要的一环。
希望随着科技的发展,口罩生产设备能够不断完善,为我们的生活提供更加便利和安全的保障。
电动打带机的操作方法
电动打带机的操作方法电动打带机是一种常用的包装设备,用于封口、粘贴和固定包装带。
正确的操作方法可以提高效率,减少操作人员的劳动强度,并确保包装带的质量。
下面将详细介绍电动打带机的操作方法。
首先,准备工作非常重要。
操作人员应该熟悉打带机的各部件以及操作要点,并检查设备是否正常工作。
确认电动打带机已经连接到电源,插头接地良好。
检查包装带的材质和规格,确保设备适配。
在正式操作之前,操作人员应该戴上适当的工作服和手套,保护好自己的安全。
同时,检查设备周围是否有碍事物,确保工作环境整洁并清除障碍物,以避免意外发生。
接下来,将包装带穿过打带机的发带器。
将发带器打开,将包装带穿过发带器上的两个滚轮,然后将滚轮闭合。
确保包装带顺畅通过,不卡住。
然后,调整电动打带机的张力。
通过旋转张力调整手柄,将张力调整到合适的程度。
通常来说,张力不宜过大,以免损坏包装件;但也不能太小,否则封口不牢固。
接下来,将包装带绕过要封装的物品,并将其连接成一个环。
使用手臂将物品包紧,确保包装带紧密贴合物品表面。
然后,将包装带穿过电动打带机的带通道,将其固定住。
在一切准备就绪后,按下电动打带机的启动按钮,开始封口。
法动打带机会自动收紧并封合包装带,然后将多余的包装带剪断。
当包装带封口完成后,将包装带留出合适的长度,然后将其送入打带机的取带器。
可以使用手臂将包装带引入,并按下取带器的按钮,将包装带牢固地固定在取带器上。
最后,关闭电动打带机的电源开关,停止设备的运行。
手动收回发带器,将打包带留出合适的长度,并使用剪刀或刀具将其切断。
需要注意的是,操作人员在操作过程中要集中注意力,避免分心或赶工。
定时对电动打带机进行维护和保养,清除灰尘和飞溅物。
并遵守操作规程,妥善保管设备和工具,以确保整个操作过程的安全性和效率性。
总之,电动打带机的操作方法简单而精确。
只需按照上述步骤进行操作,加上一定的经验积累,操作人员就能够熟练地使用电动打带机完成包装工作。
口罩外耳带熔接机操作及维护规程

口罩外耳带熔接机操作及维护规程KANGGU口罩外耳带熔接机操作及维护规程编制人Drafter:−−文件编号Code设备部分发部门Release to审核人Reviewed by:批准人Approved by:−−−−生效日期设备部、生产部、质量部−−Effective Date1目的Purpose建立口罩外耳带熔接机的操作规范与维护程序,以规范员工的操作,起到指导作用。
2范围Scope本规程适用于对本公司的口罩外耳带熔接机的操作与维护。
3职责Responsibility3.1生产操作人员需按照本操作规程设定参数、进行生产操作3.2维修人员需按照本操作规程定期维护保养。
4平安请求Safety Requirement4.1操作员必须在培训考核合格后才能上岗作业。
4.2操作中若出现异常响动或故障先兆,先按下停止按钮切断电源并及时联系维修并上报部门主管。
4.3操作人员在自动模式下禁止触碰机器运动部位,以免被机器碰伤。
4.4禁止人员在机器工作范围内嬉闹追逐4.5肯定要在电源堵截的情况下进行维修。
4.6停机清扫时,必需关闭电源。
5操纵流程Operating Procedure5.1开机前检查5.1.1翻开控制柜内的电源开关。
翻开压缩空气开关。
按下控制面板上“电源开”是否工作。
把自动/手动开关调到“手动”5.1.2打开超声波电源,检查超声波是否正常。
5.1.3工艺参数气压超声波振幅耳熔工夫5.1.4检查链条上是否有异物,风扇是否正常。
5±1kg/cm21-3段0.1±0.02s。
开始/截止按钮按下“截止”按钮,检查触摸屏状态。
.KANGGU口罩外耳带熔接机操作及维护规程文件编号Code定在耳带线头夹指上。
5.1.6将口罩片一片一片放置在料盘的空位上。
5.1.7拔起“开始/停止”按钮至“开始”状态。
5.1.8在触摸屏手动模式按下响应的按钮,就可以检查响应的举措。
5.1.8.1按下<耳带熔接>按钮,左右两个耳带熔接汽缸同时下降,再按下此按钮,左右两个耳带熔接汽缸同时上升。
平面口罩耳带焊接机操作、清洁、维护保养规程

1平面口罩耳带焊接机操作、清洁、维护保养规程1目的建立平面口罩耳带焊接机操作、清洁、维护保养规程,使其符合生产的需要。
2范围适用于平面口罩耳带焊接机。
3责任操作人员、维护人员负责执行本操作程序。
生产技术部负责监督检查本操作程序的实施。
4程序4.1注意事项4.1.1为了安全、正确的使用机器,操作人员必须进行上岗培训,经过培训合格后方能对本设备进行操作。
