铝箔出货检查成绩书 2011
出荷检查成绩书

圈尺 钢尺 钢尺 钢尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 目视 目视 磁铁石 光学投影仪 目视 目视 点数/称重 目视 确认方法
L4 L5 L6 L7 L8 头部检查 外 观 检 查 线身检查 铁壳磁性检查 插头弹片宽度(上下最宽) 网尾检查 包装方式检查 包装 包装数量检查 纸箱正侧唛书写检查 有害物质确认 环境 对应 □符合环境有害物质管理准则 □符合ROHS指令 最终判定 □允收 □拒收
出荷检验基准书
客户 品名 品番
LOTNO
NO. :
订单号 订单量 CR AC: (致命) RE: 测定方法 基准值
单位
抽样数 出荷数 MA AC: (严重) RE: 测定值
检查日 出荷日 MI AC: (轻微) RE: 方式
抽样计划:MIL-STD-105EⅡ级 CR:0 MA:0.4 MI:1.0 规格值 NO 绝缘阻抗 高压测试 导通阻抗/瞬间 L1 L2
L3
检ห้องสมุดไป่ตู้项目
NO 1 NO 2 NO 3 NO 4 NO 5 8681测定机 8681测定机 8681测定机 CR CR CR MA MA MA MA MA MA MA MA MA MA MA MA MA MA MA MA 环境判定 □社内测定 □合格 □不合格 □社外测定 不良率
电 性 测 试
mm mm mm mm mm mm mm mm 依限度样本 依限度样本 依SOP标准 ≤7.80mm以下 网尾不可有编织 依SOP标准 依SOP标准 依SOP标准 PCS mm
□制程管理表 □外箱LOT NO编号 不良数
2
2015/10/19
新作成
许进东
谭远平
REV 核准:
DATE 承认:
铝箔袋来料检验报告

来料检验报告
送货单□ 通知单□ 编号: 供应商□ 客 户□ 名称: 物品名称或编号:
订货单编号: 收货日期: 材料性质:
检查项目 来料标识
合格标准 有供应商名、物品名、生产日期、数量
来料数量 包装 外观 印刷 成型
胶转移检查 剥离试验
抗张强度
渗漏试验
合格供应商 供应商出货检验报告
材质报告
同送货单数量相一致 1.可以有效保护物料 2.如有破损,直接退货。
规格尺寸符合标准;表面无污物、杂物
内容完整,表面无污渍、无变色。 成型良好,表面无明显折皱,封合均匀 对称,封合处无明显通道 用肉眼或放大镜观察,出现大于热封边 宽度的 1/3 的成片未转移,判为不合格 剥离过程中无严重纸屑出现和无包装 材料撕破现象 纸纸袋:≥0.08KN/m 纸塑袋:≥0.14KN/m 自粘透析纸塑袋:≥0.08KN/m 试验时,往袋内注入有色液体,液面高 度以 5mm 为宜,静置 10s-15s,应无明 显贯穿整个热封面的溶液通道出现 对照《合格供应商清单》查看是否为合 格供应商
有
有
规格:
材料生产日期: 收货数量:
型号:
检查结果
:
检测设备编号:
物料紧急程度:□ 一般 □ 急
最终结果:□合格 □不合格
不合格处理: □ 退货 □ 特采 □ 其它处理
□ 特急
检验员 审核
批准 日期
生产:
日期 日期
铝合金材料产品合格证书
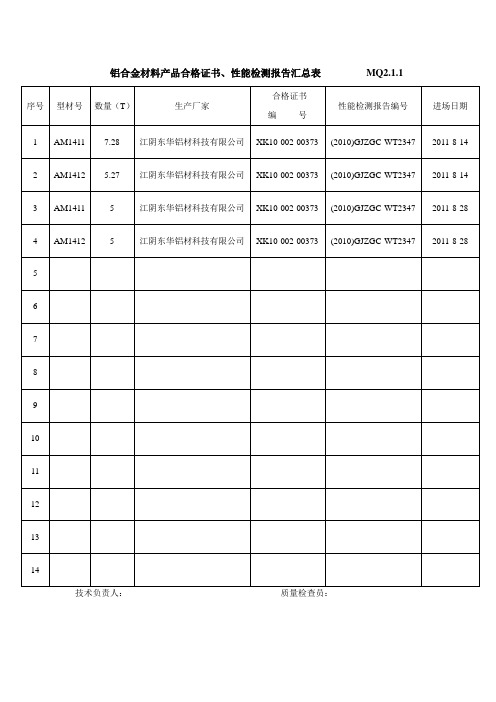
铝合金材料产品合格证书、性能检测报告汇总表MQ2.1.1合格证书性能检测报告编号进场日期序号型材号数量(T)生产厂家编号1 AM1411 7.28 江阴东华铝材科技有限公司XK10-002-00373 (2010)GJZGC-WT2347 2011-8-142 AM1412 5.27 江阴东华铝材科技有限公司XK10-002-00373 (2010)GJZGC-WT2347 2011-8-143 AM1411 5 江阴东华铝材科技有限公司XK10-002-00373 (2010)GJZGC-WT2347 2011-8-284 AM14125 江阴东华铝材科技有限公司XK10-002-00373 (2010)GJZGC-WT2347 2011-8-28 