多边形箍筋机液压驱动系统设计
顺龙数控五机头弯箍机参数
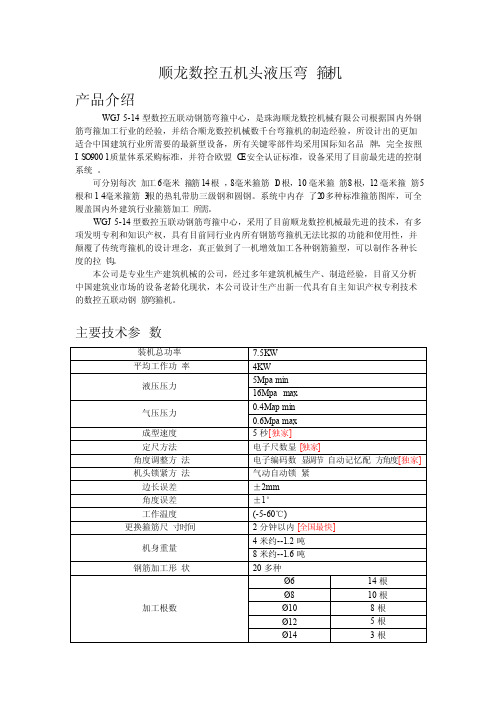
顺龙数控五机头液压弯箍机产品介绍WGJ 5-14型数控五联动钢筋弯箍中心,是珠海顺龙数控机械有限公司根据国内外钢筋弯箍加工行业的经验,并结合顺龙数控机械数千台弯箍机的制造经验,所设计出的更加适合中国建筑行业所需要的最新型设备,所有关键零部件均采用国际知名品牌,完全按照IS O9001质量体系采购标准,并符合欧盟C E安全认证标准,设备采用了目前最先进的控制系统。
可分别每次加工6毫米箍筋14根,8毫米箍筋10根,10毫米箍筋8根,12毫米箍筋5根和14毫米箍筋3根的热轧带肋三级钢和圆钢。
系统中内存了20多种标准箍筋图库,可全履盖国内外建筑行业箍筋加工所需。
WGJ 5-14型数控五联动钢筋弯箍中心,采用了目前顺龙数控机械最先进的技术,有多项发明专利和知识产权,具有目前同行业内所有钢筋弯箍机无法比拟的功能和使用性,并颠覆了传统弯箍机的设计理念,真正做到了一机增效加工各种钢筋箍型,可以制作各种长度的拉钩。
本公司是专业生产建筑机械的公司,经过多年建筑机械生产、制造经验,目前又分析中国建筑业市场的设备老龄化现状,本公司设计生产出新一代具有自主知识产权专利技术的数控五联动钢筋弯箍机。
主要技术参数装机总功率7.5KW平均工作功率4KW液压压力5Mpa min 16Mpamax气压压力0.4Map min 0.6Mpa max成型速度5秒[独家]定尺方法电子尺数显[独家]角度调整方法电子编码数显调节自动记忆配方角度[独家]机头锁紧方法气动自动锁紧边长误差±2mm角度误差±1°工作温度(-5-60℃)更换箍筋尺寸时间2分钟以内[全国最快]机身重量4米约--1.2吨8米约--1.6吨钢筋加工形状20多种加工根数Ø6 14根Ø8 10根Ø10 8根Ø12 5根Ø14 3根加工箍根最短边长(外径-mm) Ø6 130×140[独家]Ø8 140×150[独家]Ø10 150×160Ø12 160×170Ø14 200×200加工箍根板筋最长边长4米款总长不超3米88米款总长不超7米8班产量12吨/10小时(按400×400 Ø8箍筋) 每小时加工箍筋数量2000-3200个外形尺寸(长*宽*高)4米款4000×1200×950mm8米款4000×1200×950mm拼接好8000×1200×950mm自动化程度急停、断相、缺相、过载报警电子数显定尺、自动锁紧、故障自动报警、班产量计数、液压故障停运行与市场其他类型弯箍机性价及应用比对比传统机械液压单头弯箍机传统带调直弯箍单线一体机*科等数控弯箍双线一体机市面上带调直弯箍一体机顺龙五机头数控弯箍机价格低[2千-6千] 中[5万-8万] 高[18万-30万] 中[5-8万] 中低[5万以下]弯箍效率[以40cmX40cm箍筋计算] 低,日产量2000-5000个低,日产量2000-5000个中,日产量5000-10000个低,日产量2000-5000个高,日产量15000-25000个对工人熟练程度及强度要求高,要求工人非常熟练,一般没有半年以上工零,无法达到正常产量,弯大箍时劳动强度非常高中,要求工人熟练操作机器容易,但如无一定经验,钢筋很难调直中,要求工人熟练操作机器容易,但如无一定经验,钢筋很难调直,而且是双根钢筋,对调直度要求更高中,要求工人熟练操作机器容易,但如无一定经验,钢筋很难调直,而且对钢筋直度要求非常高,如有顺弯现像,更容易无法进料,而且对机械直接造成损坏等故障低,对工人无要求,只要肯干,3分钟即可学会,调节数据全数显,真正会1.2.3即可操作弯箍准确度低,因是工人先划线,然后在弯箍时对线弯箍,在弯箍时工人的随意性很大,如果要对得很准高,数控调节角度,长度,准确定还是比较高的高,数控调节角度,长度,准确定还是比较高的中,整体箍筋长度还是比较准确的,但因是单个箍筋弯箍要求动作比较快,在快速弯箍时,角度高,机器弯箍一次成型,各个机头的位置是固定不动的,所以一致性非常好,因是多个箍筋一起确,那效率就会变低,弯的准不准就看工人当时的心情而定了,一至性不好就不好控制了,所以这种类型的机器对角度控制不是很好弯箍,弯曲的速度比单个弯的速度慢些,所以角度会比较准确故障率及维修成本低,这种机器市面上已经非常成熟了,配件也容易找到中,因内部使用的是伺服电机,机器在工地室外工个环境比较差,所以伺服部分容易出问题,而且出了问题后,不是厂家出马,一般还搞不定高,因内部使用的是伺服电机,机器在工地室外工个环境比较差,所以伺服部分容易出问题,而且出了问题后,不是厂家出马,一般还搞不定高,需然没使用伺服电机,但由于其各个机头动作时速度非常快,所以磨损也会比较快,使用凸轮原理弯箍,联动太多,容易出现机械故障低,使用单动液压驱动,和普通弯箍机原理一样,而且对各个动作进行的位置检测,故障率低,即使损坏也很容易在市面上找到零配件更换维修估算价格[次]100-300 500-3000 1000-5000 300-1000 