浅谈300kA预焙电解槽的技术优化控制
2013年河南有色金属行业优秀学术论文公示名单
附件:2013年河南有色金属行业优秀学术论文公示名单特等奖(3篇)序号题目作者姓名单位01 铜锍底吹连续吹炼半工业化生产试验左淮书曹军超河南豫光金铅集团02 再结晶退火对3003电子铝箔组织和腐蚀形貌的影响赵红亮李荣平胡冠奇翁康荣陈起郑州大学材料学院登电集团铝加工有限公司03 铝熔体处理和铸轧坯料生产控制技术的新进展张传合河南中孚实业股份有限公司一等奖(43篇)序号题目作者姓名单位01 氧化铝企业竞争力研究李晓峰汪晓东河南有色汇源铝业有限公司02 浅析业绩评价体系在现代企业的运用贺卉中国铝业中州分公司03 河南省铝土矿资源开发利用现状及对策欧阳静中国铝业中州分公司04 微细片状氧化铝粉体的制备及应用王二星中国铝业中州分公司05 “双创”在铝行业安全管理中的探索及应用边友康高文义河南神火铝业公司06 依托产业优势,打造中国镁谷延双鹤鹤壁市镁工业协会07 河南省嵩县何家村钼矿床地质特征与找矿方向研究刘彦伟刘少伟洛阳中迈矿业有限公司08 优化焙烧曲线,提高阴极炭砖质量的实践与探讨杨万哲尚雪林徐向成万基控股集团石墨制品有限公司09 传统电解槽低温生产节能技术刘驰郑州发祥铝业有限公司10 在产铝电解槽双向阻流节能技术工业试验刘驰肖胜华刘俊森郑州发祥铝业有限公司11 提高大锭模使用寿命初探陈保国韩铁京尚建云洛阳薪旺实业有限公司12 焙烧启动的节能措施与分析宋少峰张遂钦河南中孚实业股份有限公司13 大型预焙铝电解槽低电压生产的探索与实践王超李伟波河南中孚实业股份有限公司14 回转窑有无风嘴煅烧效果探析武岩鹏周铁柱黄智新河南中孚实业股份有限公司河南中孚实业股份有限公司15 探讨氧化铝和预焙阳极的微量元素对原铝质量的影响骆帝兴夏训松李虎伟刘文利徐丽军16 高台阶液压反铲分层降段开采方法的实践聂永祥栾川龙宇钼业有限公司17 带式输送机输送带跑偏的理论分析及调整许之朋杨建国李文元陈利波栾川龙宇钼业有限公司18 降低钼选矿碎矿系统电耗的生产实践陈龙飞王志杰陈利波栾川龙宇钼业有限公司19 钼尾矿长距离、大高差、自流输送技术探讨邓金迪栾川龙宇钼业有限公司20 高性能防盗盖用热轧A8011H16铝合金带材工艺研究何勇中铝河南铝业有限公司21 铝板带热轧机压上位移测量系统改造鲁武强中铝河南铝业有限公司22 电解铝烟气净化系统的优化与探索李红晓郭超迎河南永登铝业有限公司23 铝电解槽焦粒焙烧期局部过热的危害与防范胡新好王锋河南永登铝业有限公司24 清洁生产模式下氧化铝企业的节能减排工作韩见存刘伟刘庆利河南中美铝业有限公司25 浅谈拜耳法氧化铝生产节电思路李峰杰宋正建河南中美铝业有限公司26 拜耳法氧化铝生产中循环母液浓度提高对指标、能耗及李峰杰刘伟韩见存刘庆利河南中美铝业有限公司产能的影响分析27 浅谈400KA预焙槽噪声情况及处理措施曹友谊曹志峰伊川龙泉电力有限公司28 电解槽智能控制系统的安全优化谢强伟谷万铎伊川龙泉电力有限公司29 大型预焙电解槽短路口安全分析与预防谢强伟张义卫伊川龙泉电力有限公司30 物理场技术在分解过程中的应用研究常晖中铝河南分公司技术中心31 经济危机环境下提升企业竞争力方式探讨孙降龙丛万通李飞燕河南豫光金铅集团32 高锡再生铅电解回收锡的探讨陈选元河南豫光金铅集团33 粗铅精炼除铜工艺中的烟尘治理述评翟居付王武钧黄建忠河南豫光金铅集团34 液态高铅渣直接还原炉炉衬耐材的探究与实践赵体茂河南豫光金铅集团35 提高大极板铅电解电流效率的生产实践王勇林任开颜朱华鹏河南豫光金铅集团36 黑铜除砷生产实践曹军超左淮书河南豫光金铅集团37 西门子PLC、通讯处理器在恒压供水中的应用李利娟河南豫光金铅集团河南豫光金铅集团38 降低回转炉氧化锌含铁的工艺研究和探讨朱志刚杨长江焦现兵李建成王二庄王六宝39 热镀锌合金Zn-Al中间合金生产实践张歌张新庄翟爱萍郑小平河南豫光金铅集团40 稀土La+Sr复合变质对ZL101A合金组织的影响米国发河南理工大学材料学院41 铝合金车轮低压铸造工艺数值模拟及应用米国发王狂飞厉长云和双双河南理工大学材料学院焦作万方铝业股份有限公司42 大型预焙槽应对限电压负荷的措施分析李海峰曹韶峰柴卫平陈红彬张东43 数据融合技术在电解铝企业中的应用许蕾焦作万方铝业股份有限公司二等奖(92篇)题目作者姓名单位序号01 建设单位“甲供主材”核算与管理中存在问题初探成凯丽中国铝业中州分公司02 企业全面预算管理中的目标确定及分解刘金婵中国铝业中州分公司03 浅析会计电算化对会计实践的影响韩光新中国铝业中州分公司04 振动成型机振动台的结构优化牛国有中铝河南分公司碳素厂05 消失模增碳问题的探讨陈保国韩铁京邓伟红洛阳薪旺实业有限公司06 冷捣糊在铝电解槽上的使用贾造委洛阳薪旺实业有限公司07 怎样提高员工的安全意识孟小东河南中孚实业股份有限公司08 电解槽大修渣性质及无害化处理胡艺馨河南中孚实业股份有限公司09 铝电解槽低温运行优化杨晓东岳海涛赵浩然河南中孚实业股份有限公司10 浅谈低电压生产中的氧化铝浓度控制牛小龙胡广谦河南中孚实业股份有限公司11 浅谈降低大型电解槽炉底压降的途径李本现胡广谦牛小龙张海龙河南中孚实业股份有限公司12 浅析铝电解槽炉底沉淀结壳胡广谦李本现牛小龙河南中孚实业股份有限公司13 智能手机电解铝监控系统的开发应用冯建奇覃海棠贾庆伟李建峰河南中孚实业股份有限公司14 大连液力变矩器油路系统技术改造马奇巴超峰张海旺河南中孚实业股份有限公司15 400KA整流柜纯水冷却器控制系统寄生回路的分析与消徐卫杰河南中孚实业股份有限公司除16 影响电解铝供电整流效率的原因分析徐卫杰河南中孚实业股份有限公司17 中孚铝业公司320kA整流系统安全运行的10项技术措张述刚刘冠华刘志强河南中孚实业股份有限公司施18 冷却窑含尘气体净化改造与实践黄智新河南中孚实业股份有限公司19 浅谈焙烧炉的维修与降本增盈刘鹏崔新鹏陈占锋乔微微河南中孚实业股份有限公司20 回转窑风嘴改造实践黄智新武岩鹏王志伟崔华明河南中孚实业股份有限公司21 论述氧化铝行业沉降槽的优化设计与改造康自强河南中孚实业股份有限公司22 对电解铝企业水平衡测试工作的研究李新峰河南中孚实业股份有限公司23 铝电解槽大修渣处置技术段文彬王莹河南中孚实业股份有限公司24 格莱圈收紧套在液压缸装配中的应用张永会温泉栾川龙宇钼业有限公司25 工程设备低温启动困难的分析与解决方法张永会温泉栾川龙宇钼业有限公司26 VF661-2V型棒条振动给料机给料异常故障的排除许之朋陈利波栾川龙宇钼业有限公司27 计算机在辅助维修管理的应用研究张振龙栾川龙宇钼业有限公司许之朋杨浩基李文元栾川龙宇钼业有限公司28 栾川龙宇钼业有限公司胶带输送机巷道水综合治理研究与应用张莱庆李晓阳栾川龙宇钼业有限公司29 露天矿湿式除尘钻机风水系统保温节能改造的研究与应用陈玉柱陈威中铝河南铝业有限公司30 基于SMART原则的新型铝板带箔生产企业关键业绩指标(KPI)的设计研究31 过量铝电解质及混合脏料的综合利用张培舒王宏伟河南省有色金属行业协会河南永登铝业有限公司32 企业人力资源的开发与利用梁克源刘国伟河南永登铝业有限公司33 内部市场化在铝加工公司的运用张瑞琴河南永登铝业有限公司34 关于电解槽安全管理问题的探讨胡新好王锋河南永登铝业有限公司35 浅谈铝电解安全节能改进措施刘炎森李红晓梁克源陈亚华河南永登铝业有限公司河南永登铝业有限公司36 浅谈铝电解系列设备隐患治理与改进刘炎森梁克源李红晓程红星陈亚华37 