多角度钢结构铸钢节点的研制
钢结构节点楼板设计要点共84页

从施工角度
A、压型钢板很轻,安装时方便、速度快 B、压型钢板一旦铺设,可作为工作平台 C、浇灌砼可单独进行,与其它安装工序不打搅 D、压型钢板的沟槽可以用来敷设管线 E、不需要支模,大大方便了施工
应用 在高层建筑钢结构中应用非常普遍
瑞金大厦
瑞金大厦,107m, 地上29层, 地下1层,上海,于1986年竣工
Mu、Vu — 节点的极限受弯、受剪承载力 Mp — 梁的全塑性弯矩承载力 l — 梁的净跨度
支撑节点极限承载力
Ru ≥ 1.2 An • fy
Ru — 支撑连接的极限承载力 An — 支撑杆净截面面积 fy — 支撑杆材料的屈服强度
B、构件进入塑性状态时, 板件的局部稳定应有保证
框架梁
框架梁板件宽厚比限值
树状柱
吊装单元
世界贸易中心
美国,纽约 411m,地上110层,地 下6层 ,1973年竣工
外筒柱子 高的格构式梁 次梁 楼盖水平支撑
内柱 带高强度螺栓孔的裙梁
阿莫科大厦(Amoco Building) 芝加哥标准石油大楼
美国,芝加哥 342m 地上82层,地下5层 1973年
4、柱的工地接头一般设置在主梁顶面1.0 – 1.3 m 高处,以便于安装
较小值。
六、组合板计算(使用阶段)
所受荷载
砼、压型钢板自重 使用荷载
计算内容
强度 刚度
横截面抗弯强度 叠合面抗剪强度
复杂,不介绍
斜截面抗剪强度
集中力作用下的抗冲切计算
185 EsIs
式中 ——板的挠度;
p s ——单位宽度均布短期荷载值,取荷载标准值;
Es Is [ ]
——压型钢板弹性模量; ——单位宽度均布压型钢板的惯性矩; ——板的容许挠度。
建筑结构铸钢节点设计

铸钢件中铸造组织疏松、晶粒粗大,内部易产生缩孔、缩松、气 孔等缺陷,因此,铸件的力学性能,低于同种材心铸钢节点 实心铸钢节点虽然承载力比较大,但由
于其在铸造时需要大量钢水,不仅浪费 材料,而且使其造价大大提高;此外, 实心的铸钢节点由于其本身的自重很大, 对结构整体承载力非常不利,故在实际 工程中很少采用。
铸钢空心球管节点实体模型
铸钢相贯节点
铸钢相贯节点是根据节点外形将多根杆件的汇 交处在厂内浇铸而成,内腔可以是空心,也可 以是半空心半实心。空心铸钢相贯节点与钢管 相贯节点有很多相似之处但两者有根本区别。 钢管相贯节点是主管直通,支管加工成相贯面 后,直接与主管焊接。而铸钢相贯节点可根据 各汇交杆件的空间位置铸造成各种形式,不受 主管直通的限制。与铸钢球管节点一样,在主 管与次管的相交处圆滑过度,即设置倒角,见 下图
铸钢节点按节点形式分类
铸钢节点根据节点的形式可以分为铸钢 空心球管节点、铸钢相贯节点、铸钢支 座节点三类。
铸钢空心球管节点
铸钢空心球管节点与以前普遍采用的焊 接空心球节点有很多相似之处。铸钢空 心球管节点是将球与钢管根部整体浇注 在一起,在管与球相交处圆滑过度,即 设置倒角,焊缝位置位于铸钢管上,下 图为重庆奥林匹克体育场铸钢球管节点 图。
铸钢节点在工厂整体浇筑,与相贯节点相比,可以避免相贯线切 割和隐蔽焊缝及焊缝交叉重叠引起的应力集中,大大减少焊接量。
铸钢管厚度可根据实际受力需要设计出不同的壁厚,承载力高, 抵抗变形能力大。
在建筑领域中铸钢节点中化学成分要求比其他领域内铸钢件中的 化学成分要求高,对C、P、S的含量严格限制,因此材质有具有 较好的塑性、韧性和可焊性。
浅谈铸钢节点的常用结构形式及特点
浅谈铸钢节点的常用结构形式及特点
大跨度空间管桁架钢结构具有含钢低、造型独特优美、施工周期短等优点,在近几年广泛应用于会展中心、体育场、飞机场等大型标志性建筑之中。
铸钢节点因其特有的性能,逐渐成为大跨度空间管桁架钢结构中的重要节点,在国内外建筑水电桥梁等方面不断推广应用。
长城铸钢公司生产的大型铸钢节点被应用于国内多个大型机场、体育馆等工程中,为郑州新郑机场二期工程、福州奥林匹克体育中心供给大型铸钢节点,铸钢节点一般应用于荷载较大,受力复杂的关键部位,其可靠性直接关系到整个结构的安全,十分重要。
铸钢节点的常用结构形式主要有三种,分别为:
树形铸钢节点,它主要用来取代主管与多跟支管相贯的节点,用对接焊缝取代相贯焊缝,减少了焊接的应力集中。
铰接铸钢节点,它常用于杆件端部连接处如支座处,可简化节点,造型美观。
混合型铸钢节点,它具有上面两种结构方式的共同特点。
铸钢节点与普通管相贯节点,管板节点相比,具有以下特点:
1、可根据实际需要设计结构形式,可塑性强,造型美观。
2、铸钢节点一般为实心,仅在接口处局部挖空,承载力高,抗变形能力强。
3、铸钢节点钢管相贯处直接铸造成型,使钢结构受力更加合理,整体结构
更加稳定,克服了大量集中焊接造成的应力对整体结构带来的不利影响。
铸钢节点有限元分析和实例探讨

铸钢节点有限元分析和实例探讨一、前言铸钢节点作为一种新兴的节点形式,具有结构多样化、外形美观、良好的加工性能以及良好的适应性,已广泛应用于大跨度空间钢结构,大型钢结构建筑、桥梁等工程中。
在国外,特别是在德国、日本等发达国家,铸钢件节点已得到非常广泛的应用,国内近年来在一些大型钢结构建筑、桥梁等工程中逐渐得到推广应用。
如国家体育馆钢屋盖工程、郑州国际会展中心、广州歌剧院钢结构工程、安徽体育中心主体育场、无锡科技交流中心等工程中关键部位均采用铸钢节点。
由于铸钢节点受力和造型相当复杂,因此,分析模型的正确建立以及对分析模型边界条件的真实模拟是节点受力分析的难点和关键点。