100-500自动化程度低,弯好的箍筋可以直接打包高但弯好的箍筋是直接掉在地上的,不好打包高但弯好的箍筋是直接掉在地上的,不好打包中,弯好的箍筋可以整齐的排列,容易打包中,弯好的箍筋可以直接打包,不需二次捡料更换规格和钢筋品种需时中[2-3分],直接画线,2-3分钟可更换一个规格,但更换不同直径钢筋时需重新调节角度中[5分钟],更换箍筋尺寸时,直接在电脑输入即可,但更换钢筋直径时,需重新入料,比较烦锁快[2分钟],更换箍筋尺寸时,直接在电脑输入即可,但更换钢筋直径时,需重新入料,比较烦锁,但此中机器一般配有辅助入料机构,所以相对比较快慢[15-20分钟],要自己计算并用尺量,比较烦锁,更换钢筋直径时还得重新调节弯箍角度,平均15-20分钟才能更换一种规格快,[2分钟内]更换箍筋尺寸时,直接电脑输入,自动解除机头锁紧,直接数显数据,只需移动机头到相应位置即可,更换钢筋直径时,直接在电脑更换配方即可,自动记忆角度位置,不需重新调整角度适应钢筋直径范围[mm]6-16 6-10 6-10[12] 6-10 6-14最小箍筋尺寸[CM]13X1313X1313X1315X2013X16最大箍筋尺寸无限制,但大箍筋时对工人最大对角一般不能超过90CM最大对角一般不能超过最大对角一般不能超过90CM无最大边长限制,但总长最要求很高,一不小心会打伤人120CM长不能超过3.8米[4米款]或7.8米[8米款]箍筋形状多样化一般只有两种尺寸,如要更多角度,会很麻烦样式多种,但一般应该都只是四方箍多,功能多用处不大样式多种,但一般应该都只是四方箍多,功能多用处不大只能做四方箍可以做四方箍及其他平行四边形,梯形等,5个及以下角度都可以弯能否同时做板筋拉勾可以,但长一点的板筋需要两台机器,两个人操作,比较麻烦不行可以,一般增加这个功能价格要多3万+以上不行可以,而且4米以下板筋,一个人操作即可,一次成型尺寸准确适用情况能请到适合工人,各钢筋加工场工地都比较适用对量要求不大的场地比较合适使用土豪专用,对价格不在意者很适用一般钢筋加工场,工地都不适合使用,比较适合于一个品种量比较大的情况,如果每个品种小于100个,那工人一天都在调机了不需要很专业的工人,只要有点力气,肯干就行,适用于各式钢筋加工场及工地成本回收年限无:现行一般必备,没有这个干不了活超长:效率和一个工人差不多,没法谈成本回收,只能可以说干活的工人轻松些而以长:相当于两个工人的效率,至少5年才能回收成本超长:适应性不强,不用谈成本回收了短:相当于3个工人以上的效率,每月平均工资4000元算,半年回收成本6代电脑板1块250油泵230测长轮上半部分 100。
毕业设计--液压齿轮泵的三维建模设计

毕业设计说明书题目:液压齿轮泵的三维建模设计指导教师:程德荣姓名:安祥友学号: 1100169专业:机电一体化班级:11级计算机辅助设计与制造起止日期:2013年9月日至 2013 年 11月 25日前言UG 是目前市场上功能最极致的产品设计工具,它不仅拥有现金现今CAD/CAM软件中功能最强大的Parasolid实体建模核心技术,更提供高效能的曲面建构功能,能够完成最复杂的造型设计。
UG提供工业标准之人机接口,不但易学易用,更有无限次数的undo功能、方便好用的弹出窗口指令、快捷图像操作说明、自订造作功能指令及中文操作接口等特色,并且拥有一个强固的档案转换工具,能转换各种不同CAD软件的图文件,以及重复使用原有资料。
UG是一套复杂产品设计制造的最佳系统,从概念设计到生产产品,UG广泛的使用在汽车业、航天业、磨具加工以及设计业、医疗器材产业等等,近年来更将触角深及消费性市场产业中最为复杂的领域—工业设计。
运用其功能强大的复合式建模工具设计者可以工作的需求选择最合适的建模方式:关联性的单一数据库,是大量的零件处理更加方稳定。
除此之外,组立功能、2D出图功能、模具加工功能及与PDM之间的紧密结合,使得UG在工业界成为一套无可匹敌CAD/CAM系统。
设计概述本设计主要围绕齿轮油泵设计这个实例展开。
液压油泵作为一种重要的液压元件,其规格和型号比较繁多,传统的开发过程繁琐、效率低下、绘图量大,UG作为一款高效快捷的CAD/CAM软件,克服了以上的不足之处,大大提高设计人员的开发速度,本文将着重就UG的实体建模、虚拟装配、机构仿真等功能进行齿轮油泵的设计。
齿轮油泵包含多个零部件,本设计巧妙利用UG关联性的单一数据库这一特点并综合运用多种建模方法和设计方法进行。
设计的具体要求为:(1)齿轮油泵零件建模设计;(2)齿轮油泵装配设计;(3)齿轮油泵爆炸图的创建;(4)齿轮油泵机构仿真设计;目录前言 (1)设计概述 (1)第一章机械CAD/CAM的发展与运用 (2)1.1 机械CAD/CAM的发展 (3)1.2机械CAD/CAM的运用 (4)第二章齿轮泵的设计 (5)2.1 齿轮泵的概述 (6)2.2齿轮泵的参数设计 (6)2.3齿轮泵主要部件参数确定 (9)第三章各组件的三维设计 (10)3.1泵体的三维设计 (11)3.2端盖的三维设计 (21)3.3齿轮及其齿轮轴的三维设计 (26)3.4螺钉的三维设计 (29)3.5螺纹套的三维设计 (32)第四章各组件的装配 (34)4.1 新建装配文件与添加组件 (34)4.2装配齿轮与齿轮轴 (34)4.3配对端盖 (34)4.4螺钉的配对 (35)4.5螺纹套的配对 (36)第五章创建爆炸图 (37)5.1自动爆炸 (37)5.2编辑爆炸图 (37)第六章 (38)6.1 新建仿真 (38)6.2定义连杆 (39)6.3定义质量特性 (40)6.4定义运动副 (41)6.5定义齿轮副 (42)6.6解算方案 (42)6.7解算 (43)总结 (44)致谢 (45)第一章1.1 机械CAD/CAM的发展20世纪50年代计算机还处于电子管阶段,编程语言还是机器语言,计算机的主要功能是数值计算。
钢筋液压弯箍机故障诊断

