topcon电池出货检验标准
成品电池出货检验标准

6.2允收水准(AQL)为:CR=0.01,MAJ=0.4,MIN=1.0
7.检验要求/标准:
检验项目
缺陷名称
故障描述
故障分类
CRI
MAJ
MIN
外包装
货品检验单不符
货品检验单项目不全或错误
√
外箱损伤、破损
外箱严重破损,实物外露、洒落
√
外箱轻微受损
√
出货检验报告不符
无出货检验报告或报告填写不全、错误
4.名词定义
4.1CR:制品凡具有危害使用者、携带者的生命或安全之缺失。
4.2MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点。
4.3MI:实际上不影响制品的使用目的之缺点。
5.所使用的仪器和工具:
5.1电池综合测试仪
5.2游标卡尺
6.抽样计划与允收水准
6.1来料以抽验方式,采用GB2828.1-2003LEVEL II正常单次抽验计划,进行随机抽样.
三阶文件
文件名称:
成品电池出货检验标准
文件编号:
版 本:
A/0
制定部门:
质控部
制定日期:
发布日期:
制定
审核
批准
1.目的
提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
2.范围
本公司所有锂电池均适用。
3.检验条件
2.11照明:灯光垂直产品距离1米,使用40W日光灯
2.12距离:外观检验距离为30cm.
√
外观
划伤
表面因碰擦产生的刮花等现象
√
模印
由于注塑成型过程中产生的印痕
√
topcon电池参数

topcon电池参数摘要:1.Topcon电池概述2.Topcon电池的主要参数3.Topcon电池的性能特点4.Topcon电池的应用领域5.如何选择合适的Topcon电池6.使用Topcon电池的注意事项正文:Topcon电池作为一种高性能的电池产品,广泛应用于各种电子设备中。
本文将对Topcon电池的主要参数、性能特点、应用领域以及如何选择合适的Topcon电池进行详细介绍,并提供使用Topcon电池的注意事项。
一、Topcon电池概述Topcon电池是一款由日本Topcon公司生产的锂离子电池,具有高容量、高电压、低自放电率等特点。
其产品系列包括AA型、AAA型、18650型等,可以满足不同设备的需求。
二、Topcon电池的主要参数1.容量:Topcon电池具有不同容量的版本,如2000mAh、2500mAh、3000mAh等,用户可以根据设备需求选择合适的容量。
2.电压:Topcon电池的标称电压为3.7V,工作电压范围在3.0-4.2V之间。
3.功率:根据不同型号,Topcon电池的功率也有所不同,一般为0.5W-1W。
4.循环寿命:Topcon电池的循环寿命约为500次,可以在一定时间内保持良好的性能。
5.安全性能:Topcon电池具有过充、过放、短路等保护功能,确保使用安全。
三、Topcon电池的性能特点1.高容量:Topcon电池相较于传统电池具有更大的容量,可以提供更长的使用时间。
2.高电压:Topcon电池的标称电压为3.7V,高于传统电池,有利于提高设备性能。
3.低自放电:Topcon电池在储存过程中自放电率较低,延长了电池的使用寿命。
4.良好的循环性能:Topcon电池在多次充放电循环后,仍能保持较高的性能。
5.安全可靠:Topcon电池具有多重安全保护功能,确保使用过程中不会发生危险。
四、Topcon电池的应用领域Topcon电池广泛应用于各类电子产品,如智能手机、平板电脑、无人机、蓝牙耳机、手持设备等。
电池检验标准
电池检验标准电池是现代社会中不可或缺的能源供应装置,广泛应用于手机、笔记本电脑、电动汽车等各个领域。
然而,由于电池的化学特性和工作环境的复杂性,电池的质量和安全问题备受关注。
为了确保电池的质量和安全性,制定了一系列的电池检验标准,以便对电池进行全面的检验和评估。
首先,电池的外观检验是电池检验的重要环节之一。
外观检验主要包括外壳、标识、尺寸和表面状态等方面。
外壳应该没有明显的变形、破损或漏液现象,标识应清晰可见,尺寸应符合要求,表面应无明显的污渍或腐蚀。
这些外观特征的检验可以直观地反映出电池的制造质量和使用情况,为电池的安全性提供了重要的保障。
其次,电池的性能参数检验是电池检验的核心内容之一。
性能参数包括电压、容量、内阻、循环寿命等指标。
电池的电压应在正常范围内,容量应符合标称值,内阻应稳定在合理范围内,循环寿命应达到要求。
这些性能参数的检验直接关系到电池的使用效果和安全性,是电池检验的重点内容。
此外,电池的安全性能检验也是电池检验的重要内容之一。
安全性能包括过充保护、过放保护、短路保护、过温保护等方面。
电池在充放电过程中应具备良好的保护功能,能够有效地避免因异常情况而引发的安全事故。
安全性能的检验对于电池的质量和可靠性具有至关重要的意义。
最后,电池的环境适应性检验也是电池检验的重要环节之一。
环境适应性包括温度适应性、湿度适应性、振动适应性等方面。
电池在不同的环境下应该具备良好的适应性,能够正常工作并保持稳定的性能。
环境适应性的检验可以全面评估电池在各种使用环境下的可靠性和稳定性。
总之,电池检验标准涵盖了外观检验、性能参数检验、安全性能检验和环境适应性检验等多个方面,通过对电池的全面检验和评估,可以有效地保障电池的质量和安全性,为电池的可靠使用提供了重要的保障。
希望本文对电池检验标准有所帮助,谢谢阅读!。
电池系统出货检验报告格式

