20MnMoNi4-5技术参数
13mnnimo5-4是什么材质-13mnnimo54相当于什么13mnnimo5-4汽包钢

13mnnimo5-4是什么材质,13mnnimo54相当于什么,13mnnimo5-4汽包钢
13MnNiMo5-4属于锅炉汽包钢。
相对应的牌号是:13MnNiMoR,BHW35Z35,DIWA353。
13MnNmMo5-4热处理状态890-950C正火+620-680C回火。
13MnNiMo5-4:舞阳钢铁孙凡
舞钢在20世纪80年代承担了145mm厚BHW35(13MnNiMo5-4)锅炉汽包板国产化的国家级攻关项目。
锅炉汽包专用板13MnNiMo5-4系列产品,其厚度规格主要有:65mm、95mm、135mm、145mm等。
13MnNmMo5-4钢板的尺寸、外形及允许偏差应符合GB/T709的规定
13MnNmMo5-4钢板的厚度偏差应符合GB/T709的B类偏差要求,根据需方要求,也可按GB/T709的C类偏差
2.3钢板按理论重量交货,计算用钢板密度为7.85g/cm³。
13MnNiMo5-4 Z15特色
最大厚度145mm。
良好的内部质量,145mm钢板探伤级别高为EN10160-99 S2E3级。
较好的韧性储备,1/4处钢板0横向AKV≥41J。
板面性能均匀、板厚性能均匀。
稳定的中高温性能,370高温拉伸时,条件屈服强度≥306MPa。
优良的焊接性能。
13MnNiMo5-4主要用于石油化工压力容器、管道构件、电站锅炉汽包、封头及其它部件制造等。
20MnMo超厚锻件不锈钢堆焊工艺4页word文档

20MnMo超厚锻件不锈钢堆焊工艺1 前言粗甲醇水冷器设备管板为20MnMo锻件堆焊不锈钢耐蚀层,尺寸为φ2700×400mm堆焊耐蚀层厚度为6mm。
由于堆焊工作量大、工期紧我们决定采用埋弧自动带极堆焊,对锻件边缘无法进行带极堆焊的部位采用焊条电弧焊。
2 焊接性分析及对策20MnMo锻件的供货热处理状态为淬火+回火(Q+T),经过淬火+回火后的显微组织是回火低碳马氏体、下贝氏体或回火索氏体,这类组织虽然可以保证较高的力学性能但在焊接?嵊跋烨?容易产生冷裂纹和韧性下降[1]。
焊接热影响区韧性下降的问题可以通过控制焊接热输入的大小的方法来解决,焊接热输入的大小已通过事先的焊接工艺评定验证进行了验证。
本文着重介绍施焊过程中为预防焊接冷裂纹的产生所采取的措施。
众所周知,焊接冷裂纹产生的三要素是拘束应力、扩散氢以及淬硬倾向。
超厚20MnMo锻件调质状态下的淬硬倾向以及拘束应力敏感性都很大。
待施焊的管板是厚度达到400mm的超厚锻件,厚度的增加直接导致了焊接过程中产生较大的拘束应力,同时厚度较大如果预热不均匀也会产生较大的内应力。
为了防止冷裂纹的产生施工过程中我们从拘束应力、扩散氢以及淬硬倾向三个方面采取了如下措施:(1)严格清理待焊表面铁锈、氧化皮、油污等;(2)严格按要求烘干焊条、焊剂;(3)预热采用大型加热炉进行炉内预热保证预热均匀;(4)预热好后出炉将除了待堆焊面外的各个面用保温石棉包裹防止热量散失过快;(5)焊接过程中停止施焊或焊接完成后应进行焊后消氢处理;(6)焊后进行消除应力热处理。
3 减小焊接变形埋弧自动带极堆焊的热输入较大,为防止管板产生超差变形我们在生产过程中采用中心对称交叉的焊接顺序。
沿着中心线将圆周按逆时针标注为0°、90°、180°、360°,第1层的第1道沿直径从0°方向起弧焊到180°熄弧;第2道从直径的右侧从180°方向启弧焊到0°熄弧;第3道从直径的左侧从0°方向启弧焊到180°熄弧,按如此规律上下两半圆周对称施焊且相邻两焊道(即2和4道,3和5道)的施焊方向相反。
LCC、WCB、CF8M、1.0619、1.6220、1.4408和20ГЛ等阀门钢热处理后历年试样力学性能检测结果统计
LCC、WCB、CF8M、1.0619、1.6220、1.4408和20ГЛ等美、德国、俄国阀门钢热处理后历年试样力学性能检测结果统计穆振远洛阳重诺机械制造有限公司(原洛阳机车厂热处理) 471822随着阀门出口贸易发展,我国开始大量使用国外阀门用钢生产出口阀门。
我有幸在温州盛昌石油设备制造有限公司从事热处理技术工作和现场热处理6年,经历了对国外阀门用钢热处理不熟悉,又经过多年热处理工艺试验改进到加深了解的全过程。
开始2年因无拉伸、冲击力学性能检测设备,全靠外协,数据较少。
由于公司重视,配全了硬度计、拉伸和冲击试验机以及低温保温箱。
4年来拉伸了两千多炉(根)和冲击一千多炉,总花费近二十万(包括设备购置费)。
大大加快了热处理工艺改进和新材料新产品生产开发。
我把我和我徒弟吴建明和陈健、用几年的汗水和心血获得的历年来多种阀门用钢试样力学性能统计表放在网上,献给全国阀门行业和行业热处理工作者,供大家交流参考。
为提高我国阀门热处理质量而共同努力!同时也献给我们董事长黄建中和黄建光!感谢他们大力支持!编统说明;1.本统计表是经历4年,近2仟炉随炉试样的力学性能试验统计结果。
含盖WCB、LCC、CF8M、1.0619、1.6220、20ГЛ等美国、德国和俄国15种阀门钢,HC-26等9种插车和其它配件钢。
数量之多,品种之全,网络和文献未见。
本文为抛砖引玉。
2.因为WCB和1.0619客户要求低温冲击,N有时不合格,采用QT热处理。
热处理后,除有高的强度和塑性外,还具有高于客户要求的低温冲击功,详见表1,589炉,-29℃Akv30-123L、A VG33-98J、平均53J;8炉-46℃Akv32-72J、AVG35-59J平均47J。
为简化和提高要求,1.0619客户要求-20℃同WCB-29℃,1.6220-要求-40℃,同LCC-46℃;CF8M不锈钢等均低于要求试验温度-50℃。
WCB-46℃和LCC-60℃低温冲击功也很高,远≧27J。
非标设备主要性能参数