三、转盘工作没力或变慢
1)超负荷工作
参考<弯曲参数>>自查
2)踩动脚躊板后开关阀芯没有完全推进阀体 ①跺动脚鑹板不到底
②调整开关限位螺丝(向下调整加长行程)
3)电机缺相(电机有异常噪音)
检查电源电路
4)液压油油量不足(油泵及油营有不添加或 添加或更换国标 46 液压油
更换国标 46 液压油规则的杂音)或液压油含
件机械的研发与开发。成熟产品几十余种,钢筋调直机、钢筋切断机、钢筋调直切断机、钢
筋弯箍机、数控钢筋弯箍机等。拥有多项国家专利是广西省知名企业。尤其公司自主研发生
产的数控弯箍机有着设计合理、工艺先进、制作精良、性能稳定、操作简单等优点,引领行
业的发展,产品畅销全国各地,深受用户好评。
北斗品质·彰显卓越
3)开关阀芯与挽向驱动阀芯工作不正常
踩动脚踏板观察两支阀芯工作时是否畅顾推进粒 出阀体看是否有卡住现象,若有要清除。
北斗品质·彰显卓越
柳州北斗星液压科技有限公司
主营:数控弯箍机、五机头弯箍机、调直切断机、手提式弯箍机
二、角度不准确
1)未熟悉机器的使用性能角度不准确
参考说明书的相关操作指导,了解机器的工作原理
北斗品质·彰显卓越
2)换向驱动阀摇臂与限位螺丝在活塞杆向前 在摇臂弹簧调节座上调整弹簧的位置稍微向右调
工作时立刻分离井立即换向向后复位(弹簧 整或更换弹簧
向右拉力不足)
3)弹簧向左拉力不足
参照上项,稍微向左调整或更换
4)换向驱动阀芯不能正常拉出或推进阀体 用手拉动阀芯观察是否有卡住的现象
5)弯曲的钢材的硬度线径及一次弯曲的根数 白查排除
正常压迫接触
固定螺丝松开后向上提升并固紧螺丝。
钢筋自动矫直机 钢筋自动切断机 钢筋自动弯曲机钢筋折弯机毕业设计说明书
XX大学毕业设计题目:数控钢筋快速多角度折弯装置姓名:**********学院:机械学院专业:机械设计制造及其自动化班级:0 9 0 1学号:2 0 0 9 0 0 0 **指导老师:***************2013年6月5日一、课题名称:数控建筑钢筋多角度快速折弯装置二、课题研究背景:随着国内经济和城市化的发展,建筑业是我国国民经济发展的支柱产业,建筑用钢材是建筑工程用基础材料之一,对建筑业的发展起着举足轻重的作用。
2008年以来,国内新增建筑钢材产能产线数量占现有总数的两成以上。
建筑用钢筋是高层建筑大型工程承重结构,抗震设计最佳选材。
我国土木工程、房屋建筑的主要结构形式是钢筋混凝土结构。
据粗略估计,全国每年用于混凝土结构件配筋,包括非预应力钢筋和预应力钢筋,总重超过5000万吨,约占钢材使用量的一半。
我国混凝土配筋用钢筋品种较多,有:热轧钢筋(带肋、光面),冷轧带肋钢筋,精轧螺旋钢筋,冷拉钢筋,变形钢筋(冷轧扭、冷轧螺旋、扭耳等),热处理钢筋,低碳冷拔丝(在逐步淘汰),普通松弛,低松弛预应力钢丝,钢绞线等等。
钢筋是土木混凝土结构中的关键材料,其强度等级直接影响建筑工程质量和安全。
三、课题研究意义:钢筋弯曲机是建筑业常用的工程机械之一,主要是将钢筋加工成各种形状以满足生产需要,随着工业生产的发展,各种钢筋制品广泛地应用在现代工程领域的各个方面,如建筑、船舶、航天等行业,尤其在建筑上应用非常广泛。
因此,有很多技术人员正在研究钢筋弯曲机,以实现高效率的生产。
当前我国正在大力发展基础建设及城市化建设,各种建筑耗费了大量的钢筋,其中钢箍加工的效率和质量是最难解决的问题之一,钢箍不仅使用量非常大,而且形状和尺寸变化复杂,尺寸精度要求高,钢箍的制作在原钢筋加工中是劳动强度大,人力物力消耗大,低效率,低质量保证的环节。
随着我国建筑行业的快速发展,为了响应政府及各建筑单位对钢筋制做自动化技术的迫切要求,急需一种适用特殊范围钢筋弯曲机。
液压挖掘机工作机构设计的数学模型

1 . 1 动臂 运 动参数
机器在作 业过程 中 ,动臂 的上下运 动摆角 可看
图2 可得 :
一 Leabharlann ] ( 3 ) 0 , = £ L r c c o s
2 U 9 /
作是 动臂油缸长度L 1 的函数 ,由图1 ,根据余弦定理
可得 :
一 r c c 。 s
当三 2 = 2 m i n 和 2 = 2 一 时 ,斗杆 相对 于动臂 的 摆角范围为 ( p 2 = 0 2 ~一 0 2
、
a ,
、
a 2 9 及a 等参数 ,铲斗瞬 时位置转角为
=a 7 +a 2 4+a2 6 +a 1 0 当L 3 =L 3 n 和
,
e3=
3 =L 3 一 时 ,分别 求得 0 3 和e 3 一 。铲斗 连杆 机 构 的总传动 比为 :
图1 F 点 坐标计 算 简图
、
・
:
\ /
X F = X C + , l C O S a 2 l
Y F=Y c + l l s i n a 2 1 1 1 s i n a 2 l
2 斗杆 运动 参数 计算 简 图
动臂油缸 的作用力臂为 : e , = 1 7 l 5 s i n O 1 / L 1。
J  ̄ ] L s m i n 和厶 分别代入 ( 4 ) 式可求得初传动比i o
:
n
和终传动 比 f , ,若 取 班
,解得 厶后 代人 ( 4 )
式可求得最大传动 比f 一。
图4 铲斗 位置 与姿 态计 算 简图
用矩 阵形式表达为 :
B 1 ) = ( 1 0 1 ) D 3 D 2 D I ( 8 )
数控铣床夹紧装置液压系统设计答辩稿
数控铣床夹紧装置液压系统设计答辩稿工作内容阐述: 844336
