Microstructure and mechanical properties of NZ30K alloy by semi-continuous direct chill and sand
TC17钛合金激光焊接接头微观组织和力学性能
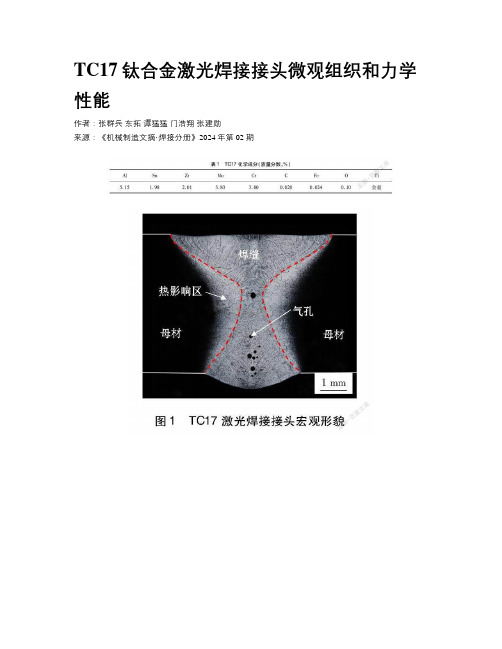
TC17钛合金激光焊接接头微观组织和力学性能作者:张群兵东拓谭猛猛门浩翔张建勋来源:《机械制造文摘·焊接分册》2024年第02期摘要:文中对TC17钛合金进行了激光焊接,对接头的宏观形貌、微观组织、显微硬度和拉伸性能进行了研究。
结果表明,TC17母材的微观组织为β相+等轴初生αp相,β相内存在大量次生αs相;热影响区微观组织变化较为复杂,随着离焊缝距离的减小,αp逐渐减少,β逐渐增多,αs先消失、再产生、然后再次消失;焊缝由β相柱状晶组成,柱状晶内部是细长的枝晶,在焊缝的中下部存在较多气孔;从母材到焊缝,硬度总体呈下降趋势;受αs含量变化的影响,随着离焊缝距离的减小,热影响区显微硬度先降低、再升高、然后再次降低;由于焊缝硬度最低且存在气孔缺陷,接头拉伸断裂在焊缝。
关键词:激光焊;微观组织;力学性能;TC17钛合金中图分类号: TG 456.7Microstructure and Mechanical Properties of TC17 Titanium Alloy Laser Welded JointZhang Qunbing1, Dong Tuo1, Tan Mengmeng1, Men Haoxiang1, Zhang Jianxun2(1. Xi’an Aeronautical Institute,Xi’an, 710077, China; 2. State key laboratory for mechanical behavior of materials,Xi’an Jiaotong University,Xi’an, 710049, China)Abstract: In this paper, the laser welding of TC17 titanium alloy was carried out, and the macroscopic morphology, microstructure, microhardness and tensile properties of the joint were studied. The results show that TC17 titanium alloy base material is composed of β phase and equiaxed αp phase,and there is a lot of acicular secondary αs phase in β phase. The microstructure of heataffected zone is complicated. With the decrease of distance from the weld zone,αp gradually decreases,β gradually increases,αs first disappears, then occurs, and finally disappears again. The microstructure of weld zone is mainly composed of columnar dendrites, and the porosity defects were mainly concentrated in the middle and lower part of the weld zone. From the base metal to the weld zone,hardness generally decreased. Affected by the αs phase, the microhardness of the heataffected zone decreases first, then increases and then decreases. Due to the lowest hardness and porosity defects of weld zone, the tensile fracture of TC17 titanium alloy laser welded joint was in the weld zone.基金项目:陕西省自然科学基础研究计划项目(2019JQ-915)Key words: laser welding; microstructure; mechanical property; TC17 titanium alloy0前言钛合金具有比强度高、力学性能好、耐腐蚀性强等优点,已广泛应用于航空领域。
7050-T7651_铝合金厚板显微组织及力学性能不均匀性

2023 年第 43 卷航 空 材 料 学 报2023,Vol. 43第 4 期第 76 – 85 页JOURNAL OF AERONAUTICAL MATERIALS No.4 pp.76 – 85 7050-T7651铝合金厚板显微组织及力学性能不均匀性王经涛1,2*, 孙 宁1,2, 黄同瑊1, 程志远1,2, 郭富安1,2, 郭丰佳1,2(1.山东南山铝业股份有限公司 国家铝合金压力加工工程技术研究中心,山东 龙口 265713;2.山东南山科学技术研究院有限公司 ,山东 龙口 265713)摘要:采用金相显微镜、扫描电镜、透射电镜和力学拉伸试验机,研究160 mm 7050-T7651铝合金特厚板不同厚度位置的金相组织、晶粒取向、织构类型、时效纳米析出相分布以及力学性能的差异。
结果表明:从板材表层到心部,组织中的第二相粒子含量降低,但尺寸增加;板材表层以小角度晶界亚结构组织为主,小角度晶界比例在79%~85%之间,而板材心部小角度晶界的比例为58%左右,相比于板材表层小角度晶界比例降低了26.6%~31.8%;板材表层以{001}<110>剪切织构为主,占比为3.64%,并随厚度增加,变形织构组分含量逐渐增多;板材厚度方向力学性能呈现出沿厚度表层-心部-表层方向先降低后升高的趋势,且力学性能最优位置均为板材表层位置。
关键词:7050-T7651铝合金厚板;显微组织;织构;力学性能;不均匀性doi:10.11868/j.issn.1005-5053.2023.000008中图分类号:TG146.1 文献标识码:A 文章编号:1005-5053(2023)04-0076-10Inhomogeneity of microstructure and mechanical propertiesof 7050-T7651 aluminum alloy thick plateWANG Jingtao1,2*, SUN Ning1,2, HUANG Tongjian1, CHENG Zhiyuan1,2,GUO Fuan1,2, GUO Fengjia1,2(1. National Engineering Research Center for Plastic Working of Aluminium Alloys, Shandong Nanshan Aluminium Co., Ltd. , Longkou 265713,Shandong, China;2. Shandong Nanshan Academy of Science and Technology Co., Ltd. , Longkou 265713,Shandong, China)Abstract:The differences in the microstructure, grain orientation, texture type, aging nano precipitate phase distribution and mechanical properties of 160 mm 7050-T7651 aluminum alloy extra-thick plate at different thickness positions were studied by means of metallographic microscope, scanning electron microscope, transmission electron microscope and mechanical tensile test. The results show that from the surface to the center of the plate, the content of the second phase particles in the microstructure decreases, but the size increases; The surface layer of the plate is mainly composed of small angle grain boundaries. The proportion of small angle grain boundaries ranges from 79% to 85%, while the proportion of small angle grain boundaries in the center of the plate is about 58%, which is a decrease of 26.6% to 31.8% compared to the proportion of small angle grain boundaries on the surface layer of the plate; The surface layer of the plate is mainly characterized by {001}<110>shear texture, accounting for 3.64%. As the thickness increases, the content of deformation texture components gradually increases. The mechanical properties of the plate in the thickness direction show a trend of first decreasing and then increasing along the thickness surface-center-surface direction, and the optimal positions for mechanical properties are all located at the surface of the plate.Key words: 7050-T7651 aluminum alloy thick plate;microstructure;texture;mechanical property;inhomogeneity现阶段国内外飞机的生产均向着大型多载客、安全长寿命等方向发展,对飞机部件结构材料的强度、耐腐蚀、断裂韧度等性能提出了更加严格的要求。
燕山石化顺丁橡胶微观结构及性能
顺丁橡胶的链结构主要包括顺、反-1,4-结构和1,2-结构单元,还包括重均相对分子质量(M w)、数均相对分子质量(M n)和相对分子质量分布(M w/M n)等。
高聚物的微观链结构直接影响其聚集态的结构,进一步对宏观的物理机械性能产生重要的影响。
发现随着顺-1,4链节含量的增加,顺-1,4链节含量可高达99%,顺丁橡胶生胶的结晶速率增快,硫化胶的强度明显提升,在顺式含量高于98.5%时,对混炼胶的挤出性能和自粘性能没有产生明显的影响[1]。
顺丁橡胶的顺-1,4-结构含量影响顺丁橡胶硫化胶的物理机械性能,当顺式-1,4 结构含量由 96.4%提高至98.6%时,其硫化胶拉伸强度提高了20.7%,断裂伸长率提高了 25.8%,在65℃时tanδ值降低了11.1%,在 0℃时tanδ值升高了5.1%,T g 降低了5.5℃,因此,顺丁橡胶顺式-1,4 结构含量由 96.4%提高至 98.6%时,可以明显提高硫化胶的物理机械性能,同时降低滚动阻力及生热、提高抗湿滑性并提高耐磨性[2-4]。
分子量是判断橡胶性能和加工行为的重要依据[5],一般来讲,橡胶的大部分物理机械性能随着分子量的增加而提高,但是当分子量达到一定数值后,由于分子链过长,分子链的体积庞大,往往容易发生缠结,导致橡胶的弹性下降,门尼粘度增大,反而对加工性能产生不利的影响。
所以为了取得更好的加工性能和综合使用性能,必须对高聚物的分子量进行一个合理的控制。
橡胶是分子量大小不一的同系物的混合体系,所以,整个体系的分子量会呈现出很大的分散性,分子量太高或者太低都会导致硫化胶的性能变差,因此,必须进一步掌握橡胶的分子量分布指标。
采用钕催化剂合成较高顺式含量、较窄分子量分布的聚丁二烯橡胶,经过研究表明,钕系聚丁二烯具有较好的加工性能、良好的回弹能力及低生热和低滞后损失[6]。
研究了顺丁橡胶随着分子量分布的变窄,即相对分子质量分布指数从4.0降至2.8,抗湿滑性能提高了8%左右,滚动阻力可以降低9%左右。
Microstructural evolution and mechanical propertie

International Journal of Minerals, Metallurgy and Materials Volume 25, Number 11, November 2018, Page 1294https:///10.1007/s12613-018-1682-8Corresponding author: Hamed Jamshidi Aval E-mail:h.jamshidi@nit.ac.ir© University of Science and Technology Beijing and Springer-Verlag GmbH Germany, part of Springer Nature 2018Microstructural evolution and mechanical properties of friction stir-weldedC71000 copper–nickel alloy and 304 austenitic stainless steelHamed Jamshidi AvalDepartment of Materials and Industrial Engineering, Babol Noshirvani University of Technology, Shariati Avenue, Babol, 47148-71167, Iran(Received: 20 February 2018; revised: 29 May 2018; accepted: 11 June 2018)Abstract: Dissimilar joints comprised of copper–nickel and steel alloys are a challenge for manufacturers in modern industries, as these met-als are not thermomechanically or chemically well matched. The present study investigated the effects of tool rotational speed and linear speed on the microstructure and mechanical properties of friction stir-welded C71000 copper–nickel and 340 stainless steel alloys using a tungsten carbide tool with a cylindrical pin. The results indicated that a rotational-to-linear speed ratio of 12.5 r/mm did not cause any macro defects, whereas some tunneling defects and longitudinal cracks were found at other ratios that were lower and higher. Furthermore, chro-mium carbide was formed on the grain boundaries of the 304 stainless steel near the shoulder zone and inside the joint zone, directing carbon and chromium penetration toward the grain boundaries. Tensile strength and elongation percentages were 84% and 65% of the corresponding values in the copper–nickel base metal, respectively.Keywords: dissimilar friction stir welding; copper–nickel alloy; austenitic stainless steel; microstructure; mechanical properties1. IntroductionCopper–nickel alloys exhibit substantial corrosion resis-tance and anti-algae properties against biological sediments. Pure copper is not stable in oxygenated electrolytes, espe-cially in marine and chlorine ion environments where cop-per–nickel alloys are widely used, with copper as the main component [1]. The addition of nickel to copper improves the mechanical strength, durability, and resistance to corro-sion, abrasion, and cavitation in sea and polluted water. This alloy also exhibits significant stress corrosion cracking and corrosion fatigue resistance. Corrosion resistance can be in-creased by adding more nickel to copper–nickel alloys [2]. Since these alloys can be easily assembled and welded, they are prime candidates for plumbing systems, ship bodies, and other marine structures.Generally, stainless steel plays a major role in the modern world. Welding of austenite stainless steel is known for two important properties: maintenance of corrosion resistance and prevention of crack formation. Dissimilar joints of coatings on offshore platform insulators, achieved by different tech-niques, are among copper–nickel plate applications for corro-sion prevention. Other applications include the joining of copper–nickel pipes with steel flanges and/or direct joining of these pipes with steel pipes in marine industries [3].Nevertheless, welding of dissimilar metals is always challenging because of numerous factors. These include different melting points, thermal conductivity, and thermal expansion coefficients; galvanic corrosion; the high solidi-fication rate of molten copper; entry of molten copper into steel grain boundaries (especially in the heat-affected zone (HAZ)); formation of hot cracks; high copper oxidation at high temperatures; and type of filler metal [4−9]. It is essen-tial to select the appropriate filler metal and welding para-meters for dissimilar-metal fusion welding of copper–nickel and stainless steel alloys in order to reduce probable defects (e.g., cavitation and gas cavities).Recent developments in solid-state welding have made it an alternative to fusion welding. In comparison to other welding techniques, friction-stir welding is a solid-state technique with an outstanding combination of high speed, precision, and variety. Among different welding methods, friction-stir welding of dissimilar alloys is important due to the ability to join alloys with different properties. In addition,H. Jamshidi Aval, Microstructural evolution and mechanical properties of friction stir-welded C71000 copper–nickel (1295)different welding configurations in this method (e.g., lap and butt joints) make it applicable in different situations.Few studies have been conducted on friction-stir welding of dissimilar copper and stainless steel alloys. In this regard, Imani et al. [10] investigated a pure copper and stainless steel joint with a thickness of 3 mm using friction-stir weld-ing. It was found that the tool offset toward the copper side played a significant role in eliminating defects in the joints. In addition, Ramirez et al. [11] examined the effects of tool offset on the microstructure and mechanical properties of joints in friction-stir welding of pure copper and 316 stain-less steel with a thickness of 2 mm. They studied 0, 0.6, and 1.6 mm offsets relative to the joint interface. When a major part of the tool was on the steel side, the joint efficiency was 55% of copper base metal. Maximum joint efficiency, i.e., 87% of copper base metal, was reported in the 0.6-mm off-set relative to the joint interface.Furthermore, Najafkhani et al. [12] studied the joint of pure copper and 316 stainless steel with a thickness of 5 mm using friction-stir welding. In their study, all joints cracked from the heat-affected zone of the copper base metal. The highest tensile strength and elongation percentage were 220 MPa and 7%, respectively. In addition, Shamsujjoha et al. [13] studied the lap joint of pure copper with 1018 carbon steel using friction-stir welding. They found that the joining process at the interface was both mechanical and metallur-gical. Jafari et al. [14] also studied the friction-stir welding of pure copper and 304 stainless steel with a thickness of 3 mm. The heat input from the welding increased the grain size in the heat-affected zone and decreased joint ductility by increasing the number of welding passes.According to the literature, there are no studies on the friction-stir welding of copper−nickel and austenite stainless steel alloys. Accordingly, the present study investigated the effects of process parameters on the microstructure and me-chanical properties of friction stir-welded C71000 cop-per−nickel and 304 stainless steel alloys using a tungsten carbide tool with a cylindrical pin. Optical microscopy and scanning electron microscopy (SEM) were used to study the microstructure and detect the created phases in different zones. The mechanical properties of joints were also eva-luated by tensile and microhardness tests.2. ExperimentalIn the present study, C71000 copper−nickel and 304 aus-tenite stainless steel plates with thicknesses of 2 mm were used. Both plates were cut perpendicular to the rolled metal direction and had a dimension of 50 mm × 100 mm. The chemical compositions and mechanical properties of alloysare listed in Tables 1 and 2. The plates were welded in a buttjoint configuration. The copper−nickel alloy was on the re-treating side, while the stainless steel alloy was on the ad-vancing side. According to the literatures [10−11], 0.75 mmof the tool axis was offset to the copper−nickel alloy relativeto the joint interface. Fig. 1 shows the schematic of the tool offsetting procedure. A tungsten carbide tool with a cylin-drical pin with a height of 1.8 mm was used for welding. Fig.2 demonstrates the dimensions and geometry of the appliedtool in welding and Table 3 indicates the welding parameters.The present study selected two rotational speeds of 800 and1000 r/min and three linear speeds of 40, 60, and 80mm/min.Table 1. Chemical composition of alloy wt%ZnMnFeCrCuCNiAlloy0.90.010.05―Base0.0519.12C71000―1.20Base18.500.440.058.10SS304Table 2. Mechanical properties of alloysAlloyUltimate tensilestrength / MPaYieldstrength / MPaMicro-hardness,HV0.1Elonga-tion / %C71000338 110 9032 SS304585 210 15242Fig. 1.Schematic illustration of friction stir butt welding.Fig. 2. Tool geometrical characteristics.1296Int. J. Miner. Metall. Mater ., Vol. 25, No. 11, Nov. 2018Table 3. Friction stir welding process parametersRotational-to-linear speed ratio / (r ⋅mm –1)Linear speed / (mm ⋅min –1)Rotational speed / (r ⋅min –1)Sample No.20.00 40 800113.33 60 800 2 10.00 80 800 3 25.00 40 1000 4 16.65 60 1000 5 12.508010006The samples were transversely cut for metallographic studies. A marble solution was used for etching the micro-structure on the stainless steel side after sanding and polish-ing, whereas a nitric acid and distilled water solution was used for the copper–nickel alloy. Scanning electron micro-scopy (SEM) and X-ray diffraction (XRD) were used to evaluate the joint interface and examine the distribution and type of intermetallic compounds in the joint cross section. The mechanical properties of the joint were investigated us-ing a tensile test according to the ASTM E8-M03 standard. The tensile test was carried out at a crosshead speed of 1 mm/min. A Vickers microhardness testing machine with a load of 3 N and test time of 15 s was used to evaluate the hardness distribution of a joint cross section.3. Results and discussion3.1. Weld appearanceThe qualitative test of the welded samples indicated that samples No. 1–5 had defects. Longitudinal cracks on the copper–nickel side or tunneling defects on the stainless steel side were observed in all defected samples. Fig. 3 shows the effects of rotational and linear speed on the appearance of welding samples No. 1, 3, 4, and 6, as representative sam-ples containing cracks, tunneling defects, and defect-free welds. It is generally difficult to explain the causes of de-fects in the samples; however, the heat input may be an in-fluential factor. Many researchers have introduced various analytical, numerical, and empirical models in order to evaluate the relationship between rotational and linear tool speed and heat input and to examine their effects on the temperature distribution in the friction-stir welding proce-dure. With a proper estimation, the rotational-to-linear speed ratio can be considered a measure of welding heat input.In this study, samples No. 3 and 4 received the least and most heat input, respectively. The lower temperature of sample No. 3 caused insufficient material flow into the stir zone. After the tool was moved forward, the flow of material stopped before arriving at the advancing side. Therefore, there was inadequate material to fill the hole on the advanc-ing side (stainless steel). The tunnel hole led to the loss of joint strength in this sample, and the two parts were easily separated.Fig. 3. Surface appearance of welded samples: (a) No. 4; (b) No. 1; (c) No. 6: (d) No. 3.Fig. 3 presents the longitudinal cracks because of a tunneling defect in sample No. 3. Fig. 4 shows the effect of welding heat input on longitudinal crack length. It can be seen that by increasing the rotational-to-linear speed ratio (increasing welding heat input), the maximum temperature in the joint increased, which led to the higher temperature gradient in the welded samples. The significant difference in thermal conductivity of copper–nickel and stainless steel al-loys (thermal conductivity of copper–nickel is 2.8 times higher than that of stainless steel) [15–16] at a high temper-ature gradient produced longitudinal cracks as a result of thermal stress in the joint. According to the visual inspection of welded samples, a tunneling defect developed in the joint at a rotational-to-linear speed ratio of less than 10.00 r/mm.H. Jamshidi Aval, Microstructural evolution and mechanical properties of friction stir-welded C71000 copper–nickel (1297)On the other hand, at the rotational-to-linear speed ratio of 13.33 r/mm or higher, longitudinal cracks were formed at the joint interface.3.2. Macrostructure and microstructureThe evaluation of mechanical and metallurgical proper-ties was only carried out for sample No. 6 because it had no defects. The macrostructure of the joint and microstructure of different zones are shown in Figs. 5 and 6. The micro-structure of stainless steel included austenite and δ-ferrite with a grain size of (40 ± 5) µm (Fig. 5(b)). Although the quantity of ferrite phase was not significant, the presence of δ-ferrite could improve the formation of the sigma phase inalloys during friction-stir welding [17].Fig. 4. Effect of the rotational-to-linear speed ratio on cracklength.Fig. 5. Optical images of different zones of sample No. 4: (a) macrostructure of welded sample No. 4; (b) base metal of AISI 304; (c) base metal of C71000; (d) TMAZ in AISI 304 side; (e) SZ in AISI304 side; (f) TMAZ in C71000 side as marked by zone I in (a).1298 Int. J. Miner. Metall. Mater ., Vol. 25, No. 11, Nov. 2018Fig. 6. Microstructure of stir zone of sample No. 4: (a) microstructure of zone II in Fig. 5(a); (b) SZ in C71000 side; (c) SEM image of zone I in (a); (d) SEM image of zone II in (a).The copper–nickel microstructure had a grain size of (50 ± 4) µm and an average particle size of (10 ± 3) µm in the grain boundaries. The results of energy dispersive X-ray spectroscopy (EDS) indicated that these particles were nick-el-rich oxides with iron and zinc (Fig. 7). The stir zone mostly consisted of copper–nickel alloy, which was likely due to the lower flow stress of copper–nickel alloy [18] and location of the main part of the tool on the copper–nickel side. Different behaviors of the two alloys in the etchant so-lution confirmed this finding.Fig. 7. Element mapping result of base metal C71000 alloy.As shown in Fig. 5(a), a steel layer was drawn from the advancing zone to the retreating zone (zone I). The joint cross section as a result of friction-stir procedure consisted of the stir zone (SZ), thermomechanically affected zoneH. Jamshidi Aval, Microstructural evolution and mechanical properties of friction stir-welded C71000 copper–nickel (1299)(TMAZ), and heat-affected zone (HAZ). The mechanical behaviors of the welding materials, especially the welding zone hardness, were affected by high plastic deformation and high temperature during the friction-stir welding. The stir zone microstructure in the friction-stir weld had smaller and equiaxed grains in comparison with the base metal due to high plastic deformation and stir resulting from the tool pin.As presented in Fig. 5(f), grains in the thermomechani-cally affected zone on the copper–nickel side were elon-gated, which is exclusive to this zone [19]. The steel layer on the copper–nickel side contained recrystallized cop-per–nickel grains (Fig. 5(f)). On the other hand, the stir zone microstructure on the copper–nickel side contained equiaxed grains with a size of (15 ± 4) µm as a result of dynamic re-crystallization in this zone (Fig. 6(b)). The oxide particles observed in the copper–nickel base metal are shown in this figure. These particles were mainly at grain boundaries with a size of (5 ± 2) µm and prevented the growth of stir-zone grains.The EDS results showed that zinc and iron concentra-tions in the oxide particles increased (Figs. 7 and 8). The stir zone on the steel alloy side contained small recrystallized grains with a size of (5 ± 1) µm (Fig. 5(e)). Clearly, the grain size in the copper–nickel stir zone was greater than that of the steel-stir zone. The temperature and deformation rate in the friction-stir procedure had inverse effects on the grain size of the stir zone. In fact, an increase in the defor-mation rate led to a reduced grain size, and a rise in temper-ature increased the grain size in the stir zone [20].Fig. 8. Element mapping result of stir zone of C71000 side.The advancing side showed the highest temperature and deformation [21]. According to the stir zone microstructure results, the deformation effect was dominant on the steel side, and the grain size of stir zone reduced relative to the copper–nickel alloy side. On the contrary, elongated grains did not exist in the thermomechanically affected zone on the steel side (Fig. 5(d)). However, annealing twins were found across the base metal, whereas there were fewer twins in the thermomechanically affected zone of the steel. There were no twins in the stir zone on the steel side. An interesting point in the microstructure study was the occurrence of a specific layer-by-layer structure at the interface between copper–nickel and steel alloys near the tool shoulder (Fig. 6(a)). The SEM images of different zones in Fig. 6(a) are presented in Figs. 6(c) and 6(d).According to the line scan analysis presented in Fig. 9, the layer-by-layer structures consisted of copper-rich layers adjacent to iron-rich layers. Based on the comparison of the chemical composition of the copper-rich layer and cop-per–nickel base metal, this zone belonged to the cop-per–nickel base metal. However, the iron-rich layer did not match the chemical composition of steel base metal. The highest mass percentages of copper and chromium in the iron-rich layer were 9% and 30%, respectively. The iron-rich layer had a higher copper percentage, which in-creased to 31wt% in some layers.The high percentages of nickel and copper as austenite stabilizers could promote the formation of austenite phase. Generally, welding of austenite stainless steel can cause de-fects, including formation of the brittle phase, hot cracks, and carbide–chrome in grain boundaries. Copper, as an auste-nite-forming element, eliminates the δ-ferrite and sigma phases. Furthermore, the copper–nickel alloy limits the sigma phase by increasing the cooling rate from 600 to 800°C [22].1300Int. J. Miner. Metall. Mater ., Vol. 25, No. 11, Nov. 2018Fig. 9. SEM image and line scans of chemical elements at the layer structure: (a, b) zone I in Fig. 6(a): (c, d) Fig. 5(f).The sigma phase is very hard and brittle. Its value in-creases by increasing the percentage of chromium, molyb-denum, and silicon, but decreases by increasing the nitrogen, nickel, and carbon contents. Prevention of sigma phase for-mation in stainless steel is difficult when the chrome per-centage is about 20wt%. When the chrome percentage is less than 20wt%, the sigma phase is not observable in auste-nite stainless steels. Due to the very low amount of chrome (up to 9wt%) in the layered structure, formation of sigma phase is not expected.Fig. 10 shows the XRD analysis of the iron-rich zone in the layered structure (point A in Fig. 6(c)); the austenite phase is the only existing phase in this zone. The high per-centage of nickel and copper prevented the formation of sigma phase as expected. The line scan analysis (Fig. 9) in-dicated that nickel concentrations reduced in layer bounda-ries but increased in the iron-rich layers due to nickel migra-tion from the interface to iron-rich layers.According to the EDS results (Fig. 11(a)) regarding point A in Fig. 6(c), the nickel and copper percentages were 24wt% and 21wt%, respectively, indicating the diffusion ofFig. 