电池系统出货检验报告格式一、检验概述经过对电池系统进行严格检验,以确保其质量和性能符合相关要求。
本次出货检验包括外观检验、性能测试和安全检测。
本报告将详细介绍检验过程、结果和评价。
二、外观检验1.外包装:电池系统外包装完好,无明显损坏或变形。
包装标识准确、清晰,包括产品名称、规格型号、数量、生产日期等。
2.产品外观:电池系统外观无明显缺陷、划痕、变形等表面损伤。
连接线路整洁紧扣,无异常。
三、性能测试1.额定容量测试:按照相关标准,对电池系统进行额定容量测试。
结果显示,电池系统额定容量为XXXmAh,符合产品规格要求。
2. 放电效率测试:对电池系统进行放电效率测试,结果显示放电效率达到xxx%以上,满足产品性能要求。
3. 充电效率测试:对电池系统进行充电效率测试,结果显示充电效率达到xxx%以上,满足产品性能要求。
四、安全检测1.过充保护功能测试:电池系统过充保护功能正常,当电池电压超过设定值时,系统能及时中断充电功能,有效防止过充,保护电池的安全。
2.过放保护功能测试:电池系统过放保护功能正常,当电池电压低于设定值时,系统能及时中断放电功能,有效防止过放,保护电池的安全。
3.短路保护功能测试:电池系统短路保护功能正常,当发生短路情况时,系统能及时中断电路,有效避免电池系统的损坏和安全事故。
五、结论与评价通过本次出货检验,电池系统的外观无明显缺陷,性能各项指标符合产品规格要求,安全功能良好。
因此,该批电池系统通过出货检验,可以放心地投入市场销售。
六、建议在未来的生产和质量控制中,建议进一步加强对电池系统的生产工艺和质量管控,确保产品的一致性和可靠性。
同时,要重视对电池系统安全性能的测试和评估,进一步提高产品的安全性。
电池产品检验标准
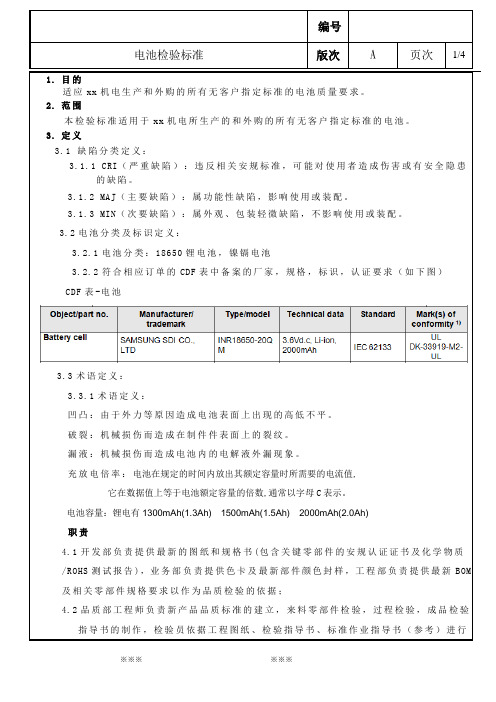
1.目的适应xx机电生产和外购的所有无客户指定标准的电池质量要求。
2.范围本检验标准适用于xx机电所生产的和外购的所有无客户指定标准的电池。
3.定义3.1 缺陷分类定义:3.1.1 CRI(严重缺陷):违反相关安规标准,可能对使用者造成伤害或有安全隐患的缺陷。
3.1.2 MAJ(主要缺陷):属功能性缺陷,影响使用或装配。
3.1.3 MIN(次要缺陷):属外观、包装轻微缺陷,不影响使用或装配。
3.2电池分类及标识定义:3.2.1电池分类:18650锂电池,镍镉电池3.2.2符合相应订单的CDF表中备案的厂家,规格,标识,认证要求(如下图)CDF表-电池3.3术语定义:3.3.1术语定义:凹凸:由于外力等原因造成电池表面上出现的高低不平。
破裂:机械损伤而造成在制件件表面上的裂纹。
漏液:机械损伤而造成电池内的电解液外漏现象。
充放电倍率:电池在规定的时间内放出其额定容量时所需要的电流值,它在数据值上等于电池额定容量的倍数,通常以字母C表示。
电池容量:锂电有1300mAh(1.3Ah) 1500mAh(1.5Ah) 2000mAh(2.0Ah)职责4.1开发部负责提供最新的图纸和规格书(包含关键零部件的安规认证证书及化学物质/ROHS测试报告),业务部负责提供色卡及最新部件颜色封样,工程部负责提供最新BOM 及相关零部件规格要求以作为品质检验的依据;4.2品质部工程师负责新产品品质标准的建立,来料零部件检验,过程检验,成品检验指导书的制作,检验员依据工程图纸、检验指导书、标准作业指导书(参考)进行☆检验标准:符合规格书中放电倍率性能测试要求6.6.2高温自放电性能☆试验方法:1C充电后,搁置30min,分别以5C,5C,1C进行放电至终止电压,记录放电容量/时间,放入烘箱40℃30天后,进行1C放电至终止电压☆检验标准:符合测试大纲中的高温自放电要求6.6.3充放电循环寿命测试☆试验方法:1C充电后,搁置10min,以10C放电到2.75V,完成一个循环,搁置30min,重复上述步骤。
topcon电池参数

topcon电池参数Topcon 电池是一款高性能的锂电池,适用于各种电子设备,如智能手机、笔记本电脑、平板电脑等。
以下是Topcon 电池的主要参数:1. 电池类型:锂离子电池锂离子电池是一种充电电池,具有高能量密度、长寿命、环境友好等优点。
相比于传统的镍氢电池和镍镉电池,锂离子电池在体积和重量上具有明显优势,更适合应用于便携式电子设备。
2. 电池容量:mAh电池容量表示电池储存能量的大小,单位为毫安时(mAh)。
Topcon 电池的容量通常在3000mAh 以上,可以为用户提供长时间的续航体验。
在选购电池时,容量越大,续航时间越长。
3. 电压:3.7V锂离子电池的典型电压为 3.7 伏特。
电压是电池为电子设备提供动力的关键参数。
在正常使用范围内,电池电压越高,设备的性能越好。
4. 充电速率:C 倍率充电速率是指电池在单位时间内可以充电的容量,用 C 倍率表示。
Topcon 电池的充电速率通常在0.5C-1C 之间。
C 倍率越高,充电速度越快。
快速充电功能可以缩短充电时间,提高用户体验。
5. 循环寿命:>500 次循环寿命是指电池在充放电循环过程中,能够保持一定容量的次数。
Topcon 电池的循环寿命超过500 次,具有较长的使用寿命。
在正常使用条件下,电池寿命会受到使用环境、充电次数等因素的影响。
6. 安全性能:过充、过放、短路保护为了确保电池的安全性能,Topcon 电池采用了多重安全保护措施,包括过充保护、过放保护、短路保护等。