浅析供料咀材质对铸轧板质量的影响冯伟峰谭朋渊耿雪峰陈亚华河南永登铝业有限公司38 原料对煅后焦质量的影响冯银昌河南永登铝业有限公司39 如何提高罐式煅烧炉煅烧焦的实收率李慧凯河南永登铝业有限公司40 焙烧炉节能减排技术优化与实践袁巧民河南永登铝业有限公司王宏伟王令旗河南永登铝业有限公司41 电解槽焦粒法二次焙烧、启动过程中常见问题及处理办法42 远程宽带系统在冷轧机控制系统中的应用张瑞琴河南永登铝业有限公司43 1700厚箔剪切机传动装置改造陈军歌河南永登铝业有限公司44 浅谈生产车间主任应具备的安全控制力王彦超河南中美铝业有限公司45 拜耳法生产氧化铝溶出过程煤气消耗因素及节能措施刘少辉张海涛河南中美铝业有限公司分析46 浅谈影响焙烧炉经济指标的原因及对策雷振任庆华黄克锋河南中美铝业有限公司47 电动机单相运行的原因及预防杨辉李鹏展河南中美铝业有限公司48 基于CAN总线的远程数据分布式测控系统设计周文超闫冠宇河南中美铝业有限公司49 浅谈拜耳法氧化铝生产过程中节能降耗几项措施李金磊程孝龙张培舒河南中美铝业有限公司50 浅谈氧化铝生产DCS系统故障分析与维护处理措施浮小蓬河南中美铝业有限公司51 浅谈AB-RSLogix5000系列PLC抗干扰的问题户社广闫冠宇河南中美铝业有限公司52 浅谈提高磨机磨矿效率的措施任海涛河南中美铝业有限公司53 浅析氟化铝的未来发展趋势谷正彦刘海霞多氟多化工股份有限公司54 有色金属企业技术创新体系建设的探讨范岩峰伊川龙泉电力有限公司55 阳极开槽对铝电解生产的影响侯飞瑞谷万铎范岩峰伊川龙泉电力有限公司56 浅析300KA铝电解槽中分子比的动态管理蔡正涛李国钦岳利闯杨社晓伊川龙泉电力有限公司何海平伊川龙泉电力有限公司57 变压器油气相色谱分析在300KA铝电解系列整流变压器上的应用58 400KA预焙电解槽电压控制探讨李艳卫王世明王建信范军锋伊川龙泉电力有限公司库后强59 锂和钾对铝电解质分子比的影响李建智王建信伊川龙泉电力有限公司60 高导电性阴极钢棒在300KA电解槽的生产实践温铁军谷万铎伊川龙泉电力有限公司61 企业研发中心建设与企业自主创新王秋霞孔祥征河南豫光金铅集团62 清洁生产在铅冶炼企业中的实践应用李飞燕丛万通河南豫光金铅集团63 CX预处理系统铅栅清洗输送螺旋的改进实践翟延忠王艳波王武李迁李路芳河南豫光金铅集团64 硫酸净化动力波溢流堰烧蚀的原因分析与改造实践赵体茂河南豫光金铅集团65 铅除铜除尘袋破损及结壳的原因分析及对策王付敏任开颜河南豫光金铅集团66 基于OPC技术的模糊控制算法在锌冶炼饱和蒸汽发电的陈巍峰姜仕发廉彩会河南豫光金铅集团应用67 铜冶炼烟灰综合利用工艺流程的优化和实践董凯李利丽何意河南豫光金铅集团68 锌熔铸系统生产实践与技术改进董凯薛朝东范林波河南豫光金铅集团69 降低锌锭铁元素含量的生产实践丁双玉李飞张向阳河南豫光金铅集团70 熔铸车间降低锌锭铁含量的工业实践车拥霞河南豫光金铅集团71 锌电解错峰用电生产实验孔凡永陈欢李东波邓红伟河南豫光金铅集团72 提高湿法炼锌系统阳极泥的综合利用刘希峰张辉辉曹静米浩河南豫光金铅集团73 提高水解法沉铟富集渣品位的生产实践王建兵张辉辉刘希峰张继森河南豫光金铅集团74 锌电解酸雾治理生产实验陈欢曹静王建兵邓宏伟河南豫光金铅集团75 湿法炼锌一段净化渣综合利用陈玲玲刘希峰曹静王永锋河南豫光金铅集团76 降低锌电积直流电耗生产实践李东波孔凡永陈欢张世强河南豫光金铅集团77 锌电解阳极板的制作及自动化改造许雅峰河南豫光金铅集团78 整流机组二次电源的技术改造史红军河南豫光金铅集团79 50MW发电机组启动故障实例分析李承亮河南豫光金铅集团80 焙烧燃烧系统新型燃料油代替重油的生产实践张绍茂高盛举蒋涛河南神火煤电永城炭素厂81 金融危机后频繁停启电解槽对槽龄的影响探析高文义边友康河南神火铝业公司82 200kA电解槽低温节能技术实践刘琳娜韩洪流张志兴冯莉娜河南神火集团商丘铝业分公司83 浅谈如何降低原铝铁含量赵永峰李修钦康站伟河南神火集团商丘铝业分公司84 计算机控制系统在电解低电压生产中的应用黄衡赵永峰赵领张志兴河南神火集团商丘铝业分公司85 浅析铝电解高铝水平低温生产与节能降耗杨冰泉赵衍刚孟凡华河南神火集团商丘铝业分公司86 电解槽局部小修技术浅析孙本举赵永峰安汝涛河南神火集团商丘铝业分公司87 强化过程控制,确保供电质量李庆华焦作万方铝业股份有限公司88 工艺优化对铸造铝合金组织性能的影响与实践梅运东聂小丹李超张建新焦作万方铝业股份有限公司89 280KA大型预焙电解槽生产实践杨礼明焦作万方铝业股份有限公司90 大功率整流器中整流元件与快熔选型改进李庆华焦作万方铝业股份有限公司91 铝电解槽生产控制系统过电压保护李庆华高建民焦作万方铝业股份有限公司92 探索空压机系统划分与经济能效运行窦新鹏崔海徐志军焦作万方铝业股份有限公司三等奖(35篇)序题目作者姓名单位号01 简述绩效管理的应用与创新贾佳中国铝业河南分公司02 焙烧多功能天车收尘粉的合理利用牛国有中铝铝业河南分公司碳素厂03 对糊料混捏的几点认识陈保锋洛阳薪旺实业有限公司04 涂型剂功能介绍郭勇洛阳薪旺实业有限公司05 电解槽氧化铝下料量的重要性分析杨晓东岳海涛赵浩然河南中孚实业股份有限公司06 铝电解槽降低炉底压降的控制策略李伟波程海军王喜伟河南中孚实业股份有限公司07 关于铝锭铸造机长期使用的创新改造李海涛河南中孚实业股份有限公司08 低压电动机综合保护器在纯水冷却装置上的应用张述刚刘冠华刘志强河南中孚实业股份有限公司09 浅论变电站无功功率补偿徐建河南中孚实业股份有限公司10 浅谈露天矿山设备管理张永会盛雪园栾川龙宇钼业有限公司11 浅谈生产设备安全评价法在潜孔钻机上的应用张永会姚鹏栾川龙宇钼业有限公司12 矿山智能调度系统在南泥湖矿山中的应用吴摇贵栾川龙宇钼业有限公司13 浅析影响预焙阳极焙烧质量的因素马小强河南永登铝业有限公司14 1800冷轧机灭火系统改造陈军歌河南永登铝业有限公司15 浅谈两段式煤气发生炉余热利用郭圣才武文龙河南中美铝业有限公司钱超陈培育河南中美铝业有限公司16 控制铝矿石、石灰质量对降低氧化铝生产成本的探讨与分析17 煤气制造输送与用户的经济分析李晓飞董军伟河南中美铝业有限公司18 雷达液位计不稳定测量因素分析贾冬冬河南中美铝业有限公司19 浅析自动化仪表在化工行业的应用与功能深化李欢欢河南中美铝业有限公司20 氧化铝厂温度类仪表典型故障浅析徐龙威河南中美铝业有限公司21 节能技术在工厂电气技术中的应用张克功河南中美铝业有限公司22 定量给料机在原料磨制配料系统中的应用和维护张亚彬河南中美铝业有限公司23 铝用碳素生产废水治理措施的探讨赵胜武刘金章伊川龙泉电力有限公司盛锋涛伊川龙泉电力有限公司24 硫酸亚铁铵滴定法快速测定铝锰中间合金中锰含量探讨25 煅烧回转窑二三次风的优化与实践何轩旺刘金章伊川龙泉电力有限公司26 D型活塞式空气压缩机振动原因分析傅永治伊川龙泉电力有限公司27 贵铅炉烟灰气力输送方式的实践应用夏会林河南豫光金铅集团28 尾气余热在铜冶炼生产中的应用实践郑东波杨卫东河南豫光金铅集团29 提高铜吹炼炉收尘滤袋使用寿命研究杨卫东郑东波河南豫光金铅集团30 98硫酸浓度分析仪的设计宋传波张素霞河南豫光金铅集团31 消耗型钨铼热电偶工艺简介宋传波张素霞河南豫光金铅集团32 200kA电解槽降低电耗的途径孙本举肖军峰韩洪流王晓东河南神火集团商丘铝业分公司33 整流装置原理及试验刘雷焦作万方铝业股份有限公司34 电容在整流系统中的应用及故障率的分析徐志军窦新鹏焦作万方铝业股份有限公司35 浅谈弹簧压力表的调修方法梁伟光焦作万方铝业股份有限公司。