非标设备主要性能参数2台塔器设备一览表28台换热器设备一览表4台补充甲烷化反应器设备一览表12台槽罐设备一览表(1)原料气分离器(2台)位号:181V101/181V201 设计压力Mpa:3.9 工作压力Mpa:3.55设计温度(℃):260 工作温度(℃):250主体材质:件25封头、件10筒体Q345R+00Cr19Ni10件21封头、件19筒体Q345R规格: 椭圆形封头EHA2600 δmin=45椭圆形封头EHA2600 δmin=45+4件10筒体 DN2600 δ=45+4 L=800件19筒体 DN2600 δ=45 L=3380 容器类别:Ⅲ类;设备净重:23454kg(2)脱硫槽(2台)位号:181V102/181V202 设计压力Mpa:3.9 工作压力Mpa:3.65设计温度(℃):260 工作温度(℃):180主体材质 : 封头、筒体Q345R,规格: 球形封头SR2005 δmin=42件12筒体 DN4000 δ=70 L=4190容器类别:Ⅲ类;设备净重:55030kg(3)循环气分离罐(2台)位号:181V103/181V203 设计压力Mpa:3.9 工作压力Mpa:3.37设计温度(℃):180 工作温度(℃):167主体材质:封头、筒体Q345R+0Cr18Ni9规格: 椭圆形封头EHA3000 δmin=45+4筒体 DN3000 δ=45+4 L=5000容器类别:Ⅲ类;设备净重:33970kg(4)补充甲烷化反应器分离罐(2台)位号:181V104/181V204 设计压力Mpa:3.9 工作压力Mpa:3.33设计温度(℃):16 工作温度(℃):76主体材质:封头、筒体Q345R+00Cr19Ni10规格: 椭圆形封头EHA1800 δmin=30+4筒体 DN1800 δ=30+4 L=6630容器类别:Ⅲ类;设备净重:15880kg(5)产品气分离罐(2台)位号:181V105/181V205 设计压力Mpa:3.9 工作压力Mpa:3.35设计温度(℃):100 工作温度(℃):40主体材质:封头、筒体Q345R+0Cr18Ni9规格: 椭圆形封头EHA1700 δmin=28+4筒体 DN1700 δ=28+4 L=4450容器类别:Ⅱ类;设备净重:11200kg(6)排污罐(2台)位号:181V107/181V207设计压力Mpa:1.0 工作压力Mpa:0.7设计温度(℃):200 工作温度(℃):165主体材质:封头、筒体Q345R规格: 椭圆形封头EHA800 δmin=8筒体 DN800 δ=8 L=1860容器类别:Ⅰ类;设备净重:850kg(7)1号进料换热器(2台)位号:181E101/201设计压力MPa :壳程:3.9 管程:3.9工作压力MPa :壳程:3.03 管程:2.55设计温度(℃):壳程:380 管程:380工作温度(℃):进口/出口壳程:30/180 管程:198/145 主体材质 : 壳程筒体及封头:Q345R 换热管:00Cr19Ni10管板:20MnMoⅢ管程筒体、封头:Q345R+00Cr19Ni10规格: 壳程:椭圆形封头EHA2000 δmin=42筒体 DN2000 δ=42 L=6400管程:椭圆形封头EHA2000 δmin=42+3筒体 DN2000 δ=42+3 L=1600容器类别:Ⅲ类;设备净重:84500kg(8)2号进料换热器(2台)位号:181E102/202设计压力MPa :壳程:3.9 管程:3.9工作压力MPa :壳程:2.95 管程:2.61设计温度(℃):壳程:485 管程:515工作温度(℃):进口/出口壳程:174/288 管程:450/318 主体材质 : 筒体及封头:12Cr2Mo1R 换热管:12Cr2Mo1管板:12Cr2Mo1Ⅲ规格: 壳程:椭圆形封头EHA1500 δmin=40筒体 DN1500 δ=40 L=5400管程:椭圆形封头EHA1500 δmin=50筒体 DN2000 δ=50 L=1600容器类别:Ⅱ类;设备净重:29500kg(9)循环换热器(2台)位号:181E106/206设计压力MPa :壳程:3.9 管程:3.9工作压力MPa :壳程:2.97 管程:2.7设计温度(℃):壳程:370 管程:430工作温度(℃):进口/出口壳程:168/333 管程:368/280 主体材质 : 筒体及封头:15CrMoR 换热管: 15CrMo管板:15CrMoⅢ规格: 壳程筒体 DN1600 δ=36 L=8600管程:椭圆形封头EHA1600 δmin=36筒体 DN2000 δ=50 L=1600容器类别:Ⅲ类;设备净重:40600kg(10)1号锅炉水换热器(2台)位号:181E107/207设计压力MPa :壳程:6.2 管程:3.9工作压力MPa :壳程:5.32 管程:2.64设计温度(℃):壳程:280 管程:310工作温度(℃):进口/出口壳程:152/254 管程:280/167 主体材质 : 筒体及封头:Q345R 管板:16MnⅢ规格: 壳程:半球形封头SR1254 δmin=48筒体 DN2500 δ=76 L=7200管程:椭圆形封头EHA2500 δmin=50筒体 DN2500 δ=50 L=1580容器类别:Ⅱ类;设备净重:113050kg(11)1号脱盐水换热器(2台)位号:181E108/208设计压力MPa :壳程:2.2 管程:3.9/FV 工作压力MPa :壳程:0.4 管程:1.06设计温度(℃):壳程:225 管程:415工作温度(℃):进口/出口壳程:28/38 管程:119/40主体材质 : 壳程筒体:00Cr19Ni10 管板:00Cr19Ni10Ⅲ管程筒体及斜锥壳:Q345R复合00Cr19Ni10 规格: 壳程筒体 DN1200 δ=20 L=5877管程斜锥壳φ468/φ1200 δ=30+4 L=1450 容器类别:Ⅱ类;设备净重:136400kg(12)补充甲烷化反应换热器(2台)位号:181E109/209 设计压力MPa :壳程:3.9 管程:3.9工作压力MPa :壳程:2.47 管程:2.58设计温度(℃):壳程:450/-16.5 管程:485/-16.5 工作温度(℃):进口/出口壳程:76/250 管程:318/198主体材质 : 筒体及封头:15CrMoR 换热管: 15CrMo管板:15CrMoⅢ规格: 壳程筒体 DN1000 δ=30 L=5665管程:折边锥壳DN1100/ DN1600 δ=30筒体 DN1000 δ=30 L=200容器类别:Ⅱ类;设备净重:13200kg(13)2号脱盐水换热器(2台)位号:181E110/210设计压力MPa :壳程:2.2 管程:3.9工作压力MPa :壳程:1.75 管程:2.52设计温度(℃):壳程:225 管程:380工作温度(℃):进口/出口壳程:50/125 管程:145/76主体材质 : 壳程筒体:00Cr19Ni10 管板:00Cr19Ni10Ⅲ管程筒体及斜锥壳:Q345R复合00Cr19Ni10 规格: 壳程筒体 DN1200 δ=20 L=8847管程斜锥壳φ468/φ1200 δ=30+4 L=1450 容器类别:Ⅱ类;设备净重:24870kg(14)2号锅炉水换热器(2台)位号:181E111/211设计压力MPa :壳程:6.2 管程:3.9工作压力MPa :壳程:5.32 管程:2.39设计温度(℃):壳程:285 管程:395工作温度(℃):进口/出口壳程:152/254 管程:332/167 主体材质 : 壳程筒体及封头:Q345R 管板:16MnⅢ管程筒体及封头:Q345R规格: 壳程:筒体 DN1600 δ=34 L=5000椭圆形封头EHA1600 δmin=48管程:筒体 DN1600 δ=34 L=1380椭圆形封头EHA1600 δmin=34容器类别:Ⅱ类;设备净重:34770kg(15)3号脱盐水换热器(2台)位号:181E112/212设计压力MPa :壳程:2.2 管程:3.9 工作压力MPa :壳程:1.75 管程:2.35设计温度(℃):壳程:225 管程:365工作温度(℃):进口/出口壳程:50/132 管程:167/65 主体材质 : 壳程筒体:00Cr19Ni10 管板:00Cr19Ni10Ⅲ管程筒体及斜锥壳:Q345R复合00Cr19Ni10 规格: 壳程筒体 DN1200 δ=20 L=11877管程斜锥壳φ468/φ1200 δ=30+4 L=1450容器类别:Ⅱ类;设备净重:33125kg(16)产品冷却器(2台)位号:181E113/213设计压力MPa :壳程:0.8 管程:3.9 工作压力MPa :壳程:0.39 管程:2.39设计温度(℃):壳程:80 管程:170工作温度(℃):进口/出口壳程:28/38 管程:65/40主体材质 : 壳程筒体及封头:Q345R管板:16MnⅢ堆焊00Cr18Ni5Mo3Si2管程筒体及封头:00Cr18Ni5Mo3Si2规格: 壳程:筒体 DN1100 δ=14 L=4780椭圆形封头EHA1100 δmin=14管程:筒体 DN1100 δ=20 L=1180椭圆形封头EHA1100 δmin=20容器类别:Ⅱ类;设备净重:11000kg(17)工艺凝液汽提塔冷凝器(2台)位号:181E114/214 设计压力MPa :壳程:0.8/-0.1 管程:2.2 工作压力MPa :壳程:0.58 管程:1.75设计温度(℃):壳程:180 管程:180工作温度(℃):进口/出口壳程:163/65 管程:50/128 主体材质 : 壳程筒体及封头:00Cr19Ni10管板:00Cr19Ni10Ⅲ管程筒体及封头:00Cr19Ni10规格: 壳程筒体 DN400 δ=8 L=4373管程:筒体 DN400 δ=8 L=365椭圆形封头EHA400 δmin=8容器类别:Ⅱ类;设备净重:1650kg(18)工艺凝液换热器(2台)位号:181E115AB/215AB 设计压力MPa :壳程:0.8 管程:0.9 工作压力MPa :壳程:0.64 管程:0.6设计温度(℃):壳程:180 管程:180工作温度(℃):进口/出口壳程:112.4/150 71/112.4管程:165/130.1 130.1/100.2主体材质 : 壳程筒体及封头:00Cr19Ni10管板:00Cr19Ni10Ⅲ管程筒体及封头:00Cr19Ni10规格: 壳程筒体 DN600 δ=6 L=5883管程:筒体 DN600 δ=6 L=415椭圆形封头EHA600 δmin=6容器类别:Ⅰ类;设备净重:8140kg(19)排污冷却器(2台)位号:181E116/216设计压力MPa :壳程:0.8 管程:1.1 工作压力MPa :壳程:0.39 管程:0.65设计温度(℃):壳程:150 管程:200工作温度(℃):进口/出口壳程:28/38 管程:165/40主体材质 : 壳程筒体及封头:Q345R管程筒体及封头:Q345R规格: 壳程:筒体 DN500 δ=10 L=4695椭圆形封头EHA500 δmin=10管程:筒体 DN400 δ=10 L=295椭圆形封头EHA400 δmin=10容器类别:Ⅰ类;设备净重:2100kg(20)开工蒸汽加热器(2台)位号:181E117/217设计压力MPa :壳程:6.0/FV 管程:3.9工作压力MPa :壳程:4.8 管程:1.45设计温度(℃):壳程:490 管程:450工作温度(℃):进口/出口壳程:450/262.6 管程:47/250 主体材质 : 壳程筒体及封头:15CrMoR 管板:15CrMoⅢ管程筒体及封头:15CrMoR规格: 壳程:筒体 DN1200 δ=46 L=3750椭圆形封头EHA1200 δmin=46管程:筒体 DN1200 δ=30 L=1400椭圆形封头EHA1200 δmin=30容器类别:Ⅱ类;设备净重:17602kg(21)工艺凝液汽提塔(2台)位号:181T101/201设计压力MPa :0.8/FV 工作压力MPa :0.625设计温度(℃):180 工作温度(℃):165主体材质 : 筒体及封头:Q345R规格:件11筒体 DN2200 δ=14 L=2770件14筒体 DN1100 δ=12 L=6967件12椭圆形封头EHA2200 δmin=14件17椭圆形封头EHA1100 δmin=12 容器类别:Ⅰ类;设备净重:13000kg(22)1号补充甲烷化反应器(2台)位号:181R103/203 设计压力MPa :3.9 工作压力MPa :3.5设计温度(℃):515/-16.5 工作温度(℃):484主体材质 : 筒体及封头:12Cr2Mo1R规格:球形封头SR1607 δmin=60筒体 DN3200 δ=100 L=3348容器类别:Ⅲ类;设备净重:49550kg(23)2号补充甲烷化反应器(2台)位号:181R104/204 设计压力MPa :3.9 工作压力MPa :3.32设计温度(℃):450/-16.5 工作温度(℃):362主体材质 : 筒体及封头:14Cr1MoR规格:椭圆形封头EHA2400 δmin=48筒体 DN2400 δ=50 L=5500容器类别:Ⅲ类;设备净重:20157kg。
Acwswg20MnMo评定报告
宏观检查无缺陷。
结论:
本评定按JB 4708-2000附录B《钢制压力容器焊接工艺评定》规定,焊接试件、检测试样、测定性能、确定试验记录正确。
评定结果:
合格。
焊工姓名
焊工代号
施焊日期
编制
日期
审核
日期
批准
日期
第三方检验
R9
10×10
U
HAZ
室温
198
R18
10×10
U
焊缝
室温
213
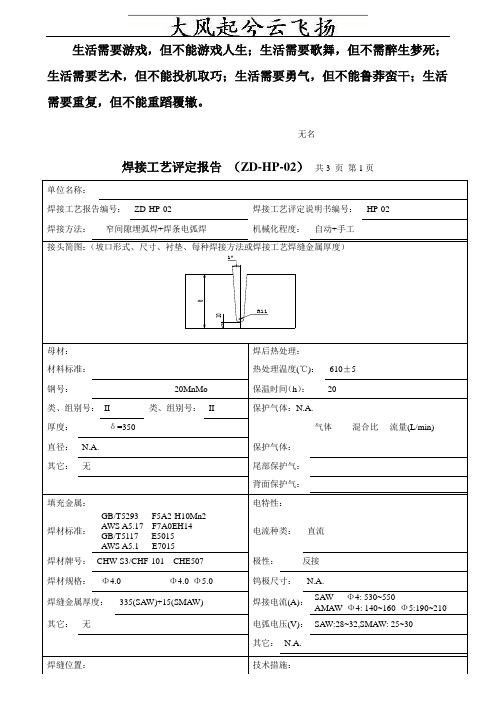
焊接工艺评定报告(ZD-HP-02)共3页第3页
金相检验(角焊缝):
N.A.