添加相关内容: 96548数控铣床夹紧装置液压系统设计答辩稿数控铣床夹紧装置 液压系统设计答辩稿 951668数控铣床夹紧装置液压系统设计答辩稿数控铣床夹紧装置 液压系统设计答辩稿数控铣床夹紧装置液压系统设计答辩稿 988543数控铣床夹紧装置液压系统设计答辩稿数控铣床夹紧装置 液压系统设计答辩稿数控铣床夹紧装置液压系统设计答辩稿
ห้องสมุดไป่ตู้
工艺路线方案二 工序1 粗车大端前后两端面; 工序2 精车φ12孔前后端面; 工序3 粗车大端左右两端面; 工序4 钻、扩、铰φ12孔; 工序5 钻、扩、铰5×φ4.3孔; 工序6 钻、扩、铰φ60孔; 工序7 粗车、精车槽端面; 工序8 车螺纹孔顶面,钻攻M10螺纹; 工序9 钻、扩、铰φ13、φ13.8、φ16孔; 工序10 攻Rc 1/8锥孔; 工序11 去毛刺,检验。
一面两销,钻、扩、铰φ13、φ13.8、
钻、攻M10螺纹; 一面两销,钻、扩、铰5×φ4.3; 攻Rc 1/8锥孔; 去毛刺; 检验。
7.夹具的设计
1φ13.8孔加工钻床夹具设计 本夹具主要用于立式钻床上加 工前刹车调整臂外壳φ 13.8孔。工 件以φ 60及大端端面和φ 12孔为定 位基准,在一面两销上实现完全定 19 位。采用气缸带动拉杆和开口垫圈 夹紧工件。因此,在本道工序加工 时,我们应首先考虑保证各孔的加 工精度,如何提高生产效率,降低 劳动强度
0.045 0
2 φ16沉孔的加工夹具的设计 本夹具主要用于立式钻床上加工前刹车 调整臂外壳φ16沉孔。工件以φ 60及大端 端面和φ 12孔为定位基准,在一面两销 上实现完全定位。采用气缸带动拉杆和 开口垫圈夹紧工件。因此,在本道工序 加工时,我们应首先考虑保证各孔的加 工精度,如何提高生产效率,降低劳动 强度
全自动数控弯箍机使用说明书【完整版】
现在,施工中有许多工业设备,其间全自动数控弯箍机是钢筋加工机械不行短少的工业设备之一。
此外,数控机床的生产工艺决定了弯箍机的作业效率,因而有必要不断进行自主立异才能考虑到建筑业的要求。
全自动数控弯箍机操作说明:1、应定期坚持创伤的尖利状况,如发现创伤有钝性当即回火或替换。
2、定期维护机床各部分,清洁设备周边区域。
电缆的绝缘层应优良。
3、数控弯箍机的操作人员有必要了解机床的结构、特点、作业原理,机床除合适多人实际操作外,还要有专职人员承当制造的指挥作业。
4、不要将手放在刀头左右的中间,以免意外受伤。
5、常常查看机油滤清器以坚持所需的残油量,避免燃油管路阻塞,减少残油量,使泵吸入空气损害泵的使用寿命。
6、材料加工完成后,当即对机器周边的边缘进行整理,以保证工程质量,进步作业效率。
全自动数控弯箍机主要故障状况:路面无法产生作业压力,刀架上没有姿势,心电液换向阀被卡脏或压力面没有姿势。
全自动数控弯箍机毛病排除办法:查看电器插头;节流阀孔塞的组成、查看及拆开;上刀架回位缓慢或无法回位到上固定点。
上刀架与脱料筒的姿态次序不协调。
全自动数控弯箍机毛病原因:电动液压阀电插头松动。
阀心密封侧组成脏且未封闭功用;往返气缸作业压力N2不够,故作业压力独自查看,多方面调整到额定值。
数控弯箍机机械性能:1、手提式液压钢筋弯曲机适合已被水泥浇筑钢筋及钢筋绑扎后普通弯曲机难以达到之部位等工地现场作业;2、整体结构简单,操作使用方便,稳定性好,可靠性高,极大提高工作效率;3、采用高油压系统驱动,可弯曲40MM钢筋。
手持式钢筋弯曲机结构组成:手提式钢筋弯曲机主要由左右两个滑轮,前进定型器,固定定型器,施压卡头,活塞,液压系统,内凹卡槽,连接板,螺栓,驱动电机,固定手把组成。
弯箍机在现场,工人们费力抬着钢筋到加工台手工操作的场景不见了,全自动数控钢筋弯箍机随着1名工人按动按钮,一次性完成钢筋送料、去氧化皮、校直延伸及弯曲成型等多道工序。
汽车液压助力转向系统设计(机械CAD图纸)

开始阶段液压动力转向的控制阀采用滑阀式,即控制阀中的阀以轴向移动来控制油路。滑阀式控制阀结构简单,生产工艺性好,操纵方便,宜于布置,使用性能较好。但是滑阀灵敏度不够高,后来逐渐被转阀代替。
20世纪50年代末沙基诺发明了转阀式液压动力转向,即控制阀中的阀芯以旋转运动来控制油路。与滑阀相比,转阀的灵敏度高、密封件少、结构比较先进。虽然由于转阀利用扭杆弹簧来使阀回位,结构较复杂,特别是对扭杆的材质和热处理工艺要求较高。但是其性能相对于滑阀有很大改进,达到令人满意的程度,并且在齿轮齿条式转向器中布置转阀比较容易,目前在轿车及大部分重型汽车上的液压动力转向采用的均是转阀式控制阀。
动力转向系是兼用驾驶员体力和发动机动力为转向能源的转向系。在正常情况下,汽车转向所需的能量,只有一小部分由驾驶员提供,而大部分是由发动机通过动力转向装置提供的。但在动力转向装置失效时,一般还应当能由驾驶员独立承担汽车转向任务。因此,动力转向系是在机械转向系的基础上加设一套动力转向装置而形成的。
对最大总质量在12t以上的大型汽车而言,一旦动力转向装置失效,驾驶员通过机械传动系加于转向节的力远不足以使转向轮偏转而实现转向。故这种汽车的动力转向装置应当特别可靠。
掘进机行走机构的液压系统设计
掘进机行走机构的液压系统设计
简介
本文档旨在介绍掘进机行走机构的液压系统设计。
液压系统在
掘进机的行走过程中扮演着重要的角色,确保机器的稳定运行和高
效工作。
液压系统的组成
掘进机的液压系统主要由液压泵、液压马达、液压缸等组件组成。
其中液压泵负责将液压油压力加大,液压马达将液压能量转化