需要根据实际情况建立节点的实体三维模型,并根据一定理论依据对模型的边界条件做相应的简化假定,以求在简便计算的同时最大限度的模拟实际中复杂的边界条件,从而完成对铸钢节点的受力分析。
本文结合某主题馆钢结构工程中的铸钢节点设计实例,对大型铸钢节点的设计基本原则及受力进行了初步研究与分析。
通过ANSYS研究铸钢节点在设计荷载作用下应力的发展、变化过程及节点变形,对其承载安全性作出判断,在此基础上得到一些有益的结论。
二、铸钢节点选取1、节点选取本文所研究的节点位于张弦桁架下弦杆、腹杆及拉索的交汇点,下弦杆与五根支管相连。
该节点是由多根钢管以不同的空间角度汇聚于一点,构造形式比较复杂,因此节点受力复杂,加工制作难度极大。
鉴于该节点受力的特殊性和重要性,有必要对其在设计荷载作用下工作状态进行分析。
根据设计方案该节点为铸钢节点,材料为ZG310-570铸钢,质量执行《一般工程用铸造碳钢》(GB11352)标准中的有關规定,详见下表1:2、基本假定由于铸钢节点所用钢材具有良好的线弹性性能,结合《钢结构设计规范》(GB50017—2003)的规定,本文采用以下分析假定[1]:(1)只考虑节点在弹性状态下的单独受力状态;(2)不考虑几何非线性;(3)在节点与拉索连接处,采用传力杆,以传力杆传递拉索拉力.拉索的拉力以面力形式施加于传力杆端面,受力模型见下图1中7号杆.三、铸钢节点有限元分析1、计算模型对于比较复杂的模型在ANSYS中建模非常困难,可以采用Pro/E、SolidWorks、UG、AUTOCAD等CAD制图软件进行实体建模,利用它们和ANSYS 之间的数据接口导入ANSYS中。
广州歌剧院工程铸钢节点制作技术
Chen Yl n ( n j U nv riy, h n h i2 0 9 Chn ) To g i ie st S a g a 0 0 2, ia
1 工 程 概 况
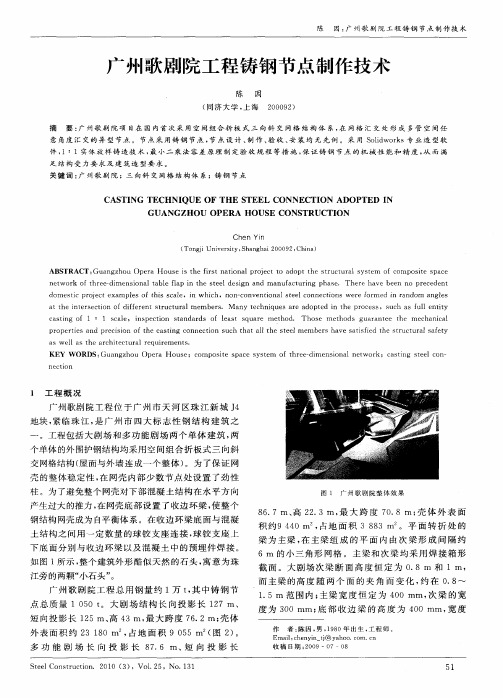
广 州歌 剧 院 工 程 位 于 广 州 市 天 河 区珠 江 新 城 J 4 地块 , 临 珠 江 , 广 州 市 四 大 标 志 性 钢 结 构 建 筑 之 紧 是
1 厂 州 歌 剧 院 整 体 效 果
产生过大 的推力 , 在网壳 底部设 置 了收边 环梁 , 使整个 钢结构 网壳成为 自平衡体 系。在 收边环梁底 面与混凝
土 结 构 之 间 用 一 定 数 量 的球 铰 支 座 连 接 , 铰 支 座 上 球 下 底 面 分 别 与 收 边 环 梁 以及 混 凝 土 中 的 预埋 件 焊 接 。 如 图 1 示 , 个 建 筑 外 形 酷 似 天 然 的石 头 , 意 为珠 所 整 寓 江旁 的 两颗 “ 石 头 ” 小 。
1 5m 范 围 内 ; 梁 宽度 恒 定 为 4 0mm, 梁 的 宽 . 主 0 次 度 为 3 0mm; 部 收边 梁 的高 度 为 4 0 mm, 度 0 底 0 宽
作 者 : 因 , , 9 0年 出生 , 程 师 。 陈 男 18 工
—
Em al c e y n t y h o e m. n i: h n i j a o . o e @
209) 0 0 2
摘 要 : 州 歌 剧 院 项 目在 国 内 首 次 采 用 空 间 组 合 折 板 式 三 向 斜 交 网 格 结 构 体 系 , 网 格 汇 交 处 形 成 多管 空 间 任 广 在
意 角度 汇 交 的异 型 节 点 。 节 点 采 用 铸 钢 节点 , 点 设 计 、 作 、 收 、 装 均 无 先 例 。 采 用 S l wok 节 制 验 安 oi r s专 业 造 型 软 d 件 , 1实体 放 样 铸 造 技 术 , 小二 乘 法 容 差 原 理 制 定 验 收规 程 等 措 施 , 证 铸 钢 节 点 的 机 械 性 能 和 精 度 , 而 满 1: 最 保 从
铸钢节点在大跨度管桁架建筑钢结构中应用

不能 满 单 件 重量较 大 铸 件的 需 要 。 了保 为 证 质 量 、 低 成 本 、 高 生 产 能 力 、 足 工 降 提 满
程需要 , 钢件 的 生产 厂应进 行技 术改造 , 铸 包
括 从 制 模 、 炼 、 处 理 直 至 检 验 的 全 过 程 冶 热
的改 造 。
超 声 波 探 伤 是 检 验 钢 材 内 部 质 量 最 方 便、 经济 、 效 的 检 测 手 段 。 铡 结 构 行 业 , 何 在 超 声 波 探 伤 是 最 常 用 的 ‘ 卡=!方 法 。 种 =fl :[ ;J 』 现 行 国标 铸 钢 什 超 卢 探 伤 及 质 量 评 级 方法 》 ( GB7 3 —8 ) 2 3 7 仪适 H 丁 厚 度大 干等 于3 rm 1 0 a 球 节点。 的铸 钢件 。 实 上, 事 人跨 度焊接 结 构用铸 钢件 1. 铸钢 节点 的特点 2 在 厚 铸 钢 点 与 普 通 管 相 员 节 点 、 板 管 遁 H 予 人跨 度管 桁架 焊接 结 构用铸 钢 件的标 厚 度是变 化的 , 焊接 接 几处常常 较薄 , 度 j 小 于3 rm也 很 常 见 , 部 位 足 f分 重 要 的 , 0 a 该 ‘ 但 点丰比, } 具 以 下 特 点 : 根 据 交 际需 要 设 准 。 1 大跨 度 管 桁 架 焊 接 结 构 用 铸 钢 件 主 要 { 可 L瀚 按 国标 则 法检 fJ !。 