根部:(焊透、未焊透)
焊缝:(熔合、未熔合)
焊缝、热影响区:(有裂纹、无裂纹)
检验截面
I
II
III
IV
V
无损检测
RT:
N.A.
UT:
无缺陷
MT:
N.A.
PT:
N.A.
15.3
58.1
焊缝
R5
392
494
13.8
55.9
焊缝
R14
389
496
13.8
59.6
焊缝
R6
377
498
14.9
59.1
焊缝
R15
352
485
15.8
55.5
焊缝
R7
399
496
13.7
55.3
焊缝
R16
388
487
14.8
68.0
焊缝
R8
406
504
14.4
NiCrMo-4和NiCrMo-5镍基合金焊条

NiCrMo-4镍基合金焊条符合:GB/T 13814 Ni6276 AWS A5.11 NiCrMo-4NiCrMo-4镍基合金焊条说明:NiCrMo-4是低氢型药皮的镍基合金焊条,化学成分代号NiCr15Mo15Fe6W4,采用直流反接,焊接工艺良好,熔敷金属力学性能及耐孔蚀、应力腐蚀、高温氧化性能优良。
可全位置焊接。
NiCrMo-4镍基合金焊条用途:NiCrMo-4镍基合金焊条主要用于HASTELLOY C-276及其他镍基合金焊接,也可用于碳钢表面堆焊。
NiCrMo-4镍基合金焊条熔敷金属化学成份(%)NiCrMo-4镍基合金焊条熔敷金属力学性能NiCrMo-4镍基合金焊条X射线探伤要求:Ⅱ级NiCrMo-4镍基合金焊条规格及参考电流(DC+)NiCrMo-4镍基合金焊条焊接注意事项:1.焊前焊条须经300℃烘焙1小时,随烘随用。
2.焊前必须清除焊件表面铁锈、油污、水分等杂质。
3.焊接时须用短弧操作,窄焊道方法焊。
4.焊条售后电话:400 027 8685。
NiCrMo-5镍基合金焊条符合:GB/T 13814 Ni6275 AWS A5.11 NiCrMo-5NiCrMo-5镍基合金焊条说明:NiCrMo-5是低氢型药皮的镍基合金焊条,化学成分代号NiCr15Mo16Fe5W3,采用直流反接,焊接工艺良好,熔敷金属力学性能及耐孔蚀、应力腐蚀、高温氧化性能优良。
可全位置焊接。
NiCrMo-5镍基合金焊条用途:ENiCrMo-5镍基合金焊条主要用于HASTELLOY C及其他镍基合金焊接、也可用于碳钢表面堆焊。
NiCrMo-5镍基合金焊条熔敷金属化学成份(%)NiCrMo-5镍基合金焊条熔敷金属力学性能NiCrMo-5镍基合金焊条X射线探伤要求:Ⅱ级NiCrMo-5镍基合金焊条规格及参考电流(DC+)NiCrMo-5镍基合金焊条焊接注意事项:1.焊前焊条须经300℃烘焙1小时,随烘随用。
2.焊前必须清除焊件表面铁锈、油污、水分等杂质。
20MnMo钢表面堆焊304不锈钢

焊接性差 的异种金属直接焊接困难很大时,
可采用能与两种金属都可很好焊接的中间层 ( 如
金属垫 、金属丝 ,金属粉末 、过渡接头 )的办
是多种 多样的 ,对 接头也有多种要求 ,因此焊
接时采取的工艺措施也是因材料不同而异。
( 上接第J 一 5 5 页 )
放。二是焊工操作 时 ,没有按正确 的焊接顺 次 施焊过渡层 ,没有按焊接工艺参数施焊。 找到了焊接此法兰盖的焊工 ,了解施焊时 的状况 ,果然与焊接工艺制定 的焊接顺序不符, 于是把 以前 的堆焊层全部刨掉 ,严格执行焊接
为Q 3 4 5 R ,管程 主体为2 0 M n M o I V 堆焊3 0 4 ,管箱 筒节与管箱法兰盖表面都要堆焊一层 8 6 m m 厚 的3 4 ,筒节堆焊 时没有 出现任何问题 ,可是在 0 焊法兰盖时 出现了麻烦 ,因为法兰盖的密封面 上存在一个凹槽 ,问题就出现在凹槽的地方。
在此焊接过程 中,存在以下两个 问题 :1 、由于
3 焊接
焊接时应使 用短弧 ,小电流 ,快速焊的操 作方法 ,且采用直流反接 ,焊接时每层焊道厚 度 在2 ~ 3 m m 之 间。注意调整焊接顺序 ,以控制 焊接变形 。焊接时不仅对打底层及盖面层 ,还 要对层间焊道进行锤击 ,消除应力 。
( 下转第J 一 5 8 页)
母材基体对表面堆焊层 的稀释作用,将降低堆焊 层中的铬镍含量 ,增加 了堆焊层中的含碳量 ,易 导致堆焊层 中产生马氏体组织 , 从而降低焊接接
头的塑性和韧性 ,影响堆焊层的耐腐蚀性。2 、
由于不锈钢堆焊层具有低的热导率 ( 仅为母体的
二分之一 )和较大的膨胀系数 ( 为基体母材的1 . 3
法和工艺条件焊接较为简便 ,且能获得优质接 头 ,应能做到合理选用 。因为焊接性是一个相 对的概念 ,同样 的异种金属 ,例如铜与铝 ,选 择手工弧焊可能很难焊接 ,但选用 电阻焊 、扩 散焊就能获得优质稳定的接头。
EN 10028-2
欧洲标准EN10028-22003.6ICS 77.140.30; 77.140.50 替代EN 10028-2:1992压力容器用钢扁平产品――第二部分:规定高温性能的非合金和合金钢CEN欧洲标准化委员会1 适用范围本欧洲标准规定了压力容器用、规定高温性能可焊接的非合金钢和合金钢扁平产品的要求,如表1规定中的规定。
EN10028-1的要求也适用于本标准。
2 规范性引用文件本欧洲标准包括从其他出版物提供的有日期和没有日期的文件。
这些规范性文件在本标准条文中适当的地方引用,下面列出这些引用的文件。
有日期的文件,后来任何一次修改或修订,只有当把修改或修订本包括进本欧洲标准时才适用。
没有日期的文件,其最新版本适用于本标准。
EN10028-1:2000+A1:2002压力容器用钢扁平产品--第1部分:一般要求EN 10204 金属产品检验文件类型EN 10229钢铁产品抗氢致破裂的评定3 术语和定义用于本欧洲标准的术语和定义见EN10028-1。
4 尺寸及尺寸允许偏差尺寸及尺寸允许偏差见EN10028-1。
5 重量计算重量计算见EN10028-1。
6 分类和牌号6.1 分类按EN10020钢牌号分类规定,P235GH、P265GH、P295GH、P355GH属于非合金质量钢。
其他牌号为合金特种钢。
6.2 牌号见EN10028-1。
7 买方提供的信息7.1 必须提供的信息见EN10028-1。
7.2 选择项本标准规定了选择项,并排列如下。
