基于运动控制的纤维缠绕机控制系统设计
纤维缠绕机结构设计

纤维缠绕机结构设计一、主框架设计主框架是纤维缠绕机的核心结构,它承载了所有的运动系统和组件。
设计时需要考虑到强度、刚度和稳定性,以确保机器在高速运转和承受负载时仍能保持精度和稳定性。
主框架一般采用钢材或铝合金等高强度材料,设计时应遵循简约、紧凑的原则,方便安装和维护。
二、运动系统运动系统是纤维缠绕机的关键部分,它包括主轴、导轨、滑块、传动装置等部分。
主轴是实现纤维缠绕的核心部件,其转速、精度和稳定性对产品质量有直接影响。
导轨和滑块用于支撑和导向运动系统,其设计也需要充分考虑精度和耐磨性。
传动装置则负责将动力传递给主轴,设计时需要考虑到传动效率、稳定性和噪音等问题。
三、控制系统控制系统是纤维缠绕机的“大脑”,它负责协调各个系统的工作,实现高效、稳定的纤维缠绕。
控制系统一般采用可编程控制器(PLC)或工业计算机(IPC),通过各种传感器和执行器实现精确控制。
控制系统设计时需要考虑到人机界面、操作便利性和可维护性等问题。
四、供料系统供料系统负责提供纤维材料,其设计需充分考虑供料的连续性和均匀性,以确保纤维缠绕的稳定。
供料系统一般包括供料轮、张力调节装置等部分,设计时应注重供料速度和张力的可调性,以满足不同纤维材料和工艺需求。
五、加热系统加热系统用于对纤维材料进行加热处理,以提高其可塑性和粘结性。
加热系统一般采用电热元件或红外线加热方式,设计时应注重加热均匀性和节能环保,同时考虑到安全防护措施。
六、冷却系统冷却系统用于对加热后的纤维材料进行快速冷却定型,提高产品质量和生产效率。
冷却系统一般采用水冷或风冷方式,设计时应注重冷却效果和均匀性,同时考虑到冷却介质的更换和环保处理。
七、防护装置防护装置用于保护操作人员和设备安全,防止意外事故发生。
防护装置包括安全门、防护罩、急停开关等部分,设计时应注重结构简单、操作方便以及安全可靠。
八、软件设计软件设计包括控制软件和工艺软件两部分。
控制软件负责实现设备的自动化控制,工艺软件则负责优化纤维缠绕工艺参数。
基于运动控制的纤维缠绕机控制系统设计

第8卷第2期2009年4月 江南大学学报(自然科学版)Journa l of J i angnan Un iversity(Na tura l Sc ience Ed ition)Vol .8 No .2Ap r . 2009 收稿日期:2008-07-05; 修订日期:2008-08-31。
作者简介:俞建峰(1974-),男,江苏宜兴人,工程师,工学博士。
主要从事机电控制等研究。
Email:robot mcu@基于运动控制的纤维缠绕机控制系统设计俞建峰, 周杰(无锡出入境检验检疫局机电产品检测中心,江苏无锡214101)摘 要:研制了一种可实现双层缠绕功能的新型五轴联动数控缠绕机,包括收线系统、放线系统、张力器和控制系统4个部分。
缠绕机控制系统采用上位工控机和下位多轴运动控制卡的主从式控制结构,伺服驱动方式采用脉冲加方向的位置控制方法,并结合纤维缠绕的动作要求编制逻辑控制程序。
该缠绕机已成功投入使用,实际运用表明双CPU 结构的控制系统具有开放性好、易于重构、集成度高的特点。
关键词:纤维缠绕机;运动控制;控制系统中图分类号:TP 273;TS 193文献标识码:A文章编号:1671-7147(2009)02-0159-05Con trol System for a F ilam en t W i nd i ng M ach i ne Ba sed on M otion Con trolY U J ian 2feng, ZHOU J ie(M echanical and Electrical Products Testing Center,W uxi Entry 2Exit Inspection and Quarantine Bureau,W uxi 214101,China )Abstract:A new kind of fix 2axis num erical control filam ent w inding m achine is developed,which has double 2layer w inding function .The m ach ine consists of sp indle,carriage,tension control,and contro l system.The contro l system of w inding m achine is composed of an industry computer and a m ulti 2axis p rogramm able m u lti 2axis controller (P MAC ).The position contro l signals are pulse and direction comm ands and the logical contro l p rogram s are coded according to the w inding motion .The m ach ine samp les are run successfully .It is shown show that the computer control system s w ithdouble CPU are open,reconfigurable,and high integrated .Key words:filam ent w inding m achines,motion contro l,control system s 纤维缠绕机是复合材料结构件的关键生产设备。