567891011121314技术负责人:质量检查员:幕墙用钢材及五金(衬垫)产品合格证书、性能检测报告汇总表MQ2.1.2序号材料产品名称规格型号生产厂家数量合格证书编号性能检测报告编号使用部位1 五金M12×120 苏州杰英五金有限公司3000 20110717015 110810QA001 A区幕墙2 五金M12-1.75 苏州杰英五金有限公司3000 ZJ110414N028 MM11070041 A区幕墙3 槽钢12a 马鞍山钢铁集团18 0011951 Z23071070455 A区幕墙4 角钢50×5 马鞍山钢铁集团10 0011952 Z230609A0109 A区幕墙5 方钢80×60×3 马鞍山钢铁集团11.8 0011952 Z23061040201 A区幕墙67891011121314技术负责人:质量检查员:幕墙板材(玻璃、金属板、石材)产品合格证书、性能检测报告汇总表MQ2.1.3序号板材种类规格(长×宽×厚)数量生产厂家合格证书、性能检测报告、编号进场日期1 铝塑复合板3mm 1700 上海吉祥材料有限公司201109018 2011-9-192 钢化玻璃6、8mm 2000 杭州春水镀膜玻璃有限公司20111009002、C-047-G2009-642011-10-143 铝单板3mm 1800 西南铝业(集团)有限责任公司0055112005030003102011-10-14 花岗岩30mm 3000 常州市复兴石材市场川宝石材经营部2008120-53-8862542011-9-125 夹层玻璃 1.52mm 400 杭州春水镀膜玻璃有限公司91000690、JDCCC-2009-J312011-10-14 6 防火玻璃6mm 426.46 浙江光大玻璃有限公司2011-3311 2011-10-14 7891011121314技术负责人:质量检查员:保温、防火材料产品合格证书、性能检测报告汇总表MQ2.1.4性能检测进场日期序号品种数量生产厂家合格证书编号报告编号1 外墙保温锚栓10000 安平县飞马保温钉厂JG149-2009 200931184 2011-8-262 保温板3000 上海欧文斯科宁玻璃纤维有限公司120009214 1004212 2011-9-183 防火涂料 6 上海申华阻燃剂总厂2011-4 20110310 2011-9-29 4567891011121314技术负责人:质量检查员:幕墙用硅酮胶质量证明书及性能检测报告汇总表MQ2.1.5序号规格、牌号生产厂家数量合格证书编号性能检测报告编号进场日期1 SJ-268 佛山市南海亚之都贸易有限公司500 0005367122 2011MB003 2011-9-282 SJ-168 佛山市南海亚之都贸易有限公司600 0006197388 2011MD149 2011-9-28 34567891011121314技术负责人:质量检查员:。
检查成绩书(完美版)
来料数
检查员
管理者
承认
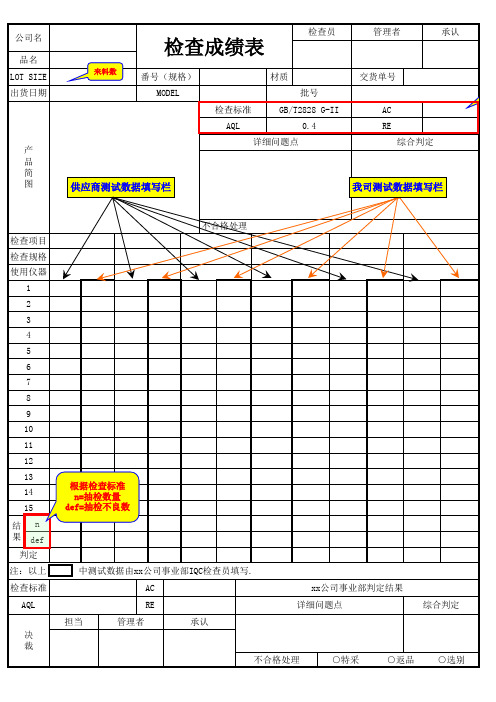
检查成绩表
番号(规格) MODEL 检查标准 AQL 材质 批号 GB/T2828 G-II 0.4 详细问题点 AC RE 综合判定 交货单号
产 品 简 图
供应商测试数据填写栏
我司测试数据填写栏
不合格处理 检查项目 检查规格 使用仪器 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 结 果 n def 中测试数据由xx公司事业部IQC检查员填写. AC RE 担当 决 裁 不合格处理 ○特采 ○返品 ○选别 管理者 承认 xx公司事业部判定结果 详细问题点 综合判定 根据检查标准 n=抽检数量 def=抽检不良数
判定 注:以上 检查标准 AQL
根据GB/T2828 G-II 0.4标准填写
请填写各公司自己内部的检查标准: (我司的检验标准为:GB/T2828 G-Ⅱ) -AC:可接收 -RE:不可接收检查人员填写
出货检查成绩书
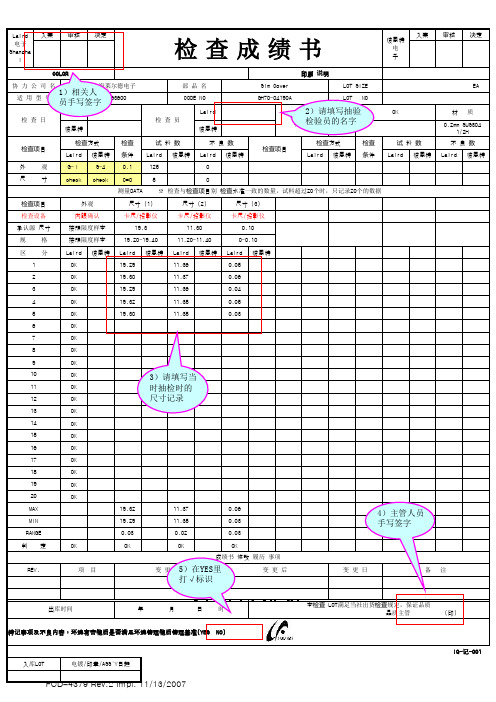