j l l 计, 塑 性 强 、 型 美 观 ; 钠 节 点 一 般 为 是 引用 围外标准 。 可 造 铸 2. 铸钢 件焊 接 及焊 缝 无损检 测 4 实 心 , 在 接 口处 局 部 挖 空 , 使 全 为 李 2 2铸钢件生产 仪 即 . 现 行 的 有 关 钢 结 构 焊 接 的 国家 及 行 业 心 , 比钢 管 或 钢 板 。 此 承 载 力 高 、 也 抗 于 同 现 行 铸 钢 杯 准 耍求 , 许 也 建筑 钢结 构 变 形 能 力 强 ; 钢 书 点 常 以 对 接 焊 缝 取 代 多铸造 厂, 产 设备简 . 铸 难以满 足人跨度焊接 标 准 中( 括 最 新 发 布 执 行 的 《 (G 8 一 0 2 )没 J 竹 管 柏 贯焊 缝 、 消 管 板 组 合 焊 缝 , 敞 结 丰 用 铸 钢什 交 付 } 术 条件 要求 。 苏州 体 焊 接技 术规 样 J l 2 0 ), 有针 对 铸 取 a分 勾 主 存 征 缝 、 少 焊 垃 量 , 小 焊 接 力 集 中 ; 减 减 匀 育 场 、 海 新 国 际 博 览 ・1 、 圳 游 泳 跳 水 铡 什 焊 接 的 有 关 规 定 。 参 照 执 行 标 准 时 上 {. 深 例 现 相对较差 。 馆 等 ¨ 的 铸 钢 件 生 产 中 , 出 现 过 因 铸 钢 什 有 争 议 。 如 : 行的 钢 材 焊 接 工 艺 评定 标 均 准 均 要 求 进 行 冷 弯 试 验 , 所 有 铸 钢 标 准 但 对 锛 钢 件 井无 冷 弯性 能 要 求 。 么 , 行铸 那 进 铡 件 焊 接 I艺 评 定 时 是 否 应 进 行 冷 弯 试 验 :
铸钢节点的研究及在大跨度空间结构中的应用
AB T S RACT Ca tse l onsh v e n wieyu e n t ewo l u o t ere cle tp r r a c . ti n lz d s te it a eb e d l s di h rd d et h i x eln ef m n e I sa ay e j o t a h e t r ,h u l yc n r la d wedn e h iu ,h ein ciein o a tseljit a d a ay i ft e h tt efau e t eq ai o to n li gtc nq e t ed sg rtro fc s te n ,n n l sso h t o FEM n h x e i n a t d nt ec s te on s I h n ,o u g sin r rs ne nt ep o lms a dt ee p rme tl u yo h a tsel it. nt ee d s mes g e t saep e e td o h r be s j o o a tse lji t ,o b o v d, ih ma e a rfr n e f r c o sn a tseljit fr lr e mo enz t n fc s te on s t e s le whc y b ee e c o h o ig cs te on a g d r iai o o
工 程设 计人 员应 用 于工 程 实 际 之 中。但 是 , 与工 程 应 用相 比 , 铸 钢节 点 的力 学 性 能 和 承 载力 研究 还 对
铸钢节点的设计与试验

1. 枯 覆 1
铸 钢是 用铸 造 工艺 在根 据节 点造 型做 好 的砂模 中浇 注熔炼 好 的钢 水而 制作 完成 的。选择 铸钢 节 点 的材质 除化 学成 分 和 与 结 构 用 材 相 近 外 , 械 物 理 机 ( 力学 ) 能应满 足 设计 要求 。最 关键 的是要 保证 与 性
需确保 与各 杆件 连 接 处 的可 焊 性 , 其 杆 件 壁 厚 是 尤 中等 厚度 ( Omm) 以 上 时 。近 几 年 来 , 国 大 ≥2 及 我
型、 大跨 度 、 杂 的钢结 构 的部分 特殊 节 点 已开始 运 复
因 目前 我 国还 没 有 建 筑 钢 结 构 铸 钢 材 质 的 国 家 标
化 学成分 中 P、 S的 含 量 要 低 , 其 对 厚 壁 的 杆 件 尤
计 要求 , 用铸 钢 节 点 是 个 不错 的选 择 。它 既具 有 采
相贯节 点 的省材 和 美 观 的效果 , 避 免 了多 杆 相贯 又
( 0mm) ≥4 连接 时 , 往往 由于 P、 S的含 量偏 高 , 造 易
维普资讯
工 程 设 计
锈 铜 点的 设 针 与试 骀
任 家 骥
( 苏 省 建 筑设 计 研 究 院 江 南为 一 种 新 型 的 钢 结 构 节 点 已在 我 国 大 型 复 杂 的 空 间钢 结 构 中得 到 应 用 。 通 过 南 京 奥 体 中 心 的 体 育 场屋 盖钢 结 构 工 程 设 计 , 铸 钢 节 点 的 选 型 构 造 、 计 与 足 尺 试验 进 行 了探 讨 和 研 究 。 对 设
准, 主要参 照德 国标 准 。铸 钢 件制作 完 成后 , 消除 为 在常 温冷 却过 程 中产 生 的内应 力 , 进 行热 处理 , 应 一
空间多支管铸钢节点性能研究
第2 2卷第 3期
20 0 6年 6月
结
构
工
程
师
Vo . 2,No 3 12 .