这些保护机制可以有效降低电池在使用过程中发生故障的风险。
7. 环境友好:无铅、无镉、无镍Topcon 电池在生产过程中遵循环保原则,不使用铅、镉、镍等有害物质。
这使得锂离子电池成为了一种绿色环保的能源,有助于减少环境污染。
8. 温度范围:-20℃~60℃Topcon 电池适用于广泛的温度环境,能够在-20℃至60℃的范围内正常工作。
这使得电池在寒冷和炎热地区都能保持良好的性能。
聚合物电池外观检验标准

聚合物电池外观检验标准
1.
2.范围:聚合物(软包装)电池
3.权责:聚合物品质部
4.定义:A类等级外观的可出PACK半包、规定的重要客户及单电芯出货的客户,C类等级外观的可出PACK全包、手机电及规定的特殊客户;其余的外观不良按降档品处理;
5.内容
5.1 表面凸点、凸块不良
5.1.1、表面凸点凸块不良是指电池内部由于异物杂质、隔膜皱褶等引起的点状或块状凸起。
A等级外观:点状凸起,不尖锐,凸点≤2个 OK
C等级外观:点状凸起,不尖锐,凸点≤4个 OK
点状凸起,尖锐,NG
A等级外观:块状凸起,无尖锐,面积小于1.0mm2 ,个数≤2个,OK
C等级外观:块状凸起,无尖锐,面积小于2.0mm2 ,个数≤4个,OK
编号:E-SIP-2055
版本:00/02
页码:第1 页共5页
聚合物电池外观检验标准
编制/日期会签/日期审核/日期批准/日期生效/日期
块状凸起,面积大于2mm2,且>4个,NG
5.2 表面凹点、凹痕、撞伤不良
5.2.1、凹点、凹痕、撞伤是指铝塑膜受其他物体划拉、挤压留下凹陷印迹。
C等级外观:凹点较浅,0.3mm2﹤面积≤2mm2,凹点≤4个 OK
凹点较深,面积≤0.3 mm2 (目视不可判),NG
A 等级外观:划痕较浅
,正面≤电池高度的1/5,背面≤1/4且都≤1条 OK C 等级外观:划痕较浅,正面≤电池高度的1/3,背面≤1/2且都≤2条 OK
划痕较深,NG
凹块较深,且面积大于3mm 2 ,NG
电芯四个角有任一角撞伤 NG。
电池检验标准

电池检验标准
电池是我们日常生活中不可或缺的能量来源,它们用于手机、笔记本电脑、手表、遥控器等各种电子设备。
然而,随着科技的发展,电池的种类越来越多,质量也参差不齐。
因此,为了保障用户的安全和权益,制定一套严格的电池检验标准显得尤为重要。
首先,电池的外观检查是至关重要的。
通过外观检查,可以确定电池是否有破损、变形、渗漏等情况。
这些问题都可能导致电池的安全隐患,因此外观检查是电池质量检验的第一步。
其次,电池的性能参数也是必须要检验的内容。
例如,电池的电压、容量、内
阻等参数需要经过严格的测试。
只有确保这些参数符合标准,才能保证电池的正常使用和安全性。
此外,电池的循环寿命也是需要重点考虑的内容。
通过对电池进行循环充放电
测试,可以了解电池在一定的循环次数下的性能表现,从而判断其使用寿命和稳定性。
另外,电池的安全性也是电池检验的重要内容之一。
例如,对于锂电池来说,
需要进行过充、过放、短路等安全性测试,以确保在极端情况下电池不会出现爆炸、起火等危险情况。
最后,电池的环境适应性也是需要考虑的因素。
电池在不同的温度、湿度、压
力等环境下的表现可能会有所不同,因此需要进行相应的环境适应性测试。
综上所述,电池检验标准涉及到外观检查、性能参数测试、循环寿命测试、安
全性测试以及环境适应性测试等多个方面。
只有通过严格的检验,我们才能确保所购买的电池质量合格、安全可靠。
希望相关部门能够加强对电池质量的监管,制定更加严格的电池检验标准,以保障消费者的权益和安全。
topcon各工序温湿度标准

topcon各工序温湿度标准
一、前言
本标准旨在为topcon电池生产过程中的各工序设定温湿度条件,以确保产品质量和生产过程的稳定性。
本标准适用于topcon电池生产的各主要工序,如制绒、清洗、镀膜、测试等。
二、温湿度标准
1. 制绒工序:制绒区域温度应控制在25℃左右,湿度控制在50%以下。
2. 清洗工序:清洗区域温度应控制在15℃-25℃之间,湿度应控制在50%以下。
3. 镀膜工序:镀膜区域温度应控制在5℃-35℃之间,湿度应控制在60%以下。
4. 测试工序:测试区域温度应控制在25℃左右,湿度应控制在60%-70%。
三、温湿度控制措施
1. 配备合适的空调设备,确保各工序区域的温度和湿度符合标准。
2. 定期检查空调设备运行状况,及时维修和保养。
3. 建立湿度监控系统,实时监测湿度变化,及时调整湿度调节设备。
4. 定期对生产区域进行通风换气,确保空气质量。
四、异常处理
1. 如发现温湿度异常,应立即采取措施进行调整,如关闭门窗、开启空调设备等。
2. 如无法短时间内恢复正常温湿度,应暂停生产,待条件适宜后再进行。
3. 及时向上级汇报异常情况,分析原因,采取预防措施,防止类似问题再次发生。
五、总结
本标准为topcon电池生产过程中的各工序设定了合理的温湿度条件,并提供了相应的控制措施和异常处理方法。
通过严格执行本标准,可以提高产品质量和生
产效率,降低生产成本,提升企业竞争力。
同时,我们也应定期对标准进行评估和更新,以适应技术发展和环境变化。
topcon 标准

topcon 标准
Topcon标准是指拓普康公司制定的测量仪器标准。
拓普康是全球领先的测绘设备制造商,其产品广泛应用于工程测量、地形测量、地籍测量、航空摄影测量等领域。
Topcon标准主要涉及测量设备的精度、稳定性和可靠性等方面,是拓普康对自家产品品质和性能的要求和承诺。