入案审核决定入案审核决定协 力 公 司 名LOT SIZE EA适 用 型 号CODE NOLOT NOLairdLairdLaird 材 质彼恩特彼恩特彼恩特检查方式检查试 料 数不 良 数检查方式检查试 料 数不 良 数Laird 彼恩特条件Laird 彼恩特Laird 彼恩特Laird彼恩特条件Laird彼恩特Laird彼恩特G-ⅠS-40.11250checkcheckC=05区 分Laird 彼恩特Laird 彼恩特Laird 彼恩特Laird 彼恩特1OK 19.2911.360.052OK 19.3011.370.063OK 19.2911.360.044OK 19.3211.350.055OK 19.3011.350.036OK 7OK 8OK 9OK OK OK OK OK OK OK OK OK OK OK OK19.3211.370.0619.2911.350.030.030.020.03判 定OKOKOKOK0.1019.311.300-0.1011.20-11.4018卡尺/投影仪卡尺/投影仪卡尺/投影仪按照限度样本 测量DATA ※检查与检查项目别 检查水准一致的数量,试料超过20个时,只记录20个的数据尺寸 (2)肉眼确认检查项目尺寸 (3)检 查 日彼恩特电子Laird 电子Shanghai上海莱尔德电子印刷 说明COLOROK 外 观尺 寸0.2mm SUS3041/2H合格与否判 定检 查 员检查项目变 更 日检查项目检 查 成 绩 书部 品 名Sim Cover GH70-04190AGT-S3600MIN 变 更 前年 月 日时出库时间RANGE REV.项 目成绩书 修改 履历 事项11按照限度样本19.20-19.4014规 格检查设备承认源 尺寸101312外观尺寸 (1)电镀/印章/ASS'Y日起IQ-记-001入库LOT备 注变 更 后特记事项及不良内容:环境有害物质是否满足环境管理物质管理基准(YES NO)本检查 LOT 满足当社出货检查规定,保证品质品质主管 (印)MAX 2019151617검사적성서성서검사적2)请填写抽验检验员的名1)相关人员手写签3)请填写当时抽检时4)主管人员手写签字5)在YES 里打√标识FCD-4379 Rev.2 Impl. 11/13/2007。
原材料入库检查成绩书
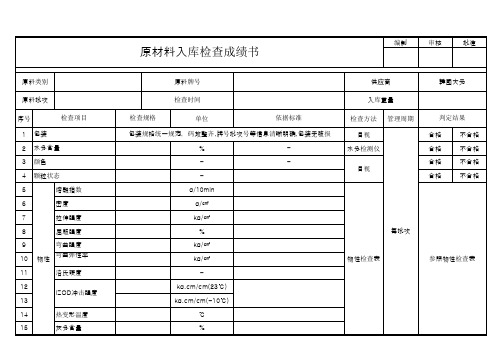
参照物性检查表
编制查成绩书
原料类别 原料批次 序号 1 包装 2 水分含量 3 颜色 4 颗粒状态 5 6 7 8 9 熔融指数 密度 拉伸强度 屈服强度 弯曲强度 检查项目 检查规格 原料牌号 检查时间 单位 依据标准 供应商 入库重量 检查方法 管理周期 判定结果 合格 合格 合格 合格 不合格 不合格 不合格 不合格 韓國大元
包装规格统一规范,码放整齐,牌号批次号等信息清晰明确,包装无 目视 破损 水分检测 % 仪 目视 g/10min g/㎤ kg/㎤ % kg/㎤ kg/㎤ kg.cm/cm(23℃) kg.cm/cm(-10 ℃) ℃ % 物性检查 表 每批次
10 物性 弯曲弹性率 11 12 13 14 15 热变形温度 灰分含量 洛氏硬度 IZOD冲击强度
检验成绩书
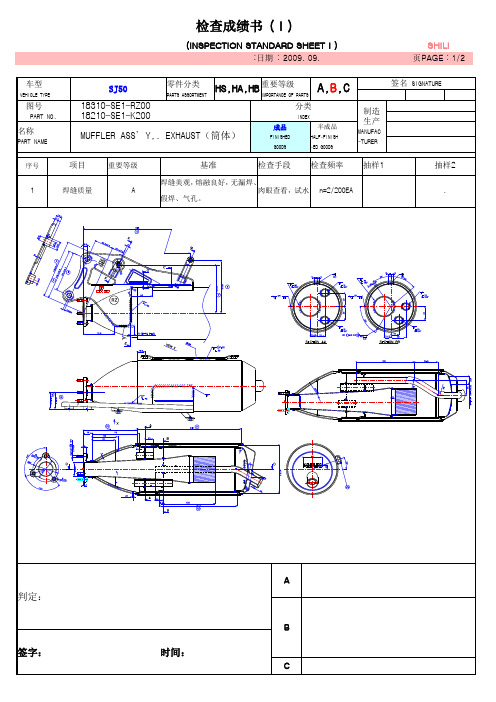
HS,HA,HB 重要等级 A,B,C IMPORTANCE OF PARTS 分类 INDEX
MUFFLER ASS’Y,. EXHAUST(筒体)
成品
FINISHED
半成品
HALF-FINISH
GOODS
-ED GOODS
制造 生产
MANUFAC -TURER
签名 SIGNATURE
序号
No. 1
:
: 2009.09.
SHILI
页PAGE : 2/2
重要等级
基准
IMPORTANCE OF ITEM SPECIFICATION
B
136 ±0.5
检查手段
INSPECTION METHOD
检查频率 抽样1
FREQUENCY OF INSPEC. RELATION DATA
卡尺或检具
n=2/200EA
抽样2
REMARKS
.