4.1.2外接电源必须接有地线。
4.1.3本机是<<平面口罩耳带焊接机>>,请不要将其他物料与本机物料搞混,否则将使机器无法正常运行。
4.1.4设备在运行中如出现卡料、或其他故障时,请按急停键,严禁直接用手拔取设备上的物料,急停后用镊子或钳子等专用工具进行清除,必要时,需连电源及气源一同关闭,方可操作,以免造成伤害。
4.1.5设备电控箱内不可堆放任何物品,以保持控制器有良好的散热空间,避免线路短路,否则会造成机台损坏及人员伤害。
4.1.6设备发生故障或不能正常运转时,需及时通知专业维修人员进行检修。
检修时需先关掉电源开关,必要时要拔掉电源线和关闭气源再进行检查和维修,避免旁人误碰开关而造成伤害。
4.2操作前检查4.2.1检查电源电压(单相220V 50HZ)气源()是否符合要求,电源接地线是否牢固可靠。
4.2.2检查各滑动部分润滑情况。
4.2.3检查螺丝、拖链、气管等配件有无松动偏位。
4.2.4检查设备清洁状况是否符合要求,设备上是否有杂物。
4.3设备操作4.3.1打开电源开关,打开压缩空气阀。
4.3.2在操作屏设置页面,按照生产需求及工艺标准设置相关参数。
(参考数据:脉冲是3000,伺服右传动齿轮直径是:100,伺服手动速度是:20,伺服自动速度50,伺服加速时间50ms,伺服减速比是20ms。
)4.3.3启动机器:经过复位初始成功后按控制箱右下角之启动开关或者触屏中的<启动>,机器自动启动运行。
4.3.4若需机器停止时,则按下停止按钮,机器收到信号后自动停止。
超声波耳带焊接机设备操作维护手册说明书

超声波耳带焊接机设备操作维护手册Equipment Operation and Maintenance Manual of Ultrasonic Ear Band Welding Machine广州市普理司科技有限公司Gu an gzhou Pu lisi Tec hno logy Co.,Ltd地址:广州市黄埔区永安大道118号2号楼2楼Adress:2nd floor in2#Building,118Yongan Avenue,Huangpu District,Guangzhou电话:+86-400-8989-567Tel:+86-400-8989-567网址:Website:目录一、重要警告与危险注意事项I.Important warnings and precautions (3)二、适用范围II.Scope of application (5)三、系统参数III.System parameters (6)四、功能特点IV.Function characteristics (6)五、整机说明V.Instructions of the whole machine (7)六、开机前调整VI.Adjustment before running (8)6.1调节整机6.1Adjustment of the whole machine (8)6.2开机6.2Booting (9)6.3关机6.3Turning off (9)人机操作说明Man-machine operation instruction (10)7.1首页7.1The homepage (10)7.2功能参数(首页5进入)7.2Function parameters(Entering from5in the homepage) (11)7.3系统参数(功能参数2进入)7.3System Parameters(Enter in Function parameters2) (13)7.4动作测试(功能参数4进入)7.4Action test(Enter in function parameters4) (14)7.5功能测试(功能参数5进入)7.5Function test(Emger in the function parameters5) (16)七、设备的使用VII.Operation of the machine (18)8.1设备的启动与关闭8.1Turning on and off of the Machine (18)8.2设备的运行8.2Running of the machine (18)八、异常故障排除Viii.Abnormal faults shooting (19)9.1常见故障9.1Common faults (19)一、重要警告与危险注意事项I.Important warnings and precautions1、在使用有关于腐蚀性产品时,注意避免该项物品触到或溅到机器本身及人员。
助听器操作手册

助听器操作手册一、前言助听器是一种能够帮助听力障碍者提高听力能力的设备。