10. XRD pattern of iron rich layer structure.nickel and copper from the copper–nickel alloy at the inter-face of steel alloy due to the close proximity of this region to the tool shoulder and high temperature of the zone. Ac-cording to the EDS results (Fig. 11(b)), regardless of the in-creased percentage of copper and nickel in the grain boun-daries of the recrystallized zone on the steel side, the high percentage of chrome indicates the increased effect of this element by moving toward the stir zone of the stainless steel. Carbon present in the grain boundaries indicates chrome carbide formation at the joint interface near the tool shoulder.H. Jamshidi Aval, Microstructural evolution and mechanical properties of friction stir-welded C71000 copper–nickel (1301)The chemical compositions of these spots indicate that chrome and carbon move toward high-energy zones and form chrome carbide. Formation of carbide and a chrome-free zone around the grain boundary can severely degrade corro-sion resistance of the joint. Analysis of point C (Fig. 11(c)) indicates that this zone belongs to 304 stainless steel. The transient zone in the joint interface can affect the mechanical properties of the joint. Partial diffusion and formation of iron- and copper-rich layers, as shown in Fig. 9, are alsoobserved in zone I of Fig. 5(a).3.3. Hardness evaluationThe joint microhardness profile at the mid-thickness of the weld cross section is presented in Fig. 12. Hardness of the stir zone increases by moving from the steel base metal. According to the Hall-Petch equation, smaller grains have greater hardness; accordingly, hardness increases by de-creasing the grain size and increasing the particle boundary density. Hardness near the interface fluctuates considering the layer-by-layer structure. This structure produces impor-tant features, such as non-uniform hardness profiles and stress concentration zones. The stir zone on the cop-per–nickel side had a more uniform hardness profile and lower quantity. Hardness gradually decreased to the level of copper–nickel base metal by moving toward the cop-per–nickel base metal.3.4. Tensile properties and fractographyThe stress–strain curves for the base metals and joint are shown in Fig. 13. The yield strength and tensile strength of the joint are 103 MPa and 285 MPa, respectively, while elongation is 21%; these values are significantly lower than the corresponding values in the base metals. Tensile strength and elongation of joint were 84% and 65% of the corres-ponding values, respectively in the copper–nickel base metal. It should be noted that fracture occurred in the weld nugget and at the interface of steel and copper–nickel. The hardness profile shows sudden fluctuations, which cause stress con-centrations and joint strength degradation.Fig. 12. Microhardness profiles of cross-section of joint No. 6.Fig. 11. EDS analysis of points A (a), B (b), and C (c) in Fig. 6(c).1302 Int. J. Miner. Metall. Mater ., Vol. 25, No. 11, Nov. 2018Fig. 13. Stress–strain curve of base metals and welded sample No. 6.The fractured cross section was investigated by SEM af-ter the tensile test. Fig. 14 shows the fractured section and SEM image. The SEM image of the fracture zone shows a brittle cleavage fracture, along with plastic deformation and small uniform holes on the surface. In the brittle cleavage fracture, the crack propagation corresponds to the successive and repeated breaking of atomic bonds along specific crys-tallographic planes. The fracture surface has a faceted tex-ture because of different orientations of the cleavage planes in the grains. In this type of fracture, no substantial plastic deformation occurs and the crack propagates very fast, nearly perpendicular to the direction of the applied stress. In the ductile fracture mode, spherical dimples correspond to microvoids initiating crack formation. Each dimple is half the size of the microvoid, which is formed and then sepa-rated during the fracture process. In the welded sample, brit-tle and ductile failures simultaneously occurred, which could be attributed to the transient zone (Fig. 12) and sud-den fluctuations in the hardness of the sample.Fig. 14. SEM image of fracture surface of the joint No. 6.4. ConclusionsThe present study investigated the friction-stir welding of C71000 and AISI304 stainless steel with a cylindrical pin tool and the following results were obtained.(1) Lack of proper material flow occurred as a result of low temperature at a rotational-to-linear speed ratio of 10 r/mm; therefore, there was not adequate material to fill the hole as the tool traveled forward on the advancing side (stainless steel). In case of rotational-to-linear speed ratio of greater than 20 r/mm, the high heat input produced a higher temperature gradient and resulted in the formation of longi-tudinal cracks as a result of thermal stress in the joint sec-tion.(2) The grain size on the copper–nickel side was larger than that of the stainless steel side. The stirring phenomena during friction-stir welding eliminated annealing twins in the stainless steel base metal and a uniform microstructure with small equiaxed grains formed in the stir zone. Tensile strength and elongation of joint were 84% and 65% of the corresponding values, respectively in the copper–nickel base metal. The fracture surface indicated brittle cleavage and plastic deformation behaviors.(3) Heat and plastic deformation caused element diffu-sion at copper- and iron-rich layers in the stir zone. Nickel and copper, as austenite stabilizers, led to the formation of austenite phase in the iron-rich layers. Chrome and carbon were transferred to grain boundaries, which were high-energy zones, and formed chrome carbide. The layer-by-layer structure and precipitation at the interface made the hardness profile non-uniform and formed possible stress concentra-tion zones.AcknowledgementThe author acknowledges the funding support of Babol Noshirvani University of Technology (No. BNUT/370167/97).References[1] M. Metikoš-Hukovi ć, R. Babi ć, I. Škugor, and Z. Gruba č,Copper-nickel alloys modified with thin surface films: Corro-sion behaviour in the presence of chloride ions, Corros. Sci., 53(2011), No. 1, p. 347.[2] M. Metikoš-Hukovi ć, R. Babi ć, I. Škugor Ron čevi ć, and Z.Gruba č, Corrosion resistance of copper–nickel alloy under fluid jet impingement, Desalination , 276(2011), No. 1-3, p. 228.[3] P. Carol, Corrosion and biofouling resistance evaluation of90-10 copper–nickel, Copper Development Association ,H. Jamshidi Aval, Microstructural evolution and mechanical properties of friction stir-welded C71000 copper–nickel (1303)2005, No. 63, p. 8.[4] S.G. Shiri, M. Nazarzadeh, M. Shariftabar, and M.S. Afarani,Gas tungsten arc welding of CP-copper to 304 stainless steel using different filler materials, Trans. Nonferrous Met. Soc.China, 22(2012), No. 12, p. 2937.[5] C.W. Yao, B.S. Xu, X.C. Zhang, J. Huang, J. Fu, and Y.X.Wu, Interface microstructure and mechanical properties of laser welding copper-steel dissimilar joint, Opt. Lasers Eng., 47(2009), No. 7-8, p. 807.[6] I. Magnabosco, P. Ferro, F. Bonollo, and L. Arnberg, An in-vestigation of fusion zone microstructures in electron beam welding of copper-stainless steel, Mater. Sci. Eng. A, 424(2006), No. 1-2, p. 163.[7] T.A. May and A.C. Spowage, Characterisation of dissimilarjoints in laser welding of steel–kovar, copper–steel and cop-per–aluminium, Mater. Sci. Eng. A, 374(2004), No. 1-2, p.224.[8] C. Roy, V.V. Pavanan, G. Vishnu, and P.R. Hari, M. Ariva-rasu, M. Manikandan, D. Ramkumar, and N. Arivazhagan, Characterization of metallurgical and mechanical properties of commercially pure copper and AISI 304 dissimilar weld-ments, Procedia Mater. Sci., 5(2014), p. 2503.[9] M. Velu and S. Bhat, Metallurgical and mechanical examina-tions of steel–copper joints arc welded using bronze and nickel-base superalloy filler materials, Mater. Des., 47(2013), p. 793.[10] Y. Imani, M.K. Besharati, and M. Guillot, Improving frictionstir welding between copper and 304L stainless steel, Adv.Mater. Res., 409(2012), p. 263.[11] A.J. Ramirez, D.M. Benati, and H.C. Fals, Effect of tool off-set on dissimilar Cu–AISI 316 stainless steel friction stir welding, [in] Proceeding of the Twenty-first International Offshore and Polar Engineering Conference, Maui, Hawaii, USA, 2011, p. 548.[12] A. Najafkhani, K. Zangeneh-Madar, and H. Abbaszadeh,Evaluation of microstructure and mechanical properties of friction stir welded copper/316L stainless steel dissimilarmetals, Int. J. ISSI, 7(2010), No. 2, p. 21.[13] M. Shamsujjoha, B.K. Jasthi, M. West, and C. Widener, Mi-crostructure and mechanical properties of FSW lap joint be-tween pure copper and 1018 mild steel using refractory metal pin tools, [in] Friction Stir Welding and Processing VII,TMS, San Antonio, Texas, 2013, p. 151.[14] M. Jafari, M. Abbasi, D. Poursina, A. Gheysarian, and B.Bagheri, Microstructures and mechanical properties of fric-tion stir welded dissimilar steel–copper joints, J. Mech. Sci.Technol., 31(2017), No. 3, p. 1135.[15] Copper Development Association Inc., Copper–NickelWelding and Fabrication, Copper Development Association Inc., McLean, Virginia [2013-02-01]. / applications/marine/cuni/fabrication/welding_and_fabrication.html[16] Smiths Metal Centres, 304/304L Stainless Steel Data Sheet,Smiths Metal Centres, Clerkenwell, London [2007-03-05]./datasheets.htm.[17] S.H.C. Park, Y.S. Sato, H. Kokawa, K. Okamoto, S. Hirano,and M. Inagaki, Rapid formation of the sigma phase in 304 stainless steel during friction stir welding, Scripta Mater.,49(2003), No. 12, p. 1175.[18] Y.V.R.K. Prasad, K.P. Rao, and S. Sasidhara, Hot WorkingGuide: A Compendium of Processing Maps, ASM Interna-tional, Materials Park, Ohio, 2015, p. 168.[19] Y. Sun and H. Fujii, Effect of abnormal grain growth on mi-crostructure and mechanical properties of friction stir welded SPCC steel plates, Mater. Sci. Eng. A, 694(2017), p. 81. [20] H. Jamshidi Aval, Influences of pin profile on the mechanicaland microstructural behaviors in dissimilar friction stir welded AA6082–AA7075 butt joint, Mater. Des., 67(2015), p. 413.[21] N. Kumar, R.S. Mishra, and W. Yuan, Friction Stir Weldingof Dissimilar Alloys and Materials, Butterworth-Heinemann, Oxford, 2015, p. 16.[22] J.C. Lippold, Welding Metallurgy and Weldability, John Wi-ley & Sons, Hoboken, New Jersey, 2014, p. 9.。
Interfacial microstructure and mechanical properties of

Interfacial microstructure and mechanical properties of aluminium –zinc-coated steel joints made by a modifiedmetal inert gas welding –brazing processH.T.Zhang a,⁎,J.C.Feng a ,P.He a ,H.Hackl baState Key Laboratory of Advanced Welding Production Technology,Harbin Institute of Technology,Harbin 150001,Heilongjiang Province,PR ChinabFronius.Internation GMBH,A4600Wels-Thalheim,AustriaReceived 10May 2006;accepted 4July 2006AbstractThe microstructure and properties of aluminium –zinc coated steel lap joints made by a modified metal inert gas CMT welding –brazing process was investigated.It was found that the nature and the thickness of the high-hardness intermetallic compound layer which formed at the interface between the steel and the weld metal during the welding process varied with the heat inputs.From the results of tensile tests,the welding process is shown to be capable of providing sound aluminium –zinc coated steel joints.©2006Elsevier Inc.All rights reserved.Keywords:Welding –brazing;Heat input;Intermetallic compound1.IntroductionIn order to reduce pollution and save energy,it is attractive to make car bodies lighter by introducing some aluminium parts as substitutes for the previous steel structures [1,2].Therefore,joining aluminium to steel has become a major problem,requiring resolution.Direct solid-state joining can be used to make these dissimilar metal joints by controlling the thickness of the interme-tallic compound layer that develops within a few micrometers of the joint interface [3–9].However,the shape and size of such solid-state joints are extremely restricted.Thus,the joining of aluminium to steel byfusion welding methods has been widely studied.As is well known,the joining of aluminium to steel by fusion welding is difficult because of the formation of brittle interface phases which can deteriorate the mechanical properties of the joints.However,Kreimeyer and Sepold [10]have shown that if the layer is less than 10μm thick,the joint will be mechanically sound.In addition,the authors also deem that the existence of a zinc coating increases the wettability of the Al to the steel substrate.As another approach,Achar et al.[11]reported that the thickness of the intermetallic compound layer formed during TIG arc welding of Al to steel is decreased by the use of an Al alloy filler metal containing Si.Murakami et al.[12]and Mathieu et al.[13]both point out that the temperature probably determines the thickness of the intermetallic compound layer of the joint and recom-mended the use of lower heat input to obtain a sound joint.Materials Characterization 58(2007)588–592⁎Corresponding author.Tel.:+8645186412974;fax:+8645186418146.E-mail address:hitzht@ (H.T.Zhang).1044-5803/$-see front matter ©2006Elsevier Inc.All rights reserved.doi:10.1016/j.matchar.2006.07.008The cold metal transfer process,identified here as CMT,is a modified metal inert gas welding process which invented by the Fronius Company.The principal innovation of this method is that the motions of the welding wire have been integrated into the welding process and into the overall control of the process.Every time the short circuit occurs,the digital process-control both interrupts the power supply and controls the re-traction of the wire.The wire retraction motion assists droplet detachment during the short circuit,thus greatlydecreasing the heat input during welding.In this study,we selected the CMT process to join aluminium to zinc-coated steel using a lap geometry. The main purpose of this effort was to reveal the rela-tionship between heat input and the microstructure of the joint.Hardness testing was also used to characterize the phases formed during the welding process.In ad-dition,the quality of the joints was assessed by tensile testing.2.ExperimentalDeep drawn sheets of hot-dip galvanized steel and sheets of pure Al1060with thickness of1mm were used in the welding experiments.An Al sheet was lapped over a Zn-coated steel sheet on the special clamping fixture, and the ending of the weld wire was aimed at the edge of the aluminium sheet,as shown in Fig.1.The MIG welding–brazing was carried out using the CMTwelding source with an expert system and1.2-mm-diameter Al–Si filler metal wire.Argon was used as the shielding gas at a flow rate of15L/min.The surface of the samples was cleaned by acetone before welding.Two sets of welding parameters of different heat inputs were selected,as shown in Table1.The heat input,J,is calculated using the equation:J=(60×UI)/v,where U is the mean welding voltage,I is the mean welding current and v is the welding speed.Typical transverse sections of the samples were observed using optical microscopy(OM)and scanning electron microscopy(SEM).The composition of the intermetallic compound layer at the interface between the steel and the weld metal was determined by energy dispersive X-ray spectroscopy(EDX).Hardness values were obtained using a microindentation hardness tester with a load of10g,and a load time of10s.In addition, the samples were cut in10mm widths,and transverse tensile tests(perpendicular to the welding direction) were used to measure the joint tensilestrength.Fig.1.Schematic plan of the welding process.Table1The welding parametersSamplenumberMeanweldingcurrent(A)Meanweldingvoltage(V)Wire feedrate(m/min)Weldingspeed(mm/min)Weldheatinput(J/cm)Sample A6611.8 3.9762613.2Sample B11013.3 5.4913961.5Fig.2.Front(upper)and back(lower)appearances of typical jointswith different heat inputs:(a)Sample A;(b)Sample B.589H.T.Zhang et al./Materials Characterization58(2007)588–5923.Results and discussion 3.1.Macro-and microstructuresThe appearance of the weld seams for different heat inputs are shown in Fig.2.For all welding cases,a smooth weld seam was made.The molten metal wetted the steel better when using lower heat input,i.e.,compare Sample A at lower heat input to Sample B.This may be related to the different degree of evapo-ration of the zinc coating at different heat inputs.While improving the heat input,the greater evaporation of zinc reduces the wettability of the molten metal on the steel.Fig.3shows a typical cross-section of the joints.Higher heat input (Sample B)resulted in a decrease in the contact angle between the steel and the weld metal.Meanwhile,a special zone with lighter colour at the toe of the weldments can be found (designated by white arrows in Fig.3).Optical micrographs shows that a visible intermetallic compound layer has formed be-tween the steel and weld metal during the welding process,Fig.4.The thickness of the intermetallic com-pound layer changes not only with the location within a given joint but also with the varying heat input between different joints.The thickness of the intermetallic compound layer in the center is greater than at the edge of the seam within one joint.For Sample A,the maximum thickness of the compound layer is about 10μm but is 40–50μm for Sample B.The microstructure of the intermetallic compound is shown in greater detail in the SEM micrographs inFig.5.At lower heat input (Sample A),the inter-metallic compound presents a serrated shape oriented toward the weld metal.When the heat input was increased (Sample B),the compound layer became much thicker and grew into the weld metal with tongue-like penetrations.Anisotropic diffusion is a possible explanation for this irregularity.The intermetallic compounds that form under these conditions generally have an orthorhombic structure (see below).Because of the high vacancy concentration along the c -axis of the orthorhombic structure,Al atoms can diffuse rapidly in this direction and cause rapid growth of the inter-metallic compound.EDX analysis was used to determine the phases of the intermetallic compound layer.The results show that the intermetallic compound layer of the joint made by lower heat input consists entirely of Fe 2Al 5.But when the heat input is increased,the intermetallic compound layer consists of two different phases,the FeAl 2phase near the steel surface and a FeAl 3phase which penetrates toward the weld metal.Thus it is clearthatFig.4.Optical microstructures of interface between steel and weld metal:(a)Sample A;(b)SampleB.Fig.3.Cross-section image at limit of penetration in the joint,showing change in contact angle with increased heat input.Arrows point to an intermetallic compound at the tip of the weld metal:(a)Sample A;(b)Sample B.590H.T.Zhang et al./Materials Characterization 58(2007)588–592the intermetallic compound layer that forms is closely related to the heat input during the welding process.With regard to the special zone designated by white arrows in Fig.3,dendritic-appearing structures can be distinguished on a high-magnification SEM micrograph (Fig.6).EDX analysis results show that such dendrite-shaped crystals of an Al-richα-solid solution containing residual zinc routinely formed at this location.3.2.Hardness measurementsHardness testing results also confirm the presence of a hard intermetallic compound layer.The hardness of the interface layer is much higher than that of the base metal and the weld metal and is found to vary for the corresponding intermetallic compound phases.For the high heat input weld(Sample B)the hardness is much higher,Fig.7.Fig.8.The location where the fracture occurred during tensile testing (designated by white arrows):(a)Sample A;(b)SampleB.Fig.7.Microindentation hardness test results of the joints made using different heatinputs.Fig.6.Dendrite crystal structure at the toe of the weldment(SampleB).Fig.5.SEM micrograph of interface between steel and weld metal:(a)Sample A;(b)Sample B.591H.T.Zhang et al./Materials Characterization58(2007)588–5923.3.Tensile test resultsThe tensile tests were performed to provide a qualitative measure of the joint strength and behavior. These results show that the bond strength is excellent, with the fractures occurring in the HAZ of the Al even when the thickness of the intermetallic compound layer was greater than40μm,Fig.8.From a general view-point,the thickness of the intermetallic compound layer should be controlled to less than10μm in order to obtain a sound joint.This implies that the joint made with higher heat input should have a lower intrinsic strength than the other because of the thicker brittle intermetallic compound layer.However,the intrinsic strength of the joints cannot be determined when the fracture occurs in the HAZ of the pure Al.Nevertheless, according to the thickness of the compound layer,we can presume that the intrinsic strength of the joints should be decreased when increasing the welding heat input.4.ConclusionsBased on the experimental results and discussions, conclusions are drawn as follows1)Dissimilar metal joining of Al to zinc-coated steelsheet without cracking is possible by means of a modified metal inert gas(CMT)welding–brazing process in a lap joint.2)Fe–Al intermetallic compound phases were formedat the interface between the steel and the weld metal.The thickness and the composition of the interme-tallic compound layer varied with weld heat input.3)Despite the formation of the intermetallic compoundphases,the interface between steel and weld metal is not the weakest location of the joints.Tensile tests of the joints caused fractured in the Al HAZ,even when the intermetallic compound layer thickness exceeded 40μm.AcknowledgementsThe authors wish to acknowledge the financial support provided by the National Natural Science Foundation under Grant No.50325517for this work. References[1]Schubert E,Klassen M,Zerner I,Walz C,Sepold G.Light weightstructures produced by laser beam joining for future applications in automobile and aerospace industry.J Mater Process Technol 2001;115:2.[2]Schubert E,Zernet I,Sepold ser beam joining of materialcombinations for automotive applications.Proc SPIE 1997;3097:212.[3]Oikawa H,Ohmiya S,Yoshimura T.Resistance spot welding ofsteel and aluminium sheet using insert metal sheet.Sci Technol Weld Join1999;2:80.[4]Czechowski M.Stress corrosion cracking of explosion weldedsteel–aluminum joints.Mater Corros2004;6:464.[5]Fukumoto S,Tsubakino H.Friction welding process of5052aluminium alloy to304stainless steel.Mater Sci Technol 1999;9:1080.[6]Ochi H,Ogawa K,Suga Y,Iwamoto T,Yamamoto Y.Frictionwelding of aluminum alloy and steel using insert metals.Keikinzoku Yosetsu1994;11:1.[7]Shinoda T,Miyahara K,Ogawa M,Endo S.Friction welding ofaluminium and plain low carbon steel.Weld Int(UK) 2001;6:438.[8]Uzun H,Donne CD.Friction stir welding of dissimilar Al6013-T4to X5CrNi18-10stainless steel.Mater Des2005;1:41. [9]Adler L,Billy M,Quentin G.Evaluation of friction-weldedaluminum-steel bonds using dispersive guided modes of a layered substrate.J Appl Phys2001;12:6072.[10]Kreimeyer M,Sepold ser steel joined aluminium-hybridstructures.Proceedings of ICALEO'02,Jacksonville,USA;2002.[11]Achar DRG,Ruge J,Sundaresan S.Joining aluminum to steel,with particular reference to welding(III).Aluminum1980;4:291.[12]Murakami T,Nakata K.Dissimilar metal joining of aluminum tosteel by MIG arc brazing using flux cored wire.ISIJ Int 2003;10:1596.[13]Mathieu A,Mattei S,Deschamps A.Temperature control in laserbrazing of a steel/aluminium assembly using thermographic measurements.NDT&E Int2006;39:272.592H.T.Zhang et al./Materials Characterization58(2007)588–592。
Effect of low temperature thermo-mechanical treatment on microstructure and mechanical properties