300KA大型预焙电解槽的炉帮形成研究

300KA超大型预焙电解槽炉帮形成的探讨(洛阳豫港龙泉铝业有限公司河南伊川 471300)摘要:本文通过洛阳豫港龙泉铝业有限公司20万吨300KA大型预焙电解槽的技术特点进行分析探讨,通过槽型设计优化改进,对电解槽各项工艺参数和操作质量进行优化配制,使电解槽形成了规整、坚固的炉帮,取得了良好的效果。
关键词: 300KA 电解槽技术条件炉帮形成1前言自2002年以来,我国相继投产了数家300KA特大型中间下料预焙槽系列,豫港龙泉铝业有限公司是在全国第一家采用这一槽型的厂家,而这一槽型的关键技术也就是如何解决炉帮形成问题。
电解槽三场(磁场、热场、力场)的合理配制是炉帮形成的基础,启动时非正常期的正确管理是炉帮形成的关键。
正常期各种技术条件的合理搭配又对炉帮的形成起到了延伸和保护作用,洛阳豫港龙泉铝业有限公司300KA改进型20万吨系列对上述问题做了深入细致的研究并进行了合理的改进,合理科学发解决了炉帮形成问题,为同类槽型的管理起到了很好的借鉴作用。
2存在的问题河南豫港龙泉铝业在限公司一期256台超大型中间下料预焙阳极电解槽于2002年6月16日通电焙烧,11月21日全部启动结束,12月底256台电解槽综合电流效率完成91.35%,2003年1~6月电流效率达93.76%(整流效率为97.4%),原铝品位Al 99.70以上铝达到100%。
2004年电流效率在下滑趋势,原铝中的硅铁含量开始上升,一部分槽相继出现了侧部碳化硅砖粉化、钢窗发红、原铝质量下降等现象,给生产带来了一系列问题,为了解决这一问题,我们制定了“一压、二扎、三补”的措施,即对炉帮发空的地方进行人工压壳加工,不作大的加工处理,而对钢窗发红严重的部位进行扎边加工,另外对粉化比较严重的地方进行不停槽补炉处理,这一措施的实行虽然在一定程度上扼制了炉帮的粉化、发红,但也存在着一定的弊病:一是人员劳动强度增大;二是部分料块进入炉底造成伸腿肥大、炉底压降增大;三是对槽子人为影响较大,槽子不时出现电压波动现象,四是修补侧部费用较高,多功能机组使用频繁,每补一米需花费5300元左右,增加了吨铝成本。
300KA级大型预焙铝电解槽的设计分析

300KA级大型预焙铝电解槽的设计分析300KA级大型预焙铝电解槽的设计分析1前言近年来,随着铝用途的推广、使用量的增加,电解铝工业迅猛发展,奔着节能降耗及节约投资的目的,目前国内两大轻金属设计研究院(贵阳院和沈阳院)相继推出了280KA、300KA、320KA、350KA 等单系列、高产能的大型预焙铝电解槽。
综观国内各大铝厂,新上项目以300KA的槽型居多,该型槽通过近三年的运行,经生产单位与设计单位的共同探讨,300KA预焙电解槽的槽型趋于成熟。
下面对沈阳院的两种300KA预焙电解槽和贵阳院的一种320KA预焙电解槽的设计构造作一对比分析。
2三种槽型设计现状2.1河南豫港龙泉铝业有限公司第一个系列二十万吨300KA预焙电解槽是沈阳院推出的第一代300KA槽型。
其特点是双面二十组阳极,五点进电、四点下料,电解槽侧部采用75mm厚的氮化硅结合碳化硅新型侧部砖块;阴极钢棒与阴极母线的连接采用钢铝爆炸复合块焊接;阳极导杆截面为200×180,阳极炭块为550×660×1550,其设计参数如表一:表一河南豫港龙泉铝业有限公司一系列300KA预焙电解槽设计参数名称单位数值电流强度 KA 300 阳极尺寸mm 550×1330×1550 阳极断面cm2 20×155×132=409200 阳极电流密度 A/cm2 0.733 槽膛平面尺寸mm 3880×14500 大面加工距离 mm 300 小面加工距离mm 420 槽膛深 mm 500 阳极升降速度 mm/min 75 阳极升降行程mm 400 升降电机功率KW 7.5 打壳间隔时间s 72 每次下料量kg 2×1.82.2河南豫港龙泉铝业有限公司第二个系列二十万吨300KA预焙阳极电解槽是沈阳院的第一代300KA预焙槽的改进型,依据第一代槽的运行状况,本系列做了如下改进:首先,下料系统由原常规设计的四点下料变为六点下料;其次,电解槽长侧板外焊接加强散热片;第三,电解槽侧部氮化硅结合碳化硅砖块厚度由75mm加厚为90mm;第四,人造伸腿加高;第五,槽膛加深;第六,超浓相输送管电解槽上未端部位增设排气装置;第七,阴极钢棒与阴极母线的连接采用铜铝复合片压接。
300KA预焙电解槽电压摆和针振的原因、处理与管理

高最率效流电如例, 升提断不标指术技项各, 展发 向方耗能低 、 能效高 、量容大着朝直一术技解电 铝 , 来以生 诞法 铝炼 tluoreH-llaH 年 6881 自
nicnalabelbuod;noitarbiveg atlov;g niwseg atlov;ng isedllec : sdrowy eK .ecitcarp anamdnaserusae mg nildnah,sno saerfowefadetatsre pap
,. dtL ,.oC
niw sdnanoitarbiveg atlovehT :tcar tsbA
) 120016 ud g nehC
munimu l A rat soA na uhci S .2
, 380014 ah sg nahC , y tisrevi nU ht uoS lart neC , g n ireenignE dna ecne icS lac ig ru llateM f o lo ohcS .1 (
因原的生产摆压电和振针 1
。 义意要重有具耗能低降, 率效 期2第
理管和理处 、 因 原的 振针 和摆 压电 槽解 电焙 预 AK003: 等平王
。 率效流电响影, 振针和摆压电致 导膛炉坏破则否, 应效灭难和应效 长忌切要 中产 生, 此因。 成造 铝化氧的浮悬 有含 中解电和炭含 中质解电是要主应效灭难于对。 应效的致导题问 备设为因理处间时一第在于便, 警报时及会时障 故现出, 环循作动料下节调并置位塞活测监能, 力 击打的 大更 有时壳打, 头击打包质解电免避可是 点优其, ]6[器料下能智 ” sredeeftrams“种一了绍 介 司 公 meklE 威挪。 统系制控 备设的进先用使 , 视巡强加要, 的成造因原备设围外因于对。生发 的应效灭难和应效 长防预要 中程过产生解电在此 因。 理处能不也内间时短在, 伏毫百几过超幅摆 且并, 振针和摆压电生产, 化变烈剧的距极部局变 改, 跃跳生产上向易容更方地的整规不部底遇路 ; 距极变改部局分部的跃跳上向, 向方行运变改方 地则规不部边遇路 中程过行运在液 铝, 则规不膛 炉果如, 响影的况状边周膛炉及底槽受小大的伏 起面镜液 铝而。 况槽化恶, 率功入输的大强时生 发应效。 应效 长和应效灭难 成变时 有, 灭熄法无 内间时短在应效果如, 生发应效致导易况情等料 堵, 确准不料下 成造, 常正不作动备设围外, 槽冷 为转槽解电, 配匹不数参术技于由 中产生在 振针和摆 压电起引而坏破膛炉致导应效灭难 、 应效 长 4 .1 。 题问振针和摆压 电的下件条温低和比子分低了免避就也此因, 况 情的壳结与淀沉生产易下件条比子分低温低了决 解术技制控度浓铝化氧低 ”式平天“ 的发开统系该 , 统系制控衡 平双料物与量能槽解电的发开同共 院究研计设镁铝阳贵和业铝 星 明启。 低过持保能 不比子分, 下况情的般一 平水术技制控度浓 铝化 氧在时同, 快太得降能不比子分, 说来槽焙预型 大 于对此因。间时的振针和摆压电加增断不又来过 反化恶的况槽, 薄变帮炉使又失散部侧从量热量 大, 多增流电 平水得使, 衬内蚀侵, 帮炉刷冲重严 , 中动运其在液 铝, 时同。 断抵杆导将接直, 降下 再法无面上其在落坐极阳时极换在, 大过腿伸, 壳 结掌底极部角为因生发还厂 铝多很内国在。置设 确正法无极换得使, 形畸膛炉, 大肥腿伸掌底极阳 分部, 壳结 、 淀沉底炉 成造, 程行冷向走槽解电使 期2第