本操作手册旨在介绍助听器的基本操作,帮助用户正确使用助听器,以获得更好的听觉体验。
二、安装与配对1. 准备工作:a. 确保助听器电池已装入助听器,并为其充电。
b. 选择合适的耳塞尺寸,并将其安装到助听器上。
2. 打开助听器:长按助听器上的电源按钮,直到指示灯亮起。
3. 配对助听器与手机/其他设备:a. 在手机设置中,打开蓝牙功能。
b. 在助听器中,进入配对模式。
按照助听器说明书上的步骤操作,使助听器处于配对模式。
c. 手机将会搜索到助听器并显示在设备列表中,点击连接。
三、基本操作1. 音量调节:a. 助听器上通常配有音量加减按钮,根据个人需求调节音量。
b. 注意:过大的音量可能会对听力造成伤害,因此应适度地调整音量大小。
2. 模式切换:助听器通常装备有不同的模式,如室内模式、室外模式、降噪模式等。
按下模式切换按钮,选择适合当前环境的模式。
3. 切换耳朵:有些助听器支持左右耳的切换。
根据个人需要,选择合适的耳朵。
4. 关闭助听器:按住电源按钮,直到指示灯关闭。
四、维护与保养1. 定期清洁:a. 使用干净柔软的布轻轻擦拭助听器表面和耳塞。
避免使用化学溶剂。
b. 定期检查助听器和电池仓是否有灰尘或脏污,并及时清除。
2. 存放与保护:a. 助听器不使用时,应将其放置于干燥通风的地方。
b. 避免将助听器暴露在高温、潮湿或过度灰尘的环境中。
c. 避免将助听器摔落或受到严重碰撞。
3. 更换电池:a. 若助听器出现电量不足的情况,按照说明书的指示更换电池。
b. 注意正确安装电池的正负极。
五、注意事项1. 初次使用助听器时,建议在专业人员的指导下进行操作。
2. 请勿将助听器与其他设备混淆,以免造成使用错误。
3. 当发现助听器出现故障或异常时,应及时咨询专业人员进行维修。
4. 助听器需要定期进行检查和维护,以确保其正常工作。
5. 长时间佩戴助听器后,应注意适度休息,避免对耳朵造成过度负担。
冲击试验机操作规程
冲击试验机操作规程一、操作前准备1、确认冲击试验机是否连接正确,电源是否稳定。
2、准备冲击试样,并确认试样的尺寸、形状和表面状态是否符合试验要求。
3、确认试验环境温度和湿度是否符合试验标准要求。
4、穿戴适当的防护设备,如安全眼镜、手套等。
二、操作步骤1、打开冲击试验机的电源,启动操作系统。
2、将冲击试样放置在冲击试验机的工作台上,确保试样放置稳定,不会在试验过程中滑落。
3、设置冲击试验的参数,如冲击能量、冲击速度等。
4、启动冲击试验程序,开始冲击试验。
5、观察冲击试样的变化,记录冲击试验的数据。
6、在冲击试验结束后,关闭冲击试验机,并整理试验数据。
三、操作注意事项1、在操作冲击试验机时,必须遵守安全操作规程,确保人身安全和设备安全。
2、冲击试验机的使用必须符合国家相关法律法规的规定。
3、在进行冲击试验前,必须对冲击试验机进行充分的检查和维护,确保设备处于良好状态。
4、在冲击试验过程中,如发现异常情况,应立即停止试验,并报告相关人员进行处理。
5、在完成冲击试验后,应对冲击试验机进行清理和维护,确保设备长时间使用保持良好的状态。
四、操作后处理1、对冲击试验的数据进行整理和分析,得出试验结果。
2、根据试验结果,对冲击试样进行评价或提出改进建议。
3、清理冲击试验机的工作台和设备周围的杂物和垃圾。
硫化机操作规程一、操作前准备1、确认硫化机是否处于安全状态,包括紧固件是否松动,安全阀、压力表、电气线路是否正常。
2、检查液压油、润滑油的油位是否正常,如有需要,及时添加。
3、打开硫化机电源,检查各部分指示灯是否正常。
4、根据待硫化的物料特性,设置硫化时间和硫化温度。
二、操作步骤1、将待硫化的物料放置在硫化机内,关闭模具,并确保其紧固。
2、打开加热系统,将硫化温度升至设定值。
3、开启液压系统,对模具进行加压,直至达到设定压力。
4、保持压力不变,继续加热一定时间,然后关闭加热系统和液压系统,完成硫化。
5等待一段时间,待模具冷却后,打开模具取出硫化好的物料。
耳带焊接机设备操作维护保养规程

⽿带焊接机设备操作维护保养规程⽿带焊接机设备操作规程
⼀、⽬的
确保⽣产操作⼈员能够正确操作⽣产设备。
⼆、适⽤范围
适⽤于编号XX-PO 102^0116⽿带焊接机⽣产操作。
三、职责
⽣产⼈员负责设备的⽇常操作及维护保养。
四、操作流程
4. 1⽣产前,操作⼈员检查设备电源及相关模具是否有损坏
4. 2检查完毕后,开启设备电源
4. 3⾸次运⾏,应调整设备运⾏参数,确保⽿带焊接满⾜要求。
4.4⽣产结束后对设备进⾏清理。
五、安全操作与维护:
1、每⽉检查超声波发⽣器元件是否正常⼯作
2、每⽉检查超声波换能器零件是否正常⼯作