另外EN10028-1规定的选择项也适用于本标准。
如果买方在查询和订货时不表示希望执行任何选择项,产品应按基本标准供货(见EN 10028-1)。
a)低铜含量和最大锡含量(见表1,脚注b);b)为0.80%的最小铬含量(见表1,脚注f);c)对于厚度大于150mm的产品,最大C含量为0.17%(见表1,脚注g)d)模拟正火状态下试验(见8.2.2)e)非表3中规定的交货状态(见8.2.2和8.2.3)f)规定P235GH、P265GH、P295GH、P355GH的最大碳当量(见8.3.3)g)按EN10229的HIC试验(见8.7)h)按附录E的冷却试验(见8.8)i)冲击试验用中厚度试样(见第10条)j) 产品厚度大于250mm 的力学性能(见表3,脚注a ) k) 对通常交货状态为“+NT ”的规定其为“+QT ”(见表3,脚注c ;表4,脚注c ); l) 附加的冲击功(见表3,脚注f )m) 厚度较大产品高温下的Rp0.2(见表4,脚注b ) 7.3 标记实例10块钢板,公称尺寸为:厚度=50mm ,宽度=2000mm ,长度=10000mm ,材质为EN10028-2中的16Mo3,数字代号为1.5415,不(热)处理交货,按EN10204中的3.1.B 文件检验:10钢板-50×2000×10000-EN10028-2 16Mo3+AR-检验文件3.1.B 或10钢板-50×2000×10000-EN10028-2 1.5415+AR-检验文件3.1.B8 要求8.1钢的冶炼方法钢的冶炼方法见EN10028-1。
20MnMnNi55钢板介绍
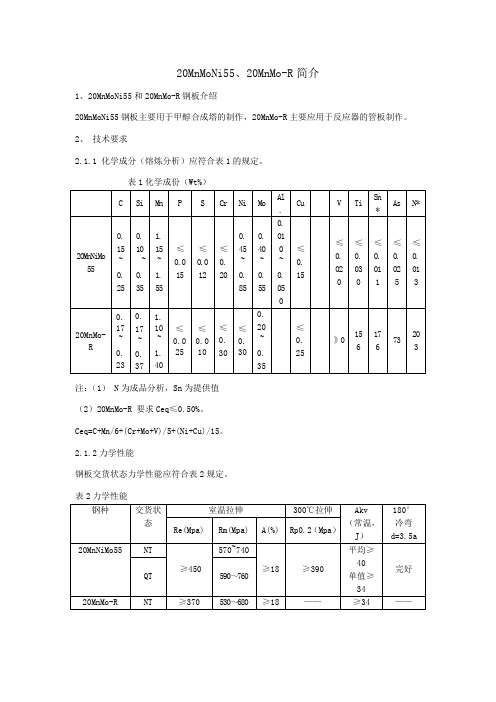
20MnMoNi55、20MnMo-R简介
1、20MnMoNi55和20MnMo-R钢板介绍
20MnMoNi55钢板主要用于甲醇合成塔的制作,20MnMo-R主要应用于反应器的管板制作。
2、技术要求
2.1.1 化学成分(熔炼分析)应符合表1的规定。
表1化学成份(Wt%)
注:(1) N为成品分析,Sn为提供值
(2)20MnMo-R 要求Ceq≤0.50%。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15。
2.1.2力学性能
钢板交货状态力学性能应符合表2规定。
表2力学性能
注:20MnMoNi55试样模拟焊后热处理的力学性能应符合表2的规定。
3、20MnMoNi55产品规格的范围
20MnMoNi55:8~150mm×1600~4000mm×3000~12000mm
20MnMo-R : 8~250mm×1600~4000mm×3000~12000mm
4.实物水平
4.1 钢的合金元素控制见表3。
表3 钢的合金元素控制(Wt%)
4.2 钢的机械性能
表4 钢的实物机械性能
实物质量显示:钢板的组织均匀稳定,冲击性能具有较大的富裕量,钢板模拟焊后热处理性能良好,满足了国内外标准要求及用户的加工使用需要。
5.应用业绩:
应用于西安核设备有限责任公司及中国第一重型机械集团制造的甲醇合成塔筒体及反应器管板等。
DIN EN10250-3
德国标准 1999年12月(术委员会© 未得到德国标准化协会柏林分会参考编号DIN EN 10250-1:1999-12不允许对本标准的任何部分进行复制。
英文价格07组销售编号1107 德国柏林10772,Beuth Verlag GmbH 享有德国标准 06.00 (DIN-标准)独家经营权。
欧洲标准 EN 10250-31999年10月ICS 77.140.20;77.140.85英文版本用于通用工程的开口钢质模锻件第三部分:合金特殊钢本标准于1999年9月9日获得了欧洲标准化委员会的批准。
欧洲标准化委员会的成员必须遵守欧洲标准化委员会/欧洲电工标准化委员会的内部规定。
欧洲标准化委员会/欧洲电工标准化委员会规定了生成本欧洲标准的条件,并规定了没有任何变化的国家标准的状态。
与这些国家标准相关的最新列表及参考书目可通过向重要秘书处或任何一个欧洲标准化委员会成员申请获得。
本欧洲标准存在三种官方版本(英文、法文、德文)。
由欧洲标准化委员会成员组织翻译成其自己语言,并告知了秘书处的任何其他语言版本的标准,与本官方版本具有同等地位。
欧洲标准化委员会成员是以下国家标准的主体,包括奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
CEN欧洲标准化委员会中央秘书处:rue de Stassart 36, B-1050 布鲁塞尔© 1999.欧洲标准化委员会-全世界参考编号EN 10250-3:1999E欧洲标准化委员会的国家成员保留任何形式及方式的开发权第二页EN 10250-3:1999目录页码前言 21 范围 32 参考标准 33 化学成分 34 热处理 45 机械性能 4附录A (信息功能)热处理 11前言本欧洲标准由欧洲钢铁标准化委员会(ECISS/TC28)“钢锻件”技术委员会起草。
其秘书处属于英国标准协会(BSI)。
13CrMo4-5化学成分分析

13Cr Mo4-5简介:13CrMo4-5欧标容器板其标准下的牌号有:P235GH、P265GH、P295GH、P355GH、16Mo3、18MnMo4-5、20MnMoNi4-5、15NiCuMoNb5-6-4、13CrMo4-5、13CrMoSi5-5,0CrMo9-10、12CrMo9-10、X12CrMo5、13CrMoV9-10、12CrMoV12-10、X10CrMoVNb9-1.13Cr Mo4-5执行标准:是欧标板材,执行EN10028-2标准液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
公司现货供应如下规格板材:锅炉容器板:Q245R(HIC)、Q345R(HIC)、Q370R、Q420R、16MNDR、SA285GrC P275NL1、P355GH、P355NH、09MnNiDR、SA516Gr70(HIC)、15CrMoR、13MnNiMoR 13MnNiMo5-4、20MnMoR、20MnNiMo、25CrMoVA、SA204、SA302GrB、P690QL1 SA387Gr11/22、14Cr1MoR、10Cr9Mo1VNb(P91)等。
