Q345qD与Q390GJC异种材质焊接性能研究
Q345可焊性分析

5~6
3.2
100~130
_
_
3.2
100~130
4
160~210
_
_
4
180~210
≥6
3.2
100~130
4
160~210
4
180~210
4
160~210
5
220~280
5
220~260
X形
≥12
4
160~210
4
160~210
5
220~280
表4热轧及正火钢焊条电弧焊的工艺参数[3]
(二)焊接工艺
3、氩弧焊
用于一些重要低合金钢多层焊的、管道打底焊或管板焊接,以保证焊缝根部的焊接质量(焊缝根部往往是最容易产生裂纹的部位)。
16Mn钢的δs≥345MPa.属于低碳热轧钢,焊接行良好,碳当量为0.345%~0.491%,淬硬倾向比A3钢略大,焊接时冷裂纹倾向大一些。与之强度级别相当的有16MnRE、14MnNb和10MnSiCu。在低温环境下或大刚性、大厚板条件下生产焊接结构时,要采用较大的线能量,并注意填满弧坑,必要时适当预热。Q345钢可以采用各种焊接方法焊接。焊前一般需要预热,焊后不需要热处理。但由于其淬硬倾向比低碳钢稍大,在焊接结构刚性大、厚度大或环境较低时,也需要采取预热、稍候消除应力热处理措施,并应在焊接中创造低氢条件Q345由于具有良好的焊接性能适用于各种焊接方法,因此结合实际情况我们选用焊条电弧焊。表3为焊接16Mn钢的预热条件。焊条、焊丝与焊剂的选择如表4。
焊接冶金学第三章课后答案
焊接冶金学-金属焊接性课后习题答案(1)第三章:合金结构钢1.分析热轧钢和正火钢的强化方式和主强化元素又什么不同,二者的焊接性有何差别?在制定焊接工艺时要注意什么问题?答:热轧钢的强化方式有:(1)固溶强化,主要强化元素:Mn,Si。
(2)细晶强化,主要强化元素:Nb,V。
(3)沉淀强化,主要强化元素:Nb,V.;正火钢的强化方式:(1)固溶强化,主要强化元素:强的合金元素(2)细晶强化,主要强化元素:V,Nb,Ti,Mo(3)沉淀强化,主要强化元素:Nb,V,Ti,Mo.;焊接性:热轧钢含有少量的合金元素,碳当量较低冷裂纹倾向不大,正火钢含有合金元素较多,淬硬性有所增加,碳当量低冷裂纹倾向不大。
热轧钢被加热到1200℃以上的热影响区可能产生粗晶脆化,韧性明显降低,而是、正火钢在该条件下粗晶区的V析出相基本固溶,抑制A长大及组织细化作用被削弱,粗晶区易出现粗大晶粒及上贝、M-A等导致韧性下降和时效敏感性增大。
制定焊接工艺时根据材料的结构、板厚、使用性能要求及生产条件选择焊接。
2.分析Q345的焊接性特点,给出相应的焊接材料及焊接工艺要求。
答:Q345钢属于热轧钢,其碳当量小于0.4%,焊接性良好,一般不需要预热和严格控制焊接热输入,从脆硬倾向上,Q345钢连续冷却时,珠光体转变右移,使快冷下的铁素体析出,剩下富碳奥氏体来不及转变为珠光体,而转变为含碳量高的贝氏体与马氏体具有淬硬倾向,Q345刚含碳量低含锰高,具有良好的抗热裂性能,在Q345刚中加入V、Nb达到沉淀强化作用可以消除焊接接头中的应力裂纹。
被加热到1200℃以上的热影响区过热区可能产生粗晶脆化,韧性明显降低,Q345钢经过600℃×1h退火处理,韧性大幅提高,热应变脆化倾向明显减小。
;焊接材料:对焊条电弧焊焊条的选择:E5系列。
埋弧焊:焊剂SJ501,焊丝H08A/H08MnA.电渣焊:焊剂HJ431、HJ360焊丝H08MnMoA。
q345r+904l不锈钢复合板焊接接头力学及腐蚀性能的研究
不锈钢复合板焊接接头力学及腐蚀性能的研究王凤会,刘立伟,王小勇,刘宏,齐建(首钢集团有限公司技术研究院,北京100043)摘要:针对40mm厚度规格的Q345R+904L不锈钢复合板,采用不同的焊接材料分别进行基层、过渡层及盖面层的焊接,焊后根据相关标准进行焊接接头的宏观检查、金相分析、力学性能检测、成分分析及晶间腐蚀试验。
结果表明,接头成形良好,其拉伸、弯曲及冲击性能都满足标准要求。
采用E309LMo和E385不锈钢焊条分别进行了复合板过渡层的焊接,两种方案获得的接头焊缝区和热影响区的抗晶间腐蚀性能都合格。
关键词:复合板;904L不锈钢;过渡层焊接;晶间腐蚀试验中图分类号:TG407文献标志码:A文章编号:1001-2303(2019)11-0020-06 DOI:10.7512/j.issn.1001-2303.2019.11.04Study on mechanical and corrosion properties of welded joints of Q345R+904L stainlesssteel composite plateWANG Fenghui,LIU Liwei,WANG Xiaoyong,LIU Hong,QI Jian(Research Institute of Technology of Shougang Group,Beijing100043,China)Abstract:For the Q345R+904L stainless steel composite plate with40mm thickness,different