3、⽓动系统中滤⽔器每⽉放⽔,各个接头密封度良好。
4、严禁头、⼿放置在模具下⽅,防⽌发⽣事故。
编制:审核:批准:。
耳模和耳道机注意事项

耳模和耳道机注意事项耳模和耳道机注意事项一、耳模的正确配戴步骤:1、配戴或脱下耳模前首先将助听器关闭或把声音调至最低。
2、用另外一只手把耳朵稍向后上方拉,用拇指及食指夹住耳模,(左手负责左耳,右手负责右耳)把耳模的耳道部分向着耳朵,并慢慢放进耳道。
如不能放到正确位置上,就可在耳模的耳道部分簿簿地抹上一层凡士林就更容易配戴了。
注意不要把管道小孔堵塞。
3、把耳道部分放好后,将耳模向后旋转按下,让耳壳和耳轮依次就位,最后轻拉耳廓按紧耳道部分。
4、将助听器放至耳后,注意勿使胶管扭曲。
5、用手指沿着耳朵内的层次,检查耳模是否已安装好,确保耳模各个部位放置正确。
6、打开助听器开关,调整音量到适合位置,便可开始收听。
7、把助听器取下时,先把助听器关闭或调低音量,用手指夹住耳模部分,与配戴步骤相反,依次退出耳模。
二、恰当保养助听器,延长使用寿命根据对定制机的研究结果表明:耳垢(耵聍)堵塞、受潮、无意坠落冲击是造成助听器损坏的三大原因。
1. 耳垢的损坏:耳垢堵塞是造成受话器损坏的主要原因。
我国人的耳垢属于干性,正常在平时的讲话、咀嚼、走路时因为震动会将大部分耳垢从耳道内逐步振动掉出,但有一部分会残留在耳道内,特别是在戴上定制机后,耳道口被堵塞,耳垢无法掉出,耳垢“走投无路”只能往定制机的受话器孔里去,轻则使声音变轻,重则使受话器严重堵塞而造成损坏,给带来不必要的损失。
2. 水汽的危害:水汽会从电池仓门、各种调节钮的缝隙进入内部并积存,影响助听器材的内部线路、造成定制机机壳内腔体积积存水汽,腐蚀机芯和内部线路。
(平时注意不用潮湿的手调节助听器或者给雨水淋到。
)在我国南部地区(梅雨季节),气温高的时间比较长,空气中的水汽又比较多,因而经常梳洗、冲凉后难免有少量水溅入耳道。
正常人耳道会很快挥发,但耳聋者在耳道有水的情况下,如果未擦干就戴上定制机,会将水完全堵在定制机到鼓膜之间很小的耳道空间内水受热后变成水汽,进入受话器的腔体深处,再逐步冷却积累成液体水,对受话器内极小的零件不停浸泡,损伤受话器,轻则产生声音异常,重则使受话器彻底损坏。
一次性使用医用口罩耳带焊接操作规程
文件制修订记录
1.0目的:
为了保障本公司生产的一次性医用口罩类产品的生产,确保操作员的正确操作和设备的正常运行,保证产品的生产效率和质量。
2.0范围:
适用于口罩自动生产线自动化设备-口罩带焊接自动生产线。
3.0操作步骤:
3.1接通气阀,检查气压是否处于正常气压状态,有无漏气现象,正常工作气压为0.6-0.8Mpa。
3.2接通电源,将电源开关打开,检查操作显示屏是否正常。
3.3打开超声波焊接机开关按钮,检查机器指示是否正常。
3.4物料上料,口罩带上机,装至机器正确工位。
3.5检查机器运行参数,并调节至正确工艺参数,见5 工艺参数。
3.6切换至自动,按下启动按钮。
3.7将口罩片人工放入机器工位,设备检测到后,机器开始运转。
3.8工作中如果出现异常状况,按下急停按钮,所有动作停止,待故障排除后再将按钮右转,解除急停命令。
4.0注意事项:
4.1检查机器运行情况,并且无卡料现象。
4.2卡料时停机并按复位按钮,将错位归到原位,及时排除故障。
4.3制造中出现的设备本体材料的机械损伤应及时对零件进行修复和处理,必要时更换零件。
4.4机台保持整洁,原材料堆放整齐。
5.0工艺参数:
表1: 机器运行参数表
设备的维护及保养记录在《设备日常保养维护清洁记录表》中。
耳穴仪的基本操作流程
耳穴仪的基本操作流程英文回答:Operating an ear acupoint device involves several basic steps. Here is a step-by-step guide on how to use an ear acupoint device effectively:1. Familiarize yourself with the device: Before using the ear acupoint device, it is important to read the user manual and understand its functions and features. This will help you operate the device correctly and maximize its benefits.2. Prepare the device: Ensure that the