判定: 签字:
A
B
时间:
C
序号 No.
②
③
④
⑤
⑥ 7 8 9 10 11 8 9
10
项目
ITEM 位置数值 位置数值
位置数值 中心距离 中心距离 中心距离 位置数值 位置数值 位置数值 位置数值 其它装配尺寸 涂层性能 表面状态
表面状态
表面状态
检查成绩书(Ⅱ)
(INSPECTION STANDARD SHEETⅡ)
检查成绩书 (Ⅰ)
(INSPECTION STANDARD SHEETⅠ)
:日期 : 2009. 09.
SHILI
页PAGE : 1/2
车型
VEHICLE TYPE
出货检验标准书
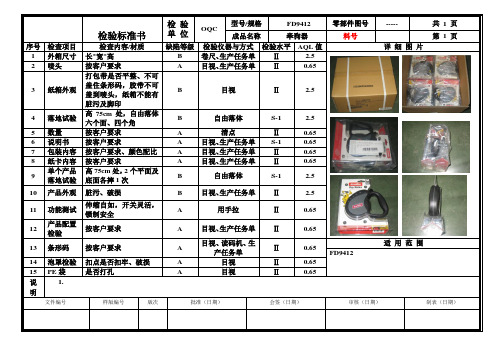
检验标准书检验
单位OQC
型号/规格FD9412 零部件图号----- 共 1 页
成品名称牵狗器料号第 1 页
序号检查项目检查内容/材质缺陷等级检验仪器与方式检验水平AQL值详细图片
1 外箱尺寸长*宽*高 B 卷尺、生产任务单Ⅱ 2.5
2 唛头按客户要求 A 目视、生产任务单Ⅱ0.65
3 纸箱外观打包带是否平整、不可
盖住条形码,胶带不可
盖到唛头,纸箱不能有
脏污及脚印
B 目视Ⅱ 2.5
4 落地试验高75cm处,自由落体
六个面、四个角
B 自由落体S-1 2.5
5 数量按客户要求 A 清点Ⅱ0.65
6 说明书按客户要求 A 目视、生产任务单S-1 0.65
7 包装内容按客户要求、颜色配比 A 目视、生产任务单Ⅱ0.65
8 纸卡内容按客户要求 A 目视、生产任务单Ⅱ0.65
9 单个产品
落地试验
高75cm处,2个平面及
底面各摔1次
B 自由落体S-1 2.5
10 产品外观脏污、破损 B 目视、生产任务单Ⅱ 2.5
11 功能测试伸缩自如,开关灵活,
锁制安全
A 用手拉Ⅱ0.65
12 产品配置
检验
按客户要求 A 目视、生产任务单Ⅱ0.65
13 条形码按客户要求 A 目视、读码机、生
产任务单
Ⅱ0.65
适用范围
FD9412
14 泡罩检验扣点是否扣牢、破损 A 目视Ⅱ0.65
15 PE袋是否打孔 A 目视Ⅱ0.65
说
明
1.
文件编号样版编号版次批准(日期)会签(日期)审核(日期)制表(日期)。
检查成绩书模板 inspection report

判定结果/Result
3 电器性能抽样测试 Electrical properties sampling test
寸法抽样测试5PCS/次 ( sample dimension measurement 5pcs/LOT) 提供项请勾选:实装寸法□、基板翘曲□、端子寸法□、预加锡厚度□、外形寸法□ 4 (PLEASE choose the item: parts location accuracy □、FPC warp □、 dimension of gold finger □、thickness of the solder □、overall dimension □
实装焊接确认(无缺件、短路、开路、空焊、极反、墓碑、偏移、锡珠等焊锡不良现 象)Soldering appearance inspection (no Bridge,Open,Missing parts,Open 2 soldering,Reversely solder parts,Tombstoning,Component misalignment,Solder ball,etc . solder defect)
7 符合环保要求according to the RoHS
8 静电防护 ESD protection 9 性能测试 Performance test
出货确认 Confirmed by:
备注/Remarks
出货附报告 Attach measurement
report
各生产批号抽检数(The number of each production batch sampling inspection) (依 C=0 抽样计划表 ,AQL:0.15 实施)(according C=0 Sampling standard ,AQL: 0.15 action)
铝箔片验收标准--制定版1

1. 目的:规范铝箔片质量要求,明确采购标准,降低质量异常,特制订本标准。
2. 范围
基地各厂使用的铝箔片,同时包括外购瓶材的配套铝箔片同样需要符合本标准质量要求。
3.技术要求及检测标准
备注:
1. 外购瓶材配套铝箔片1.2项(表面颜色)及1.4项(铝箔片内印刷)依照签样样品进行验收;4.检验规则
4.1 同一品种、同一规格的产品为一批。
4.2 结果判定:依MIC—STD105DⅡ表,采用正常检测单次抽样计划。
严重缺点AQL=0.01,主要缺点AQL=2.5,
次要缺点AQL=6.5。