纤维缠绕机张力控制系统的设计

。
通 过 沙 团上 的伺 服 电机 施 加
一
个阻力矩
,
使纤 维控制在 目
,
电磁
、
液 压 和 气 动等类 型
,
我 国 的缠 绕设 备 多 为 机 械
。
标 张力 范围 内
。
纱架上 安装 了共计 20 锭沙 团
。
即在缠 绕
式 的缠 绕 机
速度慢
,
可 缠 绕 制 品 的形 状 简单
,
对应 的张
,
时最 多 可 以 同时使 用 20 锭 纱 团进 行 缠 绕 锭 沙 团都通 过 导 向轮对 纤 维 进 行 导 向
:
实 时 进 行 目标 张 力 与 实 际 采 集 张 力 的 比 较
通过
收 稿 Et 期
2007
—
07 06
-
——■叠—_
维普资讯
目标 张 力 和 实 际 张 力 的 差 值 ,控 制 伺 服 电机 的旋 转 方 向和
由于 跳 线 辊 测 力 时 ,拉 力 或 者 压 力 转 变 为 位 移 的过 程 是 个 二 阶 系统 ,控 制 过 程 相 对 复 杂 。 因此 为 了简 化 控制 难
PLC
缠 绕质量
转化成数字量 后送 到
,
的缓 存 区
,
与 张 力 目标 值 运 算 后
,
张 力控 制系统 的 总 体方 案如 图 1 所 示
由开 卷 部 分
、
转 化成 伺服 电机 要 进行 控 制 的速度 值 伺 服控制器 的速度模拟量输入 端
的模拟量 驱 动 电机 进行 张力 控制
口
。
,
并 经 D /A 模 块 送 到
基于嵌入式运动控制器的缠绕机控制系统

lp ,a d te h rw r o o i o ,w r ig p icp e i d n o t ls f ae a d f n t n f po rm o e n a d a e c mp st n d h i o kn r il ,w n g c nr ot r u c o s o rg a n i o w n i t k r t d c d. h y tm d p o b eC Usac i c r ,a d u e l t c l e rt c mp i y — a s ae i r u e T es se a o t d u l P rh t t e n s see r a g a a o l h s n s n o s eu c i oc s c r n u t n c n rl f e c rig d t e s i de t s p v a e sse C e e p o u t n h o o sm i o t ara e a p l .I i r e t t y tm a me tt rd c o o o oo t h n h n o d h t h n h i
为核 心的 开放 式缠 绕机 数控 系统 ,并 对其 硬 件 组成 、工作 原 理 、缠 绕控 制 软 件 和程 序 任 务 功 能 进 行 了介绍 。 系统 采 用双 C U结 构 ,利 用 点子 齿轮 实现 主轴 和 小 车 的 同 步运动 控 制 。 实践 应 用 P 表 明该 系统能满足 不 同型号 玻璃 钢 管道 的加 工要 求。 关 键词 :玻璃 钢管 ;缠绕 机 ;嵌 入式 运 动控制 器 ;开 放式 数控 系统
W i d n a h n o to y tm a e n e b d e n i g m c i e c n r ls s e b s d o m e d d
基于PLC的缠绕机二轴控制系统的设计

电子 齿轮 和 电 子 凸轮 功 能 , 设 计 了以 P L C为控 制 核 心 , 触 摸 屏 为人 机 界 面 , 变频 器和 伺 服 系统驱 动 的 二 轴玻 璃 铜 缠 绕 机 控 制 系 统 。 阐述 了软硬 件 系统 构成 与设 计 方 法。 生产 实践表 明 , 此 系统稳 定 性好 , 抗干扰性强, 精度高, 适 于企 业推 广应 用 。 关键词: 纤 维缠 绕 ; 缠 绕机 ; P L C ; 电 子 凸轮 ; 控 制 系统
式中 : 0 一 芯模转角 ; 0 j - 正 向停止 角 ; 0 2 - 返 向停止角 ; L 一 芯模长 1所示 : 3软 件 系统 设计 度; L I - 加 减 速长 度 。 3 . 1触摸 屏 画 面设 计 为 了使纤 维在 芯 模 表 面 的排 布 既 不重 叠 又 不 离缝 , 芯模 转 角 需
0 = ( 2 L + 4 L1 ) / ( Dc 0 t ) + 0 l + 0 2 ( 3)
本系统选用台达 D V P 一 2 O P M 运 动控 制 型 P L C 。一 般 小 型 P L C 控 制 伺 服 电机 通 常用 内置脉 冲 功能 或 扩展 运 动控 制 模块 。 有些 P L C 内置 脉 冲 功 能虽 能 实 现伺 服定 位 , 直线 , 圆 弧插 补 等 功 能 , 但受 P L C 程 序 循 环周 期 影 响 , C U P处 理 时 间较 长 , 计 算量 大 , 难 以保 证 精度 】 。 扩 展 定 位 模 块 精 度 和 运算 速 度 能 够 保 证 , 但往往功能单一 , 定 位 和 插 补 功 能虽 能控 制 伺 服 电机 ,只能 用 于 芯 轴/ , J 、 车 双 伺 服驱 动 的小 直 径 管 道 缠 绕 系 统 , 不 能 实现 本 系 统 伺 服 导 丝小 车 对 大 功 率 变 频 芯 模 主 轴 的随 动控 制 。 台达 D V P 一 2 0 P M 采 用 高速 双 C P U结 构 形 式 , 采坩独立 C P U处 理 运 动 控 制算 法 。