device is fully charged or has fresh batteries. Clean the device and any accessories, such as ear probes, with a mild disinfectant solution. This helps maintain hygiene and prevent the spread of infections.3. Identify the acupoints: Use a chart or guide tolocate the specific acupoints on the ear that you want to stimulate. Each acupoint corresponds to a specific area or organ in the body. For example, the Shen Men point is known for its calming and stress-relieving effects.4. Cleanse the ear: Gently clean the ear with a cotton swab or a soft cloth to remove any dirt or oil. Thisensures better contact between the device and the acupoints.5. Apply conductive gel: Apply a small amount of conductive gel or water-based lubricant to the ear probesor electrodes. This helps improve conductivity and ensuresa comfortable experience during the treatment.6. Position the device: Place the ear probes or electrodes on the desired acupoints. Make sure they are firmly in contact with the skin. Some devices may have adjustable straps or clips to secure them in place.7. Set the intensity and mode: Start with a lowintensity level and gradually increase it to a comfortable level. Most devices offer different modes, such ascontinuous, pulse, or massage. Choose the mode that suits your needs or follow the recommendations in the user manual.8. Start the treatment: Once the device is properly positioned and the settings are adjusted, you can start the treatment. Follow the recommended treatment duration for each acupoint. Some devices have built-in timers to trackthe treatment time.9. Monitor your body's response: Pay attention to any sensations or changes you experience during the treatment.It is normal to feel a mild tingling or warmth around the acupoints. Adjust the intensity or mode if needed to ensure a comfortable and effective treatment.10. After the treatment: Once the treatment session is complete, turn off the device and remove the ear probes or electrodes. Clean