4.4 说明:
4.4.1 严重缺点主要指对来料功能有影响的缺陷:1.8~1.9项指标;
4.4.2主要缺点指很明显的外观缺陷:1.3~1.7项指标;
4.4.3 次要缺点指较明显的外观缺陷:1.1~1.2项指标。
5.包装、标志、运输和贮存:
5.1 铝箔片使用PE袋进行内包装,外包装使用瓦楞纸箱包装。
5.2 每件产品的外包装应附产品合格证,并标明产品名称、规格、数量、生产日期、生产厂家等。
5.3 运输时应防止日晒雨淋。
5.4 产品应储存在整洁、阴凉、干燥的空调库房内,堆放整齐,30摄氏度以下件下可储存一年。
出货检查报告范文

出货检查报告范文一、背景概述近期,我司订单生产进展顺利,按计划完成了批量生产,并准备开始出货。
为了确保产品质量和客户满意度,我们进行了严格的出货检查,检查内容包括外观检查、功能检测、包装完整性检查等。
二、检查内容及结果1.外观检查在外观检查过程中,我们使用了专业的设备和工具来对产品外观进行全面检查。
我们对每个产品进行了外观颜色、图案、标识、尺寸等方面的检查,并与客户提供的样品进行了对比。
经过检查,整个生产批次的产品外观符合客户要求,没有发现明显的瑕疵或不合格的情况。
2.功能检测我们为每个产品进行了功能检测,确保产品能够正常工作。
我们按照客户提供的说明书和技术要求,对产品的各项功能进行了测试,包括电池寿命、信号接收质量、操作流畅度等。
经过检测,所有产品的功能正常,没有发现有缺陷或无法正常使用的情况。
3.包装完整性检查在检查过程中,我们对产品的包装进行了仔细的检查,确保产品在运输过程中不受损。
我们对每个产品的包装箱进行了外观检查,检查是否有明显的破损或错位的情况。
同时,我们还检查了包装箱内部的填充物是否充足,是否能够保护产品不受外力影响。
经过检查,所有产品的包装完整性良好,没有发现包装箱损坏或填充不足的情况。
三、问题及解决措施在出货检查过程中,我们发现了少数产品的外包装存在以下问题:1.少量产品的包装箱表面存在细微划痕或磨损的情况。
解决措施:我们将与包装供应商进行沟通,要求提供更加耐用的包装材料,以确保产品在长途运输过程中不受损。
2.少量产品的包装箱内部填充物不够紧密或不稳固。
解决措施:我们将对包装工艺进行调整,提高填充物的密度和稳定性,以防止产品在运输过程中的碰撞和震动。
以上问题对出货计划没有明显影响,并可以通过与供应商的沟通和包装工艺的改进来解决。
四、结论经过严格的出货检查,我司批量生产的产品外观符合客户要求,功能正常,包装完整性良好。
仅在少数产品的包装方面存在细微问题。
我们将与包装供应商进行沟通,解决这些问题,并确保产品的出货质量。
出货检查成绩书
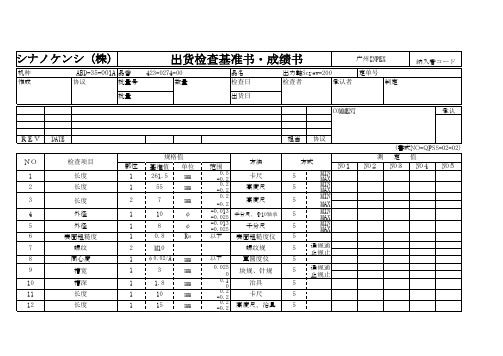
长度
外径 外径 表面粗糙度 螺纹 同心度 槽宽 槽深 长度 长度
部位 1 1
2
1 1 1 2 1 1
1 1 1
规格值 基准值 单位 261.5 mm
55
mm
7
mm
10
φ
8
φ
0.8
Ra
M10
φ0.02/A mm
3
mm
1.8
mm
10
mm
15
mm
担当 协议
范围
0.5 -0.2
0.2 -0.2
0.2
5
MIN MAX
5
5
通规通 止规止
5
5 通规通 止规止
5
5
5
NO1
(書式NO-QPSS-02-02)
测定值 NO2 NO3 NO4
NO5
13
振动
14
位置度
15
伤、异物付着
16
总长
17
长度
18
槽宽、槽径
19
槽宽、槽径
20
同心度
1
0.3
mm
以下
百分表
5
1
0.02/A mm
以下
投影机
5
目视
5
1 (330.5) mm
-0.2 -0.013 -0.025 -0.013 -0.025
以下
方法
卡尺 高度尺 高度尺
千分尺、Φ10轴承
千分尺 表面粗糙度仪
螺纹规
以下
0.025 0
0.1 0
0.2 -0.2
0.2 -0.2
MIN MAX
5
MIN MAX
出货检查成绩书

MM 1.989 MM 1.080 MM 0.693 MM 0.795 MM 1.295 MM 1.980 PP 1.352 PP 0.476 PP 0.341
1.993 1.080 0.690 0.796 1.299 1.970 1.362 0.477 0.347
10 23.100 11 23.450 12 24.850 13 25.650 14 15 16 7 18 19 20 21 22 23 24 25