具体来说,Topcon 标准包括但不限于以下方面:
1、测量精度:Topcon标准要求测量设备具有高精度的测量结果,能够满足不同领域对测量精度的要求。
2、稳定性:Topcon标准要求测量设备在长时间使用过程中保持稳定的性能,避免因设备老化或环境变化而影响测量结果。
3、可靠性:Topcon标准要求测量设备具有较高的可靠性,能够在各种恶劣环境下正常工作,确保测量工作的顺利进行。
总之,Topcon标准是拓普康对其产品品质和性能的严格要求和承诺,旨在为客户提供高质量、高精度的测量设备和服务。
topcon电池测试工作流程计划

topcon电池测试工作流程计划英文回答:The workflow plan for topcon battery testing involves several steps to ensure accurate and reliable results. Here is a breakdown of the process:1. Initial preparation: Before starting the battery testing, I gather all the necessary equipment and tools, such as a multimeter, battery tester, and safety gear. I also make sure the testing area is clean and well-ventilated.2. Battery selection: I choose the batteries to be tested based on specific criteria, such as age, usage history, and type (e.g., alkaline, lithium-ion). This ensures a representative sample for testing.3. Battery inspection: I visually inspect each battery for any physical damage or leakage. If I find any issues, Idiscard the battery and select a replacement.4. Capacity testing: Using a battery tester, I measure the capacity of each selected battery. This test helps determine the amount of charge the battery can hold and how well it performs under different loads.5. Voltage testing: I use a multimeter to measure the voltage of each battery. This test helps assess thebattery's overall health and check for any irregularities.6. Discharge testing: In some cases, I perform a discharge test to evaluate the battery's ability to deliver power consistently over time. This test involves subjecting the battery to a controlled discharge rate and measuringits performance.7. Data analysis: After completing the tests, I analyze the collected data to identify any patterns or anomalies. This analysis helps determine the overall quality and reliability of the tested batteries.8. Reporting: Finally, I compile a detailed report summarizing the test results, including capacity, voltage, and any observations or recommendations. This report serves as a reference for decision-making regarding battery usage or replacement.中文回答:topcon电池测试的工作流程计划包括多个步骤,以确保准确可靠的测试结果。
topcon电池测试工作流程计划