the device and accessories again, if necessary. Store the device in a safe and dry place for future use.Remember, it is important to consult with a healthcareprofessional or acupuncturist before using an ear acupoint device, especially if you have any underlying medical conditions or are pregnant.中文回答:耳穴仪的基本操作流程包括以下几个步骤。
口罩耳带机操作及维护规程
耳挂机操作及维护规程一、目的:建立耳挂机的操作规程,以保证该仪器的合理使用和维护。
二、适用范围:本规程适用于我司耳挂机的使用操作过程与维护保养过程。
三、职责:操作人员负责实施,车间管理员四、工作内容:1、安全要求1.1操作员必须在培训考核合格后才能上岗作业。
1.2操作中若出现异常响动或故障先兆,先按下停止按钮切断电源并及时联系维修并上报部门主管。
1.3任何时候手指等身体部位不能置于机头,皮带,皮带轮等机器部件下,时刻保持安全意识,防止压伤、夹伤。
1.4机器机头运行时高速旋转,手接触容易造成手碰伤。
1.5操作人员在穿线时应注意手和钩针的位置,以免手被割伤。
1.6一定要在电源切断的情况下进行维修。
1.7停机清扫时,必须关闭电源。
2、操作流程2.1开机前检查2.1.1把原料线卷放入放线架,上层为低弹丝,下层为高弹丝。
2.1.2把两根原料线拉出穿过夹线器至导线钩。
2.2开机2.2.1电源:打开控制箱内的空气开关。
2.2.2旋转控制箱侧面电机开关,机头【开关】至“开”,压轮【开关】至“开”。
电机开始运行。
2.2.3把两根原料线向下穿过机头,用手转动机头几圈,使线挂绕在钩针上。
2.2.4挂上机头底部的皮带,机头旋转后开始运行。
2.2.5操作人员观察产出的耳挂是否有漏针、起毛等缺陷,通过导轮耳挂进入产品箱内。
电机开关机头穿线压轮(下为机头开关,上为压轮开关)2.3关机2.3.1旋转控制箱侧面电机开关,机头【开关】至“关”,压轮【开关】至“关”。
电机开始运行。
2.3.2电源:关闭控制箱内的空气开关。
2.3.3操作结束后,必须清除机器运行处粘附的碎屑和污物,并依据清场规程整理生产附件和工作场地。
3、维护和保养3.1每日维护,由生产操作员工完成,并填写《耳挂机每日清洁、安全检查记录》。
3.2经常检查机头部分,清洁杂物碎屑。
3.3每周维护,由设备检修员完成,并填写《耳挂机每周预防性维护检查表》3.3.1检查部件完好情况:查看紧固部件有无松动开关是否正常工作。
口罩耳带焊接机技术操作指导书(06耳带)
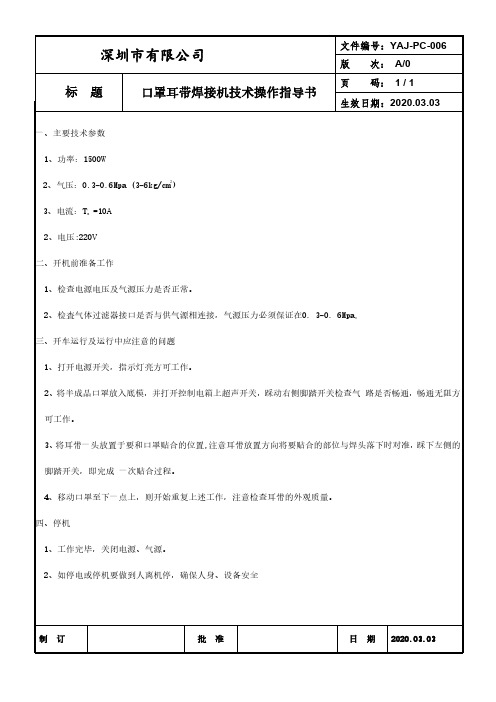
三、开车运行及运行中应注意的问题 1、打开电源开关,指示灯亮方可工作。 2、将半成品口罩放入底模,并打开控制电箱上超声开关,踩动右侧脚踏开关检查气 路是否畅通,畅通无阻方 可工作。 3、将耳带一头放置于要和口罩贴合的位置,注意耳带放置方向将要贴合的部位与焊头落下时对准,踩下左侧的 脚踏开关,即完成 一次贴合过程。 4、移动口罩至下一点上,则开始重复上述工作,注意检查耳带的外观质量。
深圳市有限公司
标题
口罩耳带焊接机技术操作指导书
文件编号:YAJ-PC-006 版 次: A/0 页 码: 1 / 1 生效日期:2020.03.03
一、主要技术参数 1、功率:1500W 2、气压:0.3-0.6Mpa (3-6kg/cm2) 3、电流:Tm =10A 2、电压:220V
二、开机前准备工作 1、检查电源电压及气源压力是否正常。 2、检査气体过滤器接口是否与供气源相连接,气源压力必须保证在0. 3-0. 6Mpao
平面口罩机机械结构原理生产工序介绍(附图说明)

平面口罩机机械结构原理生产工序介绍近期口罩异常火爆,导致口罩数量严重紧缺。
口罩机也倍受交注,现对口罩机生产工序图纸技术做一个分享(各代机型中这部分的结构略有不同),献给有需要的朋友,希望对大家有帮助。
1、口罩主体制作工序原材料上料工序布料放置架2、口罩主体处理工序2、工序中的机构分析整个工序,除分离输送带部分,只有一个驱动电机,每个运动滚筒的动力都来自这个电机,而中间动力的传递都是通过链轮链条、齿轮等传动机构。