300kA铝电解槽分子比控制及降低AlF3消耗的措施

300kA铝电解槽分子比控制及降低AlF3消耗的措施摘要:综述300kA电解槽分子比的选择原则和向电解槽添加氟化铝应注意的事项及在电解生产过程中氟化铝过量消耗的因素和降低氟化铝用量的措施。
关键词:槽温分子比氟化铝前言铝电解生产过程中,低分子比电解质对提高电流效率有利,有研究表明,过剩的AlF3增加2%,电流效率提高1%。
但是随着分子比的降低,氧化铝的溶解性降低,电解质的导电能力减弱,从而影响电流效率的提高,所以,铝电解生产中不能一味追求低分子比生产。
氟化铝是电解生产过程中消耗量最大的添加剂,某厂吨铝氟化铝单耗在16kg 左右,而其它一些好的公司吨铝氟化盐单耗可以做到13kg以下。
因此分析铝电解生产过程中导致AlF3消耗量大的原因,并采取有效措施降低AlF3消耗量具有重要意义。
1分子比的控制1.1分子比的选择在现代铝工业上,大多数采用强酸性电解质生产,氟化铝和碳酸钠是改善分子比和调节槽温的主要材料,碳酸钠主要用于电解槽启动初期建立牢固的炉帮和处理异常槽使用,正常生产过程中主要通过添加氟化铝来改善电解质成分,降低电解质初晶温度和分子比,低温、低分子比电解质有利提高电流效率。
有研究表明,过剩的AlF3增加2%,电流效率提高1%。
随着分子比降低,电解质的初晶温度降低,电解温度也随着降低,电流效率提高,但是随着分子比的降低,氧化铝的溶解性降低,电解质的导电能力减弱,电阻增大,在槽电压设定不够的情况下,相当于降低电解槽的极距,电解槽的稳定性变差,从而影响电流效率的提高,阴极内衬吸收钠量增加,进而还会影响电解槽寿命;另一方面分子比越低,AlF的3挥发性越强,如果烟气净化系统回收氟化盐效果不好,将导致氟化盐损失增大。
所以,铝电解生产中不能一味追求低分子比生产,而要根据管理水平、氧化铝质量、槽型以及计算机控制水平等情况选择适宜的分子比,并通过各种技术手段和措施调节使分子比长期保持在规定范围内确保电解质工作性能良好。
300KA预焙电解槽中修内容及技术要求

300KA预焙电解槽中修内容及技术要求一电解槽上部结构1拆除1.1将槽旁风动斜溜槽与槽上风动溜槽软布袋处拆开。
1.2从排烟管法兰与伸缩节下法兰连接螺栓处拆开,把排烟管上的伸缩节以及伸缩节上方的一节直钢管拆下,以方便上部结构的吊运。
1.3门型立柱底座铰接处与槽壳分开并更换破损的绝缘件。
1.4立柱母线与阳极母线从L型块连接螺栓处拆开。
2吊运2.1未拆除上部结构时,施工单位应制作阳极立柱母线软带支承装置,以防止上部结构吊运时立柱母线软带变形。
2.2吊运的上部结构,应拆除槽上溜槽、阳极挂钩、打壳气缸、出铝气缸、定容下料器,且将料箱中的余料和集气罩中的沉料放净,便于减轻上部结构整体重量。
2.3上部结构吊运时,必须用多功能机组两固定电葫芦吊运,施工单位应制作吊具,保证吊运时整体平稳,不倾斜。
3绝缘3.1更换上部结构部分破损的绝缘件(打壳、出铝气缸座、钢套)。
二内衬1内衬刨除及外运1.1为防止内衬膨胀造成槽壳变形或接地,须采取干刨方法刨除内衬。
1.2阴极部分先从周边缝部位开始,将氮化硅结合碳化硅砖、周围糊、耐火砖、浇注料、隔热耐火砖等刨除,直至全部露出阴极钢棒。
1.3用气割将阴极钢棒割断,具体切割位置是距阴极炭块100㎜处切割,豁口以电解槽阴极软带连接片(沈阳院零件图SG0218—3LY2-16)为准。
割口为100㎜连接片,连接片的厚为6㎜,数量不少于25片。
1.4阴极钢棒全部割断后,使用专用设备将阴极炭块顶活吊出。
1.5刨除到干式防渗料处时,由电解分厂生产设备办公室工艺员对防渗料进行技术鉴定(据鉴定结果再做结论)。
1.6沿着槽壳上沿割断槽沿板,将其拆除,切割时勿损伤槽壳。
1.7刨炉结束后,应清除槽壳内侧壁的附着物。
1.8施工方应根据甲方的指定存放地点清掉现场各种氮化硅结合碳化硅砖、废糊料、阴极炭块、干式防渗料、耐火砖等以及酸洗阴极钢棒的废液,以便甲方再处理。
1.9将阴极钢棒从残阴极炭块中拆除,交于甲方处理。
300kA铝电解槽电解质上涨原因分析及处理措施

300kA铝电解槽电解质上涨原因分析及处理措施摘要:本文分析了300kA铝电解槽电解质上涨的主要原因,并针对电解质上涨原因提出了处理措施,在生产实际中进行验证,得到良好的控制效果。
关键词:电解质分子比过热度炉膛电阻极距300kA铝电解槽生产工艺目前已较为成熟,但电解质上涨为电解生产中的常见的异常现象,标志着电解生产处于无序状态。
电解质上涨给生产带来一定的弊端,主要是造成铝电解槽炉帮融化、化极上料、化钢爪,从而影响原铝质量,对于氧化铝浓度控制也带来影响。
电解质上涨分为两个大类,分别为液体电解质总量增加和液体电解质总量不变。
1 电解质上涨原因分析1.1 液体电解质总量增加液体电解质总量增加,成为电解质实质性上涨,而电解质的来源分为极上料、炉帮、炉底。
1.1.1 化极上料极上料为极面保温料,极上料的厚度和成分都会影响电解质总量的变化。
在实际生产中极上料转变为液体电解质分为以下三种情况。
1.1.2 壳面垮塌壳面垮塌最主要反应在日常操作中的收边质量上,此时应精细化职工的收边操作和改变用料成分,多使用氧化铝从而提高后边质量。
1.1.3 面壳化穿一般出现面壳化穿的电解槽,说明在工艺参数搭配上存在不匹配现象。
如:分子比低、电压设定过低、压极距现象等。
电解质分子比降低,电解质导电性变弱溶解氧化铝能力随之变弱,电阻增大。
在设定电压不变的情况下,相当于降低了电解槽极距,此时便会出现电解质虚高的现象。
由于阳极产生气体对电解质搅动的原因,极距低时搅动变大,外加虚高的电解质水平,会对阳极面壳进行冲刷,形成面壳化穿现象,导致电解质上涨。
1.1.4 极上料电解质含量高极上料成分较为复杂,常用的一般为残极面壳粉碎后再加入氧化铝进行配比。
如出现面壳垮塌或面壳化穿现象,电解质总量都会发生变化。
1.1.5 化炉帮、化炉底化炉帮、化炉底过程是同时进行的,同时伴随着槽膛内部的改变,对电解槽的稳定运行、安全和槽寿命都有极大的影响。
炉帮是位于电解槽侧部的高分子比电解质的结晶体,起到保护电解槽侧部和减弱水平电流的作用。
300kA大型预焙铝电解槽工艺技术条件的优化与选择

3 1 稳 定 供 电质 量 .
艺 技 术 条 件 控 制 的 最 有 效 的 管 理 方 法 , 而 实 现 从
3 0 A 电解槽 安全 、 效 、 0k 高 稳定 运行 。2 0 0 5年 7月单
位抽 调 了专 业 技术 骨 干 组 成 3 0 A 电解 槽 技 术 优 0k 化小组 , 以优 化工 艺 技术 条件 , 稳定 电解槽 运行 和 设
ቤተ መጻሕፍቲ ባይዱ
根 据 小组 人员 专业 特长 , 照现 场 指导 , 艺质 按 工 量监 督 和设 备 消缺 , 资料 数 据 的 分 析 整理 等 多 个 方
面, 分头 开 展工作 。
2 3 建 立 不 定 期 分 析 会 议 制 度 .