J. Cent. South Univ. Technol. (2010) 17: 443−448DOI: 10.1007/s11771−010−0504−6Effect of low temperature thermo-mechanical treatment onmicrostructures and mechanical properties of TC4 alloySUN Li-ping(孙利平)1, LIN Gao-yong(林高用)1,2, LIU Jian(刘健)1, ZENG Ju-hua(曾菊花)11. School of Materials Science and Engineering, Central South University, Changsha 410083, China;2. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education,Central South University, Changsha 410083, China© Central South University Press and Springer-Verlag Berlin Heidelberg 2010Abstract: The effects of low temperature thermo-mechanical treatment (LTTMT) on microstructures and mechanical properties of Ti-6Al-4V (TC4) alloy were studied by optical microscopy (OM), tensile test, scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The experimental results confirm that the strength of TC4 alloy can be improved obviously by LTTMT processing, which combines strain strengthening with aging strengthening. The effect of LTTMT on the alloy depends on the microstructure of the refined and dispersed α+β phase on the basis of high dislocation density by pre-deformation below recrystallization temperature. The tensile strength decreases with the increase of pre-deformation reduction. The optimal processing parameters of LTTMT for TC4 alloy are as follows: solution treatment at 900 ℃ for 15 min, pre-deformation in the range of 600−700 ℃ with a reduction of 35%, finally aging at 540 ℃ for 4 h followed by air-cooling.Key words: Ti-6Al-4V (TC4) alloy; low temperature thermo-mechanical treatment; microstructure; mechanical properties; strain strengthening1 IntroductionTC4 alloy is one of the typical (α+β) Ti alloys. Since Ti-6Al-4V was first applied in 1954, it has become the most important Ti alloy and has been widely used around the world nowadays, for the products of TC4 alloy account for about 60% of all Ti output [1]. Although the alloy has been used for a number of years, researches on this alloy still attract much attention of researchers from both fundamental and practical point of view, such as superplastic forming and diffusion bonding (SPF/DB) technology [2−3], numerical simulation on forging process [4], stress relaxation behavior [5], surface engineering technologies [6−8], constitutive relationship [9−10], fatigue crack growth behavior [11−12], hydrogen treatment [13], and high temperature thermo-mechanical treatment (HTTMT) technology [14]. However, the study of low temperature thermo- mechanical treatment (LTTMT) on TC4 alloy has not been performed, which may be an effective way for strengthening this alloy. In this work, the influences of LTTMT on microstructures and mechanical properties of TC4 alloy were investigated, aiming to find a more effective technology for improving the properties of this alloy.2 ExperimentalThe testing materials used were 1.7 mm-thick hot-rolled TC4 sheets. The finish hot-rolling temperature was 900 ℃. The process flow of LTTMT is illustrated in Fig.1, which includes three stages as follows: solution treatment and quenching, pre-deformation, and aging. The processing parameters of LTTMT were set as follows: solution treatment at 900 ℃ for 15 min, followed by quenching in room-temperature water; pre-deformation in the range of 600−700 ℃, with the pre-deformation reductions of 35%, 50%, and 55%, respectively; aging treatment at 540 ℃ in air for 4 h followed by air-cooling. Besides, the artificial aging before pre-deformation was conducted at 540 ℃ for 2 h, and the natural aging was carried out at the room temperature for 6 d. For the sake of comparing the mechanical property and microstructure at every stage of LTTMT, serial routes are set and shown in Table 1.The microstructure observation was performed using POLYV AR−METⅡ metallographic microscope. Specimens for optical microscopy (OM) were etched bya solution of nitric acid (30 mL)+hydrofluoric acid(20 mL)+H2O (50 mL). Tensile tests were performed on aFoundation item: Project(2008WK2005) supported by the Science and Technology Plan of Hunan Province, ChinaReceived date: 2009−06−25; Accepted date: 2009−08−29Corresponding author: LIN Gao-yong, PhD, Professor; Tel: +86−731−88830266; Fax: +86−731−88876692; E-mail: mater218@Fig.1 Schematic illustration of LTTMT: 1—Heating; 2—Solution treatment; 3—Water cooling; 4—Pre-deformation; 5—Aging; Tβ—Transition temperature of β phase; T r—Temperature of recrystallizationTable 1 Routes of different samplesSample No. Route Processflow1 H Hot-rollingstate 2 S Solutiontreatment 3 SA Solutiontreatment→Artificial aging4 SD1ASolution treatment→Pre-deformation(35%)→Artificial aging5 SD2ASolution treatment→Pre-deformation(50%)→Artificial aging6 SD3ASolution treatment→Pre-deformation(55%)→Artificial aging7 SAD2ASolution treatment→Artificial aging→Pre-deformation(50%)→Artificial aging8 SND2ASolution treatment→Natural aging→Pre-deformation(50%)→Artificial aging9 SD0Solution treatment→Room temperature pre-deformation(40%)CSS−44100 universal electronic tensile test machine. Additionally, the fracture cross-sections of TC4 samples by tensile test were analyzed by scanning electron microscopy (SEM), using KYKY−Amray 2800 in this work. The TEM investigations were carried out on an H−800 transmission electron microscope to observe the sub-structure in TC4 alloy at different stages of the LTTMT.3 Results and discussion3.1 Mechanical propertiesThe measuring values of mechanical properties (tensile strength σb, yield strength σ0.2, and elongation δ) of TC4 alloy processed by LTTMT and other comparing routes are obtained and compiled in Table 2.Comparing mechanical properties of TC4 alloy prepared by SA, SD1A, SD2A and SD3A routes, it is evident that the strength and the plasticity of TC4 alloy Table 2 Mechanical properties of TC4 alloy after treated by LTTMT and other routesSample No.Route σb/MPa σ0.2/MPa δ/%1 H 883.82835.487.622 S 890.14802.907.183 SA 942.34851.91 2.634 SD1A 1 165.64 1 091.94 3.005 SD2A 1076.29 946.55 3.606 SD3 A 1 022.40 938.78 4.007 SAD2A 1 072.76 1 024.93 4.208 SND2A896.08 816.59 4.209 SD0 748.78 666.27 1.00can be improved obviously by LTTMT processing. Pre-deformation reduction influences mechanical properties of TC4 alloy acutely. The tensile strength decreases with the increase of pre-deformation reduction, which is opposite to the variation of HTTMT [14]. And itis remarkable that the plasticity of TC4 alloy rises slightly with the increase of pre-deformation reduction from 35% to 55% in the process of LTTMT.Comparing σb of SAD2A and SD2A routes, it can be found that there is little difference for σb (1 072.76 MPa and 1 076.29 MPa, respectively) of the two routes, indicating that the artificial aging before pre-deformationis not necessary. The tensile strength of TC4 alloy processed by SAD2A route differs a lot from that by SND2A route, which indicates that strengthening effectby artificial aging before pre-deformation is stronger than that by natural aging. Besides, the elongations of these two routes are the same (4.20%), indicating that the effects of natural aging and artificial aging before pre-deformation on plasticity of this alloy may be the same when the pre-deformation reductions are both 50%.The lowest tensile strength σb (748.78 MPa) and the lowest elongation δ (1.00%) occur in the route of SD0. Itis evident that room-temperature rolling after solution treatment is not an effective way for improving the properties of TC4 alloy. From the data in Table 2, it can also be noticed that the value of σb is close to the value ofσ0.2 in every route, i.e., the yield ratio (σ0.2/σb) is high, which may result in difficulty in cold-deformation.3.2 Microstructural evolutionFig.2 shows the optical micrographs of hot-rolled, solution treated and aged TC4 alloy.As shown in Fig.2(a), the microstructure of TC4 alloy after hot-rolling is mainly equiaxed structure withthe prior α phase and transformed β phase. During hot- rolling carried out at 900℃, above the recrystallization temperature (T r), the recrystallization and deformation occur simultaneously. In the sequent air-cooling, β phaseFig.2 Optical micrographs of TC4 alloy by different procedures: (a) Hot rolling; (b) Solution treatment; (c) Solution treatment+ agingwill transform to secondary α phase, which nucleates in βgrains or the grain boundary of prior α phase [1].The microstructure of TC4 alloy upon solution treatment followed by water-quenching is shown in Fig.2(b). From the image, it can be found that the high cooling rate after solution treatment in α+β phase field results in martensite transformation, for acicular α′ phase can be recognized in Fig.2(b). Besides, it can also be found that there exist small amounts of prior α phase and untransformed β phase. Because the martensite in Ti alloy cannot improve the strength as the martensite does in steel, the strengthening efficiency in TC4 alloy is low [1], resulting in that the strength of state S is a little higher than that of state H shown in Table 2.The microstructure of specimen after solution treatment and aging at 540 ℃ for 4 h is shown in Fig.2(c). It can be seen from Fig.2(c) that the microstructure of TC4 alloy is mainly composed of the modified and dispersed α+β phase indicating that artificial aging following solution treatment is a good way to improve the mechanical properties of TC4 alloyas shown in Table 2. In the process of decomposition of α′ phase, α phase, which has a hexagonal lattice with the parameter comparable with α′ phase, may precipitate first, along with the increase of the β-stabilized element content, resulting in that the rest meta-stable phase is reconstructed into β crystal lattice, shown as follows: α′→α′+α→α+β.TEM image of the specimen after solution treatment and pre-deformation (Fig.3(a)) shows the microstructure modified by pre-deformation. This reveals that the grain boundary regions have higher defect density than the grain interior due to the dislocation accumulation alongthe grain boundaries during rolling. It may also be seenin this image that the grains contain the substructure. Asthe density of dislocation increases, the dislocations will pile up in localized areas and tangle with each other, leading to the inhomogenous distribution. Based on the increase of dislocations and their motion, cellular structure will occur in the grains. It is known that the density inside the cellular structure is much lower than that near the cellular wall. The substructure in grains makes the strength of TC4 alloy slightly increased.Fig.3 TEM images of TC4 alloy by different procedures: (a) Solution treatment+pre-deformation (35%); (b) Solution treatment+pre-deformation (35%)+agingOn the basis of the pre-deformation, the aging was carried out in order to modify the microstructure and consequently improve the mechanical properties. It is shown in Fig.3(b) that after aging treatment the structureis relatively regular, and the density of dislocation decreases in the heating process. According to the formerobservation (Fig.3(a)), the dislocations accumulate and tangle with each other, leading to the distortion energy storing in the material, which should be released during heating. Meanwhile, the decomposition of meta-stable phase will occur under the influence of the normalization of sub-grains. Being different from the aging without pre-deformation, the decomposition and the dislocation reaction influence each other in this alloy, which leads to the aging strengthening and the strain strengthening.As shown in Fig.4, the microstructures of TC4 alloy by procedures of SD1A, SD2A and SD3A are mainly refined and dispersed α+β phases. Comparing the micrographs in Figs.4(a) and (b), it can be found that the size of α particles (light phase) increases with the increase of pre-deformation reduction. Additionally, the particles are in the similar size when the pre-deformation reduction is in a small discrepancy, shown in Figs.4(b) and (c). Comparing the microstructures of SA, SD1A, SD2A and SD3A routes, it is evident that the particles of TC4 alloy become smaller and more dispersive byFig.4 Optical micrographs of TC4 alloy by different procedures: (a) Solution treatment+pre-deformation(35%)+aging; (b) Solution treatment+pre-deformation(50%)+aging; (c) Solution treatment+pre-deformation(55%)+aging LTTMT technology.In general, the strength will be enhanced with the increase of pre-deformation reduction, which can be proved in the study of HTTMT on TC4 alloy. However, the inverse law is obtained in this work that the tensile strength decreases with the increase of pre-deformation reduction.There may be two mechanisms for the explanation to this phenomenon. One possible mechanism may be that during the pre-deformation before artificial aging, the density of dislocation in the alloy increases with the increase of pre-deformation reduction, leading to the serious distortion of crystal lattice. On the other hand, the distortion of crystal lattice is a form of inner energy in the alloy. Thus, the inner distortion energy increases with the increase of pre-deformation reduction, inducing that the phases decomposed in the aging treatment agglomerate and grow into larger size, which results in the lower efficiency of strengthening. Additionally, the crystal lattices of decomposition phase may be different transitional crystal lattices based on different pre-deformation reductions, which may influence the effect of hardening.Another possible mechanism may be that during the heating of aging treatment, the recovery and polygoniza- tion occur along with the phase transformation, which weakens the effect of strain strengthening provided by pre-deformation. The phases decomposed during the aging will influence the polygonization, and on the other hand, the polygonization will change the density and the diffusion form of the decomposed phases (Fig.3(b)). As the pre-deformation reduction increases, the influence of recovery and polygonization on the diffusion decomposition phases will become greater during aging, which may be one reason for the lower hardening.From the above explanations, it seems that the mechanisms of the pre-deformation reduction on the strength of TC4 alloy during LTTMT should be further studied.From Table 2, it can be noted that the values of elongation (δ) of S and SD1A routes differ a lot (from 7.18% to 3.00%), indicating that the plasticity of TC4 alloy upon LTTMT is lower than that upon solution treatment, which may be identified in Fig.5. Besides, it is suggested that the structure of continuous β phase with diffusive α phase can represent large brittleness, which may be the possible reason for the lower plasticity by LTTMT [15].Comparing the morphologies of dimples in Figs.5(a) and (b), it can be found that the dimples in Fig.5(a) are more uniform and deeper than those in Fig.5(b). Besides, the size of dimples in Fig.5(a) is larger than that in Fig.5(b). Generally, the plasticity will be better when the size of dimples is larger and the rupture condition of theJ. Cent. South Univ. Technol. (2010) 17: 443−448447Fig.5 SEM images of tensile fractures of TC4 alloy by different procedures: (a) Solution treatment; (b) Solution treatment+ pre-deformation(35%)+aging; (c) Higher magnification of Fig.5(a); (d) Higher magnification of Fig.5(b)material is the same. Therefore, the plasticity of TC4 alloy upon LTTMT is lower than that upon solution treatment, consisting with the results in Table 2.According to the observation in Fig.2(b), the structure after solution treatment may primarily contain hexagonal α′ martensite and small amount of prior α phase along the grain boundary. It may be considered that the particles in Fig.5(c) exist in the form of prior α phase, and those in Fig.5(d) exist in the form of diffusion α phase. It can also be observed that there are dimples with different sizes in Fig.5(d). The reason for this phenomenon may depend on the particles with different sizes [16]. The micro-cavities form in the nucleation site of larger particles at first, and then other micro-cavities form in the smaller particles. Finally, different micro-cavities couple with each other, forming dimples with different sizes. In this work, it may be predicted that the phase decomposes from the meta-phase and grows to different sizes.4 Conclusions(1) The strength of TC4 alloy can be improved obviously by the process of LTTMT, which combines the strain strengthening with aging strengthening. And the optimal processing parameters of LTTMT for TC4 alloy are: solution treatment at 900 ℃ for 15 min, pre- deformation in the range of 600−700 ℃ with a reduction of 35%, finally aging at 540 ℃ for 4 h followed byair-cooling.(2) The tensile strength decreases with the increase of pre-deformation reduction, which can be explained by two mechanisms proposed in this work. Besides, the plasticity rises slightly with the increase of pre-deformation reduction.(3) The effect of LTTMT on the alloy depends on the microstructure of refined and dispersed α+β phase on the basis of high dislocation density by pre-deformation below recrystallization temperature.(4) The room temperature deformation is not an effective way to improve the properties of TC4 alloy, for the tensile strength, yield strength and elongation are all the lowest values in all routes.(5) There is little difference between normal LTTMT and complex LTTMT (including pre-artificial or pre-natural aging before pre-deformation), indicating that the aging before pre-deformation may not be needed.References[1]ZHANG Xi-yan, ZHAO Yong-qing, BAI Chen-guang. Titanium alloy and its application [M]. Beijing: Chemical Industry Press, 2005: 287−305. (in Chinese)[2]HAN Wen-bo, ZHANG Kai-feng, WANG Guo-feng. Superplastic forming and diffusion bonding for honeycomb structure of Ti-6Al-4V alloy [J]. Journal of Materials Processing Technology, 2007, 183(2/3): 450−454.[3]LEE H S, YOON J H, CHAN H P, YOUNG G K, DONG H S, LEE C S. A study on diffusion bonding of superplastic Ti-6Al-4V ELI grade [J]. Journal of Materials Processing Technology, 2007, 187/188:J. Cent. South Univ. Technol. (2010) 17: 443−448 448526−529.[4] LU Cheng, ZHANG Li-wen. Numerical simulation on forgingprocess of TC4 alloy mounting parts [J]. Transactions of NonferrousMetals Society of China, 2006, 16(6): 1386−1390.[5] HYUKJAE L, SHANKAR M. Stress relaxation behavior ofshot-peened Ti-6Al-4V under fretting fatigue at elevated temperature[J]. Materials Science and Engineering A, 2004, 366(2): 412−420. [6] LIU Yong, YANG De-zhuang, WU Wan-liang, YANG Shi-qin. Drysliding wear behavior of Ti-6Al-4V alloy in air [J]. Journal of HarbinInstitute of Technology: English Letter, 2002, 9(1): 67−71.[7] LIU Y, YANG D Z, HE S Y, WU W L. Microstructure developed inthe surface layer of Ti-6Al-4V alloy after sliding wear in vacuum [J].Materials Characterization, 2003, 50(4/5): 275−279.[8] BISWAS A, DUTTA M J. Surface characterization and mechanicalproperty evaluation of thermally oxidized Ti-6Al-4V [J]. MaterialsCharacterization, 2009, 60(6): 513−518.[9] NIE Lei, LI Fu-guo, FANG Yong. New constitution relationship forTC4 alloy [J]. Aeronautical Materials Transaction, 2001, 21(3):13−18.(in Chinese)[10] LI L X, PENG D S. Development of constitute equations forTi-6Al-4V alloy under hot-working condition [J]. Acta MetallurgicaSinica: English Letter, 2000, 13(1): 263−269.[11] SHADEMAN S, SOBOVEJO W O. An investigation of short fatiguecrack growth in Ti-6Al-4V with colony microstructures [J].Materials Science and Engineering A, 2002, 335(1/2): 116−127. [12] SINHA V, MERCER C, SOBOYEJO W O. An investigation of shortand long fatigue crack growth behavior of Ti-6Al-4V [J]. MaterialScience and Engineering A, 2000, 287(1): 30−42.[13] LUO Liang-shun, SU Yan-qing, GUO Jing-jie, FU Heng-zhi.Formation of titanium hydride in Ti-6Al-4V alloy [J]. Journal of Alloys and Compounds, 2006, 425(1/2): 140−144.[14] HUANG Hui. Effect of high temperature thermo-mechanicaltreatment (HTTMT) on the structure and properties of TC4 alloy [J].Optic and Precision Engineering, 1996, 4(4): 48−52. (in Chinese) [15] KUBIAK K, SIENIAWSKI J. Development of the microstructureand fatigue strength of two phase titanium alloys in the processes offorging and heat treatment [J]. Journal of Materials Processing Technology, 1998, 78(1/3): 117−121.[16] CUI Niu-xian. Fracture analysis of metals [M]. Harbin: HarbinInstitute of Technology Press, 1998: 34−45. (in Chinese)(Edited by CHEN Wei-ping)。
Microstructure and mechanical properties

Microstructure and mechanical properties of ZrB 2–SiC nanocomposite ceramicQiang Liu,*Wenbo Han and Ping HuCenter for Composite Materials,Harbin Institute of Technology,Harbin 150001,ChinaReceived 28March 2009;accepted 30May 2009Available online 6June 2009A ZrB 2–SiC nanocomposite ceramic in which 20vol.%nanosized SiC powder was introduced into a ZrB 2matrix was fabricated by hot-pressing at 1900°C for 60min under a 30MPa uniaxed load.The composite microstructure showed intragranular nanostruc-tures that were peculiar to this material.Investigation of the mechanical properties revealed a flexural strength of 930±28MPa and a fracture toughness of 6.5±0.3MPa m 1/2.These improved mechanical properties were strongly dependent on the formation of the unusual intragranular nanostructures.Ó2009Acta Materialia Inc.Published by Elsevier Ltd.All rights reserved.Keywords:Intragranular nanostructure;Mechanical properties;Microstructure;Fracture toughness;NanocompositeUltrahigh-temperature ceramics (UHTCs),suchas borides and carbides,were developed in the 1960s [1].Among UHTCs,zirconium diboride (ZrB 2)is a material of particular interest because of its excellent combination of high melting point,low theoretical den-sity,high electrical conductivity,good chemical inert-ness and superb wear resistance.These properties make it an attractive candidate for high-temperature applications such as refractory materials in foundries,electrical devices,nozzles and armor [2].Moreover,ZrB 2could be used for super-high-temperature struc-tural applications in aerospace [3,4].Its low mechanical properties,however,have long prevented this material from being used in a wide range of applications.Its sus-ceptibility to brittle fracture can lead to unexpected cat-astrophic failure,therefore its mechanical properties must be improved before the potential applications of ZrB 2can be fully realized.The introduction of a second phase of particles has been a successful strategy for improving the mechanical properties of monolithic diboride ceramics.With this aim,introduction of SiC particles [3–6]into ZrB 2yields a ZrB 2–SiC composite ceramic that is far stronger than monolithic ZrB 2.As a rule,however,improvement of mechanical properties is limited by the micro-sized par-ticles of the second phase.The mechanical properties of ceramics can be signif-icantly improved by introducing nanosized ceramic par-ticles into the ceramic-matrix grains or grain boundaries.The most significant achievements with this approach have been reported by Niihara and Nakahira [7–9],who first revealed that an introduction of 5vol.%of nanosized SiC particles into Al 2O 3increased the room-temperature strength of the composite from 350MPa to $1.0GPa (three-point flexure,30mm span).Similar improvements in strength have since been achieved in Al 2O 3–Si 3N 4,MgO–SiC and Si 3N 4–SiC composite systems.Materials constructed by these types of approaches are termed nanocomposite ceramics.At this point in time,however,there have been few attempts to create nanocomposite ceramics out of ZrB 2–SiC.Moreover,the effects of the composite micro-structure on the mechanical properties of ZrB 2–SiC nanocomposite ceramics have never been documented.Therefore,the aim of the present study was to investi-gate the microstructural features and effects on mechan-ical properties of a ZrB 2–SiC nanocomposite ceramic.The starting powders used in this study were:ZrB 2powder (Northwest Institute for Non-ferrous Metal Re-search,China),average particle size 2l m (>99%);and nanosized b -SiC powder (Kaier Nanotechnology Devel-opment Co.Ltd,China),average particle size 30nm (>98%).The nanosized SiC powder was first dispersed in ethanol,with 1h of ultrasonication.Then the powder mixture ZrB 2plus 20vol.%nanosized SiC particles were ball-milled using ZrO 2ball media and ethanol at1359-6462/$-see front matter Ó2009Acta Materialia Inc.Published by Elsevier Ltd.All rights reserved.doi:10.1016/j.scriptamat.2009.05.041*Corresponding author.Tel./fax:+8645186402382;e-mail:dqz0402@Available online at Scripta Materialia 61(2009)690–692/locate/scriptamat180rpm for 12h.All ball-milling was performed in polyethylene bottles.After mixing,the resulting slurry was dried by rotary evaporation and then screened.The obtained powder mixtures were hot-pressed at 1900°C for 60min at a uniaxial pressure of 30MPa in Ar atmosphere.The microstructure of hot-pressed specimens was ob-served by using scanning electron microscopy (SEM,FEI Sirion,Holland)and transmission electron micros-copy (TEM,Hitachi H-9000,Japan)with an X-ray en-ergy dispersive spectroscopy (EDS,EDAX Inc.)analyzer attachment.Flexural strength (r )was tested in three-point bending on 3Â4Â36mm bars,using a 30-mm span and a crosshead speed of 0.5mm min À1.Each specimen was ground and polished with diamond slurries to a 1-l m finish.The edges of all the specimens were chamfered to minimize the effect of stress concen-tration resulting from machining flaws.Fracture tough-ness (K IC )was evaluated by a single-edge notched-beam test with a 16-mm span and a crosshead speed of 0.05mm min À1using 2Â4Â22mm test bars on the same jig used for the flexural strength.All flexural bars were fabricated with the tensile surface perpendicular to the hot-pressing direction.A minimum of five specimens was tested in each experimental condition.Figure 1shows the typical microstructural morphol-ogies of the ZrB 2–SiC nanocomposite ceramic under SEM (Fig.1a)and TEM (Fig.1b).As shown in Figure 1a,a number of submicron SiC particles (dark contrast)are located along the grain boundaries of the ZrB 2(gray contrast).Some smaller SiC particles also appear inside the ZrB 2grains (indicated by arrows);these are termed intragranular nanostructures.Higher magnification examination of the ZrB 2–SiC nanocomposite ceramic by TEM (Fig.1b)showed that the intragranular SiC particles (indicated by arrows)were approximately 100nm in size.The formation of the intragranular nanostructures was dependent on both the migration speed of ZrB 2ma-trix grain boundary and the migration speed of the SiC second phase [10,11].When the migration speed of the second phase was less than that of the matrix grain boundary,the nanosized SiC particles tended to be trapped within the ZrB 2grains during sintering.The fine ZrB 2particles would then coalesce around them,form-ing the intragranular nanostructures.Figure 2shows that the specimen fracture surface used for testing fracture toughness exhibited the typicalcharacteristics of a transgranular fracture.In monolithic ZrB 2ceramic,the predominant fracture mode would have been intergranular [12].There are two possible interpretations for this difference in fracture mode.The first is that the intergranular SiC particles in the ZrB 2–SiC nanocomposite ceramic were firmly bonded to the ZrB 2/ZrB 2interfaces.This rigid bonding could then have suppressed intergranular fracture [13].The other explanation is that there are differences in relaxation of the tensile residual stress around the SiC particles located between the intergranular and intra-granular.Because of the different thermal expansion coefficients between SiC and ZrB 2,a large internal stress will be generated during cooling after sintering.Assum-ing that a SiC particle is spherical,an internal tension will occur in a tangential direction to the ZrB 2matrix around the SiC particle.This will cause a crack to al-ways propagate towards the SiC particle.The internal tangential tension also would be relaxed by lattice and grain-boundary diffusion around the intragranular and intergranular particles,respectively.However,the tem-perature at which the grain-boundary diffusion is acti-vated would be lower than that required by lattice diffusion,thus the internal tangential tension around the intergranular SiC particles would