为机械能,液压缸则用于对行走机构进行动力驱动。
液压系统的设计
在设计掘进机行走机构的液压系统时,需要考虑以下几个方面:
1. 负载需求:根据掘进机的行走负载需求,选择合适的液压泵
和液压马达。
考虑负载的大小、速度和频率等因素,确保液压系统
可以提供足够的动力。
2. 系统的可靠性:液压系统的可靠性对于掘进机的安全运行至
关重要。
在设计过程中,应选择优质的液压元件,并确保系统的密
封性能良好。
3. 能效优化:掘进机行走过程中的能耗是一个重要的考虑因素。
在设计液压系统时,可以采用变量泵供油系统,通过根据负载需求
调整流量,来提高整体能效。
4. 系统保护:为了保护液压系统,防止因过载或其他异常情况
而损坏,可以添加液压阀、传感器以及报警装置等。
确保在出现异
常情况时可以及时采取相应措施。
结论
掘进机行走机构的液压系统设计是确保掘进机稳定运行和高效
工作的关键。
在设计过程中,需要考虑负载需求、系统可靠性、能
效优化以及系统保护等因素。
通过合理设计和选择优质的液压元件,可以满足掘进机行走机构的液压系统需求。
液压弯箍筋机的原理

液压弯箍筋机的原理
液压弯箍筋机是一种用于弯曲筋材的设备,采用液压原理进行操作。
液压弯箍筋机的主要原理如下:
1. 液压系统:液压系统由主油缸、液压泵、控制阀和液压管道组成。
液压泵通过提供高压液体将能量传递到主油缸中,控制阀用于控制液体的流向和压力。
2. 主油缸:主油缸是液压弯箍筋机的核心部件,用于施加压力和力来弯曲筋材。
当液体经过液压泵进入主油缸时,液压能量被转化为机械力,使主油缸中的活塞移动,施加力量到筋材上。
3. 弯曲模具:液压弯箍筋机配备了不同类型的弯曲模具,用于弯曲不同规格和形状的筋材。
筋材被放置在弯曲模具上,当主油缸施加力量时,筋材会弯曲到所需的角度或形状。
4. 控制系统:液压弯箍筋机配备了控制系统,用于控制液压泵、控制阀和液压缸的操作。
操作人员可以通过控制系统控制弯曲角度、弯曲速度和弯曲力量等参数。
总之,液压弯箍筋机通过液压系统提供压力和力来弯曲筋材,配备不同的弯曲模具和控制系统,可以实现对筋材的精确弯曲和成型。
轮式挖掘机工作装置及液压系统设计

摘要挖掘机在国民经济建设的许多行业被广泛地采用, 如在工业与民用建筑、交通运输、水利电气工程、农田改造、矿山采掘以及现代化军事工程等等行业的机械化施工。
对于此,我们也应该针对一定的工况范围来设计出最适合工作的挖掘机种类及型号。
因此,挖掘机的设计是很重要的。
我选的设计机型为轮胎式挖掘机,主要设计其中的工作装置及液压系统部分。
工作装置作为挖掘机的重要组成部分,对其研究和控制是对整机开发的基础。
工作装置选择反铲式,对其进行运动学分析并用比例法和经验公式计算选择出工作装置各部分的基本尺寸。
挖掘机的发展与液压技术密不可分,二者相互促进。
液压系统设计力求做到设计出的系统重量轻、体积小、效率高、工作可靠、结构简单、操作和维护保养方便、经济性好。
本设计突出适应性,结合生产实际多举实例,又翻查国内外有关挖掘机工作装置和液压技术方面的书籍,在实例和理论中通过比较分析来设计选用布置合理及工作效率高的工作装置和良好性能的液压系统。
关键词:挖掘机;工作装置;液压系统张瑞:轮式挖掘机工作装置及液压系统设计AbstractExcavators in national economic construction is widely used in many sectors, such as in industrial and civil construction, transportation, water conservancy electrical engineering,farmla- nd transformation, mining and extractive industries modern military engineering, and so on the mechanized construction. For this, we should also address the status of certain workers to design the most appropriate work types and models of excavators. Therefore, the excavator design is very important.I voted for the tire excavator as the design models, and mainly design the work device and the hydraulic system part. Excavators working device as an important part of excavator, the research and control for it is the basis for the development of the whole machine. The work device choice backhoe type, carries on the cinematic analysis and to it chooses the work with the ratio method and the empirical formula computation