S r c u a En i e s tu t r l gne r
Jn 0 6 u .2 o
空 间多支 管 铸 钢 节 点 性 能研 究
顾 敏 童 乐为 陈 以一 赵 宪 忠 黄 明鑫2 刘 中华2
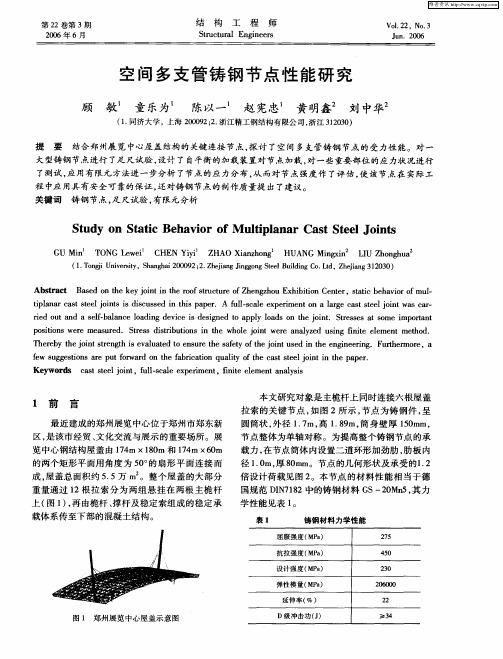
最 近建成 的郑 州展 览 中心 位 于郑州 市 。展 文
览 中心钢结 构 屋盖 由 14 7 m×1 0 8 m和 14 × 0 7m 6m 的两个 矩形 平 面用 角度 为 5 。 O 的扇 形 平 面连 接 而 成, 屋盖 总 面积 约 5 5万 m 。整个 屋 盖 的大 部 分 . 重 量通 过 1 2根 拉 索 分 为 两组 悬 挂 在 两 根 主 桅杆 上 ( 1 , 由桅 杆 、 图 )再 撑杆 及稳 定 索组成 的稳定 承
t l a at t lons sdsusdi i p pr lsa x e me t nalrees s e jit a a— i a r s s e jit i i se t s a e.A f l cl ep r n g at t l o s er p n e e c nh u— e i o a e n W
T eeyte o t t n t i eau t nuetesft o e o t sdi teegn e n .F r em r,a h rb i r gh s vla dt e sr h a y fh i e n er g ut r oe h j n s e e o e t jnu nh i i h
r dot n e -aac a i ei ei e p l laso ejit t se t o ot t i u dasl bln el dn dvc i d s n d t a py od nt n.Sr ssa smei r n e a f o g es g o h o e mp a
大型铸钢节点的工程应用和分析

点 受 力性 能 的 影 响 程 度 。在 参 考 国 内 外技 术 文 件 和 本 工 程 节 点 实 际 情 况 的 基 础 上 , 出铸 钢 节 点质 量 控 制 方 面 的 提
航 站楼 铸 钢 节 点 的 分 析 , 绍铸 钢 节 点 的 形 式 及 其 设 计 基 本 原 则 , 析 铸 钢 材 料 的性 能 , 合 理 选 用 铸 钢 材 料 提 供 介 分 为
依 据 。 采 用 畸 变能 密度 准 则作 为 强 度 准 则 , 出铸 钢 节 点 强 度 判 别 准 则 。利 用 AN YS有 限元 程 序 , 析 铸 钢 节 点 给 S 分
a ay et elw fsrs itiu ino h a tse l on su ig f i lme ta ay i.I d io n lz h a o te sd sr t ft ecs—te it sn i t ee n n lss n a dt n,b s do h b o j ne i a e n te
b h vo ft e on Si fre .W ihr frn et eh ia o u nsp bih d b t th mea da r a a dwi e a iro h iti ne rd j t eee c ot c nc 1 c me t u l e o ha o n b o d, n t d s h t erait i a in o h o sr cind ti frt ep oet u g sin n fb iainq ai o to f a tse l h e l i st t ft ec n tu t eal o h r jc,s g e t so a r to u l yc nr l s—te sc u o o o c t o c
钢结构设计02节点设计方法汇总

节点设计方法主讲人:李峰主要内容1 节点的分类、形式2 节点的构造3 节点受力与计算1 节点的分类、形式□按连接性质——刚接、铰接、半刚性连接□按连接方式——焊接、螺栓连接、栓焊混合连接□按材料类别——铸钢、锻钢节点□按构造特点——加劲板式、相贯式、端板式、球形节点□按结构体系——平面、空间节点2 节点的构造3 节点的受力与计算3.1 焊接节点3.2 螺栓节点3.3 球节点3.4 管节点3.1 焊接节点★焊接材料(焊条与材料相适应)母材(Q235; Q345; Q390; Q420 )焊条(E43xx;E50xx; E55xx;E60xx ) ;当两种材料焊接时,取较低强度材料相应的焊条★焊缝分类:对接焊缝的构造要求——坡口、引弧板…角焊缝的构造要求——焊缝形状、焊缝厚度、焊缝长度、焊缝受力性质★螺栓连接的优缺点★焊接连接的优缺点优点•省工省材•任何形状的构件均可直接连接•密封性好,刚度大缺点•材质劣化•残余应力、残余变•一裂即坏、低温冷脆3.1 焊接节点(1)破坏模式•焊缝破坏•节点板拉剪撕裂破坏•节点板失稳(2)计算《GB50017》•焊缝强度计算•节点板拉剪撕裂验算•节点板稳定计算()22wf ff f /f τσβ+≤节点板稳定——在斜腹杆压力作用下,节点板稳定性很差;▲ 对有竖腹杆(或自由边加劲)的节点板,其稳定应符合板件宽厚比要求:▲对无竖腹杆的节点板:yf t c /23515/≤yy f t c f /23517//23510≤<y f t c /23510/≤将受压腹杆的内力乘以增大系数1.25后再按受拉节点板的强度计算进行计算应按规范附录F 