褶皱鼻梁线切断工序褶皱成形要注意布料放置架与双刀旋切的水平校准问题,很容易产生褶皱不在中心进料跑偏等问题,工序中的鼻梁线的驱动,切断原理为滚切,切断同时布料完成一侧的折边,具体看下图:3、主体分料工序、分料机构因为前面的工序效率比较高,为了生产速度匹配,就用了一拖二的方式,而这个工序就是用来分配前道工序过来的口罩主体。
图中 3 个红色的是口罩主体,上一道工序会将口罩主体送入中间位置,然后由两侧的拨杆分别将口罩主体,依序的拨入左右两侧,推料气缸再将口罩主体推入输送带。
4、耳带熔接/折叠因为耳带熔接/折叠工序-1 和-2 是一样的,所以这里就只分析一个。
一、工作顺序1、口罩主体从上一道工序,输送到入料处,跟随步进式输送线前进;2、经过耳带熔接机构,将耳带熔接在口罩主体上;3、经过耳带折叠机构,将耳带向内折叠;(这个机构就是我前面提到的,比外耳式多的一道工序)4、完成的口罩进入码垛机构,然后每码垛 10 个,放到下料输送带,再由人工取走。
二、机构分析1、步进式输送线其实输送线很普通,主要是想说一下它固定载具的方式:2、耳带熔接机构1)先说一下这个机构的具体动作顺序输送线将口罩主体输送到口罩停止位→耳带处理机构,将耳带放置在口罩两端;→压紧机构下压;→超声波熔接机工作,将耳带熔接在口罩上;→完成。
2)还是惯例,说一下值得一说的机构估计这一个机构,大家最感兴趣的就是,耳带是怎么截取并放到口罩上的。
先说一下,口罩左右两侧的耳带处理机构是对称的,所以原理是一样的。
全自动口罩机(一拖二)使用及维护标准操作规程
1.目的:建立一个全自动口罩机(一拖二)使用及维护标准操作规程。
2.范围:适用于全自动口罩机(一拖二)的操作及维护。
3.责任人:生产部操作人员。
4.规程:4.1设备操作规程4.1.1开机步骤:打开空气压缩机电源和空气开关,每台设备上按“复位”按钮让设备进行复位,复位完成后,把设备上和“手 /自动”拔到自动状态;4.1.2将物料至于物料架上面,开启片料成型机电源;4.1.3初始化片料成型机后,启动片料成型机;慢速运行布料至压片成型位置牵引口罩片正常后暂停片料成型机;4.1.4开启耳带焊接机电源,4.1.5初始化焊耳机后,调至手动模式,将耳带穿好牵引正常;4.1.6按绿色启动键。
开启分片机电源,初始化分片机后,按绿色启动键;4.1.7开启片料成型机,调整调速开关,检查出片是否正常。
4.1.8开启联机操作。
4.1.9常见故障处理:设备上有全中文触摸屏,自动运行中如有异常发生,只需按触摸屏上的异常信息排除异常后按“启动”键,设备将继续自动运行!4.1.10触摸操作说明:在手动状态上可以点相对应的键进行手动操作,一般是初次调试的使用,正常生产过程中不会用到手动操作。
4.1.11参数页面(进入需要密码),是设备自动运行时需要设定的相关参数,一般出厂时都设定好了,一般不得修改,一定要修改时,应先记录好当前参数再修改,不合适时再按修改前的参数设置。
4.2维护和保养4.2.1每日操作,由生产操作员工完成,并填写设备使用记录。
4.2.1.1经常检查对辐部分,清洁杂物碎屑。
4.2.2每月维护保养两次,由设备检修员完成,并填写《设备维护保养记录表》。
4.2.2.1检查部件完好情况:查看紧固部件有无松动开关是否正常工作。
如有损坏,应及时更换。
4.2.2.2对设备进行大清理时,清除所有的积粉。
把各个机构用干净的干布擦拭干净。
电器箱内部应使用吸尘器吸干净。
4.2.2.3对传动系统及其他润滑点进行加油润滑,以保证系统运转稳定。
压纹、钉耳联合机组安全操作规程
压纹、钉耳联合机组安全操作规程1. 安全操作概述为了保障工作场所的安全和员工的身体健康,本文档将详细介绍压纹、钉耳联合机组的安全操作规程。
通过遵循以下规程,可以最大限度地减少事故的发生,保护员工的生命和财产安全。
2. 员工安全教育和培训• 2.1 每个员工在上岗前都必须参加压纹、钉耳联合机组的安全操作培训,并通过专业的考试。
• 2.2 定期进行安全培训,包括新员工培训、定期复习和应急演练。
• 2.3 员工需熟悉所有与压纹、钉耳联合机组相关的操作规程、设备手册以及紧急情况处理流程。
3. 安全设备和工具• 3.1 确保所有安全设备和工具的安装和维护工作得到及时处理,以保障其正常工作状态。
• 3.2 保持紧急疏散设施的畅通,包括消防器材、紧急按钮和紧急出口等。
• 3.3 所有员工必须穿戴个人防护装备,包括安全帽、护目镜、安全鞋等。
4. 机组操作规程• 4.1 在操作机组之前,必须对机组进行检查,确保设备处于正常工作状态。
• 4.2 操作人员应定期进行设备维护,清洁和润滑工作,以提供安全和高效的工作环境。
• 4.3 操作人员必须熟悉机组的控制面板和操作按钮的功能,不得随意更改设备参数。
• 4.4 注意机组的负载限制,避免超负荷操作,以防止设备过热或损坏。