作 为 通用 P L C , 主机 包 含 l 6点通 用 I / 0, 程序 容 量6 4 K; 内建 通 讯端 口。运 动控 制 功 能支 持 两组 手 轮脉 冲输入 . 组 5 0 0 k H z 差 动 脉 冲输 出 ; 可 实 现 三 轴 直线 / 圆弧, 螺 旋 插 补运 动 , 电 子 齿轮功能, 电子 凸轮 等 功 能 。 由于 具有 丰 富 的接 口和运 动 控制 功 能 , 台达 D V P 一 2 0 P M 成 为本 系 统控 制 器 的理 想 选择 。 2 I 3 其他 主要 部 件 选 型 小车伺服系统选择 台达 A S D A — A 2 驱动器和伺服电机。芯轴变 频器选用 V F D — B泛 用 矢 量 变 频器 ,人 机 交 互选 用 D O P — B系列 l 0 寸触摸屏, 芯 轴 转速 检 测 选用 欧姆 龙 E 6 B 2 一 C WZ 1 X编码 器 。 2 . 4硬件系统设计 根据 控 制要 求 和 上述 控 制 器 型号 , 设 计 的 缠绕 机 控 制 系统 如 图
多向纤维缠绕机缠绕线型及其控制系统的设计
%
#
i
=
K N
%
2
bw RN cos
# i取 & + ∋表示纱片滞后, 取 & - ∋表示纱片超
前, 工艺上以超前为宜, 因为缠绕时一旦纱片打滑有
前面相邻的纱片挡住, 故通常取 & - ∋号 [ 3] ; 其中 bw
为缠绕纱带宽度。
下面计算芯模电机和小车电机的转速比。
i=
2L V车
n芯
=
2L D带轮 n车电
所以,
be=
V车 n芯
=
D带轮 n车电 n芯电 ,
即
=
n车电 n芯电 =
be 。 D带轮
设纱带理论宽度为 b, 实际宽度为 bw, 纱带前后
搭接量为 # b, 所以, b= bw - # b。
浅谈纤维缠绕机自动控制系统的设计与实现方法
浅谈纤维缠绕机自动控制系统的设计与实现方法
•缠绕机是工业打包环节中不可或缺的机械包装设备。
未来更好的适应市场的要求,机械包装设备的生产商们研发了各种类型的缠绕机设备。
如纤维缠绕机就是使用特别好的一款缠绕机设备。
纤维缠绕机是是玻璃钢管道及容器等纤维缠绕制品生产的主要设备,它们在国内大口径玻璃钢钢管、罐生产中发挥重要作用。
•而在一般的纤维缠绕机设备,以玻璃钢缠绕机为例,在正常运行过程中,主轴驱动电机在控制系统的控制下,经减速机带动传动轴,驱动芯模自轴转动。
同时控制缠绕台车及其传动机构带着导丝架等按特定速度沿芯模轴向往复运动,这样纤维带将沿着芯模的筒身进行规则缠绕。
一般在系统运行过程中,缠绕台车在起、停及大范围变速运行过程中常伴有抖颤、提带、降带不平衡等现象。
•这种连续的工作方式会给操作人员的身体有影响,甚至会危及整个生产的安全。
所以星派的设计针对这种情况,仔细的分析了缠绕机的运行过程及实际运行情况得知,水平方向运行的载人式缠绕台车,车载人员的舒适感与其运行的加速度的变化率密切相关。
•为此,我们必须在对各台车位置与主轴转角跟踪控制的同时,还需对缠绕台车的起、停及生产运行中的缠绕台车的最大加减速度进行合理控制。
一、台车控制系统的硬件设计,在台车的运行特性分析在缠绕台车速度运行特性方面借鉴载人电梯的速度运行特性,因为它们在起、停的变速要求方面的相似之处。
薄膜缠绕机
不锈钢法兰
缠绕包装机
谢谢观赏。
缠绕机的自动化控制系统设计

缠绕机的自动化控制系统设计对于缠绕机行业而言,自动化控制系统的设计是至关重要的一环。
缠绕机的自动化控制系统可以有效地提高生产效率、降低劳动成本,并确保产品质量的一致性。
本文将介绍缠绕机的自动化控制系统的设计原则、关键组成部分以及其功能和优势。
1. 设计原则在缠绕机的自动化控制系统的设计中,应遵循以下原则:1.1 系统稳定性:自动化控制系统应具备稳定性,能够在长时间运行中保持稳定的工作状态,确保生产过程的可靠性。
1.2 灵活性:自动化控制系统应具备灵活性,能够适应不同规格和尺寸的产品进行生产。
系统应具备可调节性,方便根据不同产品的要求进行调整。
1.3 可扩展性:自动化控制系统应具备可扩展性,能够适应未来的技术发展和市场需求的变化。
系统应具备可升级性,以便随着需求的增长而进行扩展。
1.4 安全性:自动化控制系统应具备安全性,能够保障操作人员的安全。
系统应具备防护机制,能够及时检测和处理潜在的危险。
2. 关键组成部分缠绕机的自动化控制系统主要由以下几个关键组成部分构成:2.1 PLC控制器:PLC(可编程逻辑控制器)是缠绕机自动化控制系统的核心。
它能够实时监测和控制缠绕机的运行状态,并根据设定的程序进行相应的操作。
PLC控制器具有高可靠性、高精确性和高速度的特点,并且具备可编程性,易于进行调试和修改。
2.2 传感器:传感器是缠绕机自动化控制系统中的重要组成部分,用于检测和监测缠绕机的各项参数。
例如,位置传感器可以用于检测产品的位置和运动状态,压力传感器可以用于监测缠绕力度的大小等。
传感器的选择应根据具体的应用需求进行,以确保系统的准确性和可靠性。
2.3 人机界面:人机界面是操作人员与自动化控制系统之间进行交互的接口。
通过人机界面,操作人员可以监视系统的运行情况、修改控制参数以及获取故障报警信息等。
人机界面应具备友好、直观、易操作的特点,以便提高操作人员的工作效率。
2.4 伺服驱动器:伺服驱动器是用于控制缠绕机的电动机的速度和位置的装置。
纤维缠绕张力控制系统研究

I
纤维缠绕张力控制系统研究
ABSTRACT