进行稳定计算节点板稳定仅有垂直于焊缝长度方向的轴心力时wf e w f f/()N h l f σβ=≤∑ 同时有平行和垂直于焊缝长度方向的轴心力时()22wf ff f /f τσβ+≤ 仅有平行于焊缝长度方向的轴心力时wf e w f/()N h l f τ=≤∑其中:l w =l -2h fl (4)焊缝计算方法3/4/2019(4)焊缝计算方法wf f f wM f W σβ=≤⋅AyT AxT r Jτ⋅=T Ax AyT r Jσ⋅=3/4/2019弯矩、剪力和轴心力共同作用M V N AA A w e w e w; ; M V N W h l h l στσ===∑∑M N 2V 2wAAA f f()()f σστβ++≤N Aσ● 正面角焊缝承担的力为 N 3 =0.7h f ∑l w3βf f f w● 侧面角焊缝承担的力为肢背 N 1 =e 2 N /(e 1+e 2)-N 3 /2=K 1 N -N 3 /2 肢尖 N 2 =e 1 N /(e 1+e 2)-N 3 /2=K 2N -N 3 /2例1:受轴心力作用的三面围焊时角钢连接 角焊缝的计算厚度h e角焊缝计算长度l w =l 1-2h fwf e w f/()N h l f τ=≤∑例2:节点设计1、设计原则⑴各杆轴线交于一点⑵标明角钢的定位尺寸距轴线及节点(5mm倍数)⑶角钢的切削⑷节点板的形状2、节点构造与计算(1)计算步骤a . 假定焊角尺寸——求出肢尖,肢背焊缝长度b . 画图确定节点板尺寸c . 节点板强度、稳定验算 (2)焊缝传力分析 a .腹杆与节点板——轴力(N ) b .弦杆与节点板——内力差[N 1-N 2 或 15%(Af )] c .拼接角钢与弦杆——N min 或 Af 等例3:焊接梁翼缘焊缝的计算焊脚尺寸为:221f wf f z x 11.4F VS h f l I ψβ⎛⎫⎛⎫≥+ ⎪ ⎪⎝⎭⎝⎭()22wf f ff/f σβτ+≤v f e f z21 1.4T F h h l ψσ==⨯(1)肩梁的截面特点a )惯性矩大于上柱的惯性矩b )高度要满足其与上柱翼缘传力的连接焊缝长度的要求。
钢结构特殊节点模拟试验方案

第十五章 特殊节点模拟试验方案15.1 特殊节点介绍应招标文件要求,本工程需要对三个特殊节点进行可靠性试验,特殊节点具体情况见表15.1-1。
表15.1-1 特殊节点介绍序号节点名称示意图分布位置说明1带窄外环板的钢梁-钢管混凝土柱节点塔楼边框柱F3~F47圆管柱截面Φ1200×30,外环板厚度80mm ,环板外边缘距离柱壁最短距离200mm ,此非常规接头对焊缝全熔透造成一定困难。
2钢管混凝土柱交叉节点塔楼角柱F17~F20通过边框柱与斜框柱交叉组合形成的异形的组合柱,边框柱截面尺寸为Φ1200×30,边框柱由Φ1800×40转化成Φ1500×223帽桁架铸钢组合节点帽桁架下弦 此节点有13根杆件交于一点,其中9个杆件交接处采用铸钢件,另4根通过钢板与铸钢件相接。
铸钢件本身质量受铸造工艺影响较大,而且节点本身受力十分复杂15.2 模拟试验地点及试验设备15.2.1 模拟试验地点试验拟安排在同济大学多功能振动台试验室进行。
同济大学“多功能振动台试验室”位于同济大学嘉定校区地震工程馆内,是教育部985工程二期建设子项目,该项目建设从2006年启动,2011年底完成试验室基础建设和设备安装工作。
试验室建筑面积约为9500 m 2,试验大厅长97.5m ,宽58m ,高23.8m 。
由两个试验区域(多功能振动台试验区域及地锚和反力墙试验区域)组成。
图15.2-1 模拟节点试验室15.2.2 试验设备(1) 多功能振动台试验系统同济大学多功能振动台试验系统由四个台子组成,总的试验能力达到200t ,单台(B 台、C 台合并)可达140t ,是世界上规模最大、试验能力最强的地震模拟振动台组试验系统之一。
该试验系统不仅能对大型桥梁工程、生命管线、水坝、隧道等线状结构进行振动试验研究,还能以矩形振动台组形式对高层建筑、超高层建筑、体育场馆等大型建筑结构进行抗震试验研究。
铸钢节点应用技术规程
铸钢节点应用技术规程
1.材料选择:铸钢节点的材料应当选择高强度、耐腐蚀的钢材,另外应考虑质量稳定、容易加工的因素。
2.制造工艺:铸钢节点的制造工艺应该严格按照相关的规程进行,必须进行充分的材料热处理和检测,避免出现质量问题。
3.焊接方法:铸钢节点与钢构件的连接方式,通常采用焊接,应在标准的焊接条件下进行,如焊接前必须先对接缝处理,保证焊缝质量。
4.设计要求:铸钢节点的设计必须符合国家相关标准要求,符合安全可靠、耐久性强、工艺可行等要求。
5.质量检测:铸钢节点在加工和制造的过程中应定期进行质量检测,在生产过程中能够及时发现存在的质量问题,确保节点的质量符合相关标准。
6.施工方法:铸钢节点应该采用专业人员进行施工,严格按照设计要求和施工规范进行操作,杜绝因施工不当而引起的安全事故。
模块化钢结构建筑模块间节点的研究综述

3、对于更大规模的新型节点的应用:本次演示主要针对较小的模块进行了研 究,未来可以进一步研究新型节点在大规模模块化建筑中的应用情况。
标题:太原机场大跨复杂钢结构 的设计与施工技术研究
一、引言
随着航空业的快速发展,机场的建设面临着各种复杂的技术挑战。其中,大跨 复杂钢结构的设计与施工是其中一个核心的挑战。太原机场作为一个重要的交 通枢纽,其大跨复杂钢结构的设计与施工技术研究具有重要的实际意义。