No. 规格值 规格上限 规格下限 测量仪器 1 2 3 4 5 6 7 8 9 2.000 1.100 0.700 0.800 1.300 2.000 1.380 P=0.48 0.350 1.995 1.085 0.695 0.800 1.400 2.000 1.380 0.580 0.350 23.200 23.470 24.830 25.650 1.200 0.910 0.200 61º 1.600 1.600 1.600 1.600 0.450 0.020 0.015 0.020 投影仪 PP 1.985 1.075 0.685 0.790 1.200 1.950 1.330 0.380 0.250 23.100 23.430 24.810 25.550 1.100 0.900 0.000 59º 0.000 0.000 0.000 0.000 0.250 0.000 0.000 0.000
□2.恒温恒湿试验:□OK 2 1.989 1.081 0.687 0.792 1.310 1.950 1.350 0.477 0.347 3 1.988 1.083 0.689 0.791 1.297 1.950 1.371 0.473 0.346
□3.镀层附着性试验:□OK 6 1.993 1.082 0.691 0.792 1.306 1.950 1.354 0.479 0.343 7 1.992 1.084 0.690 0.795 1.307 1.960 1.371 0.473 0.342 8 1.990 1.083 0.692 0.793 1.298 1.970 1.361 0.476 0.345 9
出货检查成绩书

担当 协议
(書式 NO-
范围
方法
0.5
卡尺
-0.2
0.2
高度尺
-0.2
0.2
高度尺
-0.2
-0.013 千分尺、Φ10轴
-0.025
承
-0.013 -0.025
千分尺
方式
NO1
MIN 5
MAX
MIN 5
MAX
MIN 5
MAX
MIN 5
MAX
MIN 5
MAX
测定值 NO2 NO3 NO4
NO5
6
表面粗糙度
块规、针规 治具 卡尺
高度尺、治具
以下
百分表
以下
投影机
目视
5 通规通
5 止规止
5 通规通
5 止规止
5 5 5 5 5 5
1 (330.5) mm
卡尺
1
1
8
mm
以上
螺纹通规(厚度 8.1mm)
1
1
1.2×φ7.8±0.1mm
投影仪
1
18
槽宽、槽径
19
槽宽、槽径
20
同心度
1
1.2×φ7.8±0.1mm
7
螺纹
8
同心度
9
槽宽10槽深 Nhomakorabea11
长度
12
长度
13
振动
14
位置度
15
伤、异物付着
16
总长
17
长度
18
槽宽、槽径
1
0.8
Ra
2
M10
1 φ0.02/A mm
1
3
mm
出货检查成绩书
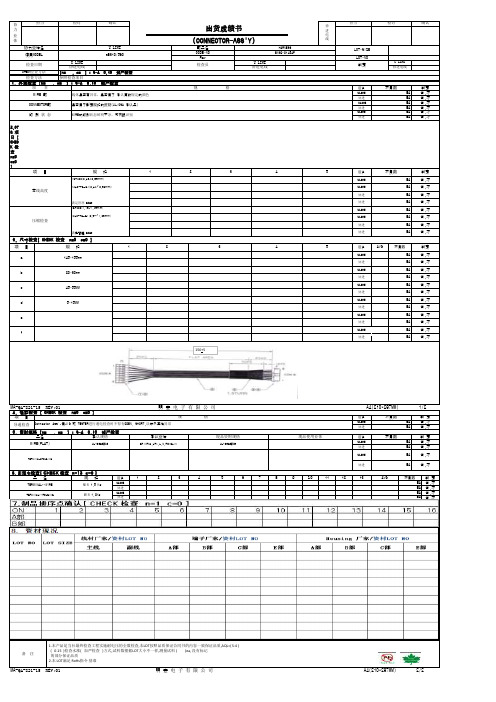
区分ULINE 协进 ULINE 协进ULINE 协进2.CTQ 项 目 [ CHECK 检查 n=5 c=0 ]区分ULINE ULINE 协进协进ULINEULINE 协进协进区分ULINE 协进ULINE 协进ULINE 协进ULINE 协进ULINE 协进ULINE 协进区分ULINE 协进区分ULINE 协进ULINE协进区分12345678910111213ULINE 协进ULINE 协进担当检讨协力业体担当检讨确认确认(CONNECTOR-ASS'Y)出货成绩书协进电线使用MODEL sB310/560CODE-NO BN39-01454FRev U LINE 判定LOT-SIZELOT-NO U LINE 协力业体名U LINE 部品名HARNESS 协进电线协进电线WIRE 部 线体是否有异常,是否用了 承认原所规定的颜色EA 合,EA 合,检查日期U LINE 检查员1. 外观检查 [n= , c= ] : S-4 0.15 加严检查项 目规 格不良数判协进电线项 目规 格1234CHEM 检查方法[n= , c= ] : S-4 0.15 加严检查检查方法参照检查项目印 刷 状 态WIRE的印刷状态鲜明干净,可肉眼识别EA 合,EA合,CONNECTOR部是否用了制定规格的资财(UL/CSA 承认品)EA 合,EA 合,EA 合,5不良数判合,EA 合,合,芯线高度满足管理 SpecEA EA EA 合,EA EA 合,合,EA合,EA 3. 尺寸检查[ CHECK 检查 n=5 c=0 ]项 目规 格1234压缩检查满足管理 Spec判a145-155mm5AVG 不良数 合,EA 合,EA 合,EA 合,b 20-30mm合,EA 合,c 45-55MMEA EA 合,EA 合,EA 合,d 5-15MMEA合,EA合,EA 合,ef4. 