be further relaxed during cooling.As a result,the internal tangential ten-sion around the intragranular SiC particles of the sin-tered body would always be greater than that around the intergranular particles.This would lead to a fracture surface that would always tend to be characteristic of a transgranular fracture.Thus,it is the intragranular nanostructures that predominantly induce the trans-granular fracture characteristic of the ZrB 2–SiC nano-composite ceramic.Examination of the mechanical properties of the ZrB 2–SiC nanocomposite ceramic revealed a fracture toughness that ranged from 6.4to 6.7MPa m 1/2.This represented an increase of approximately 83%over that of the monolithic ZrB 2(2.3–3.5MPa m 1/2)[2].In addi-tion,the flexural strength (920–945MPa)of this nano-composite ceramic was also significantly higher than that recently reported for the monolithic ZrB 2($565MPa)[4].The formation of the intragranular nanostructures appeared to play an important role in the improved mechanical properties of the ZrB 2–SiC nanocomposite ceramic,especially its increased fracture toughness and flexural strength.In order to investigate effects of the intragranular nanostructures on the mechanical properties oftheFigure 1.Typical microstructural morphologies of the ZrB 2–SiC nanocomposite ceramic:(a)SEM image of the sample and (b)TEM image of thesample.Figure 2.SEM image of the fracture surface of the ZrB 2–SiC nanocomposite ceramic.Q.Liu et al./Scripta Materialia 61(2009)690–692691ZrB 2–SiC nanocomposite ceramic,it is necessary to investigate a crack propagation behavior in this mate-rial.Figure 3shows TEM micrographs of crack propa-gation behavior in the ZrB 2–SiC nanocomposite ceramic.It was evident that the crack had never propa-gated in a straight line,but had been deflected,selecting the neighboring particles (Fig.3a).As stated previously,this deflection was caused by thermal internal stress in this material.It can be also seen in Figure 3a that a crack has penetrated through an intragranular particle (indicated by black arrow).The possible reason for this case is that the cracked particle may be an agglomera-tion composed of many fine SiC particles.Because the bond strength of this agglomeration is not high enough,it tends to fracture when a crack meets this kind of par-ticle.However,for other intragranular particles (<100nm),neither crack penetration through the intra-granular particles nor propagation along the particle/matrix interfaces was evident (Fig.3b).This phenome-non indicates that the intragranular particles bridged the crack,pointing to the existence of a particle-bridging mechanism.Based on the experimental observation above,a spe-cific explanation for this effect is as follows.When a pri-mary crack meets an intragranular nanosized SiC particle,it is normally impeded and thus bows (Fig.3a).The bowing crack bypasses the impenetrable particles and instead interacts with neighboring cracks.At this point,the bridging particles firmly pin the cracks and further prevent the crack from extending.As a re-sult,only by increasing the crack extension force can the crack further extend.In other words,it is by means of the particle-bridging mechanism that the strength and toughness of the ZrB 2nanocomposite ceramic are signif-icantly improved.Besides the explanation mentioned above,there is an-other one for the improvement in strength.After the for-mation of the intragranular nanostructures,there are many sub-interfaces within the ZrB 2matrix grains that belong to the interfaces between intragranular particles and matrix grains.As stated previously,moreover,be-cause of the difference in thermal expansion coefficients between the ZrB 2matrix and the SiC second phase,a large number of microcracks were formed around the intragranular particles,as shown in Figure 4.The for-mation of the sub-interfaces and microcracks can cause the matrix grains to be at a potential differentiation state,corresponding to the further grain refining.Thisthen improves the strength of this material according to the Hall–Petch equation [10].As discussed above,it is concluded that the formation of intragranular nanostructure is the fundamental rea-son for the significant increase in the mechanical proper-ties of this nanocomposite ceramic.In conclusion,a hot-pressed ZrB 2–SiC nanocompos-ite ceramic was fabricated by introducing nanosized SiC powder into a ZrB 2matrix.the intragranular nanostruc-tures were peculiar to this ceramic-based composite and induced a transgranular fracture characteristic.The mechanical properties of this nanocomposite ceramic,especially its flexural strength and fracture toughness,were much higher than those of monolithic ZrB 2.It is believed that the formation of intragranular nanostructures is a main reason for the improvements in mechanical properties of the ZrB 2–SiC nanocompos-ite ceramic.Intragranular particle bridging is believed to be the predominant toughening mechanism imparting the improved characteristics to this material.This work was supported by the NSFC(10725207),the Research Fund for the Doctoral Pro-gram of Higher Education (24403037)and National Natural Science Fund for Outstanding Youths (24402052).[1]E.V.Clougherty,R.L.Pober,L.Kaufman,Trans.Met.Soc.AIME 242(1968)1077.[2]F.Monteverde,S.Guicciardi,A.Bellosi,Mater.Sci.Eng.A 346(2003)310.[3]A.L.Chamberlain,W.G.Fahrenholtz,G.E.Hilmas,D.T.Ellerby,J.Am.Ceram.Soc.87(2004)170.[4]F.Monteverde,C.Melandri,S.Gicciardi,Mater.Chem.Phys.100(2006)513.[5]F.Monteverde,Appl.Phys.A 82(2006)329.[6]S.S.Hwang,A.L.Vasiliev,N.P.Padture,Mater.Sci.Eng.A 464(2007)216.[7]K.Niihara, A.Nakahira,in:P.Vincentini (Ed.),Advanced Structural Inorganic Composites,Elsevier Sci-ence Publishers,Trieste,Italy,1990,pp.637–664.[8]K.Niihara,A.Nakahira,Ann.Chim.16(1991)479.[9]K.Niihara,J.Ceram.Soc.Jpn.99(1991)974.[10]W.D.Kingery,H.K.Bowen,D.R.Uhlmann,Introduc-tion to Ceramics,Wiley,1976.[11]C.M.Wang,J.Mater.Sci.30(1995)3222.[12]S.Q.Guo,J.M.Yang,H.Tanaka,Y.Kagawa,Compos.Sci.Technol.68(2008)3033.[13]I.A.Ovid’ko,A.G.Sheinerman,Scripta Mater.60(2009)627.Figure 3.TEM micrographs of crack propagation behavior in the ZrB 2–SiC nanocomposite ceramic:crack propagation is from upper right to lowerleft.Figure 4.TEM micrograph of microcracks around an intragranular particle.692Q.Liu et al./Scripta Materialia 61(2009)690–692。
Study on the Microstructure and Mechanical Properties Composite Ceramic Tool MaterialsPPT课件
Study on the Microstructure and Mechanical Properties of TiB2-Ti(C, N) Composite Ceramic Tool Materials
L. Liu May 21-22, 2011
Center for Advanced Jet Engineering Technologies (CaJET)
2
1 Introduction
➢ the properties of TiB2:
➢ the application of TiB2 :
high melting point of 2980℃
high wear resistance
high Vickers hardness of 32GPa
and temperature
➢ It was reported that titanium carbonitrides had higher temperature hardness, higher transverse rupture strength, better oxidation resistance and thermal conductivity than pure TiN and TiC.
Table 1 the average grain sizes and purities of the raw materials
raw material average Grain size [µm]
TiB2
1.5
Ti(C,N)
0.5
Ni
2.3
Mo
ห้องสมุดไป่ตู้
2008Microstructure and mechanical properties of magnesium alloy AZ31B laser beam welds
Materials Science and Engineering A485 (2008) 20–30Microstructure and mechanical properties of magnesiumalloy AZ31B laser beam weldsR.S.Coelho a,A.Kostka a,∗,H.Pinto a,S.Riekehr b,M.Koc¸ak b,A.R.Pyzalla aa Max-Planck-Institut f¨u r Eisenforschung GmbH,40237D¨u sseldorf,Germanyb GKSS Research Center GmbH,21502Geesthacht,GermanyReceived9March2007;received in revised form17July2007;accepted20July2007AbstractMicrostructure and properties of a Mg AZ31B laser beam weld withoutfiller are studied using electron microscopy,X-ray diffraction and mechanical tests.The microstructure of the weld is characterized by a narrow heat affected zone,columnar grains and precipitate coarsening in the fusion zone.Texture in the fusion zone is significantly different from the texture of the base material.The residual stress distribution observed is similar at the top and the bottom of the weld,maximum tensile residual stress values are observed in the fusion zone.Tensile tests reveal differences in the mechanical behavior of the fusion zone and the parent material,which can be related to the differences of texture and the resulting deformation mechanisms.© 2007 Published by Elsevier B.V.Keywords:Magnesium;Microstructure;Texture;Laser welding;Mechanical properties1.IntroductionBecause of their extremely low weight in combination with their good castability,workability and damping capacity[1],the use of magnesium and its alloys in specific structural applica-tions increases,often replacing aluminium alloys[2,3].In order to further widen thefield of application of Mg alloys,join-ing processes such as tungsten inert gas welding(TIG),laser beam welding(LBW),friction stir welding(FSW)and elec-tron beam welding have been applied to weld magnesium alloys [4–7].Among these processes LBW is particularly attractive for innovative and cost-effective applications,which require high precision,and processing speed[8,9].Although heat input in laser welding is rather low,tem-perature cycles,and thus recovery and recrystallization in the melt pool and heat affected zone(HAZ)produces significant microstructure changes.Theses changes include local variations of grain size,precipitate size,shape,distribution and orientation and,thus,have a strong influence on mechanical properties.∗Corresponding author.Tel.:+492116792989.E-mail address:a.kostka@mpie.de(A.Kostka).The mechanical properties of the welded joint are determined by the properties of the joint constituents(basically parent mate-rial,HAZ and fusion zone).Further,residual stresses,due to their superposition with applied stresses may have a crucial influence primarily on the fatigue strength of welds.In Mg-alloy welds microstructure–property relations are of particular interest.The ductility of commercially used Mg alloys,due to their hexagonal close packed(hcp)crystal lattice, is limited by the number of slip systems on both basal and non-basal planes,which are activated during deformation[10–13].In addition to dislocation slip also twinning contributes to plastic deformation of Mg alloys.Whereas the microstructure–property relations of Mg alloy sheet material have been studied inten-sively[1,14–17],knowledge about microstructure–property relations of welds so far is scarce.The deformation mechanisms activated during deformation of a weld depend strongly on the microstructure and texture of the fusion zone,the HAZ and the base material and the residual stress state of the welds.It is interesting to compare the microstructure–property rela-tions of laser beam welded joints with these obtained in friction stir welding process,where metallic bond is achieved below the melting point of the base material and,thus,avoiding diverse problems associated with the solidification process.Friction stir welded joints of magnesium alloys have received a lot of0921-5093/$–see front matter© 2007 Published by Elsevier B.V. doi:10.1016/j.msea.2007.07.073R.S.Coelho et al./Materials Science and Engineering A 485 (2008) 20–3021interest in science and technology,and so recently have been intensively studied[18–24].A number of investigations have shown that under the influence of the FSW tool(i.e.mechanical deformation)and processing temperatures afine recrystallized microstructure is formed in the stir zone[25].Thesefine recrys-tallized grains in the stir zone improve the local properties of this region.It is also reported that the high dislocation density in the weld region further contributes to a more homogeneous hard-ness profile for FSW Mg alloys[7].Likewise to the LBW,the integrity and performance of FSW joints of magnesium alloys can be significantly influenced by changes in the texture during the friction stir welding process.Recently,Park et al.studied the fractured surface of a FSW AZ61Mg alloy tensile speci-men and observed a strong texture(i.e.,basal plane was tilted 45◦from the fracture surface normal)[25].Other examples include:micro-texture evolutions in AZ61[26],tensile prop-erties of AZ31B-H24[27],and grain size/orientation of AZ31 [28]after FSW.However,the relation between the microstruc-ture and the mechanical properties of the FSW as well as LBW has not been fully established.Therefore,this study is conducted to investigate and establish the relationship between microstructure and mechanical proper-ties of the laser beam welded Mg-alloy AZ31B.In particular,the effect of the different crystallographic textures in fusion zone, HAZ and base material on the plastic deformation behavior of AZ31B LBW is investigated systematically.2.Experimental details2.1.MaterialAZ31B magnesium alloy rolled plates in original dimensions of2mm×1300mm×1000mm size with a nominal composi-tion of3.34–3.63wt%Al,0.45–0.53wt%Zn,0.27–0.29wt% Mn,balance Mg were purchased at Sinomag company,China.ser beam weldingNd:YAG Laser Beam Welding was used to join2mm thick rolled magnesium alloy AZ31B at the GKSS Research Center Geesthacht,Germany.Butt welds were manufactured by joining plates of200mm×330mm×2mm(Fig.1)without wire on a vacuum clamping table.The welding parameters chosen were: 2.2kW laser power,5.5m/min welding speed,0mm focal point, helium shielding gas(16l/min on the top side and40.7l/min on the bottom side),no post-welding heat treatment was performed. The welding direction(WD)coincides with the rolling direction (RD)of the Mg-alloy sheets.2.3.Mechanical testsStandardflat tensile test specimens with gauge sections of 2mm×12mm×70mm were extracted by spark erosion cut-ting from the base material and the welds both in welding direction(WD)and in transversal direction(TD)of the spec-imens(Fig.1).Additional tensile tests of the welded joints in TD were performed up to different deformation levels toclar-Fig.1.Schematic overview of the configuration of the AZ31B magnesium alloy plates joined by laser beam welding in but-joint without wire.The configuration of the machined tensile samples of the welded joint and the base material is shown.WD,welding direction;TD,transversal direction;ND,normal direction. ify the active deformation micromechanisms;specimens were deformed up to different deformation levels of0.35%(sample marked as D1),0.59%(sample marked as D2),0.9%(sam-ple marked as D3)and4.5%strains(sample marked as D4), respectively.In order to determine the mechanical properties of the fusion zone,micro-flat tensile(MFT)test samples with a gauge length of9mm,1.5mm width and0.5mm thickness were manufac-tured from the material in the fusion zone.The longitudinal direction of these MFT samples coincides with the welding direction(WD).This test technique has been specially devel-oped at the GKSS to be able to determine the stress strain curves of narrow weld seams or regions with microstruc-tural gradients(e.g.HAZ)[29].Microhardness measurements were performed across the weld cross-section according to ASTM E384-99standard at three different levels in plate thickness.2.4.Metallography and microscopyMicrostructure characterization was carried out by opti-cal microscopy,scanning(SEM)and transmission electron microscopy(TEM).The specimens were sectioned,ground,polished using lubri-cant without water and etched using acetic–picral solution(10ml acetic acid+4.2g picric acid+10ml H2O+70ml ethanol).For SEM investigations,after polishing,surface oxides on the spec-imens were removed in a Gatan Precision Etching Coating System(Gatan862).EBSD texture analyses were performed using a SEM with Shottkyfield-emission gun and an EDAX/TSL electron back scattering diffraction(EBSD)system equipped with a Digit view camera.The EBSD measurements in the fusion zone and the base material covered sample areas of1500m×350m.Several polefigures and inverse polefigures were generated from each grain map determined.For transmission electron microscopy(TEM)samples were first mechanically ground to a thickness of300m,then 3mm diameter discs were blanked of the base material and fusion zone(disc out-of-plane direction is perpendicular to the normal direction(ND)of the AZ31B sheets).Mechan-22R.S.Coelho et al./Materials Science and Engineering A 485 (2008) 20–30ical thinning of the disc was continued until it reached athickness of100m.Foils were obtained by electrochem-ical double-jet thinning using a(900ml methanol+180ml2-butoxy-ethanol+9.5g licyl+20.1g Mg(ClO4)2)electrolyte ata temperature of243K.In thefinal step of sample preparationthe foils were subjected to short ion milling(Gatan PrecisionIon Polishing System691)in order to remove the surface oxidelayer.2.5.Residual stress analysesResidual stress(RS)analysis was carried out by synchrotronX-ray diffraction at the experimental station G3at DORIS IIIat HASYLAB at DESY,Hamburg,using the sin2ψtechnique [30,31].The radiation energy used was6.9keV and the beamsize was1.5mm×1.5mm.The measurements were carried outwithin a sin2ψrange of0–0.8,step size0.2in sin2ψ,using the Mg(112)reflection.Residual stresses were determined on the top and bottom side of the joint(±30mm from the weld centreline)both in TD and WD.In order to eliminate surface effects,additional residual stress analyses were performed in a depth of about50m below the top side of the weld.3.ResultsA macroscopic view on the AZ31B LBW welds reveals a fine homogeneously structured(Fig.2a)fusion zone of about 1mm width.A closer view on the weld cross-section using OM shows that the fusion zone does not contain any visible cracks, but,that it contains some small pores(Fig.2b).The maximum pore diameter observed in the fusion zone is about50m.3.1.Mechanical properties3.1.1.MicrohardnessMicrohardness measurements on the cross-section of AZ31B LB welds reveal an average microhardness of about53HV0.1 in the AZ31B sheet base material(Fig.3).The HAZ and the fusion zone show a tendency towards slightly higher microhard-ness values(about57HV0.1)compared to the base material. The microhardness profiles determined in different distances to the weld top surface were not significantly different from each other.3.1.2.Yield strength and elongation to fractureIn order to assess the anisotropy of the mechanical properties of the welds,tensile tests were performed in rolling direction (RD)–samples A–which is identical with the welding direction (WD)and in transverse direction(TD)–samples D n–of the welded joints(Fig.1).Fracture of the welded joints tested in TD direction always occurred in the base material in several mm distance from the fusion line within the base material.3.1.2.1.Standard tensile test samples.During the tensile test where loading was applied in WD,yielding of the base material occurs at146±5MPa,whereas the yield strength of the LBW in transverse direction is measured as148±5MPa(Table1;Fig.2.Optical micrograph of the laser beam welded AZ31B magnesium alloy. Macrophoto of the weld,top view(a)and cross-section(b).Fig.4).Elongation to fracture in WD is about20%,which is slightly less than in transverse direction of the Mg AZ31B sheets(24%).In contrast to the base material,samples con-taining a weld reach their yield strength earlier when deformed in TD(92±5MPa)compared to WD(134±5MPa).Elonga-tion to fracture of the welded samples both in WD(about 15±1.5%)and TD(about19±1.5%)is lower than theelonga-Fig.3.Microindentation hardness profiles before(sample D0)and after(sample D5)tensile test show strain hardening.R.S.Coelho et al./Materials Science and Engineering A 485 (2008) 20–3023Table 1Yield,strength and strain anisotropy of the LBW AZ31B magnesium alloy in butt-joint configurationSizeWD =RD TD Rp 0.2(MPa)Rm (MPa)A (%)Rp 0.2(MPa)Rm (MPa)A (%)Tensile sample Base material B Standard 146±5249±520±1.5–––C Standard –––148±5251±524±1.5F Micro 130±10260±1020±3–––Fusion zone E Micro 180±10270±1021±3–––A Standard 134±5247±515±1.5–––D 1Standard ––––85±50.35D 2Standard ––––96±50.59D 3Standard ––––140±50.90D 4Standard ––––200±5 4.52D 5Standard–––92±5247±519±1.5Sample shape,position and orientation,e.g.a–c given in Fig.1.tion to fracture of base material samples taken in the respective directions.In the base material the yield stress anisotropy ratio σTD /σRD is 1.01,which is slightly lower than 1.17given by Lou et al.[32].The same ratio calculated for welded joint issignificantlyFig.4.Tensile stress–strain curves of the samples strained at various directions.Transversal direction (a)and longitudinal (LD =WD)direction (b).lower (σTD /σRD =0.69).Thus,LBW seems to reduce the strong mechanical anisotropy of the joints,which is caused by the strong basal texture of the cold rolled Mg sheets.Fig.5shows samples after standard TD tensile test up to 0.9%(D3)and 4.5%(D4)strain.At 4.5%strain a strong plastic deformation of the fusion zone is observed.We note that this effect is associated with a strong texture reorientation (see Section 3.3.2).3.1.2.2.Micro-flat tensile (MFT)test samples.The micro-flat tensile test samples taken in WD yields at 130±10MPa,its elongation to fracture is 20±3%.The yield strength of the fusion zone material,thus,is significantly higher (180±10MPa)than the yield strength of the macroscopic tensile test sample con-taining the weld and higher than the yield strength of the base material in WD =RD direction.The mechanical proper-ties obtained for the base material by micro flat tensile tests in samples taken in WD agree with those of the standard tensile test sample taken from the base material in the same direction (Table 1).Fig.5.Optical micrograph of the samples after TD-tensile test.Where sample D 3:0.9%accumulated strain does not show any significant changes,sample D 4:4.5%accumulated strain reveals significant deformation of the fusion zone.24R.S.Coelho et al./Materials Science and EngineeringA 485 (2008) 20–30Fig.6.EBSD inverse pole figure map of the laser beam welded AZ31B magnesium alloy prior to deformation (sample D 0).Cross-section of the weld (a)and the top view of the weld (b).Corresponding basal plane pole figures of the cross-section and top view (c).3.2.Microstructure,texture and residual stresses3.2.1.Weld microstructureThe AZ31B sheet base material consists of hexagonal close packed (hcp)␣-Mg and -phase Mg 17(Al,Zn)12[33]precipitates (identified by TEM diffraction patterns).The ␣-Mg grains are equiaxed,their average grain size is about 7.7m (Figs.6and 7).The shape of the Mg 17(Al,Zn)12pre-cipitates is ellipsoidal,their aspect ratio determined using TEM is about 5:1,their maximum length is up to about 200nm.Fig.7.Grain size distribution of the welded sample prior to the tensile defor-mation.Data obtained from the EBSD analyses of the microstructure shown in Fig.3a.In the heat affected zone (HAZ)of the base material near the interface to the fusion zone,SEM micrographs (Fig.8)reveal coarsening of the Mg 17(Al,Zn)12precipitates,the grain size of the ␣-Mg is barely affected by the heat input during welding (Fig.7).The width of the HAZ is about 10m (Figs.6and 7).The microstructure in the fusion zone is also characterized by ␣-Mg grains of slightly smaller average grain size (about 6m)compared to the base material.SEM-EBSD analyses revealed a gradient in grain size across the fusion zone (Figs.6and 7),at the interface to the HAZ grain sizes are as small as 4.9m,while in the centre of the fusion zone grain diameters are as large as 6.4m.The morphology of the grains in the fusion zoneshowsFig.8.SEM micrograph of the base material—fusion zone interface.R.S.Coelho et al./Materials Science and Engineering A 485 (2008) 20–3025Fig.9.TEM micrographs of the fusion zone before(sample D0)(a)and after (sample D5)the tensile deformation(b).Bad TEM diffraction contrast of(b) is due to an extremely high density of dislocations.Diffraction pattern corre-sponding to(b)represents evidence for extremely high accumulation of defects (microtwins)(c).a transition from columnar grains near the fusion line towards equiaxed grains in the centre of the fusion zone.Dislocation and twin density in the fusion zone(Fig.9a)are slightly higher than in the base material.The-phase Mg17(Al,Zn)12precipitates are significantly coarser(300–500nm)in the fusion zone compared to the base material.3.2.2.TextureFig.10shows polefigures obtained by EBSD for those crys-tallographic planes of the␣-Mg,which are associated with deformation processes of the hcp structure:basal slip plane (0001),prismatic(10−10)and twinning(11−20).In the AZ31B sheet base material(Figs.6c and Fig.10,sam-ple D0)the basal planes appear nearly parallel to the sheet normal direction(ND),but,slightly tilted(symmetrically at an angle ofabout25◦)to the transversal direction.In the fusion zone,the(0001)basal planes are tilted intowelding direction(WD)(α≈80◦)and rotated around the ND(β≈15◦)of the fusion zone.Texture analyses performed on weld cross-sections and on topof the welds resulted in almost identical polefigures(Figs.6cand Fig.10,sample D0)indicating that texture inhomogeneitiesin the normal direction(through-thickness)are small both inthe base material and the fusion zone(see also Fig.6,only {0001}polefigures obtained by EBSD analyses on the top side of the weld and the weld cross-section are shown for reasons ofbrevity).3.2.3.Residual stressesResidual stress(RS)distributions across the weld,whichwere measured at different positions across the welds,did notreveal significant differences in the magnitude of the residualstresses in longitudinal and transversal direction indicating ahomogeneous residual stress distribution,where the weldingprocess is stationary(at sufficient distance to the start andfinishpoints).The residual stress distribution in welding direction is sym-metric