topcon电池测试工作流程计划英文回答:The topcon battery testing workflow plan involves several steps to ensure accurate and reliable results. Here is a detailed outline of the process:1. Preparing the equipment: Before starting the battery testing, it is important to ensure that all the necessary equipment is in working order. This includes the battery tester, cables, connectors, and any other tools requiredfor the testing.2. Battery selection: Choose the batteries that need to be tested. It is recommended to select a representative sample of batteries from different batches or production dates to ensure a comprehensive evaluation.3. Battery conditioning: If the batteries have been stored for a long time or have not been used recently, itis crucial to condition them before testing. This involves fully charging and discharging the batteries to optimize their performance.4. Battery testing setup: Connect the battery tester to the batteries following the manufacturer's instructions. Ensure that all connections are secure and the tester is properly calibrated.5. Test parameters selection: Determine the specific parameters to be measured during the battery testing. This may include capacity, voltage, internal resistance, and other relevant metrics. Set the tester accordingly.6. Conducting the tests: Start the battery testing process by initiating the selected test parameters. Monitor the testing progress and record the results accurately. Repeat the tests for each battery in the sample.7. Data analysis: Once all the tests are completed, analyze the collected data to identify any patterns or anomalies. Compare the results with the expectedperformance specifications or industry standards.8. Reporting: Prepare a comprehensive report summarizing the test results. Include the tested battery's information, test parameters, and any observations or conclusions drawn from the analysis. This report can be used for quality control purposes or to make informed decisions regarding the batteries' usage or disposal.中文回答:topcon电池测试工作流程计划包括以下几个步骤,以确保准确可靠的测试结果。
成品电池出货检验标准
文件名称:
成品电池出货检验标准
文件编号:
版 本:
A/0
制定部门:
质控部
制定日期:
发布日期:
制定
审核
批准
1.目的
提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
2.范围
本公司所有锂电池均适用。
3.检验条件
2.11照明:灯光垂直产品距离1米,使用40W日光灯
2.12距离:外观检验距离为30cm.
4.名词定义
4.1CR:制品凡具有危害使用者、携带者的生命或安全之缺失。
4.2MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点。
4.3MI:实际上不影响制品的使用目的之缺点。
5.所使用的仪器和工具:
5.1电池综合测试仪
5.2游标卡尺
6.抽样计划与允收水准
6.1来料以抽验方式,采用GB2828.1-2003LEVEL II正常单次抽验计划,进行随机抽样.