性能检查 [ CHECK 检查 n=5 c=0 ]项 目规 格不良数判 承认业体现品资财规格现品使用业体不良数导通检查Connector Ass'y用JIG 或 TESTER进行通电检查时不得有OPEN,SHORT,误排及其他异常EA合,EA合,UL10368#28SHINHWA,LTK,L.M,HONGLINUL10368#28WIRE(FLAT)合,EA 合,EA 判 5. 资财规格 [n= , c= ] : S-4 0.15 加严检查品名承认规格EA 6. 引张力检查[ CH ECK 检查 n=13 c=0 ]品 名规 格AVG不良数EATERMINAL&HOUSINGEA 合,合,TERMINAL↔WIREMIN 1.5 Kg EA MA -QA-821-15 REV:01 明 安 电 子 有 限 公 司 A4(210*297MM) 2/2TERMINAL↔HOUSINGMIN 1.0KgEA EA备 注YST200(1.18~1.29mm)12507TS-G1(0.97~1.08mm)YST200(0.58~0.69mm)12507TS-G1(0.52~0.63mm)c1.本产品是当社最终检查工程实施耐电压的全数检查,本LOT 按照品质保证合同书的内容一致保证品质,AQL=( S-4 ) ( 0.15 )检查水准( 加严检查)方式,试料数根据LOT 大小不一样,测量试料( )ea, 没有标记的部分保证品质2.本LOT 满足RoHs 指令基准150+5判 定合,不合,不合,不合,不确认合,不合,不判定合,不合,不合,不合,不合,不判定合,不合,不合,不合,不合,不合,不合,不判定合,不合,不合,不合,不合,不合,不合,不合,不合,不合,不合,不合,不判 定合,不合,不合,不合,不判 定合,不合,不 2/2c c。
铝锭进料检验报告单
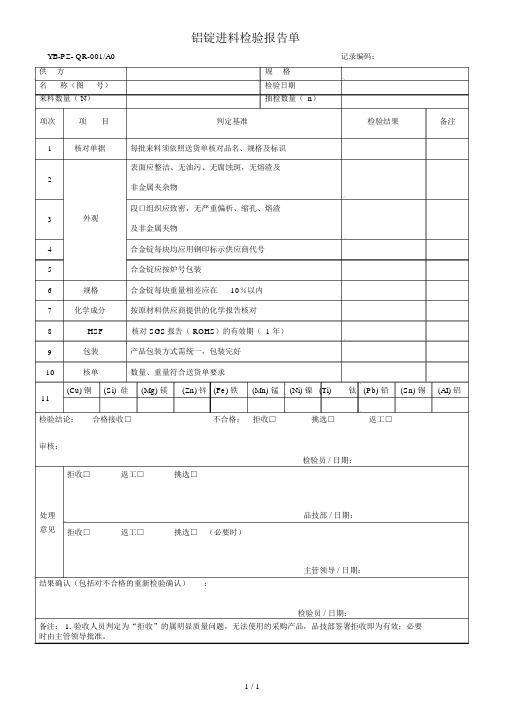
铝锭进料检验报告单
YB-PZ- QR-001/A0记录编码:
供方规格
名称(图号)检验日期
来料数量( N)抽检数量(n)
项次项目判定基准检验结果备注1核对单据每批来料须依照送货单核对品名、规格及标识
表面应整洁、无油污、无腐蚀斑,无熔渣及
2
非金属夹杂物
3
段口组织应致密,无严重偏析、缩孔、熔渣外观
及非金属夹物
4合金锭每块均应用钢印标示供应商代号
5合金锭应按炉号包装
6规格合金锭每块重量相差应在10%以内
7化学成分按原材料供应商提供的化学报告核对
8HSF核对 SGS报告( ROHS)的有效期( 1 年)
9包装产品包装方式需统一,包装完好
10核单数量、重量符合送货单要求
11
(Cu) 铜(Si) 硅(Mg) 镁(Zn) 锌 (Fe) 铁(Mn) 锰(Ni) 镍 (Ti)钛(Pb) 铅(Sn) 锡(AI) 铝检验结论:合格接收□不合格:拒收□挑选□返工□
审核:
检验员 / 日期:
拒收□返工□挑选□
处理品技部 / 日期:
意见拒收□返工□挑选□ (必要时)
主管领导 / 日期:
结果确认(包括对不合格的重新检验确认):
检验员 / 日期:
备注: 1. 验收人员判定为“拒收”的属明显质量问题,无法使用的采购产品,品技部签署拒收即为有效;必要
时由主管领导批准。
1 / 1。
检查成绩书

2-2
表面处理
表面阴级电泳黑 漆,中性盐雾试验 144小时不得腐蚀
1EA 6个月
1EA 6个月
3-1
尺寸
3-¢6.8 +0.2/0
5EA 5EA LOT LOT
3-2
孔径
¢96.5 +0.5/
5EA 5EA LOT LOT
3-3
尺寸
17 0/-0.5
5EA 5EA LOT LOT
3-4
距离
4.2±0.5
5EA 5EA LOT LOT
3-5
中心距及位 置度
¢129 ±1 0.2MAX
5EA LOT
5EA LOT
供方判断 判断
特别事项
1-1
外观
无缺陷
5EA 5EA LOT LOT
供方 确认
担当
审核
批准
确认
担当
审核
批准
X3
X4
X5
X3
X4
X5
判定
1-2
外观
按图纸要求标识内 5EA 5EA 容及位置清晰无误 LOT LOT
钢板 B0.8GB/T7082006
DC01II F GB/T52132008
2-1
材质
1EA 1EA 6个月 6个月
XXX机械有限公司
□ 初到品 □ 完成品 ■部 品
车种 品号 品名
检查成绩书
备注 :
LOT NO LOT SIZE 抽检数量
区分
检测日期 检测人员
供应商
□自产 □ KD ■ 国产
□外来 □初到样品 □其他
供应商
万都
规格
PRE- PROD X1
X2
检查成绩书格式 (1)
1 外观
无碰伤/砸伤,无毛刺/台阶,无刀痕
OK
2 ROHS
有害物质管理规定
OK
3 尺寸检查 23±0.05 29.95 29.98 23.01 23.04 24.03
OK
4
∮11.0±
0.05
11.03
11.01