高强板:S355JR、WH60A、Q460C、Q550D、Q690D、S690Q等。
合金结构钢:15CrMo、20CrMo、42CrMo、20Cr、40Cr、10CrMoAl、38CrMoAl 12CrMoVNi、30CrMnSiA工程机械及耐磨钢:NM360、NM400、NM450、NM500、22SiMn2品种钢:S355G2+N、Q345FTC、Q355NHA、Q345qE、Q345GJC、DH32、EH32、X60、X70、S45C--S50C我们能做到:①提供Z向性能Z15-Z35 ,冲击性能及其他特殊技术要求,探伤最高达到一探。
②宽度1500-4020mm,长度18800mm,厚度8-650mm。
13MnNiMo54与20MnMo钢焊接接头组织性能研究
so h th ca i l rpr fdsii ea w le o t bandb he e ea acw li rcs uigeet d hw ta temehnc oe yo i m l m tl eddji t e ysid dm t r edn poes s lc oe ap t s a r no i l l g n r
摘要 : 模拟大型锅炉关键部件 20 W汽包集中下降管管接头的生产过程, 0M 采用J 7 5 焊条焊接 1 n io 5 3 NM 5 M 4
与 2 M Mo的 焊4- 头 , 0 n / 接 然后 分 别对焊 缝金 属和 热影 响 区金属 的显微 组 织进行 了分析 , 并测 试 了焊接
接 头力 学性能 和显微 硬度 。 究结果 表 明 : 用 j5 研 采 5 7焊 条焊 接 1Mn i 5 3 N Mo 4与 2 M Mo材 料 , 0n 通过 采
用 一 定 的 焊 接 工 艺措 施 , 证 了 焊 接 接 头 达 到 母 材 2 M Mo材 料 使 用 性 能 的 要 求 。 保 O n
关 键 词 :3 n i o42 M M ; 1M NM 5 ;0 n o 焊接接 头; 力学性能
中 豳 分 类 号 :G 0 T 47
文 献 标识 码 : A
焊 接 接 共 组 织 性 能 研 究
陈 建 华 1 , 泽 盘 , ,陈 2 钟 玉 , 文 静 , 陈 贺 波
(. 华 大 学 材 料 科 学 与 工 程 学 院 , 川 成 都 6 0 3 ; . 川 川锅 锅 炉 有 限 责任 公 司 , 1西 四 1 0 9 2四 四
川 金 堂 6001 1 4 1
J 5 o t Mn Mo 4 a d 2 Mn a e h p r t g r q i me t o a e me a 0 Mo tr u h t e w l ig p o e u e 5 7 f rb h 1 o 3 Ni 5 n 0 Mo c n me tte o e ai e u r n e n s f s t l Mn h o g h e d n r c d r . b 2
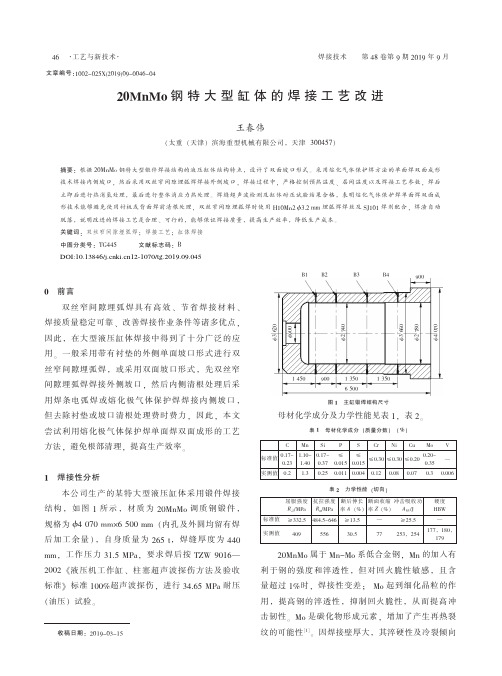
20MnMo钢特大型缸体的焊接工艺改进
焊接技术 第 48 卷第 9 期 2019 年 9 月
20MnMo 钢 特 大 型 缸 体 的 焊 接 工 艺 改 进
王春伟
(太重 (天津) 滨海重型机械有限公司, 天津 300457)
摘要: 根据 20MnMo 钢特大型锻件焊接结构的液压缸体结构特点 , 设计了双面坡口形式。 采用熔化气体保护焊方法的单面焊双面成形
·工艺与新技术· 47
筒体外侧
440 2
400
3° 120°
24
R6
R12
2~3
14°
筒体内侧
图 3 坡口形式
为保证坡口组装精度, 采用立式组装方法组 装坡口, 如图 4 所示。 吊装前在缸段外壁上焊接 临时吊耳, 在坡口内侧设置导向块, 坡口端面放 置等高块及垫片, 调整坡口间隙, 严格检查坡口 组 装 间 隙 2 ~3 mm, 装 配 错 边 量 不 大 于 0.3 mm, 还应严格检查各缸段组装的同轴度。 检查合格后 在坡口外侧设置连接板, 将缸段牢固连接成一体, 然后清除导向块、 等高块及垫片 (待焊缝内侧坡 口焊接完成后拆除连接板) 并打磨修整坡口。 导 向块、 等高块及垫片、 连接板的设置应便于拆除 及坡口打磨清理。
脱落, 说明改进的焊接工艺是合理、 可行的, 能够保证焊接质量, 提高生产效率, 降低生产成本。
关键词: 双丝窄间隙埋弧焊; 焊接工艺; 缸体焊接
中图分类号: TG445
文献标志码: B
DOI:10.13846/12-1070/tg.2019.09.045
0 前言 双丝窄间隙埋弧焊具有高效、 节省焊接材料、
硬度 HBW
20MnMoNi4-5钢板规格尺寸,20MnMoNi4-5欧标容器板,20MnMoNi4-5钢板切割
20MnMoNi4-5钢板规格尺寸,20MnMoNi4-5欧标容器板,20MnMoNi4-5钢板切割20MnMoNi4-5是欧标容器板,用于制造反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、液化石油汽瓶、水轮机蜗壳等。
20MnMoNi4-5化学成分:C Si Mn P S Cr Cu 0.15-0.23 ≤0.40 1.00-1.50 ≤0.020 ≤0.010 ≤0.20 ≤0.20 Mo Nb Ni Ti V N Alt 0.45-0.6020MnMoNi4-5力学性能:抗拉强度σb≧570~750 MPa;屈服点σs≧430 MPa;伸长率δ5≧18%;冲击吸收功Aku2≧41 J.20MnMoNi4-5执行标准:EN1002820MnMoNi4-5交货状态:正火+回火或淬火+回火(调质)。