Filament winding is a common processing to manufacture fiber composite material. Filament winding tension, as an important control parameter, effects the quality of winding products directly, therefore, tension control is one of the key technology for filament winding process. However, whether the reasonable tension could be brought into effect exactly and stably depends on the tension control system. The main works in this paper are as follows: (1) A closed loop tension control system is designed, with IPC & PMAC as the main controller, a direct current torque motor as the tension actuator, a tension sensor for feeding back the change of fiber tension in real-time. (2) According to actual working status of tension control system, the integral shifted PID controller is chosen, and the simulation based on Matlab for this tension control system is also studied. (3) Based on analyzing for control soft, the software configuration for the tension control system is set up. In order to enhance the real-time capability and the stability of this tension control system, following techniques, including multi-thread technique, multimedia timer technique and dual buffer technique etc, are used in the part of data acquisition and processing. Moreover, the capability of real-time disposal is studied for Windows Operating System. (4) The background management program with friendly interfaces is designed in the Window's platform, including initialization of system, order sending, fiber break checking and alarm, display of history data, system help and so on. And the communication between the upper and lower computer is completed through the functions of PMAC DLL-PComm32. (5) After completing the effective calibration on the torque motor and tension sensor, the overshoot and fluctuation of tension are analyzed through the dynamic test in order to validate the status of hardware and the performance of system. Furthermore, combined with the character of PMAC software, a novel control algorithm is brought forward and achieved. According to the experiment results and analysis, the system meets the requirement well.
基于PMAC的四轴纤维缠绕机数控系统设计
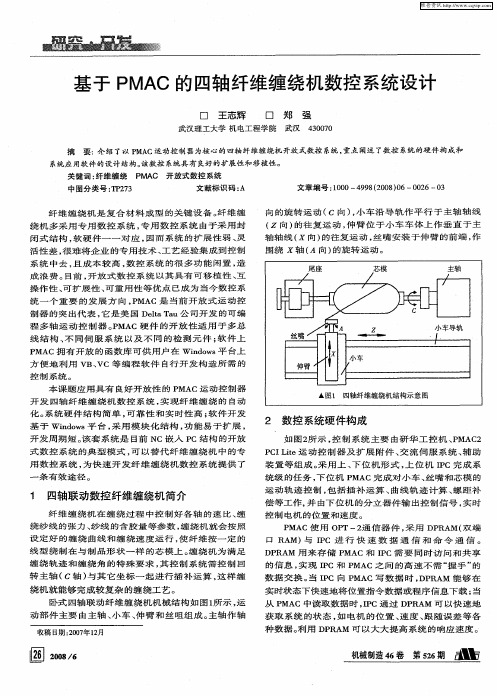
活性 差 , 难将 企 业 的专 用技 术 、 艺 经 验集 成 到控制 很 工
系统 中去 , 成 本较 高 , 控 系统 的很 多 功 能 闲置 , 且 数 造 成浪 费 。 目前 , 放 式 数 控 系 统 以 其 具 有 可 移 植 性 、 开 互 操 作 性 、 扩 展 性 、 重 用 性 等 优 点 已成 为 当 今 数 控 系 可 可 统 一 个 重 要 的 发 展 方 向 , MAC是 当 前 开 放 式 运 动 控 P
控制 系统 。