√
外观
划伤
表面因碰擦产生的刮花等现象
√
模印
由于注塑成型过程中产生的印痕
√
色点、污点、凸点/凹点
电池中间鼓起的变形2%-10%
√
电池中间鼓起的变形﹥10%
√
表面破损/划伤/脱油>1mm、缺少标志或标志不符
√
外表有积液、触点有锈蚀、锁扣过紧或过松
√
表面脏污,标志不清晰
√
色差
与样板颜色之间的偏差(标贴纸、电池端子)
电池装入配套的手机和充电器,出现过紧和过松
√
内阻
用电池测试仪测量来料内阻≤150mΩ
√
电压
来料电压是否在此范围内;3.85v≤V≤4.0v
电池组出货检验标准
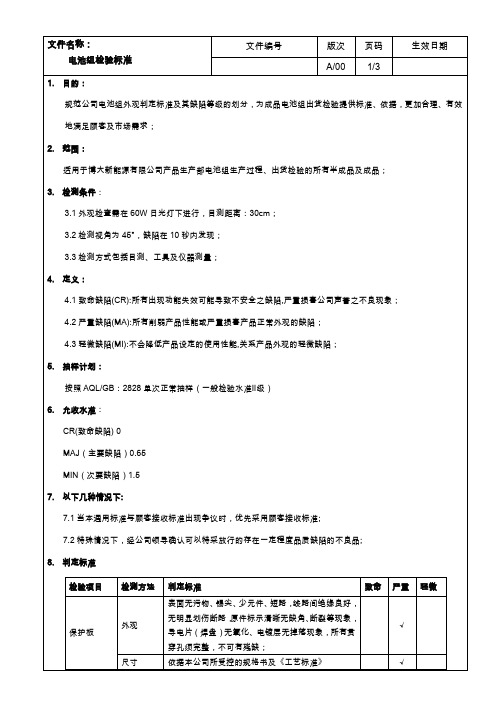
文件名称:电池组检验标准文件编号版次页码生效日期A/00 1/31.目的:规范公司电池组外观判定标准及其缺陷等级的划分,为成品电池组出货检验提供标准、依据,更加合理、有效地满足顾客及市场需求;2.范围:适用于博大新能源有限公司产品生产部电池组生产过程、出货检验的所有半成品及成品;3.检测条件:3.1外观检查需在60W日光灯下进行,目测距离:30cm;3.2检测视角为45°,缺陷在10秒内发现;3.3检测方式包括目测、工具及仪器测量;4.定义:4.1致命缺陷(CR):所有出现功能失效可能导致不安全之缺陷,严重损害公司声誉之不良现象;4.2严重缺陷(MA):所有削弱产品性能或严重损害产品正常外观的缺陷;4.3轻微缺陷(MI):不会降低产品设定的使用性能,关系产品外观的轻微缺陷;5.抽样计划:按照AQL/GB:2828 单次正常抽样(一般检验水准Ⅱ级)6.允收水准:CR(致命缺陷) 0MAJ(主要缺陷)0.65MIN(次要缺陷)1.57.以下几种情况下:7.1当本通用标准与顾客接收标准出现争议时,优先采用顾客接收标准;7.2特殊情况下,经公司领导确认可以特采放行的存在一定程度品质缺陷的不良品;8.判定标准检验项目检测方法判定标准致命严重轻微保护板外观表面无污物、锡尖、少元件、短路,线路间绝缘良好,无明显划伤断路,原件标示清晰无缺角、断裂等现象,导电片(焊盘)无氧化、电镀层无掉落现象,所有贯穿孔须完整,不可有残缺;√尺寸依据本公司所受控的规格书及《工艺标准》√可焊性将恒温电烙铁设定在360±10℃,焊接时间<1-3秒,最佳<1.5S,无虚假焊、无电镀层脱落现象;√功能过充、过放、过流、短路、温控、均衡功能√电池组外观目视外观检查需在60W日光灯下进行,目测距离:30cm;《工艺标准》√电池组尺寸卡尺电池组的长、宽、高任何一处不超出《工艺标准》、订单要求、√文件名称:电池组检验标准文件编号版次页码生效日期A/00 2/3检验项目检测方法判定标准致命严重轻微内阻分选机、内阻仪电池组内阻符合配组内阻工艺标准√电压分选机、万用表电池组无零电压√电池组电压符合配组电压标准√容量测试柜或放电仪电池组容量符合订单要求及工艺标准√电池组组合目视组合方式符合客户及技术要求√组合后的电池组PVC两头包裹严密,接口处封胶√手摇电池组在胶壳内无晃动,无响声√目视组装电池组上下盖处螺丝要上到位√手拧组装电池组上下盖螺丝无滑丝√目视组装电池组上下盖无少上螺丝√保险管目视无漏放保险管√保险管的规格型号符合《工艺标准》√保险管表面无碎裂痕迹√保险管两头无锈迹√点焊拉力计电池组点焊做拉力测试3-5KG,不允许脱落√目视无虚焊、炸焊、漏焊等现象√无面垫漏贴、电芯放反、点焊不牢现象√无镍带√开关目视开关锁外壳或上盖组合必须稳合√手按开关灵活(反复开启5-10次)√同批产品开关位置统一√目视开启后能导通,关闭后能切断电源√底托试装底托与电池组配套√目视底托表面无刮花﹑无刮痕√无漏放对应底托√无色差﹑无料花√充放电口目视底托表面充放电口组装符合《工艺标准》√充放电口组装后与上下盖吻合√上下盖目视上下盖表面外观无刮花,边上披锋小于0.3mm √上下盖颜色无严重色差√上下盖表面无缺口√无用错上下盖√上下盖表面无刮痕√铝壳(筒)目视铝筒表面无脏污、无斑点(如有则小于1.0mm2)√铝筒无挤压变形√铝筒表面无锈迹﹑无刮痕、凹痕﹑无变形√铝筒内侧无碎宵,螺丝孔无滑牙、无歪斜√标签、贴纸(型号贴、注意贴、出货标签)目视无漏贴电池标签或“+”、“-”极性标签贴反√标签字体无模糊、缺划等,造成无法辩认√标贴粘贴位置符合《工艺标准》√标签无贴歪(贴歪小于10°以下)√贴纸粘贴无起皱、无气泡现象√贴纸无脱落、无脱色√贴纸粘性达标√目视+测量贴纸表面烂破损小于1.0 