• 4.5 禁止私自改装机组设备,必须遵循正式程序进行任何设备更改或维修。
5. 紧急情况处理• 5.1 在紧急情况下,立即按下机组上的紧急按钮,并向相关人员报警。
• 5.2 疏散人员必须立即采取适当的措施,遵循疏散计划,有序撤离工作场所。
• 5.3 报警后,应迅速将所有员工集中在指定的安全区域,并按照紧急情况处理流程进行操作。
6. 安全意识和交流• 6.1 每个员工都有责任遵守安全操作规程,并对自己和同事的安全负责。
• 6.2 鼓励员工提出改进建议,并主动参与安全培训和交流活动,以提高全员的安全意识。
• 6.3 定期召开安全会议,分享安全工作经验和案例,加强员工之间的交流和学习。
耳带机操作流程

耳带机操作流程A.原料检查:(1)涤纶要确保:a无油b无气味c光滑洁白d无任何污染物(2)氨纶要确保:a无油b无气味c弹力适中d洁白e无任何污染物B.原料型号:宽4mm的耳带氨纶用40D的线,涤纶用75D的线。
线筒绕线方向为Z捻方向C.操作方法:(1)用医用酒精把机台擦干净。
(2)打开电源箱开关,加热管开关,滚轮速度控制开关。
(3)在机台板上面对着机头相对应的位置上前面放氨纶,后面放涤纶,两者间隙前后2cm,左右4cm,要保证两线不能碰在一起。
(4)把氨纶和涤纶通过钢丝绳引到两个夹线器内。
(5)从夹线器上引出两线合在一起穿过机头穿线孔以及引线环(6)用钩针从机头内勾出引线。
(7)右手拉住引线左手逆时针方向转动机头。
(8)用手打开针舌使每根针都勾住线一直转动机头,当机头上出现网状时说明所有的钩针都已经够到线了。
(9)把织出的耳带放入滚轮夹住。
(10)用螺丝刀把机头皮带上到机头的卡槽内。
(11)把织出的耳带放到加热管内加以定型(12)检查织出的耳带有无起毛,掉针,无弹力,脏,过窄或过宽等问题,当确认无问题之后叫检验员确认,检验合格后方可生产。
(13)在耳带的起始端用颜色比较鲜艳,深的线系住,方便找线头。
(14)在每个机头相对应的机头下面放好20x25x35的纸箱,纸箱内放好相应的塑料袋。
(15)在一台机20个头全部上好后,每半个小时对织出的产品进行巡检。
(16)写好产量日报表,不合格产品的数量。
D调修方法:(1)掉针,换针。
针的型号为双马牌12NB枚。
(也可以用16NB枚)(2)耳带的松紧:a调节夹线器的松紧度,涤纶夹线器可以紧点,氨纶的夹线器必须适中,否者会引起断纱。
b调整机头三角的位置c调节滚轮的运行速度。
E注意事项:(1)车间内不宜有明显的风力,防止纱被吹乱。
(2)操作员不要将手伸入皮带和加热管内(3)车间温度控制在25-27度之间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
耳带机操作流程
A.原料检查:
(1)涤纶要确保:a无油b无气味c光滑洁白d无任何污染物
(2)氨纶要确保:a无油b无气味c弹力适中d洁白e无任何污染物
B.原料型号:宽4mm的耳带氨纶用40D的线,涤纶用75D的线。
线筒绕线方
向为Z捻方向
C.操作方法:
(1)用医用酒精把机台擦干净。
(2)打开电源箱开关,加热管开关,滚轮速度控制开关。
(3)在机台板上面对着机头相对应的位置上前面放氨纶,后面放涤纶,两者间隙前后2cm,左右4cm,要保证两线不能碰在一起。
(4)把氨纶和涤纶通过钢丝绳引到两个夹线器内。
(5)从夹线器上引出两线合在一起穿过机头穿线孔以及引线环
(6)用钩针从机头内勾出引线。
(7)右手拉住引线左手逆时针方向转动机头。
(8)用手打开针舌使每根针都勾住线一直转动机头,当机头上出现网状时说明所有的钩针都已经够到线了。
(9)把织出的耳带放入滚轮夹住。
(10)用螺丝刀把机头皮带上到机头的卡槽内。
(11)把织出的耳带放到加热管内加以定型
(12)检查织出的耳带有无起毛,掉针,无弹力,脏,过窄或过宽等问题,当确认无问题之后叫检验员确认,检验合格后方可生产。
(13)在耳带的起始端用颜色比较鲜艳,深的线系住,方便找线头。
(14)在每个机头相对应的机头下面放好20x25x35的纸箱,纸箱内放好相应的塑料袋。
(15)在一台机20个头全部上好后,每半个小时对织出的产品进行巡检。
(16)写好产量日报表,不合格产品的数量。
D调修方法:
(1)掉针,换针。
针的型号为双马牌12NB枚。
(也可以用16NB枚)
(2)耳带的松紧:a调节夹线器的松紧度,涤纶夹线器可以紧点,氨纶的夹线器必须适中,否者会引起断纱。
b调整机头三角的位置c调节滚轮的运行速度。
E注意事项:
(1)车间内不宜有明显的风力,防止纱被吹乱。
(2)操作员不要将手伸入皮带和加热管内
(3)车间温度控制在25-27度之间。