率 高 、 艺 技术 条 件波 动等 诸多 因素 影 响 , 工 电解槽 处
收稿 日期 :0 6 1 2 2 0 —1 —1
艺 技 术条 件的 控 制 方 面没 有 太 成 熟 的经 验 可 借 鉴 。 20 年 1 0 4 1月一 期投 产 以来 , 位技 术人 员在 电解 槽 单 的生 产 管理 和 技术条 件 的控 制方 面进 行 了大 胆的探
索, 取得 了一 些经 验 。但 是 2 0 0 5年 部分 电解槽 技术 条件 出现 了 一些 波动 , 现 为 : 温 偏 高 , 应系 数 表 槽 效 高 , 应 受 控率 低 , 助系 统 流 程 不顺 畅 , 效 辅 设备 缺 陷
于 非正 常期 时 间长 , 致 电解 槽 各项 技 术 经 济 指标 导 长期 低效 率徘 徊 。某厂 3 0 A 电解槽 是 目前 国 内容 0k 量大 、 装备 最先 进 的 电解 槽型之 一 , 在生 产管 理 和工
300kA铝电解预焙槽侧部破损原因及对策

・340・第五届铝电解专业委员会2005年年会暨学术交流会论文集般原铝Si含量在0.03%左右,如果超过0.05%我们就应该认为是该槽子炉帮形成不好,侧部碳块已经开始腐蚀,应尽快找准原因采取措施。
如果一个生产系列200多台电解槽中,硅含量有5台以下硅含量达到或者是超过0.05%,应从技术条件保持和操作质量中查找原因,采取措施控制,如果有1020台Si含量超过0.05%,那么我们就应该从设计角度查找原因【1],炉帮局部发红也是电解槽侧部损坏的判定依据。
2.2电解槽侧部破损宏观现象在进行电解槽大修过程中发现,电解槽侧部炉(a)xx槽x面x位置破损情形3原因分析及对策帮形成不良或受损坏严重,侧部碳块人造伸腿上沿铝液、电解质液界面处腐蚀尤其严重,形成长条断裂空洞带。
由图1看出,电解槽侧部破损较严重,图1一a中电解质和铝液交界面深度腐蚀,上部碳化硅砖颜色变得粉红,形成向侧壁扩展腐蚀,说明此处铝液波动激烈,经常冲刷侧部碳化硅砖,受其影响,该冲刷腐蚀带的人造伸腿变小变矮,侧部碳块局部完全损坏。
图1相对说来形成较小的冲刷腐蚀,而且人造伸腿比较明显,但仍不能形成较好的炉帮,部分碳化硅砖甚至粉化掉渣,运行中炉帮经常发红。
图1电解槽侧部破损(b)xx槽X面X位置破损情形3.1“炉帮”形成不良或易遭破损的原因从对停槽大修的电解槽炉膛解剖,特别是正常生产中炉帮不良的槽子看。
侧部碳块直接和电解质溶液接触,有的地方还粘少许酥状的电解质固体,Si3N4一SiC侧砖已经粉化,沿铝液面的炉膛明显有深的冲刷条沟。
有的侧部裸露部分已经形成粉末状物,对于炉帮形成不良或形成的炉帮易遭破损的原因主要为:(1)电解槽预热启动影响电解槽预热启动期,升、降温曲线梯度时间控制得不好,分子比低或技术条件组合失误,导致电解槽初期没有形成良好的坚固的炉帮,因为早期坚实基础炉帮的建立对后期正常生产、炉帮的维护起到重要的保障作用。
(2)生产技术条件对侧部炉帮的影响对炉帮损毁的因素很多,在生产中主要反映为电解质温度、溶液流速和槽的管理操作等,当较长时间效应、病槽、或其他原因造成槽温过高,电解质温度高于炉帮形成时的初晶温度后,导致侧部上1:I炉帮过空,伸腿化小化软,沉淀增多,铝液流速加快,摆动幅度加大,对炉帮冲刷加剧。
300KA电解槽管理体会

300KA铝电解槽管理体会摘要:目前国内电解铝行业都朝大型预焙电解槽方向发展,本文介绍了300KA电解槽虽然采用新型的碳化硅结合氮化硅侧部碳块,但炉帮难以形成,原铝Si含量较高的问题日益突出,就这一问题,论述了笔者在生产实践中的体会。
关键词:水平电流;炉底结壳;红炉帮;原铝Si含量一、引言在国内的电解铝行业,随着小系列和小槽型的淘汰,新建的电解铝厂都采用大槽型和大系列。
而大槽型和大系列电解铝厂的生产管理经验,目前在国内的电解铝行业还不是十分成熟。
收集整理大型电解槽的生产管理经验,分析这些经验的理论原因并在理论上有所上升提高,是当前我们电解铝工作者的重任。
二、现状我公司300KA电解槽运行四年以来,原铝Si含量升高电流效率低已成为突出矛盾,最差时达到80%的电解槽原铝Si含量超标,电流效率不足90%,其主要原因是侧部碳化硅砖破损自然炉帮难以建立。
所以,笔者认为300KA大型槽的管理重点在炉帮的管理,而炉帮的管理根本在于炉底管理,阴极压降大,使电解槽水平电流过大,垂直电流减小,是导致此结果的理论依据。
经过实践探索,目前槽子原铝Al70以上率在97%以上,电流效率达92%,现就我们的实践经验叙述如下:三、实践对策1、对策一:原铝Si含量差的槽普遍存在炉底结壳多,阴极压降大,红炉帮现象频繁出现,伸腿较长,残极两端厚薄不一(见图一)。
我们采取的对策是用钢钎人工辅助捅炉底结壳的方法,加快了炉帮的形成和原铝SI含量的好转。
图一、残阳极两端厚度对比图2、对策二:针对炉底状况差的槽采用因槽制宜之法,具体方法是适当提高设定电压0.02—0.05V,控制效应系数0.3—0.5次/槽.日,提高分子比 2.35—2.5,让炉底始终处于偏热状态,以不影响炉帮形成为限度,充分发挥效应清除炉底沉淀的作用,与对策一相配合,经过三个多月原铝Si含量明显好转(见表一),电流效率大幅度提高(见图二)。
表一、原铝硅含量对比表图二、电流效率比较图四、结论300KA电解槽炉底状况与炉帮情况有着紧密的联系,炉底的变化很快影响到炉帮的好坏。
300KA铝电解槽电压摆产生的原因及处理措施

300KA铝电解槽电压摆产生的原因及处理措施作者:杨仲生来源:《科技与企业》2012年第20期【摘要】电压摆是衡量电解槽是否稳定的重要标志之一。
另外,为了确保300KA铝电解槽高效平稳地生产,有效分析和快速处理电压摆就显得特别重要。
本文通过对300KA铝电解槽电压摆的现象、特征及其产生的原因进行分析,并得到铝液波动是引起电压摆波动的主要原因。
同时结合生产实际提出以静制动、调极、调整技术参数等措施减小电压摆。
【关键词】铝电解槽;电压摆;处理措施我公司的300kA电解槽是在“三度寻优”仿真平台上优化设计出来的,特别是在母线设计方案上采取大面五点进电、阴极母线补偿和母线系统电阻优化等措施,以此尽可能消除垂直磁场梯度对电解槽稳定性的影响。
但是,在我厂生产实践中仍然经常产生不同程度的电压摆现象。
因此,本文从生产实际出发认真细致地分析电压摆的现象及其产生的主要原因,并提出一些处理电压摆的具体措施,尽量减少电压摆波动时间,对电解槽平稳生产具有深远影响。
1、电压摆发生时的现象所谓电压摆是由于某种原因造成槽内铝液上下波动而引起的电压波动,且波动的幅度超过设定值。
它是衡量电解槽是否稳定的重要标志之一。
其发生时的现象如下:a)槽电压波动幅度在0.3~2.0 V,如表1。
b)部分阳极钢爪发红,阳极脱落。
c)局部炉帮涮空,部分残极涮爪,原铝含铁量上升。
d)槽温偏高,电流效率降低。
2、电压摆产生的原因电压摆产生的原因从理论上讲是在磁场作用下,由于槽内熔体内、外作用力影响使电解质和铝液界面形状发生改变,造成极距的发生变化,电流分布不均而引起电解槽检测电阻或电压时发生周期波动的一种槽况不稳定性。
对于电解槽熔体来说,电磁力是影响金属铝液运动状态及其界面形状的主要因素,当电解槽内部的水平电流过多时,就会使得铝液受到电磁力而上下波动,表现出电压摆。
从我厂300KA电解槽生产实践中发现,总结了电压摆产生的原因主要有以下几个方面:2.1铝液水平较低我厂300KA电解槽的铝液水平设计值为26~28cm,电解质水平为18~20cm。
300KA预焙电解槽中修内容及技术要求
300KA预焙电解槽中修内容及技术要求一电解槽上部结构1拆除1.1将槽旁风动斜溜槽与槽上风动溜槽软布袋处拆开。
1.2从排烟管法兰与伸缩节下法兰连接螺栓处拆开,把排烟管上的伸缩节以及伸缩节上方的一节直钢管拆下,以方便上部结构的吊运。
1.3门型立柱底座铰接处与槽壳分开并更换破损的绝缘件。
1.4立柱母线与阳极母线从L型块连接螺栓处拆开。
2吊运2.1未拆除上部结构时,施工单位应制作阳极立柱母线软带支承装置,以防止上部结构吊运时立柱母线软带变形。