太原机场大跨复杂钢结构的设计与施工是一项具有挑战性的工作,但通过科学 的设计和精细的施工,我们成功地完成了这项任务。这项工作的完成不仅提升 了太原机场的运营能力,也为中国的大跨度结构设计和施工提供了宝贵的经验。 希望在未来的航空枢纽建设中,能有更多的大跨复杂钢结构的设计与施工技术 的出现,推动我国航空事业的发展。
谢谢观看
然而,在实践应用中,模块化钢结构建筑模块间节点也存在着一些问题和难点。 首先,节点连接的可靠性存在不足。由于连接方式和材料的限制,节点的连接 部位往往容易产生疲劳和腐蚀等问题,从而导致节点的失效。其次,节点设计 的灵活性和适应性有待提高。
由于标准化设计、制造和施工方法的限制,节点设计的灵活性和适应性受到了 限制,难以满足不同建筑物的需求。最后,节点制造的精度和质量需要进一步 提高。由于制造工艺和技术的限制,节点制造的精度和质量往往存在偏差,这 也会对整个结构的安全性和稳定性产生影响。
模块化钢结构建筑模块间节点的研究综 述
01 摘要
பைடு நூலகம்
目录
02 引言
03
模块化钢结构建筑的 发展与应用
04 结论
05 参考内容
摘要
本次演示主要对模块化钢结构建筑模块间节点进行深入研究,总结了该领域的 发展历程、应用范围和市场需求,分析了研究现状和争论焦点。在此基础上, 本次演示还指出了模块化钢结构建筑模块间节点研究中存在的问题和亟待解决 的难点,并提出了未来研究方向。关键词:模块化钢结构建筑,模块间节点, 研究综述
钢结构铸钢节点安装施工工法
钢结构铸钢节点安装施工工法一、前言钢结构铸钢节点安装施工工法是指在钢结构安装过程中,采用铸钢节点连接构件的一种施工工艺。
该工法通过将构件直接连接而不需经过钢焊接或螺栓连接的方式,提高了节点的承载能力和稳定性,同时简化了施工过程,降低了施工难度和成本。
二、工法特点钢结构铸钢节点安装施工工法具有以下特点:1. 高强度和稳定性:铸钢节点具有较高的强度和刚度,能够满足钢结构的承载要求,并能够抵抗地震和风荷载等外力影响。
2. 施工效率高:采用铸钢节点连接构件能够减少钢焊接或螺栓连接的步骤,简化了施工流程,提高了施工效率。
3. 节点结构合理:铸钢节点的设计合理,能够减轻节点的应力集中,提高节点的承载能力和使用寿命。
4. 构件轻量化:铸钢节点可以实现构件的轻量化设计,降低了钢材的使用量,减少了工程成本。
5. 适应性强:该工法适用于各种不同形状和材质的构件,具有广泛的适用范围。
三、适应范围钢结构铸钢节点安装施工工法适用于各类建筑工程中的钢结构安装,包括工业厂房、商业综合体、桥梁、塔楼等。
在大跨度和超高层建筑中,尤其适用于结构复杂、节点连接密集的情况。
四、工艺原理钢结构铸钢节点安装施工工法的工艺原理是通过钢结构节点的铸造制作,将构件直接连接。
在实际施工中,首先需要进行节点的设计,根据实际应力情况和负载要求,确定节点的形状和尺寸。
然后,根据节点设计图纸,在施工现场进行节点的铸造,选择合适的钢材进行制作。
最后,将铸造完成的节点与相应的构件连接起来,形成整体的钢结构。
五、施工工艺钢结构铸钢节点安装施工工艺包括以下几个阶段:1. 节点设计和制作:根据节点的设计要求,制作相应的节点模具,并将铸钢节点制作好。
2. 构件准备:根据施工图纸要求,对各个构件进行加工处理和表面防腐处理。
3. 节点铸造:设立临时模架和铸造平台,将铸钢节点放置在相应位置,进行节点的铸造和冷却。
4. 构件安装:将铸造完成的节点与构件进行连接,采用吊装或者推拉等方式,确保连接稳固。
建筑空间结构中铸钢节点的铸造缺陷与检测研究
建筑空间结构中铸钢节点的铸造缺陷与检测研究在建筑空间结构里,铸钢节点可真是个让人既爱又恨的家伙。
咱们说到铸钢,肯定得想到它的强度、耐久性,那可都是建筑中的“顶梁柱”嘛。
但有句话怎么说来着,事物总有两面性,铸钢节点的缺陷,也就是那不靠谱的“黑点”,有时候真的让人抓狂。
想象一下,原本坚固无比的铸钢节点,忽然一出现裂缝或者孔洞,这可就不只是“瑕不掩瑜”那么简单了。
这些问题要是没及时发现,建筑结构的安全性可就大打折扣,万一哪天发生个小小的意外,那可就不是个笑话了,甚至可能会带来严重的后果。
所以咱今天就来聊聊这些铸钢节点的“毛病”,还有怎么发现它们的秘密。
首先说说铸造缺陷。
哦,别看铸钢这个东西好像挺牛,铸造的过程可不是一件简单的事。
它就像一个大厨做菜,得掌握好火候,要不然食材就变质。
铸钢节点一旦在铸造过程中没掌握好温度,或者金属材料没有完全融化,可能就会出现什么气孔、夹渣、裂纹这些小麻烦。
就拿气孔来说吧,它就像是大饼上的小泡泡,看着是有点丑,但谁也不能说它没存在的意义。
这些小气孔不只是影响外观,关键是它们会影响节点的承载力,简直就是“背后捅刀”的坏分子。
再比如夹渣,这个更让人头疼,像是铸造时不小心“夹带”了一些不该有的杂质,日后承受压力时,铁就开始“打哆嗦”,严重了直接就可能断裂。
想象一下,你辛辛苦苦建起来的钢结构,竟然因为这么点小小的瑕疵,成了“定时炸弹”,这谁能忍?说到这里,大家是不是开始觉得,铸钢节点的这些缺陷,简直像是建筑结构里的“潜伏杀手”?问题是,这种缺陷可不是你睁大眼睛就能轻松看见的。
它不像是电线老化,能一眼看出问题。
铸钢节点的这些缺陷通常藏得很深,尤其是气孔、裂缝,可能只有在节点受力的时候才会暴露出来。
这就像是你拍电影,主角暗藏杀机,结果一出场就引发了大乱子。