mm2 √贴纸表面斑点、污点小于1.0 mm2 √斑点、污点数量小于2个,面积小于2 mm2 √目视标贴印刷内容正确﹑尺寸统一﹑格式正确√文件名称:电池组检验标准文件编号版次页码生效日期A/00 3/3检测项目检测方法判定标准致命严重轻微电池组喷码目视喷码内容与订单或《组合喷码工艺标准》要求一致,无印错字或漏印字;√保护板批次+电芯批次+组合批次+生产日期√字迹无重影、无墨点、缺笔少划、断笔,印字字体无歪斜;√喷码内容无毛刺,空心,弯曲,(在正常光线下,眼睛离物体距离为30cm字迹可辨别,无明显弯曲)√电量显示按键目视电量显示按键灵活√电量显示面表面无刮花、歪斜√电量显示板是否过松、过紧√电量显示按键是否符合实际显示√手按手按电量按键,电量显示符合电量显示标示√装箱方式目视装箱、装盒方式与订单符合《工艺标准》√内盒和外箱方向务必统一√装箱数量符合《工艺标准》,无多装或少装电池组;√装箱的电池与订单要求符合,无误装其它型号电池组;√电池组开关锁处于锁定状态√内无外物(无危害安全性)√内无刀片类等危害安全外物√封箱方式和胶纸统一内箱、外箱目视外箱、内盒无破损、无污渍﹑无受潮√测量外箱、内箱规格符合《工艺标准》√包装物料目视无漏放PE袋、锂电说明书、干燥剂﹑其它指定辅助原材料√箱唛目视箱唛与订单要求一致√箱号无重复或不连续,导致无法追溯√箱唛无破损,以致无法辩认或严重贴斜、倒贴。
topcon电池参数

topcon电池参数
根据我的了解,Topcon电池的参数可能会根据具体型号和用
途有所不同。
一般来说,以下是一些可能的参数:
1. 电池类型: 大多数Topcon设备使用可充电锂离子电池。
2. 电压: 通常为7.2V至7.4V,根据设备不同可能会有些许差异。
3. 容量: 电池的容量会因型号不同而有所变化,一般在
1500mAh至2500mAh之间。
4. 重量: 电池的重量通常在100克至200克之间,具体取决于
型号。
5. 尺寸: 电池的尺寸也会根据具体的设备型号不同而有所变化,主要在50毫米至70毫米之间,长宽高各异。
这些参数只是预估,实际情况可能会因型号和产品规格而有所不同。
如果您需要具体型号的电池参数,建议查看Topcon官
方网站或联系Topcon客户支持获取更详细的信息。
电池检验规程
电池检验规程电池检验规程1.目的防止不合格产品投入使用,保证提供给用户的产品符合规定要求2.范围本标准适用于所有电池的进货检验及成品出厂检验。
3.定义3.1空载电压——电池输出正负空载时的电压。
3.2额定容量——电池在环境湿度为20±5oC的条件下,以5h率放电至终止电压时所提供的电量。
用C5表示,单位为Ah或mAh表示。
3.3终止电压——规定放电时电池的负载电压,其值为2.75V.4.职责3.1质量部负责产品进货检验;3.2供应链负责组织物料采购和外协产品加工工作;3.3研发部提供检验验收依据(图纸、图样等技术资料、所采用的标准)。
5.1测试要求5.1.1外观要求外壳表面:清洁无污渍、无划痕及机械损伤,无缩水拉白,无变形等,五金:五金表面无划伤,无杂物、锈迹等,支架无烫伤现象。
五金与支架装配后,向上不高出电池底壳大平面0.05mm,向下不低于电池底壳大平面0.05mm.5.1.2电压要求空载电压:电池输出端正、负极空载电压应≥额定值.负载电压:接入负载此时电压应≥3.0V:松开开关断开负载,电池电压应能立即恢复空载时的电压。
5.1.3电阻要求内阻要求:电池输出正极与负极之间交流电阻一般符合以下要求(特殊情况另作说明):标称电压为3.6V单节锂电池90mΩ≤内阻≤180mΩ合格(具体内阻详见产品规格书)5.1.4充放电性能及短路保护要求电池应能正常充电和放电,将正负极用0.1Ω电阻器短路1小时。
再将正负极断开,再充电后,电池电压应能恢复原来电压。
电池应不漏液、不变形、不冒烟和不爆炸,功能须正常。
5.1.5跌落试验要求电池的x.y.z正负方向(六个方向)从1m高自由跌落到18mm--20mm厚木板上。
结束后,在三个充放电循环内,容量应≥90%初始容量。
外观无变形,漏液、无起火,冒烟。
5.2检测条件5.2.1各项测试应在标准大气条件下进行:温度:15oC—30oC,相对湿度45%—75%。