with respect to the weld centreline(Fig.11).The fusionzone contains tensile residual stresses of up to about40MPain welding direction,which reach their maximum at the weldcentreline and decrease with increasing distance to the weldcentreline.The HAZ is under tensile stresses in welding direc-tion,in the parent material at a distance of about8mm from theweld centreline the transition to compressive residual stressesoccurs.At larger distances to the weld centreline the basematerial contains compressive residual stresses of low mag-nitude.In transversal direction,the magnitude of the residualstresses in general is very small(maximum compressive RS isapproximately20MPa,maximum tensile RS is approximately5MPa).The results of RS analyses performed at the bottom side andafter removing a surface layer of50m thickness(z=−50min Fig.11)by electrochemical polishing do not show significantdifferences in RS distribution and magnitude compared to theresults of the analyses of both the longitudinal and transversalRS at the top surface of the welds.3.3.Effect of tensile deformation on weld microstructureand texture3.3.1.Weld microstructure after tensile testsDeformation of the samples during the tensile test resultsin a strong increase in twin and dislocation density(Fig.9band c)both in the base material and the fusion zone.TEMobservations further prove the twin density to be signif-icantly higher in the fusion zone compared to the basematerial.3.3.2.Texture of the deformed specimensAfter the tensile test,most crystallites in the base mate-rial keep their original orientation before plastic deformation.26R.S.Coelho et al./Materials Science and EngineeringA 485 (2008) 20–30Fig.10.Pole figures (basal {0001}and prismatic {10−10},{11−20})referring the crystallographic texture at various deformation stages.Some of the crystallites,however,reorient about 90◦,thus,a second texture pole in WD appears in the (0001)pole fig-ure of the base material after tensile deformation (Fig.10,sample D 4).Associated with the reorientation are also tex-ture poles in TD of the (10−10)and (11−20)pole figures.Pole figures obtained in the fusion zone of the tensile deformed samples reveal a strong change in texture,the (0001)pole reorient themselves into WD.In addition,in the pole fig-ures of the prismatic planes (10−10)and (11−20),poles in transversal direction appear after tensile deformation (Fig.10,sample D 4).Pole figures shown for the intermediate stages of deformation,samples D 1to D 3reveal the evolution of the deformation texture.These are discussed in detail in Section 4.2.3.3.3.Microhardness of the deformed specimensTensile deformation increases the microhardness both of base material and fusion zone.Strengthening (strain hardening)in the fusion zone appears to be more pronounced than in the base material (Fig.3).4.Discussion4.1.Microstructure,texture and residual stress formation in LBW of AZ31B4.1.1.Microstructure and texture of AZ31B LBWA highly focused heat input is characteristic of laser beam welding.The heat generated is rapidly extracted from the molten fusion zone by the surrounding colder material.During the solid-ification process,grains therefore usually grow epitaxially from the fusion line regions of the HAZ into the fusion zone.At the fusion line where relatively large temperature gradients and a small growth rate occur,the microstructure was predominantly cellular [4].Texture of the Mg sheet base material corresponds to the basal texture often reported for AZ31B sheet metal [32,34,35].Texture formation in the fusion zone is driven by crystal growth,which is controlled by the vectorial heat flow direction during the solidification process [36,37].Thus,in Mg-alloys the 11−20 a -axis of the hcp-crystal lattice,which is the closest-packed crys-tallographic direction,in crystallites within the fusion zone isR.S.Coelho et al./Materials Science and Engineering A 485 (2008) 20–3027Fig.11.Residual stress profiles of the LBW AZ31B magnesium alloy.The top side(a)and the bottom side of the weld(b).expected to grow preferentially in heatflow direction.Due to the low depth-to-width aspect ratio of the LBW welds(maximum 2)the heatflow presumably occurs in the three main specimen directions WD,TD and ND(Fig.12a and b).Therefore,the vec-tor of heatflow(h t)in the fusion zone is tilted from both WD and ND into TD.Texture in the weld is significantly different from texture in the base material,which is a near(0001)fiber texture along the ND,frequently reported for rolled Mg sheets,e.g.[32,34–36].4.1.2.Origin and assessment of residual stresses in AZ31B LB weldsWhen welding a butt-joint,the high density heat input pro-duced by the LB generates temperatures in the weld pool,which are beyond the melting point of the alloy AZ31B,while the base material remains considerably colder.Consequently,steep temperature gradients occur during heating and rapid cooling, due to preferential heatflow into the base material and the atmo-sphere.The inhomogeneous plastic deformation associated with shrinkage during cooling is known to result in the formation of residual stresses(RS)[38,39].These welding residual stresses are higher for the highly stiff or constrained joint with lower distortion[40].The similarity of the residual stress distributions determined on the top and bottom sides as well as50m beneath the top surface can be attributed to the small sheet thickness of the investigated AZ31B butt-joints.The RS profiles experimentally determined in welding and transverse directions are typical for a fusion welding process.Due to the restrained thermal contrac-tion of the weld pool during cooling in welding direction,i.e. parallel to the fusion line,the fusion zone contains tensile RS while the base material far away from the fusion zone isunder Fig.12.Schematic overview of the crystallographic texture before(a)and after tensile deformation in transverse direction(b).The texture components of the base material and the fusion zone are presented as hexagonal unit cells with the same coordinate systems.The welding heatflow within the fusion zone during the LBW is shown in the right up corner.28R.S.Coelho et al./Materials Science and Engineering A 485 (2008) 20–30balancing compressive RS.The maximum tensile RS in welding direction in the centre of the weld of about40MPa correspond to less than one third of the yield strength(200MPa)[1]of the Mg-alloy AZ31B,but may,however,influence the fatigue strength of the joint[41].4.2.Mechanical properties of AZ31B LB weldsIn many structural materials,weld joints exhibit inferior mechanical properties compared to the base material.However, samples tested in WD showed comparable yield and ultimate tensile strengths to those of the base material,while the ductility of the joints is lower than those of the base material.In TD,the yield strength of the joints is significantly lower,ultimate tensile strength is similar and ductility is lower than those of the base material(Table1).The mechanical properties of the welds,thus, show a strong direction of anisotropy.The same is true for the base material,if the mechanical strength in WD,respectively, TD is compared to the strength in ND[42].Reasons for the differences in the mechanical properties observed in the base material and the welded joint can be attributed to hardening mechanisms,such as precipitation hard-ening,grain size or texture hardening.Microscopy studies revealed precipitates in the fusion zone to be significantly coarser than in the base material,therefore, a significant effect of precipitation hardening on the mechan-ical strength of the fusion zone is not expected.Precipitation hardening by Mg17(Al,Zn)12further cannot explain the strength anisotropy observed in the welded joints.In the outer region of the fusion zone,the grain size is significantly smaller than in the base material and in the cen-tre of the fusion zone.The high volume fraction of grain boundaries in the fusion zone contributes to its strengthening, but again does not account for the strong strength anisotropy observed.Magnesium alloys due to their hcp structure are limited to only two independent easy slip systems{0001} 11−20 basal slip and{10−12} 10−11 pyramidal twinning[42,43] and the more complex slip on prismatic{10−10}and pyramidal{10−11}planes.A recent review of relevant literature revealed that basal slip has the lowest critical resolved shear stress(CRSS),ranging from0.45–0.81MPa, the CRSS of twinning is two to four times larger and prismatic slip has an even48–87times larger CRSS com-pared to basal slip[32].In addition to dislocation slip, Mg typically deforms by mechanical twinning,in particu-lar using the{10−12} 10−11 system[35,42].However, the amount of strain that can be accommodated by twin-ning is only about6.5%[42].Therefore,a strong influence of texture on deformation behavior of the welds can be expected.The properties of the macroscopic samples in WD and TD represent the combination of the responses of the weld and the base material,whereas the properties of the microflat tensile test specimens exclusively represent the intrinsic defor-mation behavior of the weld and the base material,respectively (Table1).In the following,the evolution of texture during defor-mation of the welded joints in TD is discussed in detail using polefigures determined on the samples deformed to different maximum strains(Fig.4;Table1).D0:In the fusion zone during in-plane tensile defor-mation along TD,the stress axis initially(point D0in Figs.4,10and12a)is perpendicular to the basal slip planes (0001).At a total strain of about0.1%the stress–strain curve of the welded joints starts to be different from those of the base material and becomes non-linear indicating plastic deforma-tion.D1:The polefigure obtained in the fusion zone in point D1 (Figs.7and10a)clearly shows a reorientation of part of the basal poles into WD.This orientation is due to tensile twin-ning{10−12} 10−11 .The same twinning that changes the basal polefigure also changes the orientation of the prism planes{10−10}and{11−20}.Almost no change in the tex-ture of the base material shows that only basal dislocation slip may occur in the base material.D2:At total strains between about0.3%(D1)and0.6%(D2) strain hardening in the fusion zone is very weak and the tex-ture observed at point D2is not significantly different to the texture at point D1.Thus,the texture in point D2does not give evidence of the active deformation mechanism.The weak hardening observed presumably is due to basal slip in some favorably oriented grains.At the point D2the easy twin orien-tations have been exhausted and the material hardens because it is forced to a harder deformation mode.This is maybe due to an accumulation of cutting dislocations in the basal planes,which has frequently been suggested[44,45]as dominant hardening mechanism of Mg alloys.In addition{10−12}twinning may substantially increase the hardening,because twin boundaries are intragranular obstacles for dislocation movement[46,47]. No texture change occurs in the base material.D3:Polefigures obtained in the fusion zone of the sample where tensile deformation was stopped at point D3show a strong difference compared to the polefigures obtained at lower deformations.The basal pole of one fraction of the crystallites is in WD,the basal pole of the other fraction of crystallites is perpendicular to it(TD).The crystallographic orientation with basal poles in TD does not enable basal slip, thus favoring twinning and non-basal slip and,therefore,hard-ening becomes stronger.Due to tensile twinning the symmetry axis of the crystal lattice rotates180◦about the twin plane normal[15,44,48,49]resulting in a86.6◦reorientation of the basal pole from perpendicular to nearly parallel to the stress axis(Fig.12b).D4:By further increasing total strain the hardening again decreases and the polefigures obtained in the weld of the sample deformed to point D4show an almost complete reori-entation of the crystallites with their basal poles into WD. The deformation mechanisms presumably are a combination of basal slip in favorably oriented grains whereas twinning and non-basal slip occur in those crystallites with their basal poles near TD(which then results in a reorientation of the basal poles in WD).At larger strains hardening decreases even stronger,thus,indicating basal slip in most crystallites.The。
Effects of heat treatments on the microstructure and mechanical properties of a 6061 aluminium alloy

Materials Science and Engineering A 528 (2011) 2718–2724Contents lists available at ScienceDirectMaterials Science and EngineeringAj o u r n a l h o m e p a g e :w w w.e l s e v i e r.c o m /l o c a t e /m s eaEffects of heat treatments on the microstructure and mechanical properties of a 6061aluminium alloyD.Maisonnette a ,M.Suery b ,D.Nelias a ,∗,P.Chaudet a ,T.Epicier caUniversitéde Lyon,CNRS,INSA-Lyon,LaMCoS UMR5259,F-69621,FrancebUniversitéde Grenoble,SIMaP,UMR CNRS 5266,BP46,Domaine Universitaire,38402Saint Martin d’Hères Cedex,France cUniversitéde Lyon,CNRS,INSA-Lyon,Mateis UMR5510,F-69621,Francea r t i c l e i n f o Article history:Received 23August 2010Received in revised form 3December 2010Accepted 3December 2010Available online 9 December 2010Keywords:6061Aluminium alloyThermomechanical propertiesElectron beam welding stress–strain curves Yield stressHardening precipitatesa b s t r a c tThis paper describes the mechanical behavior of the 6061-T6aluminium alloy at room temperature for various previous thermal histories representative of an electron beam welding.A fast-heating device has been designed to control and apply thermal loadings on tensile specimens.Tensile tests show that the yield stress at ambient temperature decreases if the maximum temperature reached increases or if the heating rate decreases.This variation of the mechanical properties is the result of microstructural changes which have been observed by Transmission Electron Microscopy (TEM).© 2010 Elsevier B.V. All rights reserved.1.IntroductionThe study presented in this paper is concerned with the widely used 6061-T6aluminium alloy.It is an age hardenable alloy,the mechanical properties of which being mainly controlled by the hardening precipitates contained in the material.When the material is subjected to a solution heat treatment followed by a quenching and a tempering treatment,its mechanical properties reach their highest level and become very good compared to other aluminium alloys.The as-obtained microstructure of the material is called T6temper (tempering around 175◦C).Another interest-ing characteristic of the AA6061is its good weldability.Because of these favorable properties,the AA6061alloy is used in the trans-port and the public works domains (framework,pylon,handling equipment ...)and also for complex structures assembled by weld-ing [1–3].The present work is part of the early qualifying study of a pres-sure vessel to be used in an experimental nuclear reactor.The approximate size of the vessel is five meters height with a diameter of about one meter.Several ferrules in AA6061-T6should be assem-bled together by electron beam (EB)welding.The aim of the work presented in this paper is to evaluate the influence of the weld-ing process on the mechanical properties of the material at room∗Corresponding author.E-mail address:daniel.nelias@insa-lyon.fr (D.Nelias).temperature.The change of mechanical properties is due to met-allurgical phenomena such as dissolution,growth or coarsening of precipitates,which have been also observed.It is commonly assumed that the generic precipitation sequence in Al–Mg–Si alloys is [4,5]:SSSS →GP →→→-Mg 2Si(1)Here SSSS represents the super-saturated solid solution and GP stands for Guinier–Preston zones.The sequence (1)will be consid-ered in this work.However,some authors give more details about this sequence [5–12]particularly Ravi and Wolverton [5]who gave a detailed inventory of the compositions of the phases contained in an Al–Mg–Si alloy.The compositions generally accepted for the most common precipitates are listed in Table 1.According to the literature [6–9,13,14],the T6temper of the 6XXX alloys involves very thin precipitates.They are  needle-shaped precipitates oriented along the three 100 directions of the matrix.Their size is nanometric and they are partially coherent.The study presented in this paper includes High Resolution Transmission Electron Microscopy (HRTEM)observations of the investigated 6061-T6alloy in order to characterize the precipita-tion state of the T6temper.These observations will allow defining a precipitate distribution of reference for the initial alloy.From this initial state,thermal loadings are applied on specimens which are thereafter observed by TEM.The investigated thermal loadings will also be applied on tensile specimens in order to evaluate the variation of the resulting mechanical properties.0921-5093/$–see front matter © 2010 Elsevier B.V. All rights reserved.doi:10.1016/j.msea.2010.12.011D.Maisonnette et al./Materials Science and Engineering A528 (2011) 2718–27242719Table1Compositions of the precipitates contained in Al–Mg–Si alloys.Phase CompositionGP zone Mg1Si1 Mg5Si6 Mg9Si5Mg2SiFor experimental convenience,the study will be limited to the solid state of the alloy.This means that the maximum temperature to be used is below582◦C(solidus temperature for the AA6061)and the phenomena occurring in the melting pool of the weld will not be taken into account here.Furthermore,the mechanical characteriza-tions and microstructural observations will be carried out at room temperature after the thermal loading.This will allow the char-acterization of the material at various points of the Heat Affected Zone(HAZ)after welding(and not during the welding process). For that purpose,the required thermal loadings should reproduce the temperature evolution in the HAZ with high heating rates up to200K/s.An experimental device has been specifically developed to meet these requirements.Atfirst,the design of the device will be briefly presented.Then,the results of the mechanical charac-terizations and microstructural observations will be presented and discussed.2.Experimental procedure2.1.Experimental heating deviceThe main purpose of the experimental heating device is to repro-duce on a tensile specimen the thermal history encountered by each point of the heat affected zone during welding of the vessel.The highest temperature to be studied is thus T=560◦C,very close to the solidus temperature of582◦C which should not be reached.To do so,an accurate control of the temperature has been set up.Fur-thermore,the device should be able to reproduce the heating rate observed in the HAZ of an electron beam welding(up to200K/s). This heating rate has been evaluated by measuring it during an instrumented welding experiment.The second aim of the device is to apply a mechanical loading on a specimen in order to mea-sure the mechanical properties of the material.The mechanical and thermal loadings have to be used simultaneously in order to perform tensile tests at high temperature for further study or to compensate for thermal expansion of the specimen during heating. Therefore,the experimental equipment includes a heating device and a mechanical testing machine.2.1.1.Design of the deviceA convenient method to heat aluminium alloys at very high rate is by Joule effect.Another way would be by induction heating but it is not efficient enough to obtain the required heating rate on alu-minium alloys.For this reason,a resistive heating device has been designed and constructed.In order to measure the temperature of the specimen during heating,a thermocouple has been spot welded on the specimen surface.The strains are measured by means of an extensometer with ceramic tips.The Joule heating device is a power supply,made of an electrical transformer and a thyristor bridge,providing a continuous current whose intensity is controlled by a thermal controller.Water cooled cables and clamping systems are used to connect the specimen to the heating device.A graphite resistor is added in series in order to increase the potential difference across the generator allowing a good temperaturecontrol.Fig.1.Temperature distribution measured by thermocouples along the tensile specimen.2.1.2.Specimen designA specimen heated by using Joule effect reacts as an electrical resistor.Its electrical resistance depends on the material electri-cal resistivity and the specimen shape which has to be optimized in order to reach the desired heating rate(up to500K/s).More-over,the temperature must be uniform over the measurement area (between the extensometer tips)and the specimen volume should be large enough for the microstructure to be representative of the alloy in real structures.A FEM simulation was performed to optimize the size and shape of the specimen.The used software,called Sysweld®was devel-oped by ESI Group.The simulation is carried out by using an electro kinetic model[15].The density d and the thermal conductivity K of the alloy were considered to vary with temperature.A paramet-ric study shows that a diameter of6mm is required to obtain a heating rate up to500K/s.A specimen length of100mm is also required to have a low thermal gradient.Fig.1shows the tempera-ture distribution in the specimen.The gradient has been measured with10thermocouples placed all over the length of a specimen peak-heated to350◦C at a heating rate of15K/s.2.1.3.Regulation set-upThe experimental device has been designed to reach high heat-ing rates.An accurate control of the temperature is required in order to avoid overshoots.To do so,a PID controller has been used [16–19].The resulting thermal loading is slightly delayed but the heating rate is equal to the desired one.The cooling rate is maxi-mum at the highest temperature(of the order of23K/s at500◦C) and decreases during cooling;it drops to about6K/s when temper-ature becomes lower than150◦C.2.2.Transmission Electron MicroscopyThe experimental device presented previously has been used to heat specimens for both mechanical measurements and TEM observations.Two types of microstructural observations have been carried out during this work.Thefirst one is a detailed observation of the microstructure of the material in the T6temper by means of HRTEM(High Resolution Transmission Electron Microscopy) and the second one by means of classical TEM to compare the microstructure of the alloy for three different states of precipita-tion.They were conducted on a JEOL2010F microscope operating at200kV,which belongs to the Centre Lyonnais de Microscopie (CLYM)located at INSA Lyon(France).TEM allows only very local observations so it was not intended to measure accurately the volume fraction of the precipitates;also not enough precipitates were analyzed to obtain an accurate mean radius.2720 D.Maisonnette et al./Materials Science and Engineering A528 (2011) 2718–2724The samples used in TEM are thin lamellas.A disk with a thick-ness of about200m is extracted from the heated specimen by means of a diamond wire saw.Its diameter is then reduced by punching.The disk is thinned to electron transparency(thickness to about200nm or less)by electropolishing using an electrolytic bath composed of20%of HNO3in methanol.The bath is cooled at−30◦C with liquid nitrogen[20].A Precision Ion Polishing System(PIPS) is used in order to accomplishfinal thinning and cleaning by ion milling.Some EDX(Energy-dispersive X-ray spectroscopy)analy-sis were performed with an Oxford Instruments analyzer,using a nanoprobe(about3nm in diameter)in the TEM to estimate the composition of the precipitates in the T6state.2.3.Mechanical characterizationTensile tests have been carried out at room temperature on spec-imens previously heated to peak temperatures of200,300,400,500 and560◦C with various heating rates(0.5,5,15,50,200K/s)in order to measure their mechanical properties.The thermal loadings are representative of the thermal histories encountered in EB welding.Three parameters have been investigated.Thefirst one is the maximum temperature reached during heating at a given heating rate(r=15K/s).The second one is the heating rate for a given max-imum temperature(T=400◦C).The third one is the dwell time at T=560◦C.This last study is not representative of a welding opera-tion but will allow understanding the variation of the mechanical characteristics during holding at a given temperature which cor-responds to the solution treatment of the alloy.For each test,the specimen is heated to the required temperature while compensat-ing for thermal expansion,then it is cooled to room temperature andfinally deformed until fracture at a strain rate of10−2s−1.Dur-ing the test,for a strain close to1.5%,an unloading is performed to measure the elastic modulus.3.Results3.1.HRTEM observations of the material in the T6temperThe aim of the HRTEM investigation on the AA6061-T6is to mea-sure the size of some hardening precipitates and to evaluate their composition in order to characterize the microstructure of the ref-erence T6state.The precipitates present in this state are hard to see owing to their very small size and because they are partly coherent with the aluminium matrix.HRTEM is thus mandatory to image the precipitates.Fig.2(a)shows a TEM picture at high magnification.Two needle-shaped precipitates can be seen:•Thefirst one is oriented along the[001]direction.Its cross sec-tion is observed making its diameter measurable accurately.The measure gives a diameter of about4nm.