本 课 题 应 用 具 有 良好 开 放 性 的 P MAC运 动 控 制 器 开 发 四 轴 纤 维 缠 绕 机 数 控 系 统 , 现 纤 维 缠 绕 的 自动 实 化ห้องสมุดไป่ตู้。 统 硬 件结 构 简 单 , 靠 性 和 实 时性 高 ; 件 开发 系 可 软 基 于 Wid w n o s平 台 , 用 模 块 化 结 构 , 能 易 于 扩 展 , 采 功
控 制 电机 的位 置 和 速 度 。 P MAC使 用 OP T一2 信 器 件 , 用 DP 通 采 RAM( 端 双 口 R AM)与 I C 进 行 快 速 数 据 通 信 和 命 令 通 信 。 P DP RAM 用 来 存 储 P MAC 和 I C需 要 同 时 访 问 和 共 享 P
制 器 的 突 出 代 表 , 是 美 国 Det a 它 l T u公 司 开 发 的 可 编 a
程 多 轴 运 动 控 制 器 。 MAC硬 件 的 开 放 性 适 用 于 多 总 P
线 结 构 、 同 伺 服 系 统 以及 不 同 的 检测 元 件 ; 件上 不 软
P MAC拥 有 开 放 的 函 数 库 可 供 用 户 在 Wid ws 台上 no 平 方 便 地 利 用 VB、 VC等 编 程 软 件 自行 开 发 构 造 所 需 的
缠绕包装机的PLC控制系统

• PLC控制系统缠绕机和机械式缠绕机相比,具有无可比拟 的优点:它可以使缠绕工作变得更加科学化。如对工艺参 数的优化组合,不需要再迚行常规的实验,借助PLC编程 就可直接完成。这就保证了整个缠绕工艺过程中,每一个 对产品质量有影响的因素,都视为工艺参数。工艺参数可 以在PLC上用示数法迚行优化组合。被优化组合的工艺参 数被作为指令输入到PLC控制系统中付诸实施,这不仅减 轻了过去的繁琐试验、数据归纳、分析计算,也扩大了缠 绕制品的应用领域。目前,己有机械手操纵缠绕机,大大 减轻了人的劳动程度,并向高层次的机械化、自动化、机 器人操作等方面发展。
• PLC控制系统缠绕机与机械式缠绕机的根本 差别在于执行机构动力源均采用独立的伺 服电动机,各个机构(运动轴)间的运动关系 不是由机械传动链确定,而是由PLC控制的 伺服系统实现。因此可以实现多轴缠绕, PLC控制托盘缠绕机的执行机构多采用精密 传动器件,落纱准确、张力控制稳定。
• PLC控制系统缠绕包装机除缠绕机主体外, 尚有控制和伺服传动两个系统。控制系统 由控制介质及控制装置组成。控制介质用 于记载整个加工工艺过程,以便为控制统主要是经伺服机构 (包括伺服放大及功率放大)后驱动执行机构, 往往还有传动机构,并有检测装置。
• • • 缠绕机 缠绕包装机 自动缠绕机
缠绕包装机的PLC控制系统
•
现代纤维缠绕工艺技术的发展要求缠绕包装机设备具有较高的精 度、较大的灵活性和通用性,以适应不同结构形式缠绕制品的成 型要求。为实现一些特殊异形形状制品(如三通、弯头等)的精确 缠绕,绕丝头的运动坐标(自由度)己由一个发展到多个,再加上 芯模主轴的旋转(或摆动),就能使纤维不产生滑移地按初始线型 设计迚行精密排布。机械式按钮缠绕机要改变产品规格和线型、 即调整绕丝嘴与芯模运动关系相对困难,且无法实现复杂形体和 复杂线型的缠绕。随着电子技术的发展,PLC控制缠绕包装机应 运而生。
基于Trio运动控制器的缠绕机控制系统设计

c n r l y tm.T e c n r ls se o P o t se o s h o t y tm f F RM i d n c i e s b s d o h r 2 6 moi n c o d n tr o w n i g ma h n r i a e n t e T i MC 0 t o r i ao . y o o T e o ea l e in icu e a d a e o i —x e s se ,c rig y tm n o t ls se ,h r w r n o - h v r l d sg n ld s h r w r f man a l y tm a r e s se a d c n o y t m a r ad ae a d sf t
MC 0 26运 动控 制 器的 夹砂玻 璃钢 管缠绕机 控 制 系统 ; 行 了微 机 控 制 缠 绕机 的总 体 结构 设计 , 进 包
括 对主 轴 系统 、 小车 系统 、 制 系统等硬 件部分 的设计 ; 控 夹砂玻 璃钢 管缠 绕机控 制 系统上 、 下位机 的
软件 设 计. 实践 证 明, 该控制 系统 在 生产 中取得 了 良好 效果 .
W N iu n UB , XU.azog A G L- a , O o j i h f — n
( oeeo uo tai ,H ri U i c,T c . abn10 8 , hn ) C l g f t i tn abn n .Si eh ,H ri 5 0 0 C ia l A maz o v
的往复运动 , 产生正 、 反两个不同方向但大小相等的
缠绕角. 由于定长 缠绕使夹 砂玻璃 钢管 的两端有 “ 头堆 积” 者说 “ 留堆 积”, 易 造成材 料 的浪 封 或 停 容
纤维缠绕自动挂纱控制系统的设计

收稿日期:2018年4月1设计背景近年来,随着先进复合材料的快速发展及纤维缠绕工艺的改进和完善,纤维缠绕机在国内外已经得到广泛使用[1]。
通过纤维缠绕成型的制品,具有高强度、高可靠性、长使用寿命等优点。
要实现回转体的纤维缠绕,理论上只需要有两个基本运动即可,即主轴的回转和小车的往复直线运动[2]。
自动挂纱作为纤维缠绕的起始阶段,其自动化程度的高低直接决定了纤维缠绕制品生产效率的高低。