to install various part of basic size. The excavator development and the hydraulic pressure technology are inseparable, the two promote mutually. The hydraulic system design endeavor achieves the system weight which designs light, the volume small, the efficiency high, the work reliable, the structure simple, the operation and the maintenance convenient, the efficiency is good.This design prominent compatibility, with progress of production much gives the example actually, also peruses the domestic and foreign related excavator work device and the hydraulic pressure technology aspect books, designs in the example and in the theory through the comparative analysis selects the arrangement reasonable and the working efficiency high work device and the good performance hydraulic system.Key word: Excavator; Work device; Hydraulic system2前言轮胎式液压挖掘机是一种应用广泛的多功能的建设施工机械,并作为工程机械的主力机种。
提升机驱动系统设计
前言随着生产的不断发展,在现代的工矿企业、车站港口、建筑工地、林区农场、食品加工和国民经济各部门,越来越广泛地使用各种起重运输机械,进行装卸、运转、输送、分配等生产行业。
例如一个年产上千万吨钢的钢铁联合企业,仅运进物了就有两千万吨;再加上生产作业过程中的运转设备,没有现代化、高效率的起重运输机械是无法进行生产的。
在起重运输机械中有些是不可缺少的运转设备,但更多的起重运输机械,其作用早已超出单纯的辅助设备范围,它们被直接应用于生产工艺过程中,成为生产作业线上主体设备的组成部分。
钢铁联合企业如此,其他国民经济部门也是如此。
为促进社会主义建设事业的发展,提高劳动生产率,充分发挥起重运输机械的作用是具有重要意义的。
为了对起重设备进行更深入的学习,在这次毕业设计中,我准备了矿用提升机构设计。
设计的主要内容有:矿用提升机的主要零部件(钢丝绳、吊钩、制动装置、卷筒、齿轮、行星架、轴和电动机等)的构造,工作原理及主要机构的组成和设计计算。
由于本人水平、能力有限,文中难免会出现错误和遗漏,恳请各位老师批评指正。
1 提升机驱动系统的设计1.1 设计方案的确定1.1.1、设计参数:调度重量7.5吨;容绳量1.1.2方案一:电机和滚筒轴线(见图1.1)图1.1 方案一图方案二:采用行星轮、内、外齿轮传递运动和动力。
行星轮、内、外齿轮装在滚筒及行星架内。
这种方案的优点是具有重量轻、体积小、传动比大和效率高,因此广泛应用于矿山冶金等工业部门。
(见图1.2)图1.2 方案二图综上比较两种方案一、所以择优选方案二。
方案二在各个方面都优于方案一。
1.2电机的选择电动机已经标准化、系列化。
电动机有交流电机和直流电机之分。
一般工厂都采用三相交流电,因而多采用交流电动机。
交流电动机有异步电动机和同步电动机两类,异步电动机又分为笼型的绕型两种,其中以普通笼型异步电动机应用最多。
目前应用最广的是Y 系列自扇冷式笼型三相异步电动机,其结构简单、起动性能好、工作可靠、价格低廉,维护方便,适用于不易燃、不易爆、无腐蚀性气体、无特殊要求的场合,如运输机、机床、风机、农机、轻工机械等。
轮式挖掘机工作装置及液压系统设计

前言随着社会建设的不断发展和需要,轮式液压挖掘机在国土建设、大自然改造事业、许多大型基础工程的建设中得到广泛应用,它在减轻繁重的体力劳动,保证工程质量,加快建设速度以及提高劳动生产率方面起着十分重要的作用,称为一种万能机械。
一台1m3轮式液压挖掘机挖掘I~IV级土壤时,每班生产率大约相当于300~400工人一天的劳动生产率。
由于轮式液压挖掘机具有多品种,多功能,高质量及高效率等特点,因此受到了广大施工作业单位的青睐。
轮式液压挖掘机的生产制造业也日益蓬勃发展。
工作装置是轮式液压挖掘机主要组成部分之一,是直接完成挖掘任务的装置。
工作装置的作业由三个油缸的复合动作和土壤的相互作用来实现,不借助计算机技术无可实现轮式液压挖掘机工作装置设计及其性能分析。
因此,基于计算机全面仿真的轮式液压挖掘机工作装置设计方法的研究成为推动挖掘机发展中的重要一环。
挖掘机与液压传动紧密地联系在一起,其发展主要以液压技术的应用为基础。
由于挖掘机的工作条件恶劣,要求实现的动作很复杂,于是它对液压系统的设计提出了很高的要求,其液压系统也是工程机械液压系统中最为复杂的。