topcon电池耐酸测试条件
topcon电池耐酸测试条件Topcon电池耐酸测试条件引言:Topcon电池是一种用于各种测量设备的电源产品,其耐酸性能是其重要的特性之一。
为了确保Topcon电池的质量和稳定性,需要进行耐酸测试。
本文将介绍Topcon电池耐酸测试的条件和相关注意事项。
一、测试目的和意义Topcon电池作为测量设备的重要组成部分,需要具备良好的耐酸性能,以适应各种工作环境。
耐酸测试旨在评估Topcon电池在酸性环境下的稳定性和可靠性,为其质量控制提供依据。
通过耐酸测试,可以确定Topcon电池的使用寿命和性能指标,从而保障用户的使用体验和设备的可靠性。
二、测试条件1. 酸性溶液耐酸测试中常用的酸性溶液主要有硫酸、盐酸、硝酸等。
测试时需要选择合适的酸性溶液,一般根据实际使用环境和要求进行选择。
2. 浸泡时间Topcon电池的耐酸性能需要在一定时间范围内进行测试。
通常情况下,测试时间为24小时,以模拟长时间使用的情况。
3. 浸泡温度耐酸测试中的浸泡温度应符合实际使用环境。
通常情况下,测试温度为25℃,以模拟常温下的使用情况。
4. 浸泡方式Topcon电池的耐酸性能可以通过直接浸泡或间接浸泡的方式进行测试。
直接浸泡是将电池完全浸泡在酸性溶液中,而间接浸泡是将电池的外壳浸泡在酸性溶液中,模拟实际使用时酸性溶液对电池的侵蚀情况。
5. 测试数量和样品准备耐酸测试时,需要选择一定数量的Topcon电池作为样品进行测试。
一般情况下,样品数量应符合统计学原理,以确保测试结果的可靠性。
6. 测试评估指标耐酸测试中,常用的评估指标包括电池容量损失率、电压变化、内阻变化等。
通过对这些指标的测量和分析,可以评估Topcon电池在酸性环境下的耐受能力。
三、测试注意事项1. 安全措施耐酸测试涉及到有害的酸性溶液,测试时需要采取必要的安全措施,如佩戴防护手套、护目镜等。
2. 电池状态测试前应确保Topcon电池处于正常状态,充电状态与测试前保持一致,以保证测试结果的准确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
topcon电池出货检验标准
一、外观检查
1. 电池表面应光滑、整洁,无划痕、污渍、杂质等;
2. 电池壳体应完整、无破损、裂纹等现象;
3. 电池极柱应无氧化、松动等现象;
4. 电池上应有清晰的型号、规格、生产日期等标识。
二、尺寸测量
1. 电池尺寸应符合设计要求,误差应在允许范围内;
2. 电池极柱间距应符合设计要求,误差应在允许范围内。
三、重量称量
1. 电池重量应符合设计要求,误差应在允许范围内;
2. 对于批量生产的电池,重量差异应控制在一定范围内。
四、电池性能测试
1. 电池的开路电压、短路电流、充放电性能等应符合设计要求;
2. 电池的内阻、自放电率等参数应符合相关标准。
五、晶片质量检查
1. 晶片表面应平整、无裂纹、杂质等;
2. 晶片的尺寸、厚度等参数应符合设计要求。
六、封装质量检查
1. 封装后的电池应牢固、无松动现象;
2. 封装材料应符合设计要求,无破损、漏气等现象。
七、环境适应性测试
1. 电池应在高温、低温、湿度等恶劣环境下正常工作;
2. 在上述环境下,电池的性能应无明显下降。
八、安全性能评估
1. 电池应具有过充、过放、短路等保护功能;
2. 在发生异常情况时,电池应能自动切断电源,确保使用安全。
九、可靠性评估
1. 电池应经过寿命测试,确保在正常充放电条件下能稳定工作;
2. 在寿命期内,电池性能应无明显下降。
十、电池一致性检查
1. 对于批量生产的电池,其性能和参数应保持一致;
2. 对于关键性能指标,如开路电压、短路电流等,应控制在一定范围内。
十一、环境因素考虑
1. 在运输和存储过程中,电池应具备防震、防潮、防尘等保护措施;
2. 电池应适应不同地区的气候条件,具备在极端环境下的使用能力。
十二、存储和运输条件确认
1. 电池应在干燥、通风良好的环境下存储,避免阳光直射和高温;
2. 在运输过程中,电池应采取防震、防潮等措施,确保产品安全到达目的地。
十三、出货检验记录保存
1. 出货检验记录应详细记录每个电池的外观检查、尺寸测量、重量称量、性能测试等数据;
2. 记录应清晰明了,方便查阅;
3. 对于不
合格产品,应进行追溯和处理,并记录相关数据。