•The second one is oriented along the[100]direction.It is observed lying in the thin foil.The diffractogram,obtained by using Fourier transform,asso-ciated to thefirst precipitate is shown in Fig.2(b).In addition to the{200}diffraction spots associated with the aluminium matrix, weak aligned spots prove that the atomic state is partially disor-dered as for pre- phases.At last,an EDX analysis carried out on the needle-shaped precip-itates by means of a3nm probe gives an atomic ratio X Mg/X Si=1.29 (with a standard deviation of0.3).This value is the average result of measurements onfive precipitates.3.2.Classical TEM observations of the microstructural changesFollowing the detailed study of the T6temper,the precipitates for various states were observed by means of classical TEM.The aim is to evaluate the evolution of the microstructure(size and vol-ume fraction of precipitates)as a function of the thermal loading previously submitted to the pared to HRTEM,classi-cal TEM is a better way to evaluate the volume fraction because it allows a larger area to be observed at lower magnification.How-ever classical TEM is worse than HRTEM to measure accurately the diameter of the precipitates because the images at high magnifica-tion are often fuzzy(a difficulty inherent to the diffraction contrast in conventional TEM).parison of three precipitation statesThe reference microstructure of the T6temper is here compared to states observed after a heating up to300◦C and400◦C at a heat-ing rate of15K/s and no dwell time at the maximum temperature.Fig.3shows three micrographs obtained from representative sample areas for the three investigated states.In the case of the specimen heated to400◦C,some precipitates with a needle shape are present in the picture.These precipitates are very large,with length between65and170nm and a mean value of112nm,and their diameter ranges between5and11nm with a mean value of 7.35nm.The mean values are calculated by taking into account ten precipitates observed on different pictures.However it should be mentioned that the precipitates could be cut by the sample prepa-ration,consequently the length given above should be considered as indicative only.They will be used to compare the precipitation state.In the two other cases,the precipitates are smaller.Their length is between20and40nm with a mean value of29nm for the T6 temper and between15and40nm with a mean value of25nm for the specimen heated to300◦C.Their diameter ranges between 3.75and4.6nm with a mean value of4.45nm for the T6temper and between2and4nm with a mean value of2.6nm for the specimen heated to300◦C.3.2.2.Precipitate volume fraction evaluationThe precipitate size can be measured by means of TEM pictures. However,it is much more difficult to determine the precipitate volume fraction.Indeed,projections obtained by TEM correspond to volumetric observations but the thickness of the sample is not known accurately.In order to get a rough estimate of the precipi-tate volume fraction,TEM micrographs were compared to pictures obtained by modeling.A computer software has thus been devel-oped in Matlab to simulate these images.Based on three simple parameters describing the precipitation state,the program can reproduce a needle-shaped precipitate distribution in a sample with a uniform thickness.The three parameters are the volume fraction(f v),the mean radius of the needle precipitates(r avg)and their mean length(L avg).A Gaussian size distribution is arbitrarily assumed for the radius and the length with a variance of1and36,respectively.The size distributions are discretized in one hundred classes of size.Once the thickness isfixed(illustrations will be given here for a100nm thick material),the total volume is calculated and an iterative algo-rithm increases step by step the number of precipitates in each class to obtain the volume corresponding to the desired f v.The pre-cipitates are then shown graphically on a2D view by distributing them uniformly along the three 001 directions of the Al-matrix, which corresponds to the viewing directions of the TEM micro-graphs shown in Figs.2and3.Fig.4compares the precipitation state observed in the specimen heated to300◦C to two modeled states,thefirst one with a volume fraction of3%(Fig.4(a))and the second one with a volume fraction of1.6%(Fig.4(c)).It clearlyD.Maisonnette et al./Materials Science and Engineering A528 (2011) 2718–27242721Fig.2.HRTEM observations of needle precipitates in AA6061-T6.(a)Lattice image at high magnification;(b)diffractogram(numerical Fourier transform)of the micrograph showing diffraction spots(arrows)arising from the precipitate in addition to the square lattice of the aluminium fcc phase along[001].appears that f v=3%is not representative of the real precipitation state because it is too dense.The volume fraction of1.6%is obvi-ously closer to the volume fraction observed by TEM.The same type of study carried out for the two other investigated states givesa similar volume fraction.3.3.Mechanical characterizationAs indicated previously,three parameters have been investi-gated.Thefirst one is the maximum temperature reached at a given heating rate(r=15K/s).The second one is the heating rate for a given maximum temperature(T=400◦C).The third one is the dwell time at T=560◦C.3.3.1.Influence of the maximum temperature reached at constant heating rateThefirst mechanical study carried out at room temperature deals with the influence of the maximum temperature reached at a given heating rate on the mechanical properties of the AA6061-T6.The maximum temperatures are T=200,300,400,450,500and 560◦C at a heating rate of r=15K/s.The variations of temperature with time for these various thermal loadings are shown in Fig.5. The tensile tests are then conducted at room temperature and the corresponding true stress—logarithmic strain curves are shown in Fig.6.The curves obtained for the heated specimens are compared with the curve obtained for the T6temper without thermal loading (black continuous line).It is found that the thermal loading con-siderably influences the mechanical properties of the specimens except for a maximum temperature of200◦C for which the curve (not shown in Fig.6)is exactly the same as that of the T6sample. Indeed,the yield stress Rp0.2decreases from278MPa at T=300◦C to 70MPa at T=500◦C.Increasing the temperature further to560◦C, however,does not change the yield stress.Fig.7illustrates this 75%decrease of the yield stress when the maximum temperature is increased from300to500◦C.The measured values are compared to values from the literature[21]for which the maximumtemper-parison of three precipitation states.(a)T6temper;(b)after heating up to300◦C at15K s−1;(c)after heating up to400◦C at15K s−1.All micrographs were taken along a 100 zone-axis of the aluminium matrix.2722 D.Maisonnette et al./Materials Science and Engineering A528 (2011) 2718–2724Fig.4.Modeling of the precipitate distribution for a reached temperature T =300◦C with r avg =2.6nm and L avg =25nm assuming volume fractions of (a)3%and (c)1.6%and comparison with the real precipitate distribution microstructure observed by TEM (b)displayed at the same scale.The volume fraction of 1.6%is obviously closer toreality.Fig.5.Thermal loadings used for the study of the influence of the reached temper-ature.Fig.6.True stress—logarithmic strain curves for temperatures up to 560◦C.ature has been held during 30min.It shows that the yield stress at ambient temperature is strongly dependent on the peak tempera-ture reached during the thermal loading,without a dwell time at the highest temperature,for peak temperature higher than 200◦C.No data without dwell time at the maximum temperature have been found in the literature.The Young modulus has been also measured for each specimen.It has been measured firstly at the origin of the stress–strain curve and then during the elastic unloading.A mean value is then calcu-lated.It decreases from 68.7GPa for the T6temper to 65.0GPa for the specimen heated to 560◦C which represents a 5.4%decrease.3.3.2.Influence of the heating rateThe second mechanical study investigates the influence of the heating rate on the mechanical properties of the AA6061-T6.The maximum temperature applied here is T =400◦C and the studied heating rates are:r =0.5,5,15,50,and 200K/s.The tempera-ture variation obtained for r =50K/s shows an overshoot of 8◦C which results in a slight decrease of the measured stress.Simi-larly,the temperature of the specimen heated with a heating rate of r =200K/s did not reach T =400◦C but T =362◦C.Consequently,the measured stress for this specimen would be higher than expected.The tensile tests give the true stress—logarithmic strain curves shown in Fig.8.They show that the yield stress Rp 0.2decreasesFig.7.Yield stress variation versus reached temperature from measurements (with-out temperature holding)and from the literature (with a 30min dwell time).D.Maisonnette et al./Materials Science and Engineering A528 (2011) 2718–27242723Fig.8.True stress—logarithmic strain curves for various heating rates up to200K/s. for every heated specimens compared to the T6temper and the lower the heating rate is,the lower the yield stress of the material is.More precisely Rp0.2decreases from170MPa for a heating rate of r=200K/s to96MPa for a heating rate of r=0.5K/s.These values have not been compared with literature since no data dealing with the influence of the heating rate has been found.3.3.3.Influence of holding time at560◦CThe last mechanical study accomplished on the material is con-cerned with the influence of a holding time at high temperature before doing the tensile test at room temperature.This last study compares the mechanical properties of the AA6061-T6after a heat-ing at T=560◦C with and without a dwell time at this temperature. The temperature T=560◦C has been chosen because it is close to the solvus temperature of thephase in the␣phase.The chosen dwell time is t=30min and the heating rate is r=15K/s.The mechanical properties obtained for both cases are strictly identical.This result indicates that the dwell time at T=560◦C does not influence the mechanical properties measured on the tested specimens.4.Discussion4.1.PrecipitationAccording to literature[5–9,13,14],the precipitates which are normally present in the T6temper of the AA6061alloy are very thin and their density is quite high.They are small needles of (or pre- )type.They are oriented following the three 100 matrix directions.Some authors[6,10,22]have carried out a detailed study of the phase.It appears that the X Mg/X Si atomic ratio is very often close to1as reported in Table1.However,other authors[23]man-aged to measure a X Mg/X Si ratio higher than1for GP zones and co-clusters contained in an aged6061.In addition,the observed precipitates are only partially coherent as for the pre- phase. Based on these results,it can be assumed that the precipitates con-tained in the studied reference material are pre- or phases (although the X Mg/X Si atomic ratio measured here to1.29is slightly higher than1).Otherwise,Andersen et al.[6]measured needle pre-cipitates with a size of about4nm×4nm×50nm for the phase and20nm×20nm×500nm for the phase.Furthermore,Don-nadieu et al.[8]measured the size of the precipitates contained in a 6065-T6alloy.They obtained a mean diameter of2.86nm.By com-paring these values to those presented in Sections3.1and3.2it can be assumed that the precipitates contained in the studied AA6061 after heating at400◦C are composed of the phase.On the con-trary,the precipitates contained in the6061-T6and in the6061 after a heating at300◦C are smaller.Therefore,the precipitates are probably remaining precipitates for the6061alloy after heating at300◦C.In addition to that,large intermetallics are visible in the micro-graphs at low magnification,as shown in Fig.9.The size of the intermetallics ranges from50to300nm.These intermetallics formed during the elaboration of the material do not contribute to the hardening of the alloy.An energy dispersive X-ray spectrometry analysis(EDX)proved that their composition type is(Fe–Cr–Mn–Si) and not(Al–Mg–Si)as for hardening precipitates.The structure of these intermetallics was not investigated further.However,it is important to note that the intermetallics do contain silicon,so that the corresponding quantity will not be available for hardening precipitation.4.2.Mechanical propertiesFig.6showed that the behavior of the material after heating at500◦C is strictly identical to the behavior of the material after heating at560◦C.Thus,it can be assumed that the microstructure is the same in both cases.Furthermore,a tensile test carried out on a specimen heated to560◦C during30min gives exactly the same behavior.This behavior corresponds to the O temper.It is commonly accepted that a long holding time at T=560◦C(solvus temperature of thephase in the␣phase)is required to dis-solve the parison of the true stress—logarithmic strain curves obtained with and without dwell time shows that the mechanical properties are identical.This means that the dwell time at T=560◦C does not change the mechanical properties.The microstructure is therefore identical corresponding to the annealed state(or O temper)for which no precipitate is present in the mate-rial.This last result shows that for the heating rate and for the specimens used in this study,it is not necessary to apply a dwell time to reach the O temper.This conclusion is probably not valid in the case of a large structure since the peak temperature at each point within the material would depend on its distance from the closest surface.Another result of this investigation is that the heat-ing rate has an influence on the mechanical properties.By using a higher heating rate,the O temper could not be obtained without a dwell time.The hardening is due to the precipitates contained within the material.They hinder dislocation glide.For a given volume fraction, hardening is most effective if the precipitates are small(and there-fore more numerous).These small precipitates have been observed by TEM for the T6temper.This microstructure leads to more favor-able mechanical properties than the other investigated states.The behavior observed here is quite close to the one observed by Zain-ul-Abdein et al.[24]on a6056-T4.Then,the microstructure of the specimen heated to300◦C seems to be close to the one observed for the T6temper,which explains the small difference of mechanical properties.If the maximum temperature is further increased,the yield stress Rp0.2decreases significantly as shown in Fig.7.The TEM observations show that this decrease is due to a strongly enhanced growth of the precipitates.The volume fraction of the precipitates remains identical so that the precipitate number is decreased.This results in a sharp decrease of the mechanical properties,as high-lighted by the tensile tests.Concerning the study of the influence of the heating rate,no microstructural observations have been carried out.However,Fig.8 shows a decrease of the mechanical properties for every thermal loading up to400◦C compared to the mechanical properties of the T6temper.This means that the material has encountered a microstructural change for every investigated heating rate.If the heating rate is very low,the microstructural changes as dissolution and growth of precipitates,have more time to occur.Consequently, less precipitates are present(for a constant volume fraction)and the mechanical properties are lower.The Young modulus has been measured and it has been shown that it decreases slightly compared to the T6state when。
SLM成形AlSi10Mg合金的组织与力学性能

Material Sciences 材料科学, 2019, 9(6), 564-572Published Online June 2019 in Hans. /journal/mshttps:///10.12677/ms.2019.96072Microstructure and Mechanical Propertiesof AlSi10Mg Alloy Fabricated by SLMTechnologyXin Li1,2, Zhenghua Huang2*, Wenjun Qi2, Juan Wang1, Yajiang Li1, Jianye Liu31School of Materials Science and Engineering, Shandong University, Jinan Shandong2Guangdong-Hong Kong Joint Research and Development Center on Advanced Manufacturing Technology for Light Alloys, Guangdong Institute of Materials and Processing, Guangzhou Guangdong3Guangdong Hanbang Laser Technology Co. Ltd., Zhongshan GuangdongReceived: May 27th, 2019; accepted: Jun. 10th, 2019; published: Jun. 17th, 2019AbstractAlSi10Mg samples were fabricated by SLM technology under the process parameters where laser power, scanning speed, scanning interval and layer thickness were 450 W, 3800 mm/s, 60 μm and30 μm, respectively. Phase composition and microstructure were analyzed by XRD, OM and SEM,and meanwhile the hardness and tensile mechanical properties at ambient temperature were stu-died. The results show that the microstructure mainly consists of Al matrix, Si phase and a little Mg2Si phase. Microstructure of cross section mainly consists of uniform “band” strips. The stripe can be divided into inner fine crystal zone, heat affected zone and boundary coarse grain zone.Microstructure of longitudinal section mainly consists of uniform “U-shaped” stripes. The bounda-ries between the stripes are clear; meanwhile the stripes are divided into inner equiaxed crystal zone and boundary columnar crystal zone. The sample obtained under this parameter exhibits excellent comprehensive mechanical properties, where the tensile strength, yield strength and elongation reach 470 MPa, 327 MPa and 8.0%, respectively.KeywordsLaser Selective Melting, AlSi10Mg Alloy, Microstructure, Mechanical PropertySLM成形AlSi10Mg合金的组织与力学性能李鑫1,2,黄正华2*,戚文军2,王娟1,李亚江1,刘建业31山东大学材料科学与工程学院,山东济南2广东省材料与加工研究所,粤港轻合金先进制造技术联合研发中心,广东广州*通讯作者。
Effect of alloying elements on the microstructure and mechanical properties of nanostructured

LetterEffect of alloying elements on the microstructure and mechanical properties of nanostructured ferritic steels produced by spark plasmasinteringSomayeh Pasebani,Indrajit Charit ⇑Department of Chemical and Materials Engineering,University of Idaho,Moscow,ID 83844,USAa r t i c l e i n f o Article history:Received 23November 2013Received in revised form 23January 2014Accepted 29January 2014Available online 15February 2014Keywords:NanostructuresMechanical alloying Powder metallurgyTransmission electron microscopy High temperature alloya b s t r a c tSeveral Fe–14Cr based alloys with varying compositions were processed using a combined route of mechanical alloying and spark plasma sintering.Microstructural characteristics of the consolidated alloys were examined via transmission electron microscopy and atom probe tomography,and mechanical prop-erties evaluated using microhardness nthanum oxide (0.5wt.%)was added to Fe–14Cr leading to improvement in microstructural stability and mechanical properties mainly due to a high number den-sity of La–Cr–O-enriched nanoclusters.The combined addition of La,Ti (1wt.%)and Mo (0.3wt.%)to the Fe–14Cr base composition further enhanced the microstructural stability and mechanical properties.Nanoclusters enriched in Cr–Ti–La–O with a number density of 1.4Â1024m À3were found in this alloy with a bimodal grain size distribution.After adding Y 2O 3(0.3wt.%)along with Ti and Mo to the Fe–14Cr matrix,a high number density (1.5Â1024m À3)of Cr–Ti–Y–O-enriched NCs was also detected.For-mation mechanism of these nanoclusters can be explained through the concentrations and diffusion rates of the initial oxide species formed during the milling process and initial stages of sintering as well as the thermodynamic nucleation barrier and their enthalpy of formation.Ó2014Elsevier B.V.All rights reserved.1.IntroductionNanostructured ferritic steels (NFSs),a subcategory of oxide dis-persion strengthened (ODS)steels,have outstanding high temper-ature strength,creep strength [1,2]and excellent radiation damage resistance [3].These enhanced properties of NFSs have been attrib-uted to the high number density of Y–Ti–O-enriched nanoclusters (NCs)with diameter of 1–2nm [4].The Y–Ti–O-enriched NCs have been found to be stable under irradiation and effective in trapping helium [5].These NCs are formed due to the mechanical alloying (MA)of Fe–Cr–Ti powder with Y 2O 3during high energy ball milling followed by hot consolidation route such as hot isostatic pressing (HIP)or hot extrusion [6–8].Alinger et al.[4]have investigated the effect of alloying elements on the formation mechanism of NCs in NFSs processed by hot isostatic pressing (HIP)and reported both Ti and high milling energy were necessary for the formation of ler and Parish [9]suggested that the excellent creep properties in yttria-bearing NFSs result from the pinning of thegrain boundaries by a combined effect of solute segregation and precipitation.Although HIP and hot extrusion are commonly used to consoli-date the NFSs,anisotropic properties and processing costs are con-sidered challenging issues.Recently,spark plasma sintering (SPS)has been utilized to sinter the powder at a higher heating rate,low-er temperature and shorter dwell time.This can be done by apply-ing a uniaxial pressure and direct current pulses simultaneously to a powder sample contained in a graphite die [10].Except for a few studies on consolidation of simple systems such as Fe–9Cr–0.3/0.6Y 2O 3[11]and Fe–14Cr–0.3Y 2O 3[10],the SPS process has not been extensively utilized to consolidate the NFSs with complex compositions.Recently,the role of Ti and Y 2O 3in processing of Fe–16Cr–3Al–1Ti–0.5Y 2O 3(wt.%)via MA and SPS was investigated by Allahar et al.[12].A bimodal grain size distribution in conjunc-tion with Y–Ti–O-enriched NCs were obtained [12,13].In this study,Fe–14Cr (wt.%)was designed as the base or matrix alloy,and then Ti,La 2O 3and Mo were sequentially added to the ferritic matrix and ball milled.This approach allowed us to study the effect of individual and combined addition of solutes on the formation of NCs along with other microstructural evolutions.Furthermore,SPS instead of other traditional consolidation methods was used to consolidate the NFS powder.The mixture/10.1016/j.jallcom.2014.01.2430925-8388/Ó2014Elsevier B.V.All rights reserved.⇑Corresponding author.Tel.:+12088855964;fax:+12088857462.E-mail address:icharit@ (I.Charit).of Fe–Cr–Ti–Mo powder with Y2O3was also processed and characterized in a similar manner for comparison with the rest of the developed alloys.2.ExperimentalThe chemical compositions of all the developed alloys along with their identi-fying names in this study are given in Table1.High energy ball milling was per-formed in a SPEX8000M shaker mill for10h using Ar atmosphere with the milling media as steel balls of8mm in diameter and a ball to powder ratio(BPR) of10:1.A Dr.Sinter Lab SPS-515S was used to consolidate the as-milled powder at different temperatures(850,950and1050°C)for7min using the pulse pattern 12–2ms,a heating rate of100°C/min and a pressure of80MPa.The SPSed samples were in the form of disks with8mm in height and12mm in diameter.The density of the sintered specimens was measured by Archimedes’method. Vickers microhardness tests were performed using a Leco LM100microhardness tester operated at a load of1000g–f(9.8N).A Fischione Model110Twin-Jet Elec-tropolisher containing a mixture of CH3OH–HNO3(80:20by vol.%)as the electrolyte and operated at aboutÀ40°C was used to prepare specimens for transmission elec-tron microscopy(TEM).A FEI Tecnai TF30–FEG STEM operating at300kV was used. The energy dispersive spectroscopy(EDS)attached with the STEM was used to roughly examine the chemical composition of the particles.A Quanta3D FEG instrument with a Ga-ion source focused ion beam(FIB)was used to prepare spec-imens for atom probe tomography(APT)studies on14L,14LMT and14YMT sam-ples.The APT analysis was carried out using a CAMECA LEAP4000X HR instrument operating in the voltage mode at50–60K and20%of the standing volt-age pulse fraction.The atom maps were reconstructed using CAMECA IVAS3.6soft-ware and the maximum separation algorithm to estimate the size and chemical composition of NCs.This was applied to APT datasets each containing20–30million ions for each specimen.Lower evaporationfield of the nanoparticles and trajectory aberrations caused estimation of higher Fe atoms in the nanoclusters.Although the contribution of Fe atoms from the matrix was examined here,the matrix-correction was not addressed in this study.3.Results and discussionThe TEM brightfield micrographs for the various alloys SPSed at 950°C for7min are illustrated in Fig.1a–d.The microstructure of 14Cr alloy shown in Fig.1a revealed a complex microstructure with submicron subgrain-like structures,relatively high density of dislocations and low number density of oxide nanoparticles. The nanoparticles were larger(25–65nm)than the other SPSed al-loys and found to have chemical compositions close to Cr2O3and FeCr2O4as analyzed by energy dispersive spectroscopy.The microstructure of the consolidated14L alloy is shown in Fig.1b.The microstructure consisted of more ultrafine grains (<1l m but>100nm),a few nanograins with sharp boundaries and a higher number of nanoparticles mainly in the grain interiors. The number density of nanoparticles was higher than that of14Cr alloy shown in Fig.1a but lower than14LMT(Fig.1c)and14YMT (Fig.1d).In14L alloy,the nanoparticles with2–11nm in diameter were found inside the grains(hard to be observed at magnification given in Fig.1b and micrographs taken at higher magnifications was used for this purpose)whereas the nanoparticles with 50–80nm in diameter were located at the grain boundary regions. The particles on the boundaries are likely to be mainly Cr2O3and LaCrO3,but the chemical analysis of those smallest particles could not be done precisely due to the significant influence of the ferritic matrix.Fig.1c shows the microstructure of the SPSed14LMT alloy, consisting of both ultrafine grains(as defined previously)and nanograins(6100nm).The nanoparticles present in the micro-structure were complex oxides of Fe,Cr and Ti.The nanoparticles with faceted morphology and smaller than10nm in diameter were enriched in La and Ti.No evidence of stoichiometric La2TiO5or La2Ti2O7particles was observed based on the EDS and diffraction data.A similar type of microstructure was revealed in the SPSed 14YMT alloy as shown in Fig.1d.The particle size distribution histograms of the14Cr,14L, 14LMT and14YMT alloys are plotted in Fig.2a–d,respectively. Approximately1000particles were sampled from each alloy to de-velop the histograms.The average particle size decreased in order of14Cr,14L,14LMT and14YMT.The highest fraction of the particle size as shown in the histograms of14Cr,14L,14LMT and14YMT was found to be associated with25±5nm(18±2.5%),10±5nm (28±3%),5±1nm(40±6%)and5±1nm(46±5%)in diameter, respectively.The number density of nanoparticles smaller than 5±1nm was higher in14YMT than14LMT alloy.The3-D APT maps for14L alloy revealed a number density (%3Â1022mÀ3)of CrO–La–O-enriched NCs.The average Guinier radius of these NCs was1.9±0.6nm.The average composition of the NCs in14L was estimated by using the maximum separation algorithm to be Fe–17.87±3.4Cr–32.61±3.2O–8.21±1.1La(at.