那怎么办呢?咱们得想办法把这些潜在的风险给找出来!这就离不开检测技术了。
说到检测技术,这就不得不提现代的一些高科技手段了。
现在用的比较多的就是X 射线检测和超声波检测。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
多角度钢结构铸钢节点的研制陈瑞麟(中核苏阀科技实业股份有限公司 苏州 215001)摘 要 上海新国际博览中心是采用典型的树状钢结构建筑新理念,使用铸钢节点作为树状结构的连接节点的大型现代化场馆。
这些铸钢节点形状复杂、要求高、质量大,制作难度大。
主要介绍铸钢节点的设计、铸造技术要求、标准的选用、铸造及质量控制等技术,为今后大型现代化场馆选用铸钢节点树状钢结构建筑提供借鉴。
关键词 树状钢结构 铸钢节点 砂型铸造 GS-20M n5VTHE RESEARCH AND MANUFACTURE OF CAST STEELJOINTS F OR MULTIANGULAR STEEL STRUC TUREChen R uil in(S ufa Technol ogy Industry Co.,Ltd CNNC Suzhou 215001)ABSTRAC T T he new idea of typical tree-shaped steel structure is applied to building construction in Shanghai New International Ex po Center,w hich is a large modernization building using cast steel joint as a connected joint for a tree-shaped structure.These joints feature complex shapes and sizes,high requirements,heavy weight and very difficult manufacture.T his paper mainly introduces the desig n,the casting technique,the choosing of standard,casting and quality control of cast steel joint,w hich may be a reference for choosing tree-shaped steel structure of cast steel joint fo r large modernization buildings in the future.KEY W ORDS tree-shaped steel structure cast steel joint sand casting G S-20M n5V 上海新国际博览中心是由德国慕尼黑国际博览公司、杜塞尔多夫展览公司、汉诺威展览公司共同参股建设,为上海市2000年重点工程之一。
工程主体由美国Murphy/Jahn设计事务所承担主设计,采用典型的树状钢结构建筑新理念,使用铸钢节点作为树状钢结构的连接节点。
上海新国际博览中心室内展览面积20.6万m2,展览总面积25.6万m2,如此大规模的铸钢节点网架钢结构建筑在国内尚属首次建造。
节点采用铸钢形式,其形状复杂(见图1),一个节点连接着10根钢管,而且有许多两管相贯、倒锥度、8字型管口;尺寸多(三维空间尺寸);质量大,最大的节点单质量达1300kg;尺寸公差小、精度高(管接口尺寸公差±1.5mm,相邻管接口其角度偏差≤25′,表面粗糙度Ra12.5)。
如此高的要求,其铸造难度是相当大的。
铸钢节点还须做超声波探伤,主要部位要达到《铸钢件超声探伤及质量评级标准》(GB/T7233)规范的Ⅱ级标准。
1 铸钢节点的设计和铸造技术要求1.1 节点的设计和计算上海新国际博览中心仅1号展厅铸钢节点就有143种规格,1446件,总质量514t。
5号展厅节点有109种规格、1452件,质量约500t。
这些节点绝大多数是采用半空心、半实心模型(图1)。
设计中节点的显著特点是:节点上诸多的连接管其管中心的受力点是汇合于一点的。
采用半空心、半实心模型节点在设计上既考虑了强度设计之极限承载力的安全系数要求,又考虑了节点实心的自重大,对整个网架结构的不利影响、材料的浪费,同时还考虑到材料淬透性对材料性能的影响(按德国DIN标准的要求,铸件最大壁厚不应大于160mm,而一般钢材壁厚要求是不大于180mm)。
在设计计算中采用Unigraphics Solutions Inc公司的I-Deas三维软件对铸钢节点的体积、质量、质心位置及表面积进行了计算。
利用计算机对节点进行立体造型,使工艺设计、木模制作有直观感,对实际操作大有帮助。
对节点受力进行分析,从铸造角度对建筑设计返馈改进建议。
第一作者:陈瑞麟 男 1939年12月出生 高级工程师收稿日期:2002-12-221.2 铸钢节点铸造标准的选用及技术要求空间钢结构图1 多角度钢结构铸钢节点 按德国原设计其铸钢节点的材料是选用DIN17182中的GS-20M n5V,材料的化学成分及机械性能见表1(摘自DIN17182表1及表3)。
