链组花键端轴向定位的技术改造
采煤机行走箱花键轴压板固定方式的改进

文 章 编 号 :0 1—0 7 2 1 0 10 8 4( 0 2) 2—0 2 1 3—0 2
采 煤机 行 走 箱花 键 轴 压 板 固定 方 式 的改 进
童李
( 淮沪煤 电公 司 丁集煤矿 , 安徽 淮南 22 0 ) 3 0 1
中 图 分 类 号 :D 2 . 1 T 4 16 文献 标 识 码 : B
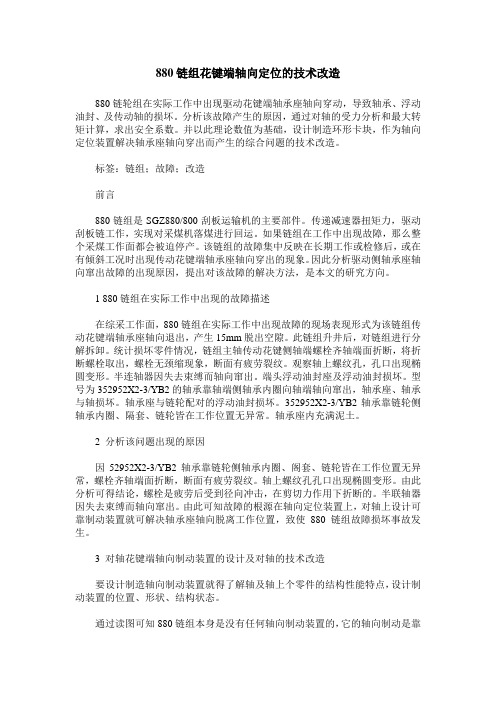
f)改进 后固定方式 b
滚筒采煤机行走箱 主要 由箱壳 、 动轮 、 驱 惰轮轴组 、 齿轨
轮 组 和 齿 轨 轮 轴 、 向 滑 靴 、 牵 引 部 行 星 机 构 出轴 联 接 的 导 与 花 键 轴 等 组 成 。花 键 轴 上 设 有扭 矩 槽 , 实 际 载 荷 大 于 额 定 当
( )对煤泥沉 降速 度 的监测 。利 用真 空原 理将 加过 絮 1 凝剂的样液抽 出送 至取 样桶 。流入 的样液 接触 到样 液筒顶 部的高 度 测 头 时 , 样 过 程 停 止 , L 内 的 计 时 电 路 开 取 PC
始工作 。 ( )对 澄 清 水 浊 度 的 监 测 。待 样 液 筒 中 的 煤 泥 完 全 沉 2
图 1 花键 轴 固 定 方 式
・
14・ 2
煤
矿
机 电
2 1 年第 2期 02
螺丝孑 , L 以便 于 拿 放 。 图 2 b标 示 的是 这 个 限 位 装 置 的 销 眼 , 用 8 0m =2 m的钢 板 制 成 , 约 2 0m 宽约 2 5IT 焊 于 行 长 3 m, 6 l , rl l 走 箱 花 键 轴 压 板 位 置 , 间 留 2 的 间 隙 , 于 挡 销 自上 中 0mm 便 而下插入 , 作方便 。 操
880链组花键端轴向定位的技术改造
880链组花键端轴向定位的技术改造880链轮组在实际工作中出现驱动花键端轴承座轴向穿动,导致轴承、浮动油封、及传动轴的损坏。
分析该故障产生的原因,通过对轴的受力分析和最大转矩计算,求出安全系数。
并以此理论数值为基础,设计制造环形卡块,作为轴向定位装置解决轴承座轴向穿出而产生的综合问题的技术改造。
标签:链组;故障;改造前言880链组是SGZ880/800刮板运输机的主要部件。
传递减速器扭矩力,驱动刮板链工作,实现对采煤机落煤进行回运。
如果链组在工作中出现故障,那么整个采煤工作面都会被迫停产。
该链组的故障集中反映在长期工作或检修后,或在有倾斜工况时出现传动花键端轴承座轴向穿出的现象。
因此分析驱动侧轴承座轴向窜出故障的出现原因,提出对该故障的解决方法,是本文的研究方向。
1 880链组在实际工作中出现的故障描述在综采工作面,880链组在实际工作中出现故障的现场表现形式为该链组传动花键端轴承座轴向退出,产生15mm脱出空隙。
此链组升井后,对链组进行分解拆卸。
统计损坏零件情况,链组主轴传动花键侧轴端螺栓齐轴端面折断,将折断螺栓取出,螺栓无颈缩现象,断面有疲劳裂纹。
观察轴上螺纹孔,孔口出现椭圆变形。
半连轴器因失去束缚而轴向窜出。
端头浮动油封座及浮动油封损坏。
型号为352952X2-3/YB2的轴承靠轴端侧轴承内圈向轴端轴向窜出,轴承座、轴承与轴损坏。
轴承座与链轮配对的浮动油封损坏。
352952X2-3/YB2轴承靠链轮侧轴承内圈、隔套、链轮皆在工作位置无异常。
轴承座内充满泥土。
2 分析该问题出现的原因因52952X2-3/YB2轴承靠链轮侧轴承内圈、阁套、链轮皆在工作位置无异常,螺栓齐轴端面折断,断面有疲劳裂纹。
轴上螺纹孔孔口出现椭圆变形。
由此分析可得结论,螺栓是疲劳后受到径向冲击,在剪切力作用下折断的。
半联轴器因失去束缚而轴向窜出。
由此可知故障的根源在轴向定位装置上,对轴上设计可靠制动装置就可解决轴承座轴向脱离工作位置,致使880链组故障损坏事故发生。
花键联接外齿快速定位研究与应用
第25卷第6期•44•2019年12月Vol.25,No.6December2019宽厚板WIDE AND HEAVY PLATE•冶金设备•花键联接外齿快速定位研究与应用栗增杰李光伟刘文鹏李艳辉张明山白世军(河钢集团邯钢公司中板厂)摘要针对花键联接内、外齿因错位卡阻而无法装配的问题,展开新旧花键外齿测量和定位装配研究。