因此,对挖掘机液压系统的分析研究也己经成为推动挖掘机发展中的重要一环。
林生龙:轮式挖掘机工作装置及液压系统设计1轮式挖掘机1.1轮式挖掘机工作装置与液压系统研究的必要性挖掘机行业的发展历史久远,可以追溯到1840年。
当时美国西部开发,进行铁路建设,产生了模仿人体构造,有大臂、小臂和手腕,能行走和扭腰类似机械手的挖掘机,它采用蒸汽机作为动力在轨道上行走。
但是此后的很长时间挖掘机没有得到很大的发展,应用范围也只局限于矿山作业中。
导致挖掘机发展缓慢的主要原因是:其作业装置动作复杂,运动范围大,需要采用多自由度机构,古老的机械传动对它不太适合。
而且当时的工程建设主要是国土开发,大规模的筑路和整修场地等,大多是大面积的水平作业,因此对挖掘机的应用相对较少,在一定程度上也限制了挖掘机的发展。
压床机构杆件4力的多边形
压床机构杆件4力的多边形压床机构是一种常见的工程机械,用于施加压力将物体压扁或压紧。
在压床机构中,杆件承担着重要的作用,通过受力分析可以得到杆件上的力的多边形。
我们需要了解什么是压床机构。
压床机构主要由压头、床身和传动装置组成。
压头是施加压力的部分,床身用来支撑压头和工件,传动装置用来传递力量。
在操作时,通过传动装置使压头施加压力,从而完成对工件的压制。
在压床机构中,杆件是起到传递力量的作用。
假设压床机构中有四根杆件,我们将它们命名为AB、BC、CD、DA。
通过对杆件受力的分析,我们可以得到杆件上的力的多边形。
考虑杆件AB。
由于机构平衡,杆件AB上的力必然平衡。
假设杆件AB上的力为F1,F1的方向我们暂时不确定。
根据力的平衡条件,我们可以得到杆件AB受力的关系式。
接下来,考虑杆件BC。
由于杆件BC上有两个力,分别是F1和F2。
通过受力分析,我们可以得到杆件BC的受力关系式。
再考虑杆件CD。
杆件CD上同样有两个力,分别是F2和F3。
通过受力分析,我们可以得到杆件CD的受力关系式。
考虑杆件DA。
杆件DA上有两个力,分别是F3和F1。
通过受力分析,我们可以得到杆件DA的受力关系式。
通过对杆件受力的分析,我们可以得到四个受力关系式。
将这四个关系式综合起来,可以得到杆件上的力的多边形。
需要注意的是,杆件上的力的多边形的形状与杆件的摆放位置有关。
在不同的杆件摆放位置下,力的多边形可能是不同的形状。
通过对压床机构杆件上的力的多边形的分析,我们可以更好地了解杆件的受力情况。
这有助于我们设计和优化压床机构,确保其正常运行和高效工作。
在实际应用中,压床机构杆件的受力分析是非常重要的。
只有通过合理的受力分析,才能确保机构的稳定性和安全性。
因此,在设计和使用压床机构时,我们应该重视杆件受力的分析,并采取相应的措施来优化机构的结构和工作效果。
压床机构杆件上的力的多边形是一个重要的概念。
通过对杆件受力的分析,我们可以得到杆件上的力的关系式,并综合起来得到力的多边形。
毕业设计(论文)-液压钢筋弯曲机的设计(含全套CAD图纸)
全套CAD图纸等,联系527953900第1章绪论1.1 设计目的和意义当前我国正在大力发展基础建设及城市化建设,各种建筑耗费了大量的钢筋其中钢筋弯曲加工的效率和质量是最难解决的问题之一,钢筋弯曲不仅使用量非常大,而且形状和尺寸变化复杂,尺寸精度要求高。
钢筋弯曲机是钢筋加工必不可少的设备之一,它主要用于各类建筑工程中对钢筋的弯曲。
钢筋弯曲机通常与切断机配套使用, 其应用十分广泛。
随着国家投资拉动的效果显现,尤其是国家大力开展高铁的建设,钢筋弯曲机的生产销售增长迅速。
在原钢筋弯曲加工过程中是劳动强度大,人力物力消耗大,效率低,质量难以保证的环节。
随着我国建筑业的快速发展,越来越需要工作噪音小,环境清洁的弯曲机。
针对以上问题设计了液压钢筋弯曲机,它对原有的钢筋弯曲机结构和性能进行改造。
要求该机具有体积小,效率高,精度高,寿命长,价格低等特点。
1.2 研究现状钢筋机械的发展概况,钢筋机械都属于电动简易设备.建国初期,国内并无生产。
20世纪50年代后期.由一些施工企业的加工厂自行制作了一些简易机具配合手工操作进行钢筋加工。
以后又按照前苏联进口样机仿制,由于自制自用,不可能批量生产,因而品种单一,结构落后。
直到1962年后才开始转入一些地方企业生产,但还都是兼顾生产,未能列为主导产品,因而发展不快。
进入70年代中后朗,才逐步组建成一批钢筋机械的生产厂,开发出一些新机型并进入批量生产。
改革开放以来,随着基本建设规模的不断扩大.钢筋混凝土的用量急剧上升,促使钢筋机械在引进国外技术或样机的基础上,加快了研制步伐。
一些采用新技术和多功能的新机型相继研制成功,进入批量生产。
尤其在钢筋成形、焊接和预应力机械中,应用了液压技术、电子技术、计算机控制技术等,使钢筋机械朝着半自动化和全自动化发展。
例如:液压钢筋套管挤压机和钢筋锥螺纹连接等都相继应用于大型建筑施工中,取得了提高钢筋强度、连接速度快、质量稳定、节省钢材和改善劳动条件等诸多方面的经济效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键 词 : 筋 ; 箍 多边 形箍 筋机 ; 曲成 型 弯
中图分 类 号 : H 3 文献标识 码 : 文章 编号 :0 04 5 (0 )40 2 -2 T 17 B 10 -8 8 2 1 0 - 1 1 0 0
参考文献 :
[ ] 杨晓慧 , 2 马力 , 液压模 块组合 挂车通 过性计算 [ ] 专 等. J.