%).A higher number density(%1.4Â1024mÀ3)and smaller NCs with average Guinier radius of 1.43±0.20nm were observed in the APT maps for14LMT alloy as shown in Fig.3a.The NCs were Cr–Ti–La–O-enriched with the average composition of Fe–10.9±2.8Cr–30.9±3.1O–17.3±2.5Ti–8.2±2.2La(at.%).According to the LEAP measurements,the chemical composition of NCs dif-fered considerably from stoichiometric oxides.A large amount of Fe and Cr was detected inside the NCs,and La/Ti and La/O ratios were not consistent with La2TiO5or La2Ti2O7as expected based on thermodynamic calculations,rather the ratios were sub-stoichi-ometric.The3-D APT maps for14YMT alloy were similar to14YMT alloy as shown in Fig.3b.The NCs with an average radius of 1.24±0.2nm and a number density of1.5Â1024mÀ3were Cr–Ti–Y–O-enriched.The chemical composition of NCs was estimated close to Fe–8.52±3.1Cr–37.39±4.5O–24.52±3.1Ti–10.95±3.1Y (at.%).The matrix-corrected compositions are currently being ana-lyzed and will be reported in a full-length publication in near future.The relative density of various alloys sintered at850–1050°C is shown in Fig.4a.Generally,a higher density was obtained in the specimens sintered at higher temperatures.At850and950°C, the density of unmilled14Cr specimen(97.2%and97.5%)was higher than the milled/SPSed14Cr(92.8%and95.5%)because the unmilled powder particles were less hard(due to absence of strain hardening)and plastically deformed to a higher degree than the milled powder leading to a higher density.Adding0.5and 0.7wt.%of La2O3and0.3wt.%Y2O3to the14Cr matrix significantly decreased the density of the specimen,especially at850and 950°C;however,adding Ti to14L and14Y improved the density to some extent.The microhardness data of various alloys processed at different temperatures are shown in Fig.4b.In general,microhardness in-creased with increasing SPS temperatures up to950°C and then decreased.Both Y and La increased the hardness due to the disper-sion hardening effect.The hardness increased at the higher content of La due to the greater effect of dispersion hardening.Adding Ti separately to the14Cr matrix improved the hardness due to theTable1The alloy compositions and processing conditions(milled for10h and SPSed at850-1050°C for7min).Alloy ID Elements(wt.%)Cr Ti La2O3Y2O3Mo Fe14Cr-unmilled140000Bal.14Cr140000Bal.14T141000Bal.14L1400.500Bal.14Y14000.30Bal.14LM1400.500.3Bal.14LT1410.500Bal.14LMT(0.3)1410.300.3Bal.14LMT1410.500.3Bal.14LMT(0.7)1410.700.3Bal.14YMT14100.30.3Bal.S.Pasebani,I.Charit/Journal of Alloys and Compounds599(2014)206–211207dispersion hardening but only at lower temperature(850°C).The coarsening of Ti-enriched particles at above850°C plausibly decreased the hardness.However,at950°C,higher hardness (457HV)was achieved by a combined addition of La and Ti toFig.2.Particle size frequency histogram for(a)14Cr,(b)14L,(c)14LMT and(d)14YMT alloys. Fig.1.TEM brightfield micrographs for various alloys(a)14Cr,(b)14L,(c)14LMT and(d)14YMT.the14Cr matrix to produce14LT.Further addition of Mo to14LT improved the hardness through solid solution strengthening in 14LMT(495HV).High dislocation density and no well-defined grain boundaries were characteristics of14Cr alloy as shown in Fig.1a.The presence of a low number density and larger oxide particles(FeCr2O4and Cr2O3)at the boundaries could not create an effective pinning effect during sintering.As a result,some of these particles became confined within the grain interiors.The coarse grains had the capacity to produce and store high density of dislocations that subsequently resulted in the strain hardening effect.The hardening mechanism in14Cr alloy can thus be attributed to greater disloca-tion activities and resulting strain hardening effect.The grain boundary or precipitation hardening cannot be the dominant mechanism because of larger particles,greater inter-particle spac-ing and weakened Zener drag effect at the temperature of sinter-ing.Such strain hardening capability in nanocrystalline Fe consolidated via SPS was reported by other researchers,too [14,15].Interestingly,the high hardness in Fe–14Cr alloy consoli-dated via SPS at1100°C for4min by Auger et al.[10]wasFig.3.Three-dimensional atom maps showing NCs for(a)14LMT–91Â34Â30nm3and(b)14YMT–93Â30Â30nm3.Fig.4.(a)The relative density and(b)microhardness values for different SPSed alloys processed at different SPS temperatures for a dwell time of7min.attributed to the formation of martensitic laths caused by higher carbon content diffusing from the die,possible Cr segregation and rapid cooling during SPS.It is noteworthy to mention that no martensite lath was observed in the consolidated14Cr alloy in the present study.The level of solutes in the bcc matrix could be much greater than the equilibrium level,associated with a large number of vacancies created during milling.Our recent study[16]has shown that high energy ball milling has a complex role in initiating nucle-ation of La–Ti–O-enriched NCs in14LMT alloy powder,with a mean radius of%1nm,a number density of3.7Â10À24mÀ3and a composition of Fe–12.11Cr–9.07Ti–4.05La(at.%).The initiation of NCs during ball milling of NFSs has also been investigated by other researchers[8,17,18].According to Williams et al.[8],due to a low equilibrium solubility of O in the matrix,the precipitation of nanoparticles is driven by an oxidation reaction,subsequently resulting in reduction of the free energy.As the SPS proceeds,the number density of NCs would decrease and larger grain boundary oxides would form with the grain structure developing simulta-neously during the sintering process[8].Formation of larger grain boundary oxides as shown in Fig.1a could have been preceded by segregation of O and Cr to grain boundaries leading to a decrease in the level of the solutes in the ferritic matrix.The initial oxides forming in a chromium-rich matrix can be Cr2O3as suggested by Williams et al.[8].However,formation of LaCrO3in14L alloy (shown in Fig.1b)was associated with a higher reduction in the free energy according to the enthalpy of formation of various oxi-des given in Table2.The presence of nanoparticles caused grain boundary pinning and subsequently stabilized the nanocrystalline grains.The high density of defects(dislocations and vacancies)in a supersaturated solid solution,such as14LMT and14YMT alloys, could dramatically increase the driving force for accelerated sub-grain formation during the initial stage of sintering.At the initial stage,the vacancies created during the milling are annihilated [8,17].Meanwhile,the temperature is not high enough to produce a significant number of thermal vacancies;subsequently,any nucleation of new NCs will be prevented.As the SPS proceeds with no nucleation of new NCs,the high concentrations of extra solutes in the matrix are thermodynamically and kinetically required to precipitate out to form larger oxide particles.The larger solute-enriched oxide particles can be formed more favorably on the grain boundaries due to the higher boundary diffusivity.On the other hand,it should be considered that there is a dynamic plastic deformation occurring within the powder particles during SPS. The interaction of larger particles and dislocations introduced by dynamic hot deformation can explain the coarsening in some grains;because larger particles could not effectively pin the dislo-cations and the grain boundary migration could be facilitated fol-lowing the orientation with lower efficiency of Zener drag mechanism[19].Once the extra solutes present in the matrix pre-cipitated out,the microstructure will remain very stable because of the grain boundary pinning by triple-junctions of the grain bound-aries themselves[20],along with the high density of NCs and other ultrafine oxide particles[8].Further coarsening of the grains will be prevented even for longer dwell times at950°C.Therefore,a bi-modal grain size distribution emerged.The hardening of14LMT and14YMT alloys were attributed to a combined effect of solid solution strengthening,Hall-Petch strengthening and precipitation hardening.Based on the APT studies of the as-milled powder[16]and for-mation mechanism of the oxide particles suggested by Williams et al.[8]it could be speculated that in14LMT and14YMT alloys, Cr–O species formfirst and then absorb Ti and La/Y.This is associ-ated with a change in the interfacial energy of Cr–O species even though it is not thermodynamically the most favorable oxide.It has been established that the driving force for the oxide precipi-tates to form is the low solubility limit of oxygen in the ferritic ma-trix.The change in free energy due to oxidation reaction and nucleation of oxide nanoparticles is the leading mechanism[8].The majority of the oxygen required to generate the oxide nano-particles may be provided from the surface oxide during milling process.Furthermore,higher concentrations of Cr led to greater nucleation of Cr–O by influencing the kinetics of oxide formation. Concentrations and diffusivities of the oxide species along with the energy barrier for nucleation will control the nucleation of oxide nanoparticles.After the Cr–O formed during sintering,the Ti–O and Y/La-enriched clusters could form.The sub-stoichiome-tric NCs in14LMT and14YMT alloys were not due to insufficient level of O in the matrix[8].Formation of stoichiometric Y2Ti2O7 and Y2TiO5requires very high temperatures[8],which were outside the scope of this study.4.ConclusionThe SPSed Fe–14Cr alloy was found to have a higher hardness at room temperature due to the strain hardening effect.The stability of its microstructure at high temperatures was improved by addi-tion of La forming the Cr–La–O-enriched NCs.Adding La and Ti to Fe–14Cr matrix significantly improved the mechanical behavior and microstructural stability further due to the high number density of Cr–Ti–La–O-enriched NCs in14LMT alloy.It is demon-strated that the potential capability of La in developing new NFSs is promising but further investigations on their thermal and irradiation stability will still be required.AcknowledgementThis work was supported partly by the Laboratory Directed Research and Development Program of Idaho National Laboratory (INL),and by the Advanced Test Reactor National Scientific User Facility(ATR NSUF),Contract DE-AC07-05ID14517.The authors gratefully acknowledge the assistance of the staff members at the Microscopy and Characterization Suite(MaCS)facility at the Center for Advanced Energy Studies(CAES).References[1]M.J.Alinger,G.R.Odette,G.E.Lucas,J.Nucl.Mater.307–311(2002)484.[2]R.L.Klueh,J.P.Shingledecker,R.W.Swindeman,D.T.Hoelzer,J.Nucl.Mater.341(2005)103.[3]M.J.Alinger,G.R.Odette,D.T.Hoelzer,J.Nucl.Mater.329–333(2004)382.[4]M.J.Alinger,G.R.Odette,D.T.Hoelzer,Acta Mater.57(2009)392.Table2The standard enthalpies of formation of various oxide compounds at25°C[8,21,22].Element CompositionÀD H f(kJ molÀ1(oxide))Cr Cr2O31131CrO2583Fe Fe3O41118Fe2O3822Ti TiO543TiO2944Ti2O31522Ti3O52475Y Y2O31907YCrO31493Y2Ti2O73874La La2O31794La2Ti2O73855LaCrO31536210S.Pasebani,I.Charit/Journal of Alloys and Compounds599(2014)206–211[5]G.R.Odette,M.L.Alinger,B.D.Wirth,Annu.Rev.Mater.Res.38(2008)471.[6]ai,T.Okuda,M.Fujiwara,T.Kobayashi,S.Mizuta,H.Nakashima,J.Nucl.Sci.Technol.39(2002)872.[7]ai,M.Fujiwara,J.Nucl.Mater.307–311(2002)749.[8]C.A.Williams,P.Unifantowicz,N.Baluc,G.D.Smith,E.A.Marquis,Acta Mater.61(2013)2219.[9]ler,C.M.Parish,Mater.Sci.Technol.27(2011)729.[10]M.A.Auger,V.De Castro,T.Leguey,A.Muñoz,Pareja,R,J.Nucl.Mater.436(2013)68.[11]C.Heintze,M.Hernández-Mayoral, A.Ulbricht, F.Bergner, A.Shariq,T.Weissgärber,H.Frielinghaus,J.Nucl.Mater.428(2012)139.[12]K.N.Allahar,J.Burns,B.Jaques,Y.Q.Wu,I.Charit,J.I.Cole,D.P.Butt,J.Nucl.Mater.443(2013)256.[13]Y.Q.Wu,K.N.Allahar,J.Burns,B.Jaques,I.Charit,D.P.Butt,J.I.Cole,Cryst.Res.Technol.(2013)1,/10.1002/crat.201300173.[14]K.Oh-Ishi,H.W.Zhang Hw,T.Ohkubo,K.Hono,Mater.Sci.Eng.A456(2007)20.[15]B.Srinivasarao,K.Ohishi,T.Ohkubo,K.Hono,Acta Mater.57(2009)3277.[16]S.Pasebani,I.Charit,Y.Q.Wu, D.P.Butt,J.I.Cole,Acta Mater.61(2013)5605.[17]M.L.Brocq,F.Legendre,M.H.Mathon,A.Mascaro,S.Poissonnet,B.Radiguet,P.Pareige,M.Loyer,O.Leseigneur,Acta Mater.60(2012)7150.[18]M.Brocq,B.Radiguet,S.Poissonnet,F.Cuvilly,P.Pareige,F.Legendre,J.Nucl.Mater.409(2011)80.[19]H.K.D.H.Bhadeshia,Mater.Sci.Eng.A223(1997)64.[20]H.K.D.H.Bhadeshia,Mater.Sci.Technol.16(2000)1404.[21]W.Gale,T.Totemeier,Smithells Metals Reference Book,Amsterdam,Holland,2004.[22]T.J.Kallarackel,S.Gupta,P.Singh,J.Am.Ceram.Soc.(2013)1,http:///10.1111/jace.12435.S.Pasebani,I.Charit/Journal of Alloys and Compounds599(2014)206–211211。
铬锰铁钴镍实验报告

铬锰铁钴镍实验报告1. 引言实验目的是研究铬锰铁钴镍合金的性质和特点,通过实验得出相关结论,为材料的应用和工业生产提供参考依据。
2. 实验材料与方法2.1 实验材料•铬锰铁钴镍合金样品•洗净砂纸•酸性溶液•振荡器•光学显微镜•电子显微镜2.2 实验方法1.将铬锰铁钴镍合金样品分别进行抛光和清洗,确保表面无杂质。
2.将样品放入酸性溶液中,控制温度和时间。
3.在不同的试验条件下,使用振荡器对合金样品进行振荡处理。
4.将处理后的样品进行不同方式的观察和测试,如光学显微镜和电子显微镜观察样品的显微结构。
3. 实验结果与分析3.1 溶液处理结果•对铬锰铁钴镍合金样品进行酸性溶液处理后,观察到表面出现了微细的纹理和颗粒。
•酸性溶液处理对合金晶体结构产生了影响,显微结构变得更加均匀。
3.2 振荡处理结果•不同振荡条件下进行处理后,铬锰铁钴镍合金样品表面的颗粒变得更加细小,显微结构更加致密。
•振荡处理可以使合金晶体结构得到明显改善,提高了其力学性能。
3.3 显微结构观察结果•使用光学显微镜观察样品的显微结构,发现铬锰铁钴镍合金晶粒呈现出不规则形状且分布较均匀。
•使用电子显微镜观察样品的显微结构,发现晶粒内部具有更细小的颗粒,表明振荡处理对晶格结构的改善起到了积极作用。
4. 结论与讨论通过本次实验,我们对铬锰铁钴镍合金的性质和特点进行了深入的研究和探讨。
实验结果表明,酸性溶液处理和振荡处理对合金的显微结构和力学性能具有明显的改善作用。
铬锰铁钴镍合金具有均匀的晶粒分布和细小的颗粒尺寸,这些特点使得合金具有优良的机械和物理性能。
然而,本实验仅仅是初步的研究,还有许多其他参数和条件需要进一步探讨和优化。
例如,不同酸性溶液浓度和振荡时间对合金性能的影响等都值得进一步研究。
5. 参考文献[1] 张三, 李四. (2020). 铬锰铁钴镍合金的研究进展. 物理学报, 32(2), 50-58.[2] Wang, J., Li, H., & Zhang, L. (2018). Microstructure and mechanical property of chromium-manganese-iron-cobalt-nickel alloy. Journal of Materials Science & Technology, 35(2), 100-105.。
45号钢热处理的英文文献
45号钢热处理的英文文献在进行钢热处理的相关研究中,关于45号钢的英文文献有很多。
以下是一些常见的文献:1. "Heat Treatment of 45# Steel and Its Effect on Mechanical Properties" 这篇文献主要介绍了45号钢的热处理方法以及对其力学性能的影响。
2. "Microstructure and Mechanical Properties of 45#Steel after Different Heat Treatment Processes" 这篇文献研究了不同热处理工艺对45号钢的显微组织和力学性能的影响。
3. "Effect of Heat Treatment on the Microstructure and Hardness of 45# Steel" 这篇文献重点探讨了热处理对45号钢显微组织和硬度的影响。
4. "Influence of Heat Treatment on the Wear Resistanceof 45# Steel" 这篇文献研究了热处理对45号钢耐磨性能的影响。
5. "Study on the Heat Treatment Process of 45# Steelfor Improved Toughness" 这篇文献探讨了改善45号钢韧性的热处理工艺。
6. "Effect of Quenching and Tempering on the Microstructure and Fatigue Strength of 45# Steel" 这篇文献研究了淬火和回火对45号钢显微组织和疲劳强度的影响。
这些文献涵盖了45号钢热处理的不同方面,包括力学性能、显微组织、硬度、耐磨性、韧性和疲劳强度等。
Microstructure evolution and mechanical properties of

Microstructure evolution and mechanical properties of1 000 MPa cold rolled dual-phase steelZHAO Zheng-zhi(赵征志), JIN Guang-can(金光灿), NIU Feng(牛枫), TANG Di(唐荻), ZHAO Ai-min(赵爱民) Engineering Research Institute, University of Science and Technology Beijing, Beijing 100083, ChinaReceived 10 August 2009; accepted 15 September 2009Abstract: The microstructure evolution of 1 000 MPa cold rolled dual-phase (DP) steel at the initial heating stages of the continuous annealing process was analyzed. The effects of different overaging temperatures on the microstructures and mechanical properties of 1 000 MPa cold rolled DP steel were investigated using a Gleeble−3500 thermal/mechanical simulator. The experimental results show that ferrite recovery and recrystallization, pearlite dissolution and austenite nucleation and growth take place in the annealing process of ultra-high strength cold rolled DP steel. When being annealed at 800 ℃ for 80 s, the tensile strength and total elongation of DP steel can reach 1 150 MPa and 13%, respectively. The microstructure of DP steel mainly consists of a mixture of ferrite and martensite. The steel exhibits low yield strength and continuous yielding which is commonly attributed to mobile dislocations introduced during cooling process from the intercritical annealing temperature.Key words: cold rolled dual-phase steel; microstructure evolution; recrystallization; mechanical property; overaging temperature1 IntroductionAdvanced high-strength steels (AHSS) have been used in the automotive industry as a solution for the weight reduction, safety performance improvement and cost saving. Among them, the dual-phase (DP) steels, whose microstructure mainly consists of ferrite and martensite, are an excellent choice for applications where low yield strength, high tensile strength, continuous yielding, and good uniform elongation are required [1−4].The continuous annealing process to produce cold rolled DP steels typically has the following stages: heating to the intercritical temperature region, soaking in order to allow the nucleation and growth of austenite, slow cooling to the quench temperature, rapid cooling to transform the austenite into martensite, overaging, and air cooling. The amount and morphology of the constituents formed depend on such annealing parameters. The effects of the retained austenite, ferrite, and martensite morphologies on the mechanical behavior of DP steels have been intensively investigated[5−9]. As we all known, overaging treatment is an important process during the production of dual-phase steel. It can reduce the hardness of martensite and improve the comprehensive mechanical properties of DP steel [10−14].The purpose of the present research was to study the microstructure evolution of cold rolled DP steel at the initial heating stages of the continuous annealing process using a Gleeble simulator. At the same time, the effects of overaging temperature on the mechanical properties of DP steel were also studied. The microstructures of specimens simulated on a Gleeble simulator, were analyzed using scanning electron microscopy (SEM) and transmission electron microscopy (TEM).2 ExperimentalThe chemical compositions of the experimental steel (mass fraction, %) were: 0.14−0.17C, 0.40−0.60Si, 1.70−1.90Mn, 0.02−0.04Nb, 0.40−0.60Cr, ≤0.010P, ≤0.010S, 0.02−0.06Al and balance Fe. Firstly, experimental steels were smelted in a 50 kg vacuum induction furnace. After smelting, experimental steels were forged into 35 mm×100 mm×100 mm cubic samples. The forged slabs were reheated to 1 200 ℃and soaked for 1 h. The hot rolled thickness was 3.5 mm after 6 passes rolling. The finish rolling temperature was about 880 ℃. The coiling temperature was 620 ℃. After being pickled in hydrochloric acid, the hot rolledFoundation item: Project(2006BAE03A06) supported by the National Key Technology R&D Program during the 11th Five-Year Plan Period Corresponding author: ZHAO Zheng-zhi; Tel: +86-10-62332617; E-mail: zhaozhzhi@ZHAO Zheng-zhi, et al/Trans. Nonferrous Met. Soc. China 19(2009) s563−s568 s564bands were cold rolled to the final thickness of 1.0 mm, and the reduction was about 70%. Finally, the cold rolled sheets were cut into the samples for the simulation of continuous annealing experiment.The microstructure evolution at the initial steps of the continuous annealing process was studied using a Gleeble 1500 simulator. The steel was heated at 10 ℃/sto the different heating temperatures (550, 630, 670, 710, 730, 750 and 780 ℃) and held for 20 s followed by water-quenching. The effects of different overaging temperatures on the microstructures and mechanical properties of DP steel were investigated using a Gleeble 3500 simulator. The processing schedules and parameters used are shown in Fig.1. The soaking temperature of intercritical region was set at 800 ℃, soaking time is 80 s; after a slow cooling, the samples were rapidly cooled to 240, 280, 320 and 360 ℃, respectively and soaked for 300 s; at last, the samples were air cooled to the room temperature.Fig.1 Continuous annealing process of DP steelAfter heat treatment, the steel sheet would be cut into standard tensile specimens (length 200 mm, gauge length 50 mm). The tensile test was performed with CMT4105-type tensile test machine to test mechanical properties. The longitudinal cold rolling plane sections of samples after annealing were prepared and etched with 4% natal. The microstructure was analyzed by scanning electron microscopy (SEM). Some samples were analyzed using transmission electron microscopy (TEM).3 Results and discussion3.1 Mechanical properties and microstructures ofsamples after hot-rolling and continuousannealingTable 1 shows the tensile test data for the two samples after hot-rolling and continuous annealing in terms of yield strength, ultimate tensile strength and total elongation. When the annealing temperature is 800 ℃and soaking time is 60 s, the tensile strength reaches 1 110 MPa and the total elongation reaches 12%. Compared with the hot-rolled samples, the yield strength and total elongation of sample after annealing are similar, but the tensile strength increases by about 450 MPa. The yield ratio decreases obviously. The engineering uniaxial tensile stress—strain curve of the sample after continuous annealing is characterized by very uniform plastic flow until necking. There is no physical yield point and yield point extension, that is, the steel exhibits continuous yielding which is commonly attributed to mobile dislocations introduced during cooling from the intercritical annealing temperature. Many dislocation sources come into action at low strain and plastic flow begins simultaneously through the specimen, thereby suppressing discontinuous yielding[15].Table 1 Mechanical properties of samples after hot rolling and annealingConditionYieldstrength/MPaTensilestrength/MPaYieldratio*Totalelongation/% Hot rolling555 665 0.83 16 Annealing540 1110 0.49 12* Yield ratio is defined as the ratio of yield strength to tensile strength.The microstructures of the hot-rolled and cold-rolled samples are shown in Fig.2. It can be observed that hot rolled steel features a band microstructure, i.e. pearlite band in a ferrite grain matrix. The ferrite grain size is measured to be 5.0−9.0 µm. After cold rolling, the microstructure consists of elongated grains of ferrite and deformed colonies of pearlite (Fig.2(b)). After cold-rolling, there is an increase in the stored energy of the steel due to the high dislocation density and this provides the driving pressure for the ferrite recrystallization during annealing process. The total ferrite grain boundary area increases and the cementite laminar structure in pearlite is broken down. The latter has been shown to promote spheroidization of cementite during subsequent annealing process.The SEM micrograph of the sample after annealing is given in Fig.3(a). The microstructure of DP steel consists of a mixture of ferrite, martensite, martensite/austenite constituent. There is also some bainite in the microstructure. The martensite islands are homogeneously distributed in ferrite matrix. The DP steel has finer grain size and the size of ferrite grain and martensite island are about 1.0−2.0 µm. Some martensite islands have a bright white circle around the edge, and the center of martensite is of irregular black structure.ZHAO Zheng-zhi, et al/Trans. Nonferrous Met. Soc. China 19(2009) s563−s568 s565Fig.2 Microstructures of steel after hot rolling (a) and cold rolling (b)Fig.3 SEM images (a) and TEM micrograph (b) of steel after continuous annealingThe main reason is the manganese partitioning will occur during the continuous annealing process. During the heating process, a high-Mn side lap forms around austenite, which makes the hardenability of austenite island edge higher than that of the center. So, it makes high-Mn side lap form around martensite in the cooling process. The volume fraction of martensite is about 40%, which is the main reason for DP steel with a higher strength. After the continuous annealing process, band structure is significantly improved, which plays an important role in improving the performance of DP steel.The fine structures of martensite and ferrite are shown in Fig.3(b) by the TEM observation. The lath martensite is fine, and is relatively clean; at the same time, a very high density of dislocations can be observed in the ferrite grain adjacent to martensite. These dislocations are generated in order to accommodate transformation induced strain built between martensite transformed by quenching and retained ferrite. In addition, they are known to be mobile and play an important role on rapid, extensive strain hardening of DP steel from the onset of its plastic deformation.3.2 Microstructure evolution at initial steps ofcontinuous annealing processThe microstructure evolution at the initial stages of the continuous annealing process is very important for