20MnMoNi4-5钢板库存:#舞阳孙凡#20MnMoNi4-5钢板规格尺寸20MnMoNi4-5 10*2500*1200020MnMoNi4-5 12*2500*1200020MnMoNi4-5 15*2500*1200020MnMoNi4-5 18*2500*1200020MnMoNi4-5 20*2500*1200020MnMoNi4-5 30*2500*1200020MnMoNi4-5 40*2500*1200020MnMoNi4-5 50*2500*1200020MnMoNi4-5 60*2500*1200020MnMoNi4-5钢板切割,20MnMoNi4-5钢板数控切割,20MnMoNi4-5钢板等离子切割,20MnMoNi4-5钢板激光切割低合金Z向性能板:Q355B/C/D/E-Z15/Z25/Z35容器板:Q245R、Q345R、P265GH、P355GH、19Mn6、16Mo3 、16MnDR、09MnNiDR、08Ni3DR、07MnNiMoDR、07MnNiVDR、15CrMoR、14Cr1Mo、12Cr2Mo1R、12Cr1MoVR、SA302GrB、SA302GrC 、P690QL1、18MnMoNbR 07Cr2ALMoR 、07Cr2ALMoRE 、SA204GrA 、SA204GrB、SA204GrCDIWA353、BHW35 SA299GrA 、SA299GrBSA203GrE 、SA203GrD 、X7Ni9 、A353、SA553HIC钢:Q245R(R-HIC)、Q345R(R-HIC) 、SA516Gr60(R-HIC) SA516Gr65(R-HIC)SA516Gr70(R-HIC)美标容器板:SA516Gr70N、SA387Gr11CL2 、SA387Gr22CL2、SA387Gr91CL2、SA387Gr5、SA387Gr9耐磨板:NM400 、NM450 、NM500合金钢:15CrMo、12Cr1MoV、30CrMnSiA、20Mn23ALV汽包钢:13MnNiMoR、13MnNiMo5-4、海工高强钢:A514GrF、A517GrF A514GrQ、A517GrQ 、A514GrQ(齿条钢) 、A517GrQ(齿条钢) 、A514GrQ(半弦板)、A517GrQ(半弦板)、EH420、EH430、EH460、EH470、EH500、EQ510、EH550、EQ560、EH620、EQ630 EH690、EQ700、FH420-FH460、FQ43-FQ47、FH500、FH550、FH620、FH690、FQ51、FQ56、FQ63、FQ70水电高强钢:WDB620C、WDB620D、WSD690E、780CF、610CF 、S500M 、S460N、S550Q 核电钢:20HR、P265GH 、P295GH 、P355GH、16MnHR 、20MnHR、SA533GrBCL1 、SA533GrBCL2 、SA738GrB、20MnMoNi55、15MnNi 、16MnD5、18MnD5、20MnD5高强耐磨钢:BTW1、WRZ400A、Q690D、S690Q、Q690CFD、Q1100E、A514GrE 、A517GrE、A514GrB、A517GrB、A514GrH 、A517GrH。
20mnb材料标准

20MNB材料标准
一、化学成分
20MNB材料的化学成分应符合表1的规定。
表1:化学成分
元素 C Si Mn P S Cr Ni Mo V Nb B
含量≤0.20 ≤0.35 0.70-1.00 ≤0.035 ≤0.030 ≤0.25 ≤0.35 ≤0.25 ≤0.08 ≥0.02 ≤0.015
二、机械性能
20MNB材料的机械性能应符合表2的规定。
表2:机械性能
项目抗拉强度(MPa)屈服点(MPa)伸长率(%)断面收缩率(%)冲击韧性(J/cm2)
规定≥830 ≥690 ≥12 ≥45 ≥45
三、硬度
20MNB材料的硬度应符合表3的规定。
表3:硬度
项目硬度值(HB)硬度范围(HB)
退火或高温回火≤225 ≤335~375
淬火、回火≥58 ≤314~363
四、冶金质量
20MNB材料的冶金质量应符合表4的规定。
表4:冶金质量
项目缺陷深度/mm 缺陷密度/(个/m2)≤1.5 ≤10
五、工艺性能
20MNB材料的工艺性能应符合表5的规定。
表5:工艺性能
项目工艺性能弯曲试验,直径≤3mm,弯心直径d=1a 无裂纹,无起皱压扁试验,d=2a 无裂纹,无起皱拉深试验,孔径Φ64mm 无裂纹,无起皱金
相试验晶粒度:≥6级,非金属夹杂物:≤2级,脱碳层:≤G1级,碳化物不均匀度:≤G1级,表面层:≤G1级,超声波探伤:≤G1级,超声波探伤面积率:≤15%。
20mncrs5化学成分

20mncrs5化学成分20MnCrS5是一种碳素结构钢,其化学成分包括碳(C)、锰(Mn)、铬(Cr)和硫(S)。
它具有优异的机械性能和耐磨性,常用于制造高强度、高硬度的机械零件,如轴承、齿轮、销轴等。
本文将从化学成分、机械性能、热处理工艺和应用领域等方面介绍20MnCrS5。
一、化学成分20MnCrS5的化学成分如下:碳(C):0.17-0.23%锰(Mn):1.10-1.40%铬(Cr):1.00-1.30%硫(S):0.020-0.040%还含有少量的硅(Si)和磷(P)等元素。
二、机械性能20MnCrS5具有优异的机械性能,主要表现在以下几个方面:抗拉强度:最小为850MPa屈服强度:最小为700MPa延伸率:最小为12%硬度:最大为217HB韧性:良好三、热处理工艺20MnCrS5的热处理工艺对其性能有重要影响。
常用的热处理工艺包括正火、回火和淬火等。
正火:将材料加热至适当温度,保温一段时间后冷却。
正火可以提高材料的硬度和强度。
回火:将淬火后的材料加热至适当温度,保温一段时间后冷却。
回火可以降低材料的硬度,提高韧性。
淬火:将材料加热至临界温度,迅速冷却。
淬火可以使材料达到最高的硬度和强度。
四、应用领域20MnCrS5由于其优异的机械性能,被广泛应用于制造高强度、高硬度的机械零件。
主要应用领域包括:轴承制造:20MnCrS5可以制造高精度、高承载能力的轴承。
齿轮制造:20MnCrS5可以制造耐磨、高传动效率的齿轮。
销轴制造:20MnCrS5可以制造高强度、高耐磨的销轴,用于连接和固定零件。
总结:20MnCrS5是一种优质的碳素结构钢,其化学成分包括碳、锰、铬和硫。
它具有优异的机械性能和耐磨性,常用于制造高强度、高硬度的机械零件。
热处理工艺对其性能有重要影响,常用的工艺包括正火、回火和淬火。