国内一些纤维缠绕制品生产厂的自动化程度并不是很高,主要是纤维缠绕过程中胶量配置、芯模库管理、挂纱、排纱、剪纱等环节的自动化程度不高,因此,国内尚未实现全自动化纤维缠绕制品生产线。
笔者设计的纤维缠绕机自动挂纱控制系统,可以提高整体机构的自动程度和生产效率[3-4],这对于实现复合材料纤维缠绕的自动化具有较大促进意义。
2自动挂纱系统2.1功能自动挂纱系统主要由主轴转动、小车移动、丝嘴横向移动和丝嘴转动等组成[5]。
选择小车同步类型作为纤维缠绕机的挂纱方式,即将夹紧及剪纱等挂纱装置与缠绕过程中的小车安装在一起,通过主轴与挂纱装置中的压辊进行滚压,将纤维束固定在主轴的芯模上[6]。
挂纱系统并不是单一地完成纤维束粘附在芯模上的操作,而是包括夹纱、压纱、剪纱等动作。
自动挂纱系统的主要功能是将纤维束或布带平稳地固定在芯模上,并维持不脱落的状态,待缠绕完成后,夹纱装置夹住纱线,压纱装置压住缠绕在芯模上的纱线,同时剪切装置利用张力控制剪断纱线,缠绕基本完成,等待下一工件。
2.2工作原理自动挂纱过程基本是由张力控制、系纱、压纱、剪纱等步骤来实现的。
张力控制模块控制纱线张力大小,纱线经由丝嘴,被系纱机构夹住,并粘附在芯模上,不发生打滑现象。
同时压辊可对纱线进行压平处理,这个过程即为系纱。
纱线缠绕结束后,压辊压住纱线,剪纱机构切断纱线,压辊机构进行最后处理,至此整个自动挂纱过程结束。
自动挂纱原理如图1所示。
2.3硬件平台根据上述工作原理,得到整个挂纱过程的工作流程,如图2所示。
五轴联动数控纤维缠绕机及其张力系统的设计
五轴联动数控纤维缠绕机及其张力系统的设计随着材料科学的不断发展和技术的进步,纤维复合材料在航空、汽车、船舶等众多领域得到了广泛应用,然而纤维复合材料的制备过程不仅需要高质量的纤维材料,更需要高精度的制备设备。
而五轴联动数控纤维缠绕机作为一种高精度的纤维制备设备,已经成为了复合材料行业中一种不可或缺的设备。
五轴联动数控纤维缠绕机是一种可以实现纤维在三维空间内自由移动的设备,对于形状复杂的复合材料制备,它可以通过精准的控制来实现高质量的制备。
其中五轴联动技术是保证纤维在三维空间内自由移动的关键技术,而数控技术则是保证纤维缠绕的精度和工艺稳定性的关键技术。
对于五轴联动数控纤维缠绕机的设计,其关键在于张力系统的设计。
张力系统是保证纤维顺滑地缠绕在工件上的关键系统,其稳定性和精度直接影响到整个纤维缠绕过程的质量。
因此,张力系统的设计应该按照以下几个方面来考虑:首先,需要根据工作需求合理选用张力传感器。
不同的纤维材料对张力传感器的要求不同,一些高强度的纤维材料需要使用极高精度的张力传感器。
同时,为了能够准确传感到纤维的张力,张力传感器应该与纤维缠绕头固定在同一直线上。
其次,针对不同的纤维材料和缠绕表面,需要根据张力大小和缠绕速度进行调节。
在缠绕过程中,由于纤维材料和工件表面的不同,张力大小和缠绕速度都需要进行适当的调节。
而且在整个缠绕过程中,张力系统需要及时检测和校正,才能保证纤维缠绕的质量和稳定性。
最后,需要通过完善的控制算法来实现对张力系统的精确控制。
控制算法直接影响到缠绕质量的稳定性和缠绕速度的快慢,因此需要进行深入的研究和开发,才能实现缠绕过程中张力系统的精密控制。
综上所述,五轴联动数控纤维缠绕机的设计离不开对张力系统的精确控制。
只有通过不断的研究和改进,才能实现更加高效和稳定的纤维缠绕过程,为复合材料制备提供更好的技术支持。
对于五轴联动数控纤维缠绕机和其张力系统,相关数据包括但不限于:缠绕速度、张力大小、张力传感器精度等。
纤维缠绕论文:基于交流伺服电机的纤维缠绕张力控制系统研究

纤维缠绕论文:基于交流伺服电机的纤维缠绕张力控制系统研究【中文摘要】纤维缠绕成型是一种重要的复合材料成型工艺,在纤维缠绕成型的过程中纤维纱带受到的张力是影响所得制品质量的重要工艺参数,对缠绕过程中张力的实时控制具有重要意义。
目前纤维缠绕系统中,张力控制系统大多采用磁粉制动器或者力矩电机作为系统执行元件,在实时控制中存在响应速度较慢的缺点。
本文提出一种以交流伺服电机作为张力控制执行元件的方法,通过实际控制系统的组建以及试验和比较,研究表明交流伺服电机适用于张力控制系统,并能取得良好的控制效果。
本文的工作主要包括以下几点:(1)系统的组建工作。
在对纤维缠绕张力控制系统原理的理解以及其特点的分析的基础上,组建了一套以张力传感器作为检测部分加入对实时张力的反馈、计算机作为控制部分、交流伺服电机作为执行元件的闭环伺服控制系统。
(2)张力检测部分的设计。
在张力的检测元件上选用的是一种平行梁称重传感器,并通过传感器部分实现张力与电信号的转换。
在数据采集模块部分选用的是基于PCI总线的PCI-7422板卡,并且通过在计算机里利用Labview软件的编程与调试,实现了计算机对实时张力的检测。
(3)控制信号输出部分的设计。
为了实现计算机输出的数字信号控制交流伺服电...【英文摘要】Filament winding is an important process of composite material molding, the tension on the filament is animportant technological parameter in the filament winding,and it affects the products’quality. So to biuld a real-time tension control system is very important. Currently, magnetic powder brake and torque motor are used mostly as actuators in the filament winding tension control system, and their shortcomings are a little slow in the tention control system. This paper presents a system base on ac servo ...