11.02 11.03 11.02
OK
5
电镀厚镀 um
Cu3
3.68 4.12 4.33
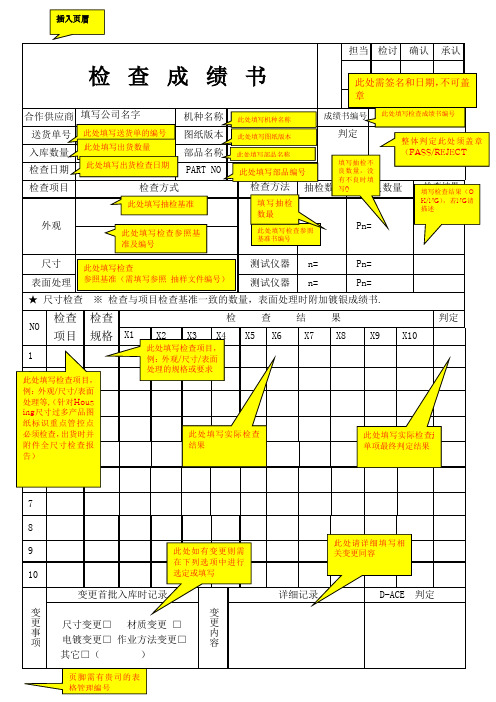
担当检讨确认承认合作供应商填写公司名字机种名称成绩书编号送货单号图纸版本判定入库数量部品名称检查日期part检查项目检查方式检查方法抽检数量不良数量检查结果外观pn尺寸测试仪器pn表面处理测试仪器检查项目检查规格判定x1x2x3x4x5x6x7x8x9x10详细记录dace判定尺寸变更材质变更电镀变更作业方法变更其它此处填写送货单的编号此处填写出货数量此处填写出货检查日期此处填写机种名称此处填写部品名称此处填写部品编号整体判定此处须盖章passreject此处填写抽检基准此处填写检查参照基准及编号此处填写检查参照基准书编号此处填写检查成绩书编号此处填写图纸版本填写抽检填写抽检不良数量没有不良时填kng若ng描述此处填写检查项目例
目检
n=20
Pn=0
PASS
尺寸 表面处理
参照《来料检查基准书》
SSM-QP-018
测试仪器 n=5 测试仪器 n=3
Pn=0 Pn=0
PASS PASS
★ 尺寸检查 ※ 检查与项目检查基准一致的数量,表面处理时附加镀银成绩书.
检查 检查
检查结果
判定
NO
项目 规格 X1 X2 X3 X4 X5 X6 X7 X8 X9 X10
插入页眉
药品包装用铝箔检验原始记录 CP-T123-E01-01

1 / 8 检验编号物料名称药品包装用铝箔物料编码批号规格供应商生产商请验数量抽样件数检验日期请验部门报告日期复验期检验依据《内包装材料检验标准操作规程》(QC-O003-01)和《叶酸片内包装材料质量标准》(CP-T123-02)操作及结果及试液配制:序号试液名称配制日期配制数量有效期至检验用量1 高锰酸钾滴定液(0.002mol/L)2 稀硫酸溶液3 硫代硫酸钠滴定液(0.01mol/L)4 淀粉指示液5 醋酸盐缓冲液(pH3.5)6 标准铅贮备液1. 材质:本品是□否□用于固体药品包装用的铝箔,涂有保护层和粘合层【标准规定】:本品应是用于固体药品包装用的铝箔,涂有保护层和粘合层【项目结论】:检验员:检验日期:复核员:复核日期:2.尺寸:随意抽取本品长度不小于米的个样品,分别用刻度单位为1.0mm的直尺和刻度单位为0.01mm的千分尺测量其宽度和厚度。
宽度: mm mm mm mm mm mm mm mm mm mm 平均: mm厚度: mm mm mm mm mm mm mm mm mm mm 平均: mm2 / 8物料名称药品包装用铝箔批号【标准规定】:宽:200±1mm,厚度:0.024±0.003mm;宽:255±1mm,厚度:0.024±0.003mm 【项目结论】:检验员:检验日期:复核员:复核日期:3. 外观:随意抽取本品长度不小于米的个样品,在自然光线明亮处,正视目测(眼睛与被测物距离为 cm),表面是□否□洁净、是□否□平整、涂层是□否□均匀。
文字、图案印刷是□否□正确、是□否□清晰、是□否□牢固;铝箔亮面(与药品接触)是□否□为无文字面,非亮面是□否□为文字印刷面,其印刷内容及布局是□否□与质量标准所附实样一致。
【标准规定】:取本品长度不小于1米,在自然光线明亮处,正视目测,表面应洁净、平整、涂层均匀。
文字、图案印刷应正确、清晰、牢固;铝箔亮面(与药品接触)为无文字面,非亮面为文字印刷面,其印刷内容及布局应与质量标准所附实样一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检查标准 AQL
G-II
Ac Re
不合格问题点描述
检查员 尺寸数据 (mm)管理者L&T Nhomakorabea终判定:
Leadership & Teamwork
QR-SQA-11(Ver:01)
公司名 交货日期 品名 Part NO. MODEL 检查项目 外观检验 持粘力测试 耐压测试 导电测试 耐温测试 ROHS检查
中澳
铝箔出货检查成绩书
LOT SIZE 检查标准 AQL Ac 抽样数 N= N=10 N=10 N=10 N=10 N=1 检验备注 标识,刮伤,破损,毛刺,脏污 测8H不移位、不脱落 测3500V不击穿、不燃烧 测试阻抗<60MΩ 测试-20℃-65℃不变形 测试结果<2ppm 抽样数 通用
检查员
管理者
G-II 0.4 Re
检查结果 判定 结果
铝箔
检验依据 检查标准 参照SPEC 参照SPEC 参照SPEC 参照SPEC 环境标准
尺 寸 (mm)
L&T IQC检查员填写
检查项目 外观检验 颜色 尺寸 ROHS检查 规格值 检查标准 参照SPEC 参照SPEC 环境标准 抽样数 N= N= N= N= N= N= N= 检查结果 不合格 合格