2.2吊运的上部结构,应拆除槽上溜槽、阳极挂钩、打壳气缸、出铝气缸、定容下料器,且将料箱中的余料和集气罩中的沉料放净,便于减轻上部结构整体重量。
2.3上部结构吊运时,必须用多功能机组两固定电葫芦吊运,施工单位应制作吊具,保证吊运时整体平稳,不倾斜。
3绝缘3.1更换上部结构部分破损的绝缘件(打壳、出铝气缸座、钢套)。
二内衬1内衬刨除及外运1.1为防止内衬膨胀造成槽壳变形或接地,须采取干刨方法刨除内衬。
1.2阴极部分先从周边缝部位开始,将氮化硅结合碳化硅砖、周围糊、耐火砖、浇注料、隔热耐火砖等刨除,直至全部露出阴极钢棒。
1.3用气割将阴极钢棒割断,具体切割位置是距阴极炭块100㎜处切割,豁口以电解槽阴极软带连接片(沈阳院零件图SG0218—3LY2-16)为准。
割口为100㎜连接片,连接片的厚为6㎜,数量不少于25片。
1.4阴极钢棒全部割断后,使用专用设备将阴极炭块顶活吊出。
1.5刨除到干式防渗料处时,由电解分厂生产设备办公室工艺员对防渗料进行技术鉴定(据鉴定结果再做结论)。
1.6沿着槽壳上沿割断槽沿板,将其拆除,切割时勿损伤槽壳。
1.7刨炉结束后,应清除槽壳内侧壁的附着物。
1.8施工方应根据甲方的指定存放地点清掉现场各种氮化硅结合碳化硅砖、废糊料、阴极炭块、干式防渗料、耐火砖等以及酸洗阴极钢棒的废液,以便甲方再处理。
1.9将阴极钢棒从残阴极炭块中拆除,交于甲方处理。
300KA电解槽大修技术标准

300KA电解槽大修技术标准300KA电解槽大修技术标准一、电解槽内衬砌筑标准1总则2槽底砌筑工艺要求2.1槽壳清理干净后,依据电解槽内衬施工图,进行基准放线作业。
2.2铺石棉板:槽底铺一层10mm石棉板。
2.3铺绝热板2.3.1绝热板的接缝<2mm。
所有缝隙间用氧化铝粉填满,绝热板与槽壳间隙填充耐火颗粒并捣实料度<5mm,绝热板的加工应采用锯切割。
2.3.2根据槽底变形情况允许局部加工绝热板,但加工厚度不大于10mm。
2.4粘土隔热砖砌筑(干砌)2.4.1第一层隔热砖绝热板上进行作业,所有砌筑缝<2mm并用氧化粉填满,不准有空隙。
隔热砖与槽壳间填充耐火颗粒,粒度<5mm,填实。
2.4.2第二层隔热砖与第一层耐火砖应错缝砌筑,所有砖缝用氧化铝粉填满,隔热砖与槽壳间填充耐火颗粒,料度<5mm,填实。
2.4.3隔热砖加工采用锯切割。
2.4.5干式防渗料铺设要求。
2.4.5.1干式防渗料分两层铺,压缩比1::1,铺设前清理隔热砖上面杂物,支好壳子板,均匀铺好干式防渗料,用铝合金尺杆刮平,上面用条布盖好,再用盖好后,用平板振动器振实2.4.5.2按预先划好的基准线测9个点,槽底水平误差±5mm,槽底砌筑总高±2mm,无论槽底上抬与否,均调整干式防渗料厚度,局部超出标准,可进行修理,以保证阴极碳块组安装尺寸。
3材料指标3.1硅酸钙板:GB10699-1998硅酸钙板的物理指标牌号导热系数平均温度343+5K{W/.(m.k)} 抗压强度最小值(MPa) 抗折强度最小值(MPa) 密度(kg/m3) 线收(%)220号≤0.06≥0.50 ≥0.30 ≤220 ≤2 注:最高使用温度650℃,规格为60030065.尺寸允许偏差外观缺陷长(mm) 宽(mm) 厚(mm) 缺棱(个) (个) ±4 ±4 ±3-1.5 1 1 本标准为一等品。
3.2粘土质隔热耐火砖:GB/T3994-1983粘土质隔热耐火砖物理指标牌号体积密度(g/cm3)常温抗压强度(㎏)导热系数平均温325±25℃{W/.(m.k)}不大于重烧线变化2%的试验温度 NG-0.7 0.7 20 0.35 1250 注:砖的工作温度不超过重烧线变化的试验温度。
电解300KA大型电解铝预焙槽操纵技术制度

300KA电解铝预培焙槽工艺技术条件一、正常生产槽工艺技术条件1、电流305KA±15KA2、分之比 2.1~2.5 (≧90%)3、电解质温度930℃~965℃(≧85%)4、铝水平(出铝后)19~25cm (≧85%)5、电解质水平16~21cm (≧85%)6、槽设定电压 3.7~4.2V (≧85%)7、月均效应系数0.3次/槽·日以下8、出铝周期24小时二、启动初期工艺技术条件1、槽电压管理:灌完铝后 4.5V~5.0V 第一个月内 4.0V~4.5V2、电解质成分管理:第一个月分之比≧2.8 第二个月分之比 2.5~2.83、电解质水平与铝水平管理:电解质水平四周内20~30 cm 铝水平灌铝后一月内16~21 cm4、效应系数管理:启动后第一个月月均效应系数0.6次/槽·日以下三、破损槽工艺技术条件1、分之比 2.1~2.52、电解质温度930℃~980℃3、铝水平(出铝后)20~26cm4、电解质水平6~21cm5、槽设定电压 3.8~4.6V6、效应系数0.6次/槽·日以下300KA电解铝预焙槽操作技术规程300KA大型电解铝预焙槽生产工艺是目前先进的电解工艺技术之一,采用了大面五端进电,中心六点下料的方式。
为确保电解槽平稳、顺利的运行,给生产的正常进行提供保障,现在对生产作业的一些基本操作做一个基本的规范,其主要的操作包括:焙烧启动作业、换极作业、出铝作业、扎边部作业、熄灭效应作业、抬母线作业、两水平测量作业、槽温测定作业、电解槽破损(漏炉)的维护与处理方法、停槽作业等。
一、电解槽焙烧启动作业1、范围:适用于所有准备投入生产的电解槽。
2、目的:为电解槽正常生产作好准备,并通过焙烧启动使电解槽阴极和阳极温度接近或达到生产温度,具备正常生产条件。
3、所用工具、材料:铁锹、扫把、圆钢条(¢5~10mm)、扳手、钢刷、风管、阳极卡具、粉笔、锉刀、有机清洗剂、标号热电偶、数字式温度表、万用表、操炉用具、液体电解质、冰晶石、焦粒(采用煅后的石油焦,粒度严格控制在3~6mm范围内)。
300KA预焙阳极电解槽在线小修技术方法改进
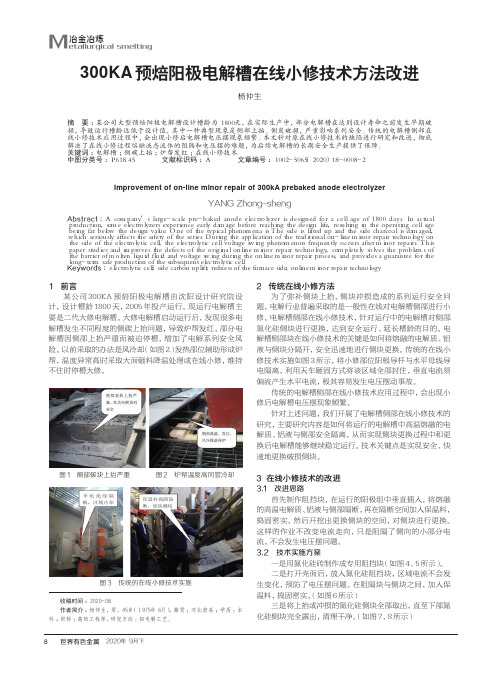
世界有色金属 2020年 9月下8冶金冶炼M etallurgical smelting1 前言某公司300KA 预焙阳极电解槽由沈阳设计研究院设计,设计槽龄1800天,2005年投产运行。
现运行电解槽主要是二代大修电解槽。
大修电解槽启动运行后,发现很多电解槽发生不同程度的侧碳上抬问题,导致炉帮发红,部分电解槽因侧部上抬严重而被迫停槽,增加了电解系列安全风险。
以前采取的办法是风冷却(如图2)发热部位辅助形成炉帮,温度异常高时采取大面砸料降温处理或在线小修,维持不住时停槽大修。
300KA 预焙阳极电解槽在线小修技术方法改进杨仲生(中铝山西新材料有限公司,山西河津 043304)摘 要:某公司大型预焙阳极电解槽设计槽龄为1800天,在实际生产中,部分电解槽在达到设计寿命之前发生早期破损,导致运行槽龄远低于设计值,其中一种典型现象是侧部上抬、侧炭破损,严重影响系列安全。
传统的电解槽侧部在线小修技术应用过程中,会出现小修后电解槽电压摆现象频繁。
本文针对原在线小修技术的缺陷进行研究和改进,彻底解决了在线小修过程熔融液态流体的阻隔和电压摆的难题,为后续电解槽的长期安全生产提供了保障。