【关键词】纤维缠绕张力控制交流伺服电机积分分离式PID 【英文关键词】filament winding tension control AC servo motor Integral separation PID control strategy【目录】基于交流伺服电机的纤维缠绕张力控制系统研究摘要4-5Abstract5-6第一章绪论9-20 1.1 纤维缠绕技术概述9-11 1.1.1 纤维缠绕成型工艺概述9-10 1.1.2 纤维缠绕的发展与应用10-11 1.2 纤维缠绕中张力控制方法及对其控制的意义11-13 1.3 纤维缠绕张力控制系统的国内外研究现状13-18 1.3.1 交流伺服控制系统的研究现状13-14 1.3.2 纤维缠绕张力控制系统的检测部分研究现状14-16 1.3.3 纤维缠绕张力控制器部分的研究现状16-18 1.4 研究目的与意义18-19 1.4.1 研究目的18 1.4.2 研究意义18-19 1.5 研究内容19-20第二章基于交流伺服电机的张力控制系统硬件组建20-35 2.1 交流伺服电机的工作原理20-21 2.2 交流伺服电机的转矩控制21-29 2.3 系统检测部分的设计29-31 2.4 控制器的设计31 2.5 输入输出模块的设计31-32 2.6 交流伺服张力控制系统的特性及要求32-33 2.6.1 模型的不确定性32-33 2.6.2 交流伺服张力控制系统的基本要求33 2.7 张力控制方法的组建33-34 2.8 本章总结34-35第三章张力控制策略设计35-41 3.1 张力控制系统的模型建立35-36 3.2 PID控制策略的原理36-38 3.3 积分分离式PID控制策略38-40 3.4 纤维缠绕张力控制系统PID控制的实现40 3.5 本章总结40-41第四章基于交流伺服电机的张力控制系统软件设计41-51 4.1 基于Labview建立的控制器的基本框架41-42 4.2 数据采集模块的设计42-46 4.3 张力传感器的标定46-47 4.4 采集过程的数字滤波设计47-48 4.5 控制器部分的软件设计48-50 4.6 本章总结50-51第五章张力控制系统分析与试验51-68 5.1 交流伺服电机张力控制系统分析51-52 5.2 磁粉制动器张力控制系统分析52-56 5.3 力矩电机张力控制系统分析56-58 5.4 张力控制系统试验与比较58-67 5.4.1 张力开环控制的输出线性试验与比较58-62 5.4.2 张力开环控制的响应速度试验与比较62-63 5.4.3 张力闭环控制的输出线性试验与比较63-67 5.5 本章总结67-68第六章总结与展望68-70 6.1 总结68 6.2 展望68-70参考文献70-73攻读硕士学位期间发表的学术论文73-74致谢74。
浅谈纤维缠绕张力控制机构的结构及控制系统设计论文5则范文
浅谈纤维缠绕张力控制机构的结构及控制系统设计论文5则范文第一篇:浅谈纤维缠绕张力控制机构的结构及控制系统设计论文引言纤维缠绕是玻璃钢生产中的重要成型工艺之一,纤维缠绕工艺是纤维在一定的预张力作用下,浸渍树脂粘结剂后,按照一定的线型有规律地排布在芯模上,在缠绕过程中,提高密实程度,进而提高制品的强度。
在复合材料制品缠绕成型过程中,对纤维材料施加张力并对张力进行精密控制是十分重要的,施加张力可以使纤维拉直、驱除气泡、渗透树脂,使缠绕出的制品更加紧密,同时为了避免因张力过大造成纤维断裂而影响产品的质量。
这又对缠绕张力参数的控制提出了更高的要求。
设备机构设计计算机控制缠绕是用纤维预浸树脂通过特定的机械和控制,将已浸过树脂的纤维,按所要求的线型规律缠绕至芯模表面上,其性能水平对缠绕制品的质量和工作性能起着决定作用。
2.1 缠绕工艺玻璃纤维从带有张力控制的纱架引出,经过树脂浸透,进入安装在行走轨道的缠绕小车上的绕丝嘴,并按一定规律均匀缠绕在旋转的模具上。
缠绕小车延轨道做纵向直线来回运动,绕丝嘴垂直轨道做径向进退运动。
主轴模具1 由伺服电机根据要求通过减速机减速做均匀旋转,其旋转速度由编码器输出反馈;缠绕小车3 由伺服电机根据所需的要求通过减速机减速延轨道4 做纵向均速来回运动,其行走速度由编码器输出反馈;绕丝嘴2 由伺服电机根据要求通过减速机减速做径向进退运动,其运动速度由编码器输出反馈。
玻璃纤维5 从带有张力测量反馈装置7 的纤维安装控制8 引出,经过胶槽6 浸透树脂后,进入安装在缠绕小车3 上的绕丝嘴2;主轴的旋转、小车的纵向运动和绕丝嘴的径向运动组成缠绕机的主运动,由计算机控制。
由于纤维缠绕于模具上的张力直接影响到产品的质量,所以纤维的张力控制是非常重要的。
2.2 缠绕机结构由于计算机控制纤维缠绕机是将纤维按照一定的规律均匀的缠绕在芯模上而成型的专用设备,组成主体的各部件可实现计算机控制三坐标。