基于花键联接外齿周向测量定位基本原理,结合花键联接特点,设计一种专用、便捷的花键联接外齿测量定位装置,有效地避免了装配卡阻,保证安全、准确、快速地进行花键外齿定位操作,完成花键联接。
关键词花键联接外齿定位板材矫直机外齿测量The Research and Application of External Teeth FastPositioning for Spline ConnectionLi Zengjie,Li Guangwei,Liu Wenpeng,Li Yanhui,Zhang Mingshan and Bai Shijun(Medium Steel Plate Plant of HBIS Group Hansteel Company)Abstract Aiming at the problem that internal and external teeth of spline connection can not be assembled due to misalignment and jacking,Hansteel Medium Steel Plate Plant carries out research on measurement,positioning and assembly of external teeth of both unused and used spline.Based on the basic principle of circumferential measurement and positioning of external teeth in combination with the features of spline connection,a special and convenient measuring and positioning device is designed for external teeth of spline connection,which effectively prevents the assembly from clogging,ensures safe,accurate and fast positioning operation of spline external teeth to fulfill spline connection.Keywords Spline connection,External tooth positioning, Plate leveler,External tooth measurement0前言花键联接由内花键和外花键组成,内、外花键相互啮合传递扭矩,广泛应用于冶金设备机械传动系统⑴,具有联接受力均匀、传递扭矩大、定心精度高且适用于可滑移联接等特点⑵。
齿轮箱中花键连接机构的轴向定位装置[实用新型专利]
![齿轮箱中花键连接机构的轴向定位装置[实用新型专利]](https://img.taocdn.com/s3/m/9937580381c758f5f71f67ce.png)
专利名称:齿轮箱中花键连接机构的轴向定位装置专利类型:实用新型专利
发明人:李红建,何新,何爱民,钱荣,陈荣俊
申请号:CN201721875574.9
申请日:20171228
公开号:CN207880033U
公开日:
20180918
专利内容由知识产权出版社提供
摘要:本实用新型公开了种齿轮箱中花键连接机构的轴向定位装置,包括轴用挡圈、挡板和被嵌入垫片,一段按照传统工艺表面渗碳处理的硬化垫片置于被嵌入垫片的前端;本实用新型由于在传统被嵌入垫片的前端有一段按照传统工艺表面渗碳处理的硬化垫片,微动结合面的磨损会大大减少。
申请人:南京高速齿轮制造有限公司
地址:211100 江苏省南京市江宁区科学园天元东路1号
国籍:CN
代理机构:江苏圣典律师事务所
代理人:杨文晰
更多信息请下载全文后查看。
提高曲柄与花键位置精度的治具[实用新型专利]
![提高曲柄与花键位置精度的治具[实用新型专利]](https://img.taocdn.com/s3/m/60f2f6326f1aff00bfd51ecc.png)
专利名称:提高曲柄与花键位置精度的治具专利类型:实用新型专利
发明人:游庆文,杨加华,季明其
申请号:CN201620247125.9
申请日:20160329
公开号:CN205520572U
公开日:
20160831
专利内容由知识产权出版社提供
摘要:本新型公开了一种提高曲柄与花键位置精度的治具,包括横截面呈L形的、用于放置曲柄齿轮轴的治具主体,横截面为L形的长侧边的端部垂直设置有第一弯折部且横截面为L形的短侧边的端部垂直设置有第二弯折部,第二弯折部上设置有定位孔和第一定位块,横截面为L形的短侧边的平面上设置有定位孔和第二定位块,第一弯折部上设置有定位孔和第三定位块,通过第二定位块和第三定位块固定曲柄齿轮轴的两端,通过第一定位块固定曲柄齿轮轴的顶部。
所有曲柄齿轮轴的精度统一度可达到0.006mm以内,足够满足机器人RV减速器高精度要求,提高生产效率、降低生产成本。
申请人:优德精密工业(昆山)股份有限公司
地址:215316 江苏省苏州市昆山市北门路3168号
国籍:CN
代理机构:南京纵横知识产权代理有限公司
代理人:董建林
更多信息请下载全文后查看。
一种传动件的轴向定位装置[实用新型专利]
![一种传动件的轴向定位装置[实用新型专利]](https://img.taocdn.com/s3/m/a3710a9ca417866fb94a8e40.png)
专利名称:一种传动件的轴向定位装置
专利类型:实用新型专利
发明人:徐子瑜,李新奇,汪剑文,逯发虎,韩宏亮申请号:CN201520279230.6
申请日:20150504
公开号:CN204572819U
公开日:
20150819
专利内容由知识产权出版社提供
摘要:一种传动件的轴向定位装置包括通过键连接方式安装在传动轴限位环台一侧端的限位套,通过固定连接件安装在限位套上的传动件,通过螺纹连接旋装在限位套另一侧端的圆螺母,环绕圆螺母外圆面以均布的方式加工有16或24个齿槽,且在齿槽中的一个齿槽的外侧端通过固定螺栓固定设置有定位块,定位块为凹形卡块结构,定位块一个卡爪插装在齿槽内,另一个卡爪插装在与圆螺母相配合的传动轴上加工出的轴向卡槽内;在固定螺栓安装位置一侧的圆螺母端面安装有一个限位螺栓,固定螺栓和限位螺栓的头部分别加工有用于穿装限位钢丝的通孔,固定螺栓和限位螺栓限位钢丝相连接。
本实用新型可保证传动件的精确定位,有效防松,传动更可靠,减少机械故障。
申请人:恒天重工股份有限公司,中原工学院
地址:450001 河南省郑州市高新技术开发区梧桐街258号
国籍:CN
代理机构:郑州中民专利代理有限公司
代理人:郭中民
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SGZ800/800型运输机机头、机尾部调斜装置技术改造物资供应公司郝胜礼任志刚小青矿李东来摘要针对SGZ 800/800型运输机在推移过程中因传动装置过重偏载经常发生机头部、机尾部上帮上翘问题,研究、提出了增加调斜液压千斤顶的解决方案,进一步改善了此运输机和采煤机的效能,提高了设备开机率,保证了工人维护、作业安全。
关键词机头、机尾部上翘调斜装置1 概述SGZ 800/800型运输机是铁法能源公司各矿井中厚煤层综采工作面的主要运输设备,目前在用7套。
各矿工作面运输机反馈信息表明,运输机头、尾推移时,由于机头架下帮挂电机减速器导致机头、尾偏重,致使运输机机头、机尾部上帮侧铲煤板翘起。
采煤机在运行到此位置时,摇臂滚筒卧底量不够,导致留煤,严重影响运输机顺利推移及工人作业安全。
为彻底稳妥地解决这一问题,经分析、研究该设备工作原理、结构特点和使用工况,找出了问题发生的根本原因,提出了增加调斜液压千斤顶的解决方案,通过校核计算,强度满足使用要求。
通过对运输机结构的进一步优化,运输机头、尾部的煤全部回采,同时运输机运行平稳,实现了安全生产,也节约资源。
2 机头、机尾部上翘原因分析综采工作面刮板运输机的主要作用有两个:一是运输机铲煤板作为采煤机运行的轨道,保障采煤机完成煤壁全断面切割。
二是与采煤机和液压支架以及顺槽布置的转载机、胶带输送机配套使用,完成综采工作面煤炭的运输。
采煤机摇臂下摆至极限位置时, 刮板机底面至滚筒最下齿尖的垂直距离称为卧底量。
卧底量取值的大小主要影响工作面机头、机尾煤墙三角煤的割透情况和适应底板不平的状况。
卧底量越大越有利于割透机头、机尾煤墙三角煤和适应底板不平的状况。
SGZ800/800型运输机的机头部、机尾部下帮侧,各平行悬挂布置一部约重15t的传动装置。
由于机头、机尾不含传动部的重量,分别约为9t,致使设备此两处的重心偏至下帮槽体外侧。
按照采煤工艺,矿井每个生产班在运输机使用过程中都要执行N次800mm截深的推移步距。
由于此型传动装置与本机机头机尾部分重量比例失调,重心在下帮侧,巷道底板又比较软。
因此在推移过程中经常造成机头部、机尾部上翘,几个步距后这种上翘就越来越厉害,最严重时候上翘高度可达到100mm。
当采煤机运行到机头机尾过渡槽时,由于槽体上帮上翘,采煤机处于一定角度的仰采状态,摇臂滚筒卧底量无法达到工艺要求,煤壁截割就不到根。
这不仅浪费资源,还给运输机顺利推移造成了严重影响。
在此情况下,采煤队经常不得不采用人工拉底的方式解决。
或者使用单体液压支柱上端支住顶板,下端支在抬高变线槽的铲板上,减少上翘量。
前者会大大增加一线生产人员的劳动强度,人员进入上帮作业,危险系数增加,不利于安全生产,效率也比较低,会影响生产进度。
后者经常会损坏单体支柱,也会导致抬高变线槽凸凹头受剪切力。
而且单体液压支柱无法稳妥固定,容易打滑脱落。
另外支撑阻力过大,也容易导致液压单体支柱密封损坏泄压或者柱体弯曲变形致人受伤。
以SGZ 800/800型运输机在小康矿S2S5工作面前部使用时为例:在长达1年8个月的使用周期里,共损坏的单体液压支柱165根(每根大约1200元),损坏运输机调高边线槽25件(每件大约30000元),损坏哑铃销65件(每件大约500元)。
不仅加大了工人处置问题时的劳动强度,延缓了生产进度,也存在较大的安全隐患,更直接增加了物料投入成本将近一百万。
3 技术改造方案分析了SGZ800/800型运输机机头、机尾部上帮侧上翘的原因和产生的影响后,通过认真仔细地研究,制定了改造技术方案:借鉴集团公司刨煤机设备的调斜装置,利用现有的支架前梁的短柱,计算出推力数据,求出安全系数,并以此理论数值为基础,设计制造出符合实际情况要求的机头部、机尾部的调斜装置。
3.1方案设计确定SGZ800/800型运输机配套使用的传动部由43JS减速器和YBSD-400/200KW电机以及罩筒、对轮等构成,合计重量约为15t。
机头(机尾)部由机头架(机尾架)、过渡槽、链组、底座等构成合计重量约为9t。
传动部与运输机平行布置,通过间隔板与机头、机尾架用螺栓连接紧固。
故该型运输机头尾部重心偏至下帮槽体外侧。
因此,通过调整SGZ800/800运输机头、尾部的重心既可以解决上翘问题。
通过分析,改造方案有以下两种:一者,在上帮侧设置配重;二者,在传动部侧做支撑,制作安装调斜装置。
为确保操纵方便,可以考虑利用液压支架的液压系统操纵。
因采场空间限制且和采煤机摇臂干涉等原因,方案一无法实施;通过比较,第二种方案合理,可以实施,运输机机头、尾结构空间好,操纵方便,但是需要校核结构强度。
3.2调斜装置设计如图1、图2所示,参考刨煤机调斜系统,在机头、机尾推移梁和过渡底挡板处各加一个支架调斜千斤顶,使用时支撑在端头支架推移梁上,使用φ45销轴铰接,从而达到调斜的作用。
从而彻底解决运输机抬高变线槽故障损坏事故的发生。
图 1 调斜千斤顶安装示意图图2 改造安装后示意图为便于调斜装置操控,可在液压支架操作控制阀增加阀片直接操纵。
整改调斜控制系统由液压千斤顶、双向锁、控制阀组、高压胶管构成,原理图如图3所示。
图3 调斜系统液压控制图3.3千斤顶的计算选择及强度校核改造制作调斜装置使用的千斤顶是的是ZF8800-17/29H前梁千斤顶,具体参数详见附表。
附表千斤顶参数型号名称缸直径(mm)杆径(mm)行程(mm)ZF8800-17/29H 前梁千斤顶200 140 140调斜千斤顶供液和液压支架一样由综采面液压泵站供液,均采用乳化液。
系统压力p为31.5MPa。
经计算,千斤顶推力F为989.1kN。
垂直支撑重量100.9t。
因千斤顶设置安装角度18°,如图4所示。
图4 调斜系统千斤顶安装角度示意图调斜千斤顶的实际支撑重量,即垂直支撑重量与COS18°之积,结果为66.7t。
而SGZ800/800刮板运输机机头部、传动部总重24t,远远小于调斜千斤顶实际支撑重量,因此理论上满足调斜要求。
调斜千斤顶铰接销轴受力强度核算:铰接销轴按照结构件侧平面受力分布定位为水平距离185mm,垂直距离220mm,剪切面为圆柱面,宽度为铰接座侧立板厚50mm;由于调斜千斤顶活塞杆直径140mm,所以选用铰接销轴直径45mm,经过剪切强度校核,符合使用要求,可以使用。
铰接销轴受力正、侧面,如图5示。
图5 铰接销轴正面受力铰接座铰接销轴剪切应力来源于调斜千斤顶,由调斜千斤顶伸缩,对铰接销轴照成剪切。
调斜千斤顶技术特征:缸径/杆径:200/140mm;初撑力:989.6 kN;工作阻力:1099.9 kN。
根据材料力学最大切应力理论(第三强度理论)校核该点强度。
在反复动作伸缩时,实际测量得18°偏角受力最大,计算单侧作用力为160.8038kN。
其受力面积3179.25mm2。
经计算,应力为50.579 MPa。
而Q460钢板许用强度315 MPa。
安全系数如下:安全系数=315/50.579=6.227常温材料安全系数取值3~5。
所以,应用最大剪应力理论校核导轨的强度符合要求。
通过对调斜千斤顶与固定耳板铰接销轴强度校核,该销轴符合强度要求。
3.4改造成本(1)液压控制系统成本。
ZF8800-17/29H前梁千斤顶4134元;双向锁178元;控制阀阀片组293元;高压胶管186元;人工费8000元。
机头、尾2套,合计成本5582元。
可以使用修品,大约成本为2.5582万元。
(2)固定耳座、连接耳、销轴成本。
固定耳座、连接耳采用钢板焊接制作,铰接孔机械加工,固定耳座材料及加工费6750元;连接耳Q460材料及加工费13250元;φ45×185销轴2件成本420元;机头、尾2套,合计成本42740元。
(3)改造制作1套运输机调斜装置成本。
每套调斜装置由控制系统、固定耳座、连接耳、铰接销组成,合计成本68322元。
4 应用效果采用此方案进行技术改造后的2台SGZ800/800型刮板运输机,1台在2017年5月投入大隆矿S1-1301工作面使用, 2017年12月升井,共出煤65万t;另1台在2018年3月投入到大隆矿E2-1502工作面使用,已使用2个月,月出煤30万t。
从矿方信息反馈和现场跟踪验证来看,效果十分理想,未再发生头尾部上帮上翘情况。
小青矿N2-406工作面配套的SGZ800/800型刮板运输机正在检修厂实施地面改造,预计2018年6月投入使用。
5 效益分析全公司7套GZ800/800型刮板运输机,其中5套2010年引进,改造前共使用10余个综采工作面,每个工作面都存在上帮上翘的情况,经统计共损坏单体液压支柱300余棵,抬高变线槽50余件,哑铃销150个,大约增加物耗190余万元。
2018年,根据接续安排SGZ800/800型刮板运输机计划使用6个工作面,计划出煤260万t。
根据以往使用情况,改造前每个工作面因此故障导致的物料损耗大约为30万元。
那么,改造后7个工作面大约能节支降耗200余万元。
6 结语改造后的GZ800/800型刮板运输机,结束了困扰综采队多年的机头机尾部上帮上翘而使用单体液压支柱支撑的历史,不再需要运输机机头、机尾处因采煤机滚筒卧底量不够而人工拉底,实现液压操作,消除了作业人员的安全隐患,使安全生产得到了保证。
为其他型号运输机同类问题的处理,提供了可借鉴的宝贵经验,具有推广价值。
第一作者简介:郝胜礼(1969-),男,高级技师,1987年毕业于铁煤技校机械化采煤专业,现在物资供应分公司综机设备科从事三机设备的管理工作。
联系电话:1384101675。