用汽 车 ,09 ( ) 5 2 0 , 8 :6—5 . 8 [ ] 郭朋彦 , 多 轴线液 压板 挂车 转 向机构 优化设 计 [ ] 3 等. J. 工程机械 . 0 ,9 1 ) 3 2 83 (0 :2—3 . 0 7 [ ] 机械设计 手册 编委会 . 械设 计手册 ( 4卷 ) M] 北 4 机 第 [ .
出来 就可 以直 接使 用 的 , 钢有 半 数 以 上 都要 弯 成 方 盘
圈, 中大部分还要被二次弯成适合该建筑结构 的形 其
状 , 就 出现 了 一道 不 可 缺 少 的工 序一 箍 筋 。 目前 仍 这 有大 量建筑 公 司靠手 工制 作 , 在 劳动强 度 大 , 存 生产 效
旋 转 自由度 。在 调直 过程 中 , 筋 沿 ,方 向运动 。 钢 ,
1 多边 形箍 筋机 组成 与运 动原理
1 1 组 成 .
同边长要 求 , 将与 固定 点 距 离 是 边 长长 度 的另 外 一点 围绕 此 固定 点旋转 , 以达到 多边形 箍筋 的要 实现 工序 2 输送 的 弯 曲成 型 的钢 筋 切 断 工 )
12 各 机 构 的 组 成 与 运 动 原 理 .
1 )校 直机构
主要从事流体传动及控制 、 机械制造等方面的科研和教学工作。
2 0 ( 2) 4 0 2, 1 :3—4 . 5
液压悬 挂 的数 量可 以显 著地 提 高 半 挂 车 的有 效 载 荷 。 本 文通过 对该 新型液 压悬 挂机 构进行 三 维建模 仿 真和 有 限元 分析 , 为机 构 的优 化设 计 提 供 参 考 依据 。整 车 试验结 果表 明该 悬挂 机 构 方 案是 切 实 可 行 的 , 有 一 具 定 的工程设 计实 用价值 和理 论价 值 。
2 )弯 曲成 型机 构
本 部分 主要 实现 钢 筋 的 弯 曲成 型 , 校 直 机 构输 把
送 的钢 筋进 行弯 曲成建 筑工 地需 要 的多边形 形 状 。工 作 原理 是使 钢筋上 的一 点 固定 , 后根 据 多 边 形 的不 然
率低 , 质量差 和 浪费钢 材等 缺 陷 , 施工 质量 很难 得 以保 障 。为 了提 高箍 筋 的生 产 效 率及 质 量 , 用 多 边 形 箍 使 筋机 实现钢 筋 的校直 、 弯 和 切 断 的全 过 程 自动 化 生 折 产 , 文是对 多边 形箍 筋机 的驱 动控制 进行 了设 计 。 本
京 : 械 工业 出 版 社 ,0 4 机 20 .
[ ] 梅彦利 , 1 司鹏昆. 组合式重 型多 轴半挂 车 [ ] 商 用汽车 , J.
2 2
液压与 气动
21 0 1年第 4期
机构 将盘成 整卷 的弯 曲钢 筋校 直 , 送 入 多边 形 箍 筋 并
向阀压人 增压缸 5高压 腔 同 时 推动 增 压 缸 5退 回 , 准 备下 一次 增压 。压力 油经 过并 联 的换 向阀 l 、 向 阀 0换 6, 过调速 阀 8的调速 , 经 进入 切 断缸 的右端 , 带动切 断 机构快 速 回退 , 力油 进入 增压缸 5的高压腔 , 压 推动 增
多边形 箍 筋机 的机构 模块 简 图如 图 1 所示 。
序 , 断 已经成 型的 钢筋 。 剪
1 3 工作 要 求 .
多 边形 箍筋机 的工作要 求是 ,通过 自动送 料校 直
图 1 多 边形 箍筋 机 的 机构 简 图 收 稿 日期 :001 - 2 1.02 4 作者简介 : 秀梅 (90 ) 女 , 北 沧州人 , 教 授 , 士, 陈 17 一 , 河 副 硕
O 序言
由于 钢筋 的原 始状 态 为 弯 曲的 、 规 则且 带 有 氧 不
我们 都知 道 , 乎所 有高 层建 筑都 和钢 筋分 不开 , 几
目前 建筑业 所 需钢筋 数 目很大 。但 钢筋并 不 是从 工厂
化皮 , 本机 构 的工作 目标 主要 是 使 弯 曲 的钢筋 变直 切
均匀 , 以便 进行后 面 的加 工 工序 。工 作 原理 是 限制 钢 筋 运 动过程 中的 四个 自由度 , 、 为 Z方 向和绕 、 z轴
CHEN u- i Xi me ,XI W e -o g E n l n
( 北京信息科技大学 机 电工 程学 院 , 北京
10 8 ) 00 5
摘
要: 多边形 箍 筋机是 应 用于建 筑行 业 的一种 自动 化机 械 , 以实现 对钢 筋进 行校 直、 曲成 型和 切 可 弯
断等加 工工序 , 文论 述 了一种 多边形 箍筋机 的液压 驱动 系统设 计 , 得 整 个 箍筋 过 程 实现 了 自动化 生 产 , 该 使
21 0 第 4期 1年
液 压 与 气动
2 1
多 边 形 箍 筋 机 液 压 驱 动 系统 设 计
陈 秀 梅 。 文 龙 解
De i n o y r u i rv y t m o oy o o mi g h o —r n ma h n sg fh d a lc d i e s se f r p lg n f r n o p io c i e
压缸 5活塞 向右 运动 , 压 油 从增 压 缸 5左端 经 过 换 液 向阀 6进入切 断 液压缸 9, 动切 断机 构快速 回退 , 带 液 压油经 过换 向阀 6回油 箱 。完 成 一 次 钢筋 的校 直 、 弯