producing the ultra-high strength DP steel. During the annealing process of high strength DP steel, ferrite recovery and recrystallization, pearlite dissolution and austenite nucleation and growth will occur. When the sample is heated to 550 , the℃microstructure has no visible change as compared with the cold rolled sample. The ferrite grain is stretched along the rolling direction significantly; lamellar pearlite is stretched along the rolling direction too. At the same time, there are some carbide particles in the ferrite matrix, as shown in Fig.4(a). At this temperature, the recrystallization nucleus was not found in the structure. So, at this stage the sample is still at the recovery stage. When the heating temperature is 630 , the℃recrystallization nucleus begins to appear in the microstructure. The nucleus of crystal appears mainly nearby the large deformation ferrite (Fig.4(b)). The recrystallization nucleus is fine and equiaxed. Large deformation storage power is present in the large deformation region. So, recrystallization nucleus forms in this region firstly. With the heating temperature increasing, the recrystallization nucleus begins to grow. Therefore, the size of recrystallization is uneven at this stage, as shown in Fig.4(c). When the heating temperature is 670 ℃, the deformation structure still exists in the microstructure. With the temperature increasing, the deformed ferrite grains are replaced by recrystallization ferrite grains. When the heating temperature is 710 , the d℃eformation structure has already vanished, which is replaced by theZHAO Zheng-zhi, et al/Trans. Nonferrous Met. Soc. China 19(2009) s563−s568 s566equiaxed recrystallization grain. So, the process of recrystallization completes basically. In the ferrite recrystallization process, the pearlite transforms to granular from lamellar gradually.When the heating temperature is 730 ,℃it begins to enter the two-phase region; and the ferrite and spheroidised carbides begin to transform to austenite. A small amount of austenite nucleates in the original pearlite region, as shown in Fig.4(e). Austenite nucleates mainly in the ferrite and pearlite grain boundary; and a part of austenite also nucleates in the carbide particles of ferrite. After austenite nucleation, it begins to grow rapidly. At this stage, the pearlite dissolves rapidly. When the temperature reaches 750 , the austenite℃transformation occurs obviously. The bright white particle which distributes in the ferrite matrix is the martensite island. The martensite transforms from austenite during the rapid cooling process. At the same time, a small amount of martensite particles can also be observed in ferrite; and there are still some non-dissolved carbide particles in the ferrite matrix. The initial austenite growing-up is mainly controlled by the carbon Fig.4Microstructure evolutions duringcontinuous heating process: (a) 550 ℃; (b)630 ℃; (c) 670 ℃; (d) 710 ℃; (e) 730 ℃; (f)750 ℃; (g) 780 ℃ZHAO Zheng-zhi, et al/Trans. Nonferrous Met. Soc. China 19(2009) s563−s568 s567diffusion in the austenite, and the diffusion path is along the pearlite/austenite interface. When the annealing temperature is 780 , the austenite volume increase℃s, and the number of carbide particles is reduced gradually. There is only a very small amount of carbide particles distributing in ferrite matrix.3.3 Effect of overaging temperature onmicrostructure and mechanical properties ofDP steelThe overaging is a temper treatment to harden martensite in the dual-phase steel, reduce the hardness of martensite and improve the comprehensive mechanical properties[16]. Fig.5 shows the effect of overaging temperature on the mechanical properties of dual-phase steel. All the samples are intercritically annealed at 800℃ with different overaging temperatures. As can be seen from Fig.5, the highest tensile strength is achieved in the sample overaged at 280 ℃. The yield strength is 560 MPa, the tensile strength is 1 150 MPa, and the total elongation reaches 13%. The good combination of high strength and toughness properties is obtained. And then, with the increase of overaging temperature, the yield strength and tensile strength of samples decrease, while the total elongation increases. When the overaging temperature reaches 360 ℃, the tensile strength decreases, the yield strength does not change significantly. The mechanical properties of sample cannot meet the necessary requirements of CR980DP. At the same time, the stress—strain curve of the steel shows discontinuous yielding behaviour and develops yield plateaus.Fig.6 shows the SEM microstructures with different overaging temperatures. It can be seen that the microstructure mainly consists of dark grey ferrite grains and white martensite. When the overaging temperature is 360 ℃, the martensite boundary is fuzzier than that of sample overaged at 320 ℃, and there are more carbides, which is due to the effects of tempering on the martensite, such as the volume contraction of martensite during the tempering, the changes of the martensite strength and additional carbon clustering or precipitation near the ferrite and martensite interfaces.Fig.5 Effects of different overaging temperatures on mechanical propertiesFig.6 SEM images of microstructures of DP steel overaged at different temperatures: (a) 240 ℃; (b) 280 ℃; (c) 320 ℃; (d) 360 ℃ZHAO Zheng-zhi, et al/Trans. Nonferrous Met. Soc. China 19(2009) s563−s568 s5684 Conclusions1) When the DP steel is annealed at 800 ℃ for 80 s and overaged at 280 ℃, the tensile strength and total elongation of ultra-high strength dual-phase steel can reach 1 150 MPa and 13%, respectively.2) The microstructure of DP steel consists of a mixture of ferrite, martensite, martensite/austenite constituent. There are also some bainites in the microstructure. The martensite islands are homogeneously distributed in ferrite matrix. The ferrite and martensite island grain size are about 1.0−2.0 µm. When the overaging temperature reaches 360 ℃, the tensile strength decreases, the yield strength does not change significantly. The mechanical properties of sample cannot meet the necessary requirements of CR980DP. At the same time, the steel shows discontinuous yielding behaviour and develops yield plateaus.References[1]KANG Yong-lin. Quality control and formability of the mordernMotor plate [M]. Beijing: Metallurgical Industry Press, 1999.[2]LIU Peng, JIN Xian-zhe. The development and research ofautomobile steel plate [J]. Shanxi Metallurgy, 1997(2): 32−33.[3]MA Ming-tu, WU Bao-rong. Dual-phase steel-the physical andmechanical metallurgy [M]. Beijing: Metallurgical Industry Press,1988.[4]LLEWELLYN D T,HILLS D J. Dual phase steels [J]. Ironmakingand Steelmaking, 1996(6): 471−478.[5]SARKAR P P. Microstructural influence on the electrochemicalcorrosion behaviour of dual phase steels in 3.5% NaCl solution [J].Materials Letters, 2005(59): 2488−2491. [6]ROCHA R O, MELO T M F, PERELOMA E V, SANTOS D B.Microstructural evolution at the initial stages of continuous annealingof cold rolled dual-phase steel [J]. Materials Science and EngineeringA, 2005, 391: 296−304.[7]MA C, CHEN D L, BHOLE S D, BOUDREAU G, LEE A, BIRO E.Microstructure and fracture characteristics of spot-welded DP600 steel [J]. Materials Science and Engineering A, 2008, 485: 334−346.[8]SUN Shou-jin, Martin P. Manganese partitioning in dual-phase steelduring annealing [J]. Materials Science and Engineering A, 2000, 276: 167−174.[9]ZHU Xiao-dong, WANG Li. Effect of the continuous annealingparameters on the mechanical properties of cold rolled Si-Mn dualphase steel [C]//CSM 2003 Annual Meeting Proceedings, 2003: 684−688.[10]MOHAMMAD R A, EKRAMI A. Effect of ferrite volume fractionon work hardening behavior of high bainite dual phase (DP) steels [J].Materials Science and Engineering A, 2008, 477: 306−310.[11]HA VV A K Z, CEYLAN K, HUSEYIN A. Investigation of dual phasetransformation of commercial low alloy steels: Effect of holding timeat low inter-critical annealing temperatures [J]. Materials Letters, 2008, 62: 2651−2653.[12]DOU Ting-ting, KANG Yong-lin, YU Hao, KUANG Shuang, LIURen-dong, YAN Ling. Microstructural evolution of cold rolled dualphase steel during initial stages of continuous annealing [J]. Heat Treatment of Metal, 2008, 33(3): 31−35.[13]CHEN Hui-feng, ZHANG Qing-fen, AN Jia-shen. Recrystallizationcharacteristic of IF steel during rapid heating [J]. Journal of East China University of Metallurgy, 1999, 16(1): 21−23.[14]YANG D Z, BROWNEL E L, MATLOCK D K, et al. Ferriterecrystallization and austenite formation in cold rolled intercriticallyannealed steel [J]. Metallurgical Transactions A, 1985, 16A: 1385−391.[15]SULEYMAN G. Static strain ageing behaviour of dual phase steels[J]. Materials Science and Engineering A, 2008, 486: 63−71.[16]KUANG Shuang, KANG Yong-lin, YU Hao, LIU Ren-dong, YANLing. Experimental study on microstructure evolution in continuousannealing of cold-rolled dual phase steels [J]. Iron and Steel, 2007,42(11): 65−73.(Edited by CHEN Ai-hua)。
Microstructure and mechanical properties of
Microstructure and mechanical properties ofZrB 2–SiC–ZrO 2f ceramicLin Jia,a ZhangXinghong,a ,⇑Wang Zhi ,b ,⇑and Han Wenbo aaNational Key Laboratory of Science and Technology on Advanced Composites in Special Environments,Harbin Institute of Technology,Harbin 150001,PR ChinabSchool of Aeronautics and Astronautics,Faculty of Vehicle Engineering and Mechanics,State Key Laboratory of Structural Analysis for Industrial Equipment,Dalian University of Technology,Dalian 116024,PR ChinaReceived 10January 2011;accepted 12January 2011Available online 15January 2011ZrB 2–SiC–ZrO 2f ceramic was fabricated by hot-pressing at 1850°C for 1h under a uniaxial load of 30MPa in vacuum.The ZrB 2–SiC–ZrO 2f ceramic thus produced showed excellent fracture toughness due to the addition of ZrO 2fiber.The increase in toughness was attributed mainly to the addition of the ZrO 2fiber,which could enhance fiber pull-out,crack bridging and crack branching.In addition,the stress-induced transformation toughening was also considered to be main reason for the improvement in toughness.Ó2011Acta Materialia Inc.Published by Elsevier Ltd.All rights reserved.Keywords:Ceramics;Microstructure;Mechanical properties;CompositesZirconium diboride (ZrB 2)is one of the families ofmaterials known as ultra-high-temperature ceramics [1].Because of strong covalent bonding and low self-diffu-sion,high temperatures and external pressures are re-quired to densify monolithic ZrB 2[2].In previous studies,nominally stoichiometric ZrB 2without additives has only been densified by hot-pressing at 2000°C or higher with pressures of 20–30MPa,or at reduced tem-peratures (1790–1840°C)with much higher pressures (800–1500MPa)[3].Recent studies have shown that the addition of SiC particles improves the densification of ZrB 2by maintaining a fine grain size and a uniform distri-bution of the reinforcing phase,and enhances oxidation resistance by promoting the formation of silicate-based glasses that inhibit oxidation at temperatures between 800and 1700°C [4].Unfortunately,unsatisfactory frac-ture toughness is still the obstacle preventing ZrB 2–SiC ceramic from being widely used,especially for applica-tions in thermal shock conditions with high heat transfer and/or rapid environmental temperature changes,such as furnace elements,plasma arc electrodes,hypersonic air-craft,reusable launch vehicles,or rocket engines and ther-mal protection structures for leading edge parts onhypersonic reentry space vehicles [1–3,5].One method for improving thermal shock resistance is to tailor the structure on multiple length scales to produce architec-tures that are engineered to enhance thermal shock resis-tance while maintaining load-bearing capability—zirconia (ZrO 2)particles [6],graphite flakes [7],carbon fi-bers [8]or SiC whiskers [9]have been used as toughening materials.In addition,among these materials ZrO 2is of particular interest as it undergoes at least three crystallo-graphic transformations (monoclinic,tetragonal and cu-bic)when it cools from high temperature to room temperature,shown as the following transformation [10]:222C 2370C 2370C950C1170ZrO c ZrO t ZrO m −°⎯⎯←⎯→⎯°−°⎯⎯←⎯→⎯°−It has been shown that yttria-stabilized tetragonal zir-conia polycrystals (Y-TZP)possess superior fracture toughness.The high toughness of the Y-TZP monoliths arises from the volume expansion (4–5%)because of the stress-induced martensitic phase transformation of tetragonal to monoclinic symmetry in the stress field of propagating cracks,known as transformation tough-ening [11,12].Furthermore,fiber is found to be effective in strengthening and toughening ceramic materials,and1359-6462/$-see front matter Ó2011Acta Materialia Inc.Published by Elsevier Ltd.All rights reserved.doi:10.1016/j.scriptamat.2011.01.019⇑Correspondingauthor.Tel./fax:+8645186402382;e-mail:jiajia10182003@Scripta Materialia 64(2011)872–875/locate/scriptamatthe toughening is mainly the result of three mechanisms:fiber bridging,fiber pullout and crack deflection [13,14].It was expected that the toughness can further be improved when both fiber-toughening and phase transformation are incorporated into the ceramic ma-trix.Nevertheless,there are few reports in the open liter-ature on the cooperative toughening of fibers and transformation toughening of ZrO 2fiber-toughened ZrB 2–SiC ceramics.In this study,in order to improve further the fracture toughness of ZrB 2–SiC ceramic so that this material can be used more widely in severe environments,ZrB 2–SiC ceramic toughened with ZrO 2fiber was fabricated by hot pressing.The microstructure and the mechanical properties of the ZrB 2–SiC–ZrO 2f ceramic were investi-gated and are discussed in detail.The purpose of this paper is to take the lead in reporting ZrB 2–SiC ceramic toughened by ZrO 2fiber,and this study clearly showed that the addition of ZrO 2fiber into ZrB 2–SiC ceramic is a promising way to improve the fracture mercially available ZrB 2powder (2l m,>99.5%,Northwest Institute for Non-ferrous Metal Research,PR China),SiC (1l m,>99.5%,Weifang Kaihua Mi-cro-powder Co.Ltd.,PR China)and ZrO 2fiber (mean diameter 5–8l m,mean length 200l m,>99%,Shan-dong Huolong Ceramic Fiber Co.Ltd.,PR China)were used as raw material.The powder mixtures of ZrB 2plus 20vol.%SiC plus 15vol.%ZrO 2fiber (ZrB 2–SiC–ZrO 2f )were ball-mixed for 20h in a polytetrafluoroethylene bottle using ZrO 2balls and ethanol as the grinding med-ia.After mixing,the slurry was dried in a rotary evapo-rator.The resulting powder mixtures were hot-pressed at 1850°C for 1h under a uniaxial load of 30MPa in vacuum.The microstructural features of the hot-press-ing composite were observed by scanning electron microscopy (SEM;FEI Sirion,Holland)with simulta-neous chemical analysis by energy-dispersive spectros-copy (EDS;EDAX Inc.).The phase composition was determined by X-ray diffraction (XRD;Rigaku,Dmax-rb,Cu K a =1.5418A˚).The bulkspecimens was measured by the Archimedes Flexural strength (r )was tested by three-point on 3mm Â4mm Â36mm bars,using a 30and a crosshead speed of 0.5mm min À1.Each was ground and polished with diamond slurries a 1l m finish.The edges of all the specimens fered to minimize the effect of stress to machining flaws.Hardness (Hv 0.5)was by Vickers’indentation with a 4.9N load 10s on polished sections.Fracture was evaluated by a single-edge notched beam a 16mm span and a crosshead speed of 0.05using 2mm Â4mm Â22mm test bars,on the used for the flexural strength measurements.All and fracture bars were cut with the tensile pendicular to the hot-pressing direction.A number of six specimens were tested for each tal condition.The hot-pressed ZrB 2–SiC–ZrO 2f ceramic to produce bars for mechanical property test sured bulk densities of 5.44g cm Àing a ture calculation,and assuming that the true were 6.09g cm À3for ZrB 2, 3.21g cm À3for 6.11g cm À3for ZrO 2[1,9],the theoretical density of the ZrB 2–SiC–ZrO 2f ceramic was calculated to be 5.52g cm À3.Based on this true density,the relative den-sity of the ZrB 2–SiC–ZrO 2f ceramic was as high as 98.6%.An XRD spectrum obtained from the fractured and polished surface of the ZrB 2–SiC–ZrO 2f ceramic is shown in Figure 1.Phase analysis indicates that the pre-dominant phases of this hot-pressed ZrB 2–SiC–ZrO 2f ceramic are ZrB 2,SiC and t-ZrO 2as well as a trace of ZrC on the polished surface of the ZrB 2–SiC–ZrO 2f ceramic.The formation of ZrC was attributed to the reaction of SiC with ZrO 2:2ZrO 2ðs Þþ3SiC ðs Þ¼2ZrC ðs Þþ3SiO ðg ÞþCO ðg Þð1ÞThe gaseous products,i.e.CO and SiO,were readily removed by the high vacuum (pressure 5Pa),which is thermodynamically favorable to reaction (1).Further-more,the very fine ZrC particles formed in situ on the surface of the ZrO 2and SiC particles were highly sinter-able,which could also provide a higher driving force for sintering as densification is driven by minimization of surface free energy,which was also thought to be main reason responsible for the high densification [3].In addi-tion,the effect of the ZrC phase on the relative density was not considered because the exact content of this phase was not calculated,and moreover the density of the ZrC phase is close to the densities of the ZrB 2and ZrO 2phases [1,3].As seen in Figure 1,the diffraction peak of m-ZrO 2phase was observed on the fracture sur-face of the ZrB 2–SiC–ZrO 2f ceramic.It is known that when subjected to external load,stress concentration in the hot-pressed ZrB 2–SiC–ZrO 2f ceramic will result in the phase transformation from t-ZrO 2to m-ZrO 2with volume change [10].According to the formula of Toraya et al.[15],the volume fraction of the m-ZrO 2(Vm )was calculated by measuring the intensities of the (111)and (11 1)reflec-tions of the monoclinic phase and the (111)peak of the tetragonal phase:L.Jia et al./Scripta Materialia 64(2011)872–875873where Xm is the integrated intensity ratio,and Im and It are the peak intensities of the m-ZrO 2and t-ZrO 2,respectively.Furthermore,the obtained Vm was individ-ually normalized to the volume fraction of ZrO 2(V ZrO 2)in each composite as follows:Vmtot ¼Vm ÂV ZrO 2100ð4ÞTherefore,the result of V mtot on the fracture surface minus that on the polished surface equals the fraction transformed from t-ZrO 2to m-ZrO 2during fracture (i.e.t-ZrO 2transformability).The obvious volume expansion upon phase transformation from t-ZrO 2to m-ZrO 2was calculated,and found to favor an increase in the fracture toughness of the ZrB 2–SiC–ZrO 2f ceramic.SEM images of the polished surface of the ZrB 2–SiC–ZrO 2f ceramic are presented in Figure 2.It was con-firmed by EDS analysis (not shown here)that the small dark phase was SiC which as dispersed uniformly in the lighter ZrB 2matrix;the rod-like phase was ZrO 2fiber.A uniform distribution of short ZrO 2fibers in ZrB 2matrix can be seen in Figure 2B.It was expected that the slight reaction of SiC grain with ZrO 2fiber occurred due to the lower hot pressing temperature and the lower content of SiC grains.Mechanical scratches on ZrO 2fibers andsize was estimated by measuring at least 120grains,and found to be 4.5and 3.4l m for ZrB 2and SiC,pared with raw particles,the growth of ZrB 2grains was inhibited by SiC grain because of the reaction of SiC grains with trace oxide impurities on the ZrB 2particle surfaces [4].It can be seen from the insert in Figure 3A that a perfect interface between ZrO 2fiber and other phases was observed,which also indicated that there was no obvious reaction between SiC grains and ZrO 2fibers.The perfect interface of ZrO 2fiber,SiC and other phases enhanced the mechan-ical properties of the ZrB 2–SiC–ZrO 2f ceramic [3].Sig-nificant pits and fiber roots occurred in the fracture surface of the ZrB 2–SiC–ZrO 2f ceramic,which indicated that the ZrO 2fibers were pulled out during the fracture process,as shown in Figure 3B.In order to further investigate the effect of ZrO 2fibers on the crack propagation models,typical crack propa-gation paths were derived using Vickers’indentation method as shown in Figure 4.The radial crack at the edge of Vickers’indentation clearly revealed that the crack propagation models caused by addition of ZrO 2fiber mainly included crack branching and crack bridg-ing.It is believed that such reaction depletes the energy of crack propagation during fracture and leads to the improvement of the fracture toughness [17].874L.Jia et al./Scripta Materialia 64(2011)872–87524±0.9GPa for ZrB2–SiC ceramics but statistically equivalent to19.3±0.4GPa of the similar ZrB2–SiC–ZrO2p ceramic[4,6].It has been recognized that the hardness of a material is generally decreased by the addition of weak second phases,such as carbon/graph-ite,h-BN and pores[18].Compared with the ZrB2–SiC ceramics[4],the reduction in the hardness of the ZrB2–SiC–ZrO2f ceramic was ascribed to its lower rela-tive density.The measured fracture toughness of the ZrB2–SiC–ZrO2f ceramic ranged from 6.3to7.6 MPaÁm1/2(average 6.8±0.6MPaÁm1/2),which was obviously higher than reported results for monolithic ZrB2(2.3–3.5MPaÁm1/2)and ZrB2–SiC composites (4.0–5.3MPaÁm1/2)[3,4].Furthermore,the fracture toughness of the ZrB2–SiC–ZrO2f ceramic was obvi-ously higher than6.0±0.2MPaÁm1/2of similar ZrB2–SiC–ZrO2p ceramic reported in the literature[6].Com-bined with XRD and SEM analysis,the improvement in strength and toughness was attributed mainly to the phase transformation toughening,fiber pull-out,crack bridging and branching,because these interaction effects absorb fracture energy.In conclusion,the ZrB2–SiC–ZrO2f ceramic was hot-pressed at1850°C for1h under a uniaxial load of 30MPa in vacuum.The relative density of the ZrB2–SiC–ZrO2f ceramic was calculated to be98.6%and the XRD spectra indicated ZrO2phase transformation from tetragonal to monoclinic symmetry.Theflexural strength of the ZrB2–SiC–ZrO2f ceramic was1085±118MPa, which is higher than788±78MPa of the similar ZrB2–SiC–ZrO2p ceramic.The hardness of the ZrB2–SiC–ZrO2f ceramic was found to be as high as18.4±1.3GPa,which is slightly lower than the value of about24±0.9GPa found for ZrB2–SiC ceramics but statistically equivalent to19.3±0.4GPa of the similar ZrB2–SiC–ZrO2p cera-mic.It was recognized that the hardness of a material was in general decreased by the addition of weak second phases,such as carbon/graphite,h-BN and -pared with the ZrB2–SiC ceramics,the reduction in the hardness of the ZrB2–SiC–ZrO2f ceramic was mainly as-cribed to its lower relative density.The measured fracture toughness of the ZrB2–SiC–ZrO2f ceramic ranged from 6.3to7.6MPaÁm1/2(average6.8±0.6MPaÁm1/2),which increased by approximately134%compared to the re-ported results of monolithic ZrB2(2.3–3.5MPaÁm1/2), 46%for ZrB2–SiC composites(4.0–5.3MPaÁm1/2), and13%for the similar ZrB2–SiC–ZrO2p ceramic (6.0±0.2MPaÁm1/2).The observed toughening mecha-nisms were attributed tofiber pull-out,crack bridging, crack branching and phase transformation toughening. This study clearly showed that the addition of ZrO2fiber to ZrB2–SiC ceramic is a promising way to improve the fracture toughness of this material.This work was supported by the NSFC (51072042,10725207),the Science Fund for Outstanding Youths of Heilongjiang Province and China Postdoc-toral Science Foundation Funded Project(2010048 1220).[1]X.H.Zhang,Q.Qu,J.C.Han,W.B.Han,C.Q.Hong,Scripta Mater.59(2008)753.[2]X.H.Zhang,W.J.Li,C.Q.Hong,W.B.Han,J.C.Han,Scripta Mater.59(2008)1214.[3]W.G.Fahrenholtz,G.E.Hilmas,I.G.Talmy,J.A.Zayko-ski,J.Am.Ceram.Soc.90(5)(2007)1347.[4]A.L.Chamberlain,W.G.Fahrenholtz,G.E.Hilmas,D.T.Ellerby,J.Am.Ceram.Soc.87(6)(2004)1170.[5]D.W.Ni,G.J.Zhang,Y.M.Kan,Y.Sakka,ScriptaMater.60(2009)615.[6]X.H.Zhang,W.J.Li,C.Q.Hong,W.B.Han,J.C.Han,Mater.Lett.62(2008)2404.[7]X.H.Zhang,Z.Wang,X.Sun,W.B.Han,C.Q.Hong,Mater.Lett.62(2008)4360.[8]F.Y.Yang,X.H.Zhang,J.C.Han,S.Y.Du,J.AlloysCompd.472(2009)395.[9]X.H.Zhang,L.Xu,S.Y.Du,W.B.Han,J.C.Han,C.Y.Liu,Scripta Mater.59(2008)55.[10]R.C.Garvie,R.H.J.Hannink,R.T.Pascoe,CeramicSteel,Nature,London,1975.[11]C.L.Yang,H.I.Hsiang,C.C.Chen,Ceram.Int.31(2005)297.[12]G.A.Gogotsi,V.I.Galenko,S.P.Mudrik,B.I.Ozersky,Ceram.Int.36(2010)345.[13]B.Budiansky,Y.Q.L.Cui,Mech.Mater.21(1995)139.[14]J.P.Singh,D.Singh,M.Sutaria,Composites:Part A30(1999)445.[15]H.Toraya,M.Yoshimura,S.Somiya,J.Am.Ceram.Soc.67(1984)119.[16]M.Singh,R.Asthana,Mater.Sci.Eng.A460–461(2007)153.[17]K.T.Fabert,A.G.Evans,Acta Metall.31(1983)565.[18]X.J.Zhou,G.J.Zhang,Y.G.Li,Y.M.Kan,P.L.Wang,Mater.Lett.61(2007)960.。
TSCR工艺制备600MPa级TRIP钢的组织与力学性能

材料工程/2009年2期
80mL无水乙醇中,将两种溶液按体积比1:1混合均 匀后,立即将研磨、抛光好的试样侵入试液中15~ 25s,用清水冲洗后,冷风吹干。
在带图像分析软件的LEICA DMRX金相显微镜 上进行了组织分析。图1是试验钢的彩色金相照片。 图中浅灰色区域为铁素体,深棕色的是贝氏体,白色发 亮的是残余奥氏体。(黑白打印图中灰色区域为铁素 体,深色的是贝氏体,白色的是残余奥氏体。)定量金相 分析结果为:6.6%的残余奥氏体,57.9%的铁素体, 35.5%的贝氏体。
53
主要对强度有影响。 2.3试验钢的夹杂物分析
在扫描电镜上对薄板坯连铸连轧工艺制备的 TRIP钢进行了夹杂物分析。大量观察表明,试验钢 中夹杂物的尺寸细小,以点球状形貌为主,尺寸在1~ 5pm之间。图3所示为试验钢中的一个尺寸约为 1pm×2pm夹杂,成分以MnS为主,另有TiO·Fe0 复合氧化物。
TSCR工艺的热历史特征是只发生奥氏体向铁素 体的单向相变,为此要保证脱模温度不低于相变温度。 参考CCT曲线[12]以及薄板坯连铸连轧工艺制订了实 验工艺。
采用10kg真空感应炉熔炼合金,铁模浇注后,开 模取出钢锭,钢锭尺寸为60mm×100mm×130mm。 用红外线测温仪测得钢锭表面温度为952℃,随即将 钢锭送入均热炉内,均热工艺为1150℃×30min。均
中国分类号:TGl42.1
文献标识码:A
文章编号:1001—4381(2009)02—0051-03
Abstract:C-Si-Mn TRIP steel was prepared by TSCR process in laboratory.The results of tensile ex- periment indicated that the ultimate tensile strength was 630MPa,yield strength was 430 MPa,elonga— tion was 29.1%.The results also indicated that the microstructure was composed with ferrite,bainite and retained austenite.The counting of quantitative colour metallography showed that retained austen- ite volume fraction was about 6.6%. Key words:C—Si—Mn TRIP steel;TSCR process;mechanical property;microstructure