关键词:电解槽;侧碳上抬;炉帮发红;在线小修技术中图分类号:P618.45 文献标识码:A 文章编号:1002-5065(2020)18-0008-2Improvement of on-line minor repair of 300kA prebaked anode electrolyzerYANG Zhong-sheng(Chalco Shanxi new materials Co., Ltd., Hejin 043304, Shanxi)Abstract :A company’s large-scale pre-baked anode electrolyzer is designed for a cell age of 1800 days. In actual production, some electrolyzers experience early damage before reaching the design life, resulting in the operating cell age being far below the design value. One of the typical phenomena is The side is lifted up and the side charcoal is damaged, which seriously affects the safety of the series. During the application of the traditional on-line minor repair technology on the side of the electrolytic cell, the electrolytic cell voltage swing phenomenon frequently occurs after minor repairs. This paper studies and improves the defects of the original online minor repair technology, completely solves the problems of the barrier of molten liquid fluid and voltage swing during the online minor repair process, and provides a guarantee for the long-term safe production of the subsequent electrolytic cell.Keywords :electrolytic cell; side carbon uplift; redness of the furnace side; online minor repair technology收稿时间:2020-08作者简介:杨仲生,男,45岁(1975年6月),籍贯:河北蔚县;学历:本科;职称:高级工程师,研究方向:铝电解工艺。
300kA预焙阳极电解槽生产过程中的技术条件优化

300kA预焙阳极电解槽生产过程中的技术条件优化
王群;梁汉
【期刊名称】《轻金属》
【年(卷),期】2008()6
【摘要】根据生产实践,对300kA中心下料预焙阳极电解槽技术条件的优化控制进行了总结,并通过对实际生产数据分析,提出了一组合理的电解槽技术条件配置,在此技术条件下,可获得较高的电流效率。
【总页数】4页(P33-35)
【关键词】铝电解槽;技术条件;电流效率;优化控制;统计分析
【作者】王群;梁汉
【作者单位】山西华圣铝业有限公司,山西永济044500;华中科技大学电气与电子工程学院,湖北武汉430074
【正文语种】中文
【中图分类】TF821
【相关文献】
1.300KA预焙阳极电解槽焦粒焙烧启动的生产实践 [J], 刘海龙;朱跃强;葛贵君
2.300kA大型预焙铝电解槽工艺技术条件的优化与选择 [J], 王明山;莫德格
3.300KA预焙电解槽系列的优化设计及生产实践 [J], 张纲治;葛玉强;刘雅峰
4.300kA预焙电解槽系列的优化设计及生产实践 [J], 张纲治;葛玉强
5.190kA预焙阳极电解槽技术条件的优化控制 [J], 杨利;卫军红;王海珍
因版权原因,仅展示原文概要,查看原文内容请购买。
300kA铝电解槽工艺技术条件优化与新控制技术开发的开题报告

300kA铝电解槽工艺技术条件优化与新控制技术开发的开题报告一、选题背景铝电解槽是铝电解工业的核心设备,其工艺条件与性能稳定性直接影响到铝电解过程的效率和质量。
目前世界上主要铝生产国家都大力发展铝电解工业,为了提高铝产量、降低成本和提高产品质量,对铝电解槽的技术改进和控制手段不断进行研究和探索。
本次选题针对国内一家铝电解槽制造企业,其铝电解槽生产工艺和控制手段较为落后和单一,面临着技术提升和产业升级的压力。
因此,本次选题旨在优化工艺技术条件,探究新的控制手段,提高铝电解槽的生产效率和产品质量,推动铝电解工业的发展。
二、研究内容本次研究将以该企业生产的300kA铝电解槽为对象,围绕其工艺技术条件和控制方式进行优化和探究。
主要研究内容包括:1. 优化铝电解槽工艺技术条件。
通过对生产工艺进行分析和研究,寻找提高生产效率和产品质量的关键因素,并以此为基础进行工艺条件的优化。
包括氧化铝质量、电解质质量、电流密度和电解温度等方面的研究。
2. 探究新的铝电解槽控制技术。
针对该企业所采用的传统的PID控制方式进行改进和探究,以期实现更为精细、高效的电解槽控制。
包括模型预测控制、模糊控制、神经网络控制等方向的研究。
3. 针对铝电解槽安全问题进行研究。
根据铝电解槽在生产过程中存在的安全隐患,研究出安全控制措施,保障生产人员的安全。
三、研究意义本次研究旨在为中国铝电解工业的技术提升和产业升级做出贡献,具有以下几个方面的意义:1. 提高铝电解槽生产效率和产品质量,降低生产成本,增加经济效益。
2. 探索新的铝电解槽控制手段,实现电解槽自动化控制水平的提高,降低人工干预,减少操作误差。
3. 加强铝电解槽安全控制,保障生产人员的安全,减少事故发生率。
4. 推动中国铝电解工业的发展,增强国家的经济实力和市场竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝电解专业技术总结考生姓名: xxxx申报职业(工种): xxxxx申报级别: xxxx浅谈300kA预焙电解槽的技术优化控制摘要: 本文分别从300kA电解槽对其焙烧启动、后期管理及正常生产期的参数控制及优化进行了阐述。
焙烧启动阶段采用焦粒焙烧,通过合理控制各项技术指标,焙烧启动阶段顺利进行。
后期管理阶段主要是根据迅速降电压的指导思想,对各项技术参数的调整进行了合理尝试,取得了较好的效果。
正常生产期通过提高氧化铝浓度控制精度和技术管理创新,降低了电解槽炉底压降和阳极效应系数,各种能耗明显降低,电解槽稳定性增强,提高了电流效率。
关键词: 铝电解槽焙烧启动后期管理技术优化受世界金融危机冲击,有色金属国内外市场需求萎缩,价格暴跌,铝价也随之大幅下跌,电解铝企业的生存面临着前所未有的威胁,加之国内节能降耗的大趋势要求,降低生产成本已成为刻不容缓的问题。
鸿骏铝业300KA电解系列通过对技术管理创新和新技术的运用,逐步摸索出了低电压下,电解槽稳定高效运行的方法,各种能耗明显降低。
1.焙烧启动管理鸿骏铝业300KA电解槽256台电解槽采用的是沈阳铝镁设计院设计的电解槽,公司通过对启动及后期管理的摸索,探索出了一套合理技术管理思路,取得了较好的成绩。
1.1 焙烧过程管理我公司300KA电解槽采用的是焦粒加石墨焙烧,无效应湿法启动。
焦粒与石墨的配比采用的是8:2,角部采用7:3,铺设厚度为2cm,焦粒与石墨碎的粒度要求为0.2cm~0.4cm。
装槽料有所改变,把边部冰晶石用电解质破碎块替代,达到减缓热冲击的目的,极间缝不装物料、中缝添加电解质块达到加强热对流的效果,使电解槽各部位升温平衡。
焙烧时间控制在120h以上,温升梯度则按表1进行控制,在此温升梯度条件下,使阴极内衬充分焙烧焦化,避免温差过大造成阴极表面和内部裂纹的产生, 防止电解槽早期破损槽的产生。
表1 各阶段温升梯度控制温度控制范围/℃所处阶段温度提升速度/℃·h- 1温升梯度/℃· h- 1≤200软化阶段主要排出水分15左右10~13 200~700挥发分大量排出的阶段5 7~10>700粘结剂的焦化过程基本结束10~15 9~12在实际生产过程中,为了避免电流分布不匀对电解槽寿命产生影响,就要求从焦粒粒度选择、焦粒配比、铺设厚度、座极、拆除分流片等方面入手进行严格把关,同时在焙烧期间要按照公司制度对阳极电流分布进行测量,并对偏差过大的阳极电流进行调整。
同样,阴极电流分布不均时可使阴极自身温升差异大从而使阴极产生裂纹而造成电解槽的早期破损。