在满足工艺要求的前提下,又考虑结构的紧凑性,为此总体布局将主轴箱、尾座、轨道小车、绕丝嘴设计在一个主体框架上,并根据制品的大小设计成两工位缠绕,如图2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纤维 缠 绕 机 是 目前 生 产 复 合 材 料 结 构 件 的 关 键 设 备 。 国外 几 家 公 司在 数 控 缠 绕 机 研究 开 发 方 面 走 在 世 界 前 列 。 国 内哈 尔 滨 复 合材 料 设 备 开 发公 司 、西 安 航 天 复 合 材 料 研 究 所 专 门从 事 计算 机 控 制 纤 维 缠 绕 机 的研 制 。 缠 绕 工 艺 适 用 于碳 纤 维 或 玻 璃 纤 维 管 道 、 器 、 罐 及 火 箭 容 贮
widi mac n i c n ng hie s om p e ofan n sr c m puer nd s n r nia i mot c to ca d—P os d idu t y o t a a y ch o z t on i on onr l r MAC he o tol ot T c n r s f— wa e f ppe c r o u r ompu e i de eo tr s v lped wi t VC++ 60 an age bas on ido 0 plt m . e f a u e oft e co — h . l gu ed W n ws 20 0 af or Th e t r s h m puerc tols sem e t erati m o aryea e ofu e。nd r gr m a ly r on r y t ar i v s it s l y, dul i , s s a p o a bit t i Ke wo d fa e t widig y r s:lm n n n m a ie mo i c tol M AC i chn s, t on onr , P
俞 建峰
( 无锡 出入境检验检疫局机电产品检测中心, 江苏 无锡 2 4 O ) 1 1 1
摘 要
五 轴联 动 数 控 纤 维 缠 绕 机 包括 收 线 系统 、 伺服 电机 、 引导 小 车 和控 制 系统 。 绕 机 控 制 系统 采 用 双 C U 结构 模 式 和 位 缠 P 置控 制 方 法 , 结合 缠 绕 机 实现 纤 维缠 绕 的 动作 要 求 编 制 J 程序 , 于 P C( 轴 运 动 控 制 卡 ) 主 从 式 控 制 系统 的 软 并 O 基 MA 多 的
发 明 机 器人 纤 维 缠 绕 机 进 行 异 型 构 件 的缠 绕 。基 本 缠 绕 机 型式 如 图 1所 示 , 目前 , 由工 控 机 和 控 制 卡 组 成 的 四坐 标 以上 缠 绕 机 开 始 出现 , 至 多 达 十一 轴 的数 控 缠 绕 机 , 绕 机 设 计 正 朝 着 高 甚 缠
P C 卡 作 为 下 位 机 , 时处 理 所 有 运 动 控 制 的 细 节 , MA 实 主要 完 成
发动 机 壳 体 、 线 线 圈 、 圈 、 感 器 机 芯 等 制 品 。 1 8 电 音 传 9 5年 美 国
工 程 技 术 专 家 Mih e LS in r 发 了 基 于 计 算 机 数 控 技 术 c a l .k e 开 n 的缠 绕 机 , 进 行 轴 对 称形 状 的 管 道 缠 绕 , 工 作原 理 是 利 用 绕 可 其 线 主 轴 与 排线 轴 的 同步 运 动 技 术 , 每 绕 一 圈 , 线 机 构 步 进 一 使 排
度 自动化 、 度集 成 化 、 度模 块化 的方 向发 展 。 高 高
件 结 构 、 信 方 式 以及 P T插 补 模 式等 相 关 问题 得 到 详 细 讨论 。 通 V
关 键 词 : 维 缠绕 机 , 动控 制 , MA 纤 运 P C
Absr t tac T mac n iclde m e a ca c ai mac n . s r mot s.a r he hie n u s ch ni l h n hies evo or c ri a co tol y t age nd n r s semsTh c to s t m Of e onr l yse
为 8 0 0 mm x 0 mm 。 8 0
2 硬 件 系 统
缠 绕 机 控 制 系 统 采 用 IC+ MA 的 主 从 式 控 制 方 式 , P P C P C 运 动 控 制 卡上 的专 用 C U与 P 机 的 CP MA P C U构 成 主从 式 双 C U控 制模 式 : 业计 算机 (P 作 为 上位 机 , P 工 IC) 主要 完 成 系统 管 理 、 机 Байду номын сангаас 面 、 时 监 控 和 发 送 指 令 等 功 能 ; 于 D P芯 片 的 人 实 基 S
定 的 距 离 , 般 是 步 进 一个 线 径 的距 离 , 一 只要 事 先 设 置好 绕线 参
数 , 需 要 太 多 的调 试 即 可绕 线 。 1 91年 美 国伦 斯 勒理 工学 院 不 9
位 置 、 度 、 减 速 、 轴 插 补 、 程 控 制 的实 时伺 服 更 新 和 其 它 速 加 多 行
l 控 制 等 功 能 。这 种 主 从 层 次 式 的控 制 结 构 ,既 充 分 考 虑 了 / O P 机 强 大 的数 据 处 理 能 力 和 良好 的 软 件兼 容性 与 移植 性 , C 同时
也 利用 了 P MAC 实 时 、高 性 能 的 伺 服 更 新 和 多 任 务 执 行 的 能
《 业 控制 计 算 机 1 0 8年 2 工 20 1卷 第 1 0期
基于运动控制的纤维缠绕机控制系统设计
De in o n r lS se o sg f Co to y t m f Mo in Co t l _ me tW id n Ma hn s t o n r F l o a n n ig c ie