铸钢节点的外形尺寸需符合DIN1680的第一部份(管口公差±1.5mm,角度偏差≤25′),铸钢节点工艺性,焊接性能等须符合DIN1690第一部分要求,铸钢节点无损检测采用超声波探伤检测,管口焊缝区域150mm以内要求超探U T判定等级为Ⅱ级,其余为Ⅲ级。
节点表面质量应符合设计要求的2S2或国标Ra12.5。
由表1可见,德标(或欧盟标准EN10213)对铸钢的化学成分及机械性能的要求是很严谨的,比我国国标GB/T7659、日本标准JIS G5102,美国标准ASTM A216都严格得多,甚至比我国的《低合金高强度结构钢》(GB/T1591)中Q390的要求还高,这对铸造厂商来讲难度是较大的。
2 铸钢节点的铸造2.1 铸造工艺设计与木模制作是铸造的关键本次铸钢节点的模型采用的是常用的木模模型。
节点是三维立体结构,在铸造工艺设计过程中对节点按型面分类相当困难。
根据不同系列类型的节点之结构特点,采用多种形式的分型面选择,有曲面分型、平面分型;有整体坭芯、连体坭芯、单个坭芯;有自来坭芯及综合采用的。
曾做了多种方案的试验,选择了最佳方案,确保铸件组织致密,表面质量好,尺寸精确,造型有可操作性。
木模的制作要求很高,特别是角度的制作、三维表1 低合金高强度结构钢、具有良好可焊性及高韧性普通铸钢标准牌号化学成分/%C Si M n S P Cr M o其他机械性能壁厚/mmσs/M Paσb/M Paδ/%A kV/JDIN 17182GS-20Mn5V0.17~0.23≤0.601.00~1.50≤0.015≤0.020≤0.30≤0.15Ni≤0.40≤50>100~160≥360≥280500~650≥24≥27(-30℃)≥70(常温)≥27(-10℃)≥40(常温)EN 10213G20Mn50.17~0.23≤0.601.00~1.60≤0.020≤0.020≤0.30≤0.12Ni≤0.80Cu≤0.30≤100≥300500~650≥22≥27(-40℃)JIS G5102SCW480≤0.22≤0.80≤1.50≤0.040≤0.040≤0.50-Ni≤0.05C当量≤0.45-≥275≥480≥20≥27(0℃)GB/T 7659ZG275-485H≤0.20≤0.50≤1.20≤0.040≤0.040≤0.30≤0.15Ni≤0.30Cu≤0.30V≤0.05-≥275≥480≥20≥22(常温)Χ≥35%GB/T 1591-94Q390E≤0.20≤0.551.00~1.60≤0.025≤0.025≤0.30V、Ti0.02~0.20Ni≤0.70Ae≥0.15Nb0.015~0.06≤16≥50~100≥390≥330490~650≥19≥20≥27(-40℃)博览中心5号展厅铸钢节点GS-20Mn5V(范围)0.17~0.230.20~0.501.01~1.470.008~0.0150.004~0.020---≤50362~485528~65024~3370~160(常温) GS-20Mn5V(平均值)0.200.341.170.0130.009---39558228109(常温)陈瑞麟:多角度钢结构铸钢节点的研制尺寸的检测、角度的检测是相当难的。
为此,采用了正交平板投影法,通过一些特殊的测量手段,组成三维坐标系将木模及其后的铸件(节点)的尺寸及角度精确地测量出来。
2.2 造型工艺节点采用树脂砂造型工艺,树脂自硬砂铸造尺寸精度较高,表面质量较好。
由于节点体积大,局部热节大,利用计算机模拟浇注分析结果,对节点热节部位易粘砂问题,采用了耐火度较高的铬铁矿砂来提高其抗粘砂能力。
生产中严格控制配砂、控制型砂性能,提高表面稳定性,控制起模时间。
造型中涂料的涂刷也是很重要的。
2.3 冶炼及热处理节点的材料GS-20M n5V的化学成分控制要求很严,对于采用电弧炉来冶炼GS-20M n5V,对S的控制是有一定难度的。
在生产中除了控制废钢质量,加强还原期的脱S操作之外,需特别注意熔炼前期去硫措施,严格控制还原后期的S含量,出钢时钢渣同出,确保成品S≤0.015%。
由于节点结构特殊,铸造热节大,为保证节点的内外质量,防止粘砂,必须严格控制出钢温度,严禁高温钢。
表1中给出博览中心5号展厅实际生产中节点GS-20Mn5V的化学成分及机械性能的范围与平均值。
GS-20Mn5V的热处理按DIN17182的规定应采用淬火+回火,且标准中有严格的温度范围规定,可以根据炉子特点选择。
热处理工艺中加热速度取决于化学成分、铸件的断面大小及形状,保温时间取决于铸件的最大壁厚及装炉堆料状况。
根据节点这种特殊铸件,管子与中心部位之壁厚差距甚大,管口管壁很薄,若采用淬火炉原翻转机构入水,则易使管口碰扁损坏,生产中采用了专门工装,整体入水淬火,有效解决了碰撞问题。
节点在实际水淬中情况很好,未发现因水淬而使节点产生裂纹的现象。
2.4 铸钢节点的后处理铸件的后处理包括开箱※清砂※切割浇冒口系统※清除局部缺陷※焊补※打磨※热处理※抛丸※打磨※无损检测※最终喷丸处理※防锈处理※喷漆等。
GS-20Mn5V材质的焊接性能很好,按要求做了焊接工艺评审。
焊接试块的焊接性能和弯曲性能良好,在生产中未发现焊接裂纹问题。
按合同要求,节点的探伤报告必须是一件一套,在节点的后处理工序中,打磨工作的要求较高(Ra12.5),以利于探伤,超声波探伤的工作亦是很繁重的。
3 铸钢节点的质量控制质量控制是生产合格铸件的基本保证。
上海新国际博览中心是上海市重点工程。
根据合约,制造商必须实行全过程质量控制,并接受监理对制造全过程的监督和随时检查。