1.2 启动过程管理当炉膛温度达到900℃以上,电压在2.5v以下,中缝区域电解质高度达到10cm-15cm时,电解槽具备启动条件。
启动时提升阳极,极距可在启动初期一次性提升至4cm以上,槽电压控制在7.0v-7.5v,利用电解槽阴、阳极之间产生的电弧将冰晶石(电解质粉)熔化成液体电解质,整个过程中初步提升阳极,保证极距在16cm以上,槽电压控制在7.5v左右,整个过程保持零效应。
在 300 kA系列采用新型法电解槽启动过程中,抬电压是关键。
抬电压时必须在 3min-5min内电压抬到 7. 0v-7.5v,否则就有脱极的危险。
电流分布的测量是顺利启动的关键,若相邻阳极的电流分布值超过 2倍,则应该采取分流或降温的方法进行处理。
300kA系列电解槽,在启动过程中要密切注意槽底的变形情况。
若槽底隆起比较严重,则抬电压速度达不到使用要求,而且其脱极的几率也随之增加,灌电解质时要注意电解质的渗漏现象。
我公司电解槽采用此种技术启动时,各项指标均较优,未出现电解槽早期破损、电压波动等现象。
1.3 启动后期管理因初期设定电解槽的运行电压控制在3.85v,能否将电压顺利的降至3.85v是工作的关键,为此对电解槽各项技术参数的匹配要求较高。
降电压过程中,电解槽的稳定性是衡量电压能否顺利下降的关键指标,故提高电解槽的稳定性尤为重要。
各项指标的控制均以提高电解槽稳定性为最终目标,此过程中千万不可考虑电解槽的经济指标。
经生产实践,制定以下参数控制要求,按照此种方法对电解槽进行启动后期管理,可顺利的将电压降至3.85v。
(1)启动时间与设定电压及分子比关系表2。
在此种控制过程中,高分子比控制即有利于电解槽的稳定性,又满足了电解槽前期建立高质量炉帮的需要。
表2 启动时间与设定电压及分子比关系表时间1d 2d3d~9d10d~13d14d~25d26d~34d35d~40d41d~50d 启动8h8h~16h16h~24h灌铝电压控制7.2~7.876.2~6.66.0~6.35.55~4.384.33~4.184.16~3.943.93~3.853.85 3.85100mv/天50mv/天20mv/天10mv/天分子比不低于2.85 2.78~2.852.65~2.752.55~2.652.45~2.55(2)启动时间与效应控制关系表3。
槽温的控制主要把握效应控制,在电解槽降电压过程中由于新启动电解槽初期无电解质结壳建立起来的炉膛保温,散热量很大,且前期内衬吸热,电解槽热支出较大,再加上电解质分子比高,其初晶温度也高,需要较高的效应系数维持槽温,保证合理的过热度。
表3 启动时间与效应控制关系表时间1d 2d3d~10d11d~21d22d~31d32d~34d 启动8h8h~16h16h~24h灌铝(9t)效应控制无效应保持控第一个效应24h36小时72h 120h (3)在阳极钢爪不浸入电解质时,尽量将电解质水平控制在上限。
这样有利于电解质温度的稳定及溶解氧化铝的能力,尽量减少沉淀,同时建立炉帮需要大量电解质。
(4)新槽启动24小时开始灌铝,第一次灌铝量控制在9t,灌铝后铝水高度在13cm左右。
保持3天左右后,铝水高度达到17cm时,开始出铝,出铝量控制在2t左右。
在设定电压未降至3.85v时,铝水就控制在16cm~17cm,具体效率在因槽而定。
2.生产期管理在低电压生产的要求下,电解槽的控制也在细微的发生着变化,需要控制人员在思想上发生转变,我在300KA电解槽在实际生产中,初步摸索出了一套适用的控制方法,取得了较好的成绩。
2.1炉膛控制思路的加强规整的炉膛是电解槽低电压稳定运行的保证。
在探索发现中,炉膛的好坏对电解槽的稳定有极大的影响。
规整的炉膛包括合理的炉帮厚度、适中的伸腿、干净的炉底。
其中优秀的炉帮厚度及伸腿,可有效的规整电流走向,对提高电流效率有明显作用。
而干净的炉底可有效的降低炉底压降,对电压的降低起来至关重要的作用。
启动后期管理主要是保证炉帮的质量,而后期生产中伸腿和炉底情况则是控制的重点。
炉底压降是阴极材料上产生的压降,一部分是生产过程中沉积在阴极表面上的沉淀结壳产生的压降,降低炉底压降需要一个过程,需要各项技术条件的支持和匹配,对于已投产的电解槽,只有从优化工艺技术条件去解决。
(1)控制好电解槽的热平衡,合理保持两项水平和槽温过热度。
热平衡保持的是否合理对炉底压降有直接的关系,两水平、槽温和过热度是保持热平衡的关键,如果炉帮减薄,炉膛变大,水平电流就会增多,炉底就容易产生结壳,从而使炉底压降增大。
只有保持相对较小的过热度才能增加炉帮厚度,减小水平电流,使炉底压降降低。
(2)提高换极质量,及时掌握炉底状况。
严格控制换极过程,尽量避免大量氧化铝进入电解槽内,另外,通过换极对炉底的结壳人工进行清理,并定期对槽的烟道端沉淀和结壳进行处理,降低了炉底压降。
(3)保持合理的电解质高度。
电解质高度对炉底影响极大,要保证良好的炉底情况,电解质高度不可低于16cm,否则控制难度较大。
2.2 工艺技术条件的保持和优化(1)保持槽内在产铝量的基本稳定。
铝水平是电解槽稳定运行的关键,铝水平主要的作用是削弱磁场和侧部散热,只有磁场的稳定才能使槽电压稳定,对于低电压控制的普通电解槽,铝水控制在出铝前20cm~21cm为宜。
(2)稳定电解质成分和高度(不低于16cm),使槽温在较小的范围内波动,确定合理的过热度。
经过实践发现电解槽槽温宜控制在960℃~965℃,分子比控制在2.38~2.48之间,电解槽的稳定较高,过热度在5℃~15℃,电解槽效率和电压取得了较好的匹配,能耗较低。
(3)氧化铝浓度控制算法的优化。
控制理念是采用以过量为主的低窄氧化铝浓度控制策略,将氧化铝浓度转换系数改为-2,波动范围变小,便于正常槽况的控制。
出铝、换极等特殊作业控制策略优化,由于出铝、换极、抬母线等特殊操作均对电解槽的物料平衡和热平衡产生影响,极易引起电解槽针振、槽温升高、氧化铝浓度忽高忽低。
为此针对不同的特殊操作,对控制算法进行了优化升级。
(4)降低阳极效应系数。
效应电压在日常生产中所占得比重也是不小的,效应偏多的主要原因是技术条件匹配和打壳下料机构和控制系统出现问题,降低效应系数从下面几个方面进行: ①制定细致的效应考核制度,落实到人。
特别是出现堵料、机械故障未及时发现的问题进行考核,尽可能的减少突发效应。
②控制好电解槽的热平衡,保持合理参数匹配,减少“冷槽”形成的效应。
关注电解槽的过热度,避免出现过热度太小的问题,使电解质对氧化铝的溶解能力减弱,从而使进入槽内的氧化铝沉入炉底,引发效应,以槽温和过热度为中心控制,就能减少这种效应。
③提高槽控系统的灵敏度和控制精度。
通过对控制算法的优化升级,使效应的受控率大大提高,使氧化铝浓度在可控范围之内。
2.3 操作质量的优化(1)提高换极操作质量,为低电压控制打好基础。
换极作业是电解生产的一项重要工作,低电压控制的极距变小,就要提高换极精度,减少新极装上后对电解槽的干扰。
(2)加强电解槽的保温工作。
槽电压降低后,电解槽的输入能量减少,要保持其能量平衡,就要减少热支出,加强保温,否则电解质水平就很难保持。
为此对整形工作提高了要求。
3.结语按照此种控制的方法,鸿骏铝业300KA电解槽256台普通电解槽现运行情况较好,各项经济指标较为优秀,其中直流电耗可控制在12700 kwh/t·Al以下,氟化铝单耗低于17kg/t·Al。
但需要我们清楚认识的是,一是在低铝水平、高槽温的控制下,电解槽的寿命必然受到一定的影响,电解槽的各项技术参数必须要随着电解槽槽龄的增加,进行适当的调整,否则会面临电解槽的早期破损。
二是电解槽从散热型向保温型过渡已经成为发展的必然趋势,但是筑炉材料未能及时跟上时代的发展,最终导致筑炉材料成了影响节能槽能否成功的关键因素。
参考文献:(1)葛贵启等. SY300 kA 预焙电解槽焦粒焙烧工艺探索[J].轻金属, 2004(1)(2)欧宝成等. 大型预焙槽阴极破损原因的探讨[J].轻金属, 2008. 4作者简介:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx。