矩形母线安装
输变电工程安装施工工艺6-母线安装
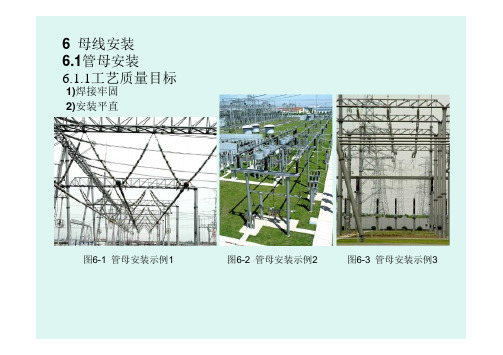
6 母线安装 6.1管母安装6.1.1工艺质量目标1)焊接牢固 2)安装平直图6-1 管母安装示例1图6-2 管母安装示例2图6-3 管母安装示例36.1.2 目标控制措施6.1.2.1管母焊接1)焊接前坡口加工符合规范。
图6-5 管母坡口加工示例图6-4 管母坡口加工尺寸措施或要求:1)切断的管口应平整,且与轴 线垂直;坡口应光滑、均匀、 无毛刺。
2)焊接牢固可靠。
图6-8对口允许弯折偏移和中心线允许偏差措施或要求:1)管母焊缝必须事先考虑避开管母金具。
2)焊接前将两端管内各50毫米范围内和补强衬管表面用汽油清洗干净、抹干,并除去氧化图6-6管母对接焊图示层;3)衬管位于焊口中央,在坡口处将管母及衬管焊接固定;4)母线对接焊缝的上部应有2~4mm的加强高度;焊缝应呈圆弧形,不应有毛刺、凹凸不平之处;5)焊缝表面不得有裂缝、凹陷、缺肉,气孔及夹渣等缺陷。
图6-7管母焊接头示例6.1.2.2管母安装1)管母排列平直,挠度符合设计要求;图6-9管母安装整体示例1图6-11管母安装整体示例3措施或要求:管母安装采用多点吊装,安装后挠度应小于D/2。
图6-10管母安装整体示例22)管母金具安装;图6-12管母伸缩节示例1 图6-14管母支持器示例措施或要求:管母安装在滑动式支持器上时,支持器的轴座与管母线之间应有1~2mm的间隙。
母线固定装置应无棱角和毛刺。
图6-13管母伸缩节示例22)管母金具安装图6-15管母终端安装示例1 图6-15-1管母终端球措施或要求:管母最低处及终端球底部增加滴水孔;图6-16管母终端安装示例22)管母与设备连接图6-17管母与设备连接示例1 图6-19管母与设备连接示例2措施或要求:管母与金具连接处应去除氧化膜,涂电力脂。
图6-18管母与设备连接示例36.2软母线安装6.2.1工艺质量目标1)母线弛度符合规范要求;2)软母线无扭结、松股、断股、扩径导线无明显凹陷和变形;3)软母线与金具匹配,与线夹连接符合规范;4)导线压接符合规范;5)设备连接符合要求。
裸母线、封闭母线、插接式母线安装

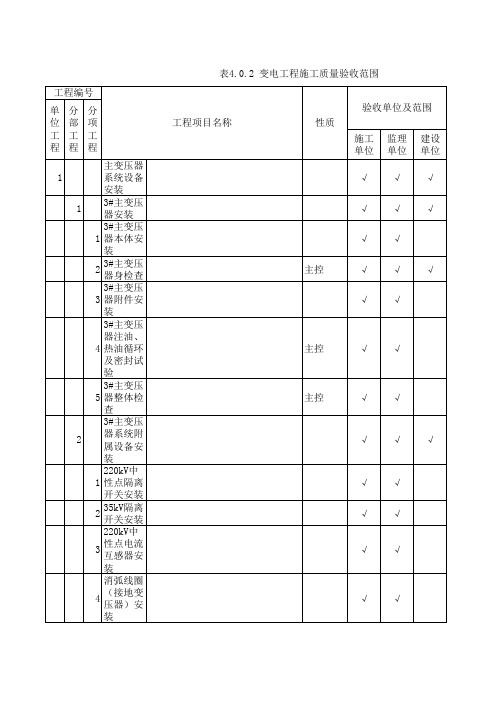
最小抗拉强度(N/Vmm) 20℃时最大电阻率(Ω·mm/m)2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
(2)母线拉紧装置按附下图制作组装。
4绝缘子安装.(1)绝缘子安装前要摇测绝缘,绝缘电阻值大于1MΩ为合格。
检查绝缘子外观无裂纹、缺损现象,绝缘子灌注的螺栓、螺母牢固后方可使用。
6~l0kV支柱绝缘子安装前应做耐压试验。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
(2)绝缘子上下要各垫一个石棉垫。
(3)绝缘子夹板、卡板的制作规格要与母线的规格相适应。
绝缘子夹板、卡板的安装要牢固。
5母线的加工。
(1)母线的调直与切断。
①母线调直采用母带调直器进行调直,手工调直时必须用木锤,下面垫道木进行作业,不得用铁锤。
②母线切断可使用手锯或砂轮锯作业,不得用电弧或乙炔进行切断。
审核人交底人接受交底人1、本表由施工单位填写,交底单位与接受交底单位各存一份。
2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
矩形母线最小弯曲半径(R)值项目母线规格a×b(mm)最小弯曲半径R铝铜钢平弯50×50及以下>50×50至120×10 2b2.5b2b2b2b2b立弯50×50及以下 1.5a a 0.5a2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
图母线弯曲示意图6母线的连接。
母线的连接可采用焊接或螺栓连接方式。
(1)母线的焊接。
①焊接的位置。
焊缝距离弯曲点或支持绝缘子边缘不得小于50mm,同一相如有多片母线,2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。
母线安装

第二章母线安装第一节一般规定第2.1.1条母线装置采用的设备和器材,在运输与保管中应采用防腐蚀性气体侵蚀及机械损伤的包装。
第2.1.2条铜、铝母线、铝合金管母线当无出厂合格证件或资料不全时,以及对材质有怀疑时,应按表2.1.2的要求进行检验。
表2.1.2 母线的机械性能和电阻率注:① 1n/mm2=1mpa第2.1.3条母线表面应光洁平整,不应有裂纹、折皱、夹杂物及变形和扭曲现象。
第2.1.4条成套供应的封闭母线、插接母线槽的各段应标志清晰,附件齐全,外壳无变形,内部无损伤。
螺栓固定的母线搭接面应平整,其镀银层不应有麻面、起皮及未覆盖部分。
第2.1.5条各种金属构件的安装螺孔不应采用气焊割孔或电焊吹孔。
第2.1.6条金属构件及母线的防腐处理应符合下列要求:一、金属构件除锈应彻底,防腐漆应涂刷均匀,粘合牢固,不得有起层、皱皮等缺陷;二、母线涂漆应均匀,无起层、皱皮等缺陷;三、在有盐雾、空气相对湿度接近100%及含腐蚀性气体的场所,室外金属构件应采用热镀锌;四、在有盐雾及含有腐蚀性气体的场所,母线应涂防腐涂料。
第2.1.7条支柱绝缘子底座、套管的法兰、保护网(罩)等不带电的金属构件应按现行国家标准《电气装置安装工程接地装置施工及验收规范》的规定进行接地。
接地线宜排列整齐,方向一致。
第2.1.8条母线与母线,母线与分支线,母线与电器接线端子搭接时,其搭接面的处理应符合下列规定:一、铜与铜:室外、高温且潮湿或对母线有腐蚀性气体的室内,必须搪锡,在干燥的室内可直接连接。
二、铝与铝:直接连接。
三、钢与钢:必须搪锡或镀锌,不得直接连接。
四、铜与铝:在干燥的室内,铜导体应搪锡,室外或空气相对湿度接近100%的室内,应采用铜铝过渡板,铜端应搪锡。
五、钢与铜或铝:钢搭接面必须搪锡。
六、封闭母线螺栓固定搭接面应镀银。
第2.1.9条母线的相序排列,当设计无规定时应符合下列规定:一、上、下布置的交流母线,由上到下排列为a、b、c相,直流母线正极在上,负极在下。
母线制作、安装细则

1母线制作、安装细则1.1母线的分类1.1.1主母线:即汇流排1.1.2分支母线:电器元件与主母线之间或电器元件与电器元件之表2-2多片矩形母线规格及载流量头,15m内允许有四个搭接头。
1.3母线的制作1.3.1母线加工设备与工具:锯、台钳、台钻、冲床、锉刀、盒尺、抚顺SS-201-B01型和BM303-S型母线折弯机、手砂轮、扳手等。
1.3.2选料在加工前,应对母线材料进行检查。
凡有下列局部缺陷的部位,应将该段剪掉。
a)母线表面有裂痕、斑痕、凹坑及有硝石沉积物的部位。
b)铜母线表面有气孔直径大于5mm、深度大于0.15mm者。
6×60 mm1.6校正1.6.1冲剪后的母线应进行校平校直处理。
1.6.2母线平面应保持光滑、平整、不准有锤痕。
1.6.3校平校直处理应以木质榔头槌击母线或使用母线折弯机校平模具,如须用钢质榔头,则宜衬以硬木或铝质垫块,切忌直接敲击母线。
1.7 弯曲1.7.1 母线材料不应退火,但根据工艺要求弯曲处可以加热,加热温度不应超过表2-3所列规定值。
表2-5母线立弯最小容许半径R1.7.5一根母线既曲平弯又曲立弯时,应先曲立弯,然后再曲平弯。
1.7.6母线扭转90°弯时,其扭弯部分的长度应为母线宽度的2.5~5倍。
见图2-3。
1.7.7母线弯曲始点与母线连接的边缘距离不得小于25mm。
见图2-4。
1.7.8。
见图图1.8.11.8.3柜内PE排应预留与40×4接地扁钢的垂直连接孔,螺栓孔直径应符合表2-6的规定。
1.8.4母线钻孔或冲孔后的毛刺应使大钻头划孔,搭接面加工光滑、无飞边毛刺现象。
表2-6矩形母线搭接要求表2-6(续完)矩形母线搭接要求1.8.5母线与进出线电缆的压接螺栓应与DT端子压接孔的大小相配合;与密集母线等的连接孔应符合表2-6的规定,其他情况随工程要求确定。
1.8.6一次母线上连接二次线时,须在母线上单独打通孔用螺栓紧固,特殊情况除外。
母排加工及装配工艺守则

母线选型、加工及安装工艺一.铜母线的载流量:1.矩形铜母线载流量(交流)见表4:注:1).此表所列数值为T+70℃时的载流量(T为环境温度+35℃)。
2).导体扁平放置时,导体宽度在60mm及以下时,载流量按表列数值减少5%;宽度在60mm以上时,应减少8%。
2.BLOKSET铜母线的载流量见表5~表8:二.母线的选用1.应根据材料清单、图纸的规定选择相应规格尺寸的铜母线。
若材料清单、图纸中没有明确规定时,应根据表4~表8的载流量值,结合电气元件(隔离开关、断路器、接触器等)的额定电流或整定电流值选取铜母线的规格尺寸。
2.母线表面应光洁平整,不应有裂纹、折皱、夹杂物、气孔及变形、扭曲和腐蚀现象。
3.使用母线要求平直,对于弯曲不直的母线应进行校正,经校正后的母线不得有明显的锤痕、凹坑等缺陷。
三.母线的加工1.母线的弯曲母线的弯曲通常分为平弯、立弯和扭弯(麻花弯)三种形式。
A.母线开始弯曲处距最近的母线支撑点的距离不应大于0.25L,但不得小于50mm。
B.母线开始弯曲处距母线连接接触面边缘的距离不应小于50mm。
1).母线的平弯和立弯(见图1)2).涂漆处理可降低温升,提高产品性能。
(涂漆颜色见表11)母线的涂漆界线与母线的搭接面边缘应有不小于8mm (如图4)母线涂漆应均匀,无流痕、刷痕、皱纹等缺陷,同一元器件或同一侧母线的涂漆界线应一致,距离相差≤3mm 。
支路小母排(与分开关连接)可不涂漆。
表11 母线涂漆颜色注:零地排(N 、PE 或PEN )只进行镀锡加工,不涂漆加工; 3).钝化处理用于“TH ”三防的母线应进行钠盐钝化防腐处理。
4.母线加工完成后,表面不应有显著的锤痕、凹坑、毛刺等缺陷。
有关要求详见表12: 表 12 五.母线的安装1.母线与母线、母线与电器元件接线端子搭接时,搭接面应自然吻合、连接紧密。
搭接面间不得有任何异物,以防搭接不实。
2.搭接表面应保持清洁,并涂以电力复合脂(导电膏)。
国标-质量验收规范-母线

目录
1、支(吊)架、保护网安装
2、绝缘子安装
3、巨型母线安装
4、共箱封闭母线安装
5、全连式离相封闭母线安装
6、管形母线安装
7、软母线安装
1、支(吊)架、保护网安装
1.0.1本章适用于母线支(吊)架、配电装置及电气设备间保护网栏的安装1.0.2支(吊)架安装检查
-可编辑-
1.0.3保护网栏安装检查
2绝缘子安装
2.0.1本节适用于悬式绝缘子串、支柱式绝缘子及穿墙套管等的安装2.0.2悬式绝缘子串安装检查
-可编辑-
2.0.3支柱绝缘子安装检查
-可编辑-
2.0.4穿墙套管的安装检查
-可编辑-
3矩形母线的安装
3.0.1本章适用于交、直流矩形母线及槽型母线的安装3.0.2矩形母线的安装检查
-可编辑-
-可编辑-
4共箱封闭母线安装
4.0.1本章适用于共箱封闭母线(矩形、槽型、重型、电缆母线)的安装4.0.2共箱封闭母线的安装检查
-可编辑-
-可编辑-
6管型母线安装
6.0.1本章适用于屋内、外高压配电装置管型母线的安装6.0.2管型母线的安装检查
7软母线安装
7.0.1本章适用于配电装置软母线、发电机组合导线的安装7.0.2软母线安装检查
-可编辑-
-可编辑-
-可编辑-。
DL电力标准-DLT 5161.8-2018 电气装置安装工程质量检验及评定第一部分
DL/T5161.3-表1.0.6
DL/T5161.3-表1.0.7
DL/T5161.3-表1.0.8
DL/T5161.3-表1.0.9
12
避雷器安 装
×××kV
气体绝缘
10 金属封闭
开关设备
带电试运
高压电抗
10 器带电试
运
×××kV
5
及站用配 电装置安
装
1
变压器安 装
1
变压器本 体安装
2
变压器器 身检查
3
变压器附 件安装
变压器注
4
油、热油 循环及密
封试验
5
控制及端 子箱安装
6
变压器整 体检查
×××kV
2 配电柜安
装
1
基础型钢 安装
√√√
√√√
√√√ √√
气体绝缘
2
金属封闭 开关设备
本体安装
3
互感器安 装
4
避雷器安 装
2
配套设备 安装
电压
1 (流)互感
器安装
2
避雷器安 装
3
软母线安 装
3
就地控制 设备安装
控制柜及
1 就地箱安
装
二次回路
2 检查及接
线
高压电抗
4 器系统设
备安装
高压电抗
1 器本体安
装
高压电抗
2 器器身检
查
高压电抗
DL/T5161.3-表1.0.9
DL/T5161.3-表1.0.10
DL/T5161.1-表5.0.2
DL/T5161.2-表5.0.2
DL/T5161.5161.3-表1.0.3
(整理)DL/T51614-电气装置安装工程质量检验及评定规程第4部分:母线装置施工质量检验.

ICS27.100P61备案号:J192—2002中华人民共和国电力行业标准PDL/T 5161.4—2002电气装置安装工程质量检验及评定规程第4部分:母线装置施工质量检验Specincation for ccnstruction quality checkout and evaluation ofelectric equipment installationPart4:Bus bar installation2002-09-16公布2002-12-01实施中华人民共和国国家经济贸易委员会公布目次前言1 支(吊)架、保护网安装2 绝缘子安装3 矩形母线安装4 共箱封闭母线安装5 全连式离相封闭母线安装6 管形母线安装7 软母线安装8 记录及签证前言《电气装置安装工程质量检验及评定规程》是一套系列标准,用于电气装置安装施工质量检查、验收及评定。
该套标准由如下17部分组成:——第1部分:通则;——第2部分:高压电器施工质量检验;——第3部分:电力变压器、油浸电抗器、互感器施工质量检验;——第4部分:母线装置施工质量检验;——第5部分:电缆线路施工质量检验;——第6部分:接地装置施工质量检验;——第7部分:旋转电机施工质量检验;——第8部分:盘、柜及二次回路接线施工质量检验;——第9部分:蓄电池施工质量检验;——第10部分:35kV及以下架空电力线路施工质量检验;——第11部分:电梯电气装置施工质量检验;——第12部分:低压电器施工质量检验;——第13部分:电力变流设备施工质量检验;——第14部分:起重机电气装置施工质量检验;——第15部分:爆炸及火灾危险环境电气装置施工质量检验;——第16部分:1kV及以下配线工程施工质量检验;——第17部分:电气照明装置施工质量检验。
本部分是该套系列标准中的第4部分:母线装置施工质量检验,是根据原电力工业部1996年制、修订电力行业标准计划项目(第二批)的通知(技综[1996]51号)编制的。
矩形硬母线安装施工工艺标准

SGBZ-0608 硬母线安装施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《建筑电气工程施工质量验收规范》GB50303-20021、范围本工艺标准适用于10kV以下矩型母线安装。
2、施工准备2.1材料要求:2.1.1铜、铝母线应有产品合格及材质证明,并符合表2.1.1的要求。
母线的机械性能和电阻率表2.1.12.1.22.1.3绝缘子及穿墙套管的瓷件,应符合执行国家标准和有关电瓷产品技术条件的规定,并有产品合格证。
2.1.4绝缘材料的型号、规格、电压等级应符合设计要求。
外观无损伤及裂纹,绝缘良好。
2.1.5金属紧固件及卡具,均应采用热镀锌件。
2.1.6其他辅料有调合漆,樟丹池、焊条、焊粉等。
2.2主要机具:2.2.1母线煨弯器、电焊、汽焊工具、钢锯、电锤、砂轮、台钻、手电钻、板锉、钢丝刷、木锤、力矩扳手、铜丝刷。
2.2.2测试器具:皮尺、钢卷尺、钢板尺、水平、线坠、摇表、万用表、细钢丝或小线。
2.3施工条件:2.3.1母线安装对土建要求:屋顶不漏水,墙面喷浆完毕,场地清理干净,并有一定的加工场所。
高空作业脚手架搭设完毕,安全技术部门验收合格。
合窗齐全。
2.3.2电气设备安装完毕,检验合格。
2.3.3预留孔洞及预埋件尺寸、强度均符合设计要求。
2.3.4施工图及技术资料齐全。
3、操作工艺3.1工艺流程:放线测量→支架及拉紧装置制作安装→绝缘子安装→母线的加工→母线的连接→母线安装→母线涂色刷油→检查送电3.2放线测量:3.2.1进入现场后根据母线及支架敷设的不同情况,核对是否与图纸相符。
3.2.2放线测量:核对沿母线敷设全长方向有无障碍物,有无与建筑结构或设备管道、通风等安装部件交叉现象。
3.2.3配电柜内安装母线,测量与设备上其它部件安全距离是否符合要求。
3.2.4放线测量出各段母线加工尺寸、支架尺寸,并划出支架安装距离及剔洞或固定件安装位置。
3.3支架及拉紧装置的制作安装3.3.1母线支架用50×50×5角钢制作,膨胀螺栓固定在墙上(图3.3.1)。
矩形母线安装作业指导书[全]
![矩形母线安装作业指导书[全]](https://img.taocdn.com/s3/m/c9c6be5adcccda38376baf1ffc4ffe473268fd71.png)
矩形母线安装作业指导书1作业方法1.1施工准备(1)技术准备:按规程、生产厂家安装说明书、图纸、设计要求及施工措施对施工人员进行技术交底,交底要有针对性。
确认矩形母线装置设备、金具及配件的型号、规格、数量符合设计要求。
(2)人员组织:技术负责人、安装负责人、安全质量负责人和技术工人。
(3)机具的准备:按施工要求准备机具,并对其性能及状态进行检查和维护。
(4)施工材料准备:1)矩形母线装置使用的设备、金具、支持绝缘子等运才飙场后,应有合适的堆放场所进行堆放,堆放场所不应设在低洼积水处,以防设备、支持绝缘子等沾上污泥,同时应进行核对,确认实物型号、规格、数量符合设计要求。
2)现场接收的母线装置所使用的设备和器材,应有出厂合格证件和相关的使用说明书等资料,设备和装置应包装完好、无机械损伤、无受腐蚀现象等。
3)母线金具表面层光洁无毛刺、裂纹、伤痕、砂眼、锈蚀等缺陷。
瓷件、法兰应完整、无裂纹、胶合处填料完整,结合牢固。
4)支柱绝缘子在使用前应按《电气装置安装工程电气设备交接试验标准》GB50150-2006进行解。
1.2支柱绝缘子、穿墙套管及其底座安装(1)支持绝缘子固定的底座、铁件应预先安装在同一水平面或垂直面上,螺栓预埋时,宜采用专用样板,螺栓位置应校正平直,与绝缘子固定时,应露出2—3扣。
(2)安装在同一水平面或垂直面上的支柱绝缘子的顶面,应位于同一水平面上,其中心位置应符合设计的要求。
母线直线段的支柱绝缘子的安装中心应在同一直线上。
施工中可把两端两只支持绝缘子先行调好,再在两绝缘子顶面中心线拉一直线,校正其他绝缘子的左右、高低位置。
(3)支持绝缘子安装时,其底座或法兰盘不得埋入混凝土或抹灰层内。
支持绝缘子、支架在调正中允许放置调整用的垫片,其片数不得超过三片,各片间应焊接牢固。
多节支持绝缘子及母线支持金具宜在地面统一组装,一次起吊就位。
支持绝缘子叠装时,中心线应一致,固定应牢固,紧固件应齐全。
1.3母线加工(1)母线加工包括原材料校正、长度测量、下料、弯曲、钻孔及接触面加工等。
母线安装
接。 • 4、钢与铜或铝:钢搭接面应搪锡。 • 5、封闭母线螺栓固定搭按面应镀银。
母线的连接方法有哪些?
• 1、贯穿螺栓连接—贯穿时应由下往上穿。 • 2、夹板及夹持螺栓搭接 • 3、焊接
母线安装的一般有哪些规定?
(1)母线在运输和保管中应采用防止腐蚀性气体及机械损伤的安装
维护不当,母线出现的爆炸故障
思考练习
• 思考练习
– 1.母线在配电装置中起什么作用?各种不同材 料的母线在技术性能上有何区别?
– 2.母线常见的截面形状有哪些?各种截面形状 有什么特点?
– 3.常见的母线布置方式有哪几种?应考虑哪些 因素?
– 4.对母线进行着色有什么好处? – 5、母线的固定安装有哪些方式?
• 直流:正级——红色;负极——蓝色 • 交流:A相——黄色;B相——绿色;C相——
红色。 • 中性线:不接地的中性线——白色;接地的中
性线——紫色。
母线的固定安装有哪些方式?
• 1、支架安装----水平敷设时,支架架设间距 不超过3m,垂直敷设时,不超过2m。成排 的支架安装应排列整齐,间距应均匀一致。
2)水平布置的交流母线,由盘后向盘面排列为A、B、C三相;直 流母线正极在后,负极在前。
3)引下线的交流母线由左至右排列为A、B、C三相;直流母线正 极在左、负极在右。
(6)母线涂漆得颜色规定 1)三相交流母线:A相为黄色,B相为绿色,C相为红色。 2)直流母线:正极为褐色,负极为蓝色。 (7)母线安装时,室内、室外配电装置安全距离符合规定。 (8)母线安装和检修时经常使用各种金具 1)悬垂线夹 2)耐张线夹 3)连接金具 4)连续金具 5)T形线夹 6)设备线夹
矩形母线安装质量检验及方法
矩形母线安装质量检验及方法1.材料检验:首先要对使用的矩形母线材料进行检验。
检查母线的质量和尺寸是否符合设计要求,材料表面是否平整,无明显的瑕疵或损伤。
同时,还要核对母线的标识是否清晰,是否符合相关标准。
2.尺寸测量:在进行矩形母线安装之前,需要对母线的尺寸进行测量,确保其符合设计尺寸要求。
尺寸测量可采用直尺、卡尺等工具进行,测量的尺寸包括母线的宽度、厚度等。
3.表面清洁:在安装矩形母线之前,必须对接触面进行清洁处理。
使用清洁剂、刷子等工具将与矩形母线接触的表面进行清洁,确保无尘、油污等杂质存在。
4.安装位置确认:在安装矩形母线之前,要对安装位置进行确认。
确认安装位置是否符合设计要求,是否与其他设备或构件有冲突,是否能够满足使用要求。
确认安装位置后,可以做好标记,以便后续操作。
5.母线固定:在安装矩形母线时,需要采用适当的固定方式,将母线固定在母线槽或其他支撑构件上。
固定时要保证母线与槽道之间的间隙尽量小,并用螺栓、螺母等固定件进行紧固,确保固定牢固。
6.母线连接:在安装矩形母线时,可能需要进行母线之间的连接。
连接处应该保持平整、紧密,无明显的间隙。
连接方式可采用焊接、螺栓连接等,其中焊接的质量要满足相关标准。
7.母线绝缘:在安装矩形母线时,需要对绝缘处进行处理,防止电流泄漏或短路。
可以采用绝缘套管、绝缘胶带等方式进行绝缘处理,确保绝缘效果良好。
8.安装验收:在矩形母线安装完成后,需要进行安装验收。
验收内容包括母线的安装位置是否符合要求,连接处是否牢固,绝缘效果是否良好等。
同时,还需要检查安装过程是否存在损坏或瑕疵,并做好相应的记录和整改。
总结起来,矩形母线安装质量检验的方法包括材料检验、尺寸测量、表面清洁、安装位置确认、母线固定、母线连接、母线绝缘、安装验收等。
通过严格按照这些方法进行操作,可以确保矩形母线安装质量的合格。
矩形母线的制作安装工艺
%*
连
接 $. -* &#’ % ( $%
%*
钻孔要求 !( "") 个数
##
$
螺栓 规格
+#*
,
&
+-
,
$
+-
$直
$, 线 连
&* 接
&#
/* /* &#’ % $%
/* ( &#’ % $%
&#’ % ( $% $$
#&
#
+#$
##
#
+#*
##
#
+#*
,
#
+-
表 ) 0 ## 0 #*! 矩型母线螺栓连接接头压强计算值
当低压母线穿过墙壁时,可参照图 $ ’ !! ’ ( 进行加工安装。
图 $ ’ !! ’ () 低压母线穿墙安装图
( *)平面图;( +)! ’ ! 剖面图( ,)低压母线穿墙隔 板立面图:( -)上部绝缘板;( .)下 部绝缘板
低压母线穿墙后的正面安装如图 $ ’ !! ’ /( *)所示,其侧面安装如图 $ ’ !! ’ /( +) 所示。
螺栓个数
/ / / / $ $ $ / / $ $ $ $ / / $ $ $ $ / / $
母线接头压强( +23)
##’ *# ( #&’ ,) -’ /) ( #*’ %* #*’ ., ( #&’ /. .’ #$ ( -’ ,* -’ /) ( #*’ %* ,’ /- ( ##’ -% #*’ ., ( #&’ /. #*’ ., ( #&’ /#&’ -& ( #.’ $-’ &, ( #*’ /#*’ ., ( #&’ /#$’ #, ( #%’ #% #&’ -& ( #.’ $-’ ,# ( ##’ #/ ##’ )* ( #/’ %* .’ .. ( ,’ /$ ,’ ,, ( #$’ #* ##’ $$ ( #&’ %, #$’ -* ( #%’ %* ,’ -/ ( #$’ %. #$’ ./ ( #)’ $,’ *. ( ##’ &&
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矩形母线安装工程编号:DL/T5210.4- 3.0.2
序号工
序
检验项目性质单位质量标准质量检验结果
评定
单项
1外
观
表面检查光洁,无裂纹褶皱
2检
查
外形检查平直无变形扭曲
3搭接面长度主要
按GDJ149 —1990 规定
4
螺
接
面
加
工搭接面螺孔布置及
规格
主要
5螺孔间中心距误差mm± 0.5mm
6端面外观平直、光洁,无尖角毛刺
7
母
线
加接触面平直度平整无局部凹陷
8接触面断面减少量主要铜w 3%,铝w 5%
9
工
配
允许最小弯曲半径主要按GBJ149 —1990 规定
10置
弯曲始点至接头边缘最
小距离
> 50mm
11弯曲始点至母线支扌寸
器边缘距离
> 50mm w 0.25 支点
间距
12母
线90°扭弯的扭转长
度mm
2. 5〜5倍母线宽
13
弯
制
弯曲部分外观主要无裂纹,无明显褶皱
14三相冋一断面上的弯曲
弧度
一致
15
冋相多片母线弯曲弧度
16相冋布置的分支母线各
相弯曲弧度
一致
序号工
序
检验项目性质单位质里标准质量检验结果
评定
单项
17金
具
/、
安
装金具检查清洁,无损伤
18单相交流母线金具
连接
主要牢固,且无闭合磁路
19固定装置外观无尖角、毛刺
20母线平置时母线与支持
器上部夹板间隙mm Imm 〜1.5mm
21母线立置时上部夹板与
母线的距离
mm 1.5mm 〜2mm
22
母
线
安
装母线与支持器间应
力检查
主要无外应力
23冋相多层母线层间
间隙
同母线厚度
24母线在绝缘子上的固定
死点
每段设置一个,且在全
长或两伸缩节中点
25
母支持器与接头边缘
距离
mm> 50mm
26线
安
装
母线间及母线与设备
端子连接主要无外应力
27搭接面主要平整、无氧化膜,镀银层不得锂磨,涂有电力复合脂
28
端子
外观主要无弹簧垫29母母
连接
与螺
平垫圈铜质搪锡
30线
安
装
线
连
接
杆形
锁紧螺母齐全、紧固
31
连
与孔径配合mm< 1mm
32
接
螺螺栓穿入方向母线平置时由下向上,其余螺母均在维护侧
33栓
防松件外观齐全、完好、压平
序号工
序检验项目性质单位质量标准质量检验结果
评定
单项
34 35 36 37
紧固力矩按GBJ149 —1990 规定
螺栓紧固后露
扣长度
2〜3扣
相邻垫圈间隙
主要mm> 3mm
伸缩节安装
无裂纹、断股和褶皱现
象
38 39总
体
检
查
带电体间及带电体与其他物
体间距离
主要按GBJ149 —1990 规定相色及油漆齐全、正确
测
量器
具
/、
验收结论:
质检机构质量检验评定意见签名
班组年月日
工地年月日
质检部年月日
监理年月日。