20MnCrS5在轴承制造、齿轮制造和销轴制造等领域有广泛应用。
通过合理的材料选择和热处理工艺,可以充分发挥20MnCrS5的优异性能,提高零件的使用寿命和可靠性。
锻造及锻后热处理工艺规范

锻造及锻后热处理工艺规范目录1.钢质自由锻件加热工艺规范2.钢锭(坯)加热规范若干概念3.加热操作守则4.锻造操作守则5.锻件锻后冷却规范6.锻件锻后炉冷工艺曲线7.锻件锻后热装炉工艺曲线8.冷锻件校直前加热、校直后(补焊后)回火工艺曲线9.锻件各钢种正火(或退火)及高温回火温度表10.锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。
本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:注1:始锻温度为锻前加热允许最高炉温,由于钢锭的铸态初生晶粒加热时过热倾向比同钢号钢坯小,故两者的锻前加热温度相差20℃~30℃;注2:根据产品的特性、锻件技术条件、变形量等因素,始锻温度可以适当调整;注3:本规范未列入的钢种,可按化学成分相近的钢号确定;注4:重要的、关键产品的、特殊材质的钢号,其加热工艺曲线由技术部编制;注5:几种不同的钢种,不同尺寸的钢锭(或坯料),在同一加热炉加热时,要以合金成分高的,尺寸大的钢锭(或坯料)为依据编制加热工艺曲线。
三.冷钢坯。
钢锭加热规范:钢锭(坯)加热规范若干概念1.钢锭(坯)入炉前的表面温度≥550℃的称为热钢锭,400~550℃的称为半热钢锭(坯),≤400℃的称为冷钢锭。
2.锻件半成品坯料的加热平均直径计算原则:δ -壁厚H- 高度或长度D- 外径1)实心圆类:当D>H时,按H计算;当D<H时,按D计算。
2)筒类锻坯:H>D 当H>δ时,按1.3δ计算。
3)空心盘(环)类:H<D当H>δ时,按δ计算;当H<δ时,按H计算。
3.为了避免锻件粗晶组织,最后一火的始锻温度可按其剩余锻造比(Y)确定:Y=1.3~1.6 最高加热温度1050℃Y<1.3 最高加热温度950℃4.不同钢种不同规格的坯料同炉加热时,装炉温度和升温速度均按较低的选用,保温时间按较长的选用。
20MnMo冲击功和伸长率
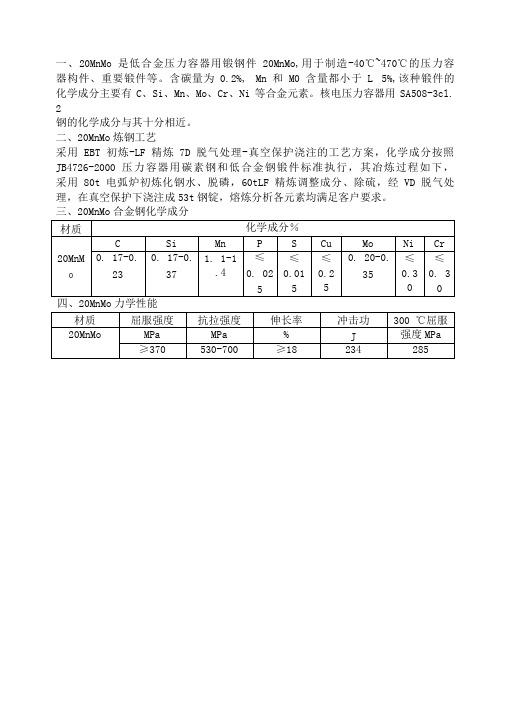
一、20MnMo是低合金压力容器用锻钢件20MnMo,用于制造-40℃~470℃的压力容器构件、重要锻件等。
含碳量为0.2%, Mn和M0含量都小于L 5%,该种锻件的化学成分主要有C、Si、Mn、Mo、Cr、Ni等合金元素。
核电压力容器用SA508-3cl. 2
钢的化学成分与其十分相近。
二、20MnMo炼钢工艺
采用EBT初炼-LF精炼7D脱气处理-真空保护浇注的工艺方案,化学成分按照JB4726-2000压力容器用碳素钢和低合金钢锻件标准执行,其冶炼过程如下,采用80t电弧炉初炼化钢水、脱磷,60tLF精炼调整成分、除硫,经VD脱气处理,在真空保护下浇注成53t钢锭,熔炼分析各元素均满足客户要求。
三、20MnMo合金钢化学成分
四、20MnMo力学性能。
20mnb材质标准
20mnb材质标准
20MNB是一种低碳合金钢,具有较好的强度、韧性和淬透性,广泛应用于机械制造、汽车、拖拉机等领域。
关于20MNB的具体标准,包括但不限于以下方面:
1. 化学成分:20MNB的化学成分应符合相关标准的规定,例如GB/T 《高压化肥设备用无缝钢管》。
具体的化学成分要求包括碳(C)、硅(Si)、
锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)、钼(Mo)、钒(V)、铌(Nb)和硼(B)等元素,这些元素的含量都有一定的范围限制。
2. 机械性能:20MNB的机械性能应符合相关标准的规定,例如抗拉强度、屈服点、伸长率、断面收缩率和冲击韧性等。
这些性能指标都有一定的要求,以确保材料在使用过程中能够满足各种不同的需求。
3. 工艺性能:20MNB的工艺性能也是重要的标准之一,包括焊接性能、切削性能、热处理性能等。
这些性能的好坏直接影响到材料在加工和使用过程中的表现。
4. 检验规则:对于20MNB材质的检验规则,通常需要进行材料的质量检验和控制,以确保材料的质量符合标准要求。
检验规则包括对材料的外观质量、尺寸精度、化学成分、机械性能等方面的检验和控制。
总的来说,20MNB材质的标准涉及多个方面,需要综合考虑化学成分、机械性能、工艺性能和检验规则等方面的要求。
在具体应用中,应根据不同的需求和用途选择符合相应标准的20MNB材质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13CrMo4-5钢板属于欧洲压力容器用钢板,用于制造反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、液化石油汽瓶、水轮机蜗壳等。
二、13CrMo4-5执行标准
EN10028
三、13CrMo4-5冶炼方法
采用电炉+炉外精炼+真空脱气方式冶炼,细晶粒镇静钢
四、13CrMo4-5钢板尺寸、外形、重量及允许偏差
V
P
S
0.08~0.18
≤0.35
0.40~1.00
0.70~1.15
-
0.40~0.60
~
~
≤0.025
≤0.010
七、13CrMo4-5钢板力学性能和工艺性能
钢板厚度/mm
拉伸试验
冲击试验
抗拉强度Rm//(N/mm²)
屈服强度
ReL/(N/mm²)
伸长率A/%
温度/℃
不小于
-20
0
20
≤16
450~600
13CrMo4-5钢板的尺寸、外形、重量及允许偏差应符合EN10029的规定,厚度允许偏差按EN10029的等级B类偏差。
五、13CrMo4-5钢板交货状态
13CrMo4-5钢板正火(N)回火(T)调质(QT)。
六、13CrMo4-5钢板化学成分
13CrMo4-5化学成分%
C
Si
Mn
Cr
Ni
Mo
Nb
300
19
-
-
31
16<t≤40
290
40<t≤60
290
60<t≤100
440~590
270
27
100<t≤150
430~580
255
150<t≤250
420~5Байду номын сангаас0
245