welding materials are used to weld the base layer,transition layer and cover layer respectively.After welding,macroscopic inspection,metallographic analysis,mechanical property test,component analysis and intergranular corrosion test of welded joints are carried out according to relevant standards.The results show that the joints obtained by the welding scheme are well formed,the tensile bending and impact properties of the joints meet the standard requirements.The joints of the composite layer are welded by E309LMo and E385stainless steel welding consumables respectively.Both the weld zone and the heat affected zone have acceptable intergranular corrosion resistance.Key words:composite plate;904L stainless steel;transition layer welding;intergranular corrosion test本文参考文献引用格式:王凤会,刘立伟,王小勇,等.Q345R+904L不锈钢复合板焊接接头力学及腐蚀性能的研究[J].电焊机,2019,49(11):20-25.收稿日期:2019-02-13作者简介:王凤会(1988—),男,工程师,硕士,主要从事高强钢、管线钢及复合板材料等的焊接性及配套焊材研究工作。
Q345钢板焊接性能研究
Q235
235 375~500 ≥26
Q345
360
500
23
193
158
由表 1 、表 2 可看出 ,Q345 钢板是在 Q235 的基
础上增添了较多的锰和少的硅而形成的 ,锰和硅都
能溶入铁 ,起固溶强化作用 ,显然锰的强化作用大 ,
和 Q235 相比 ,强度有所提高 ,冲击韧性优于 Q235 ,
图 4 母材的显微组织 ×100
3 结论 1) Q345 钢板无热裂纹倾向 ; 2) Q345 钢板焊接接头热影响区没出现裂纹 ; 3) Q345 钢板焊缝的化学成份与母材的相近 ,焊
接接头的抗拉强度 、硬度较高 ,但韧性较低 ; 4) Q345 钢板焊接接头的过热区形成了魏氏组
织 ,容易产生脆化 ,构成了接头的薄弱环节 ,这时宜 以小线能量焊接 ,在过热区获取板条马氏体 ,韧性会 大大改善 。 4 参考文献
图 2 过热区的显微组织 ×100
图 3 重结晶区的显微组织 ×100
和珠光体已全部转化为奥化体 ,又由于加热温度较 低 (一般低于 1100 ℃) 奥氏体晶粒未显著长大 ,因此 在空气中冷却以后会得到均匀而细小的铁素体和珠 光体 。
4) 母材的显微结构组织 :铁素体和珠光体呈带 状如图 4 。从金相组织可看出 ,过热区形成了魏氏组 织 ,容易产生脆化 ,构成了接头的薄弱环节 ,这时宜 以小线能量焊接 ,在过热区获取板条马氏体 ,韧性会 大大改善 。
1) 焊缝金属的显微组织如图 1 ,柱状晶分布 ,晶 界处为铁素体 ,晶内为索氏体和针 、块状分布的铁素 体 。冷却时 ,由于向外散热 ,故使焊缝的熔融金属 沿热扩散方向结晶而获得柱状晶 ,此时 ,先共析的铁 素体沿柱状晶界析出 ,由于温度较高 ,且冷速又稍 快 ,因此组织呈过热特征 ,但随后的冷却过程中 ,奥 氏体因过冷度较大 ,而转变为索氏体组织 。焊缝组 织下方为融合区 ,此处融合情况良好 。
Q345钢性能分析综合报告1

Q345钢性能分析综合报告摘要本次实验采用埋弧焊中不开坡口对接接头悬空双面焊的方法将两块均为9.5mm的Q345钢板对接。
用手工锯的方法切取焊接接头金属试样,试样尺寸为⨯⨯。
将切取的试样在砂轮机上粗磨,并将四周倒成圆角。
再399.527mm mm mm将试样在1至6号砂纸上进行细磨。
经细磨后的试样,用清水冲洗以除去磨粒,再进行机械抛光。
然后,将抛光后的试样用4%的硝酸酒精溶液浸蚀10~15s,再用酒精擦拭浸蚀部位,用吹风机吹干试样。
最后将制备好的试样放在金相显微镜上观察并拍摄焊接接头不同部位的照片,并用维氏硬度计测量焊接接头不同部位的硬度。
在拍摄焊接接头不同部位显微组织的照片之前,先拍摄接头宏观组织,直观观察和分析接头宏观缺陷、焊缝成形以及焊缝金属结晶方向。
根据拍摄到的焊接接头母材、焊缝和焊接热影响区的显微组织的照片分析焊缝的结晶形态、焊接热影响区金属的组织变化和焊接接头的微观缺陷等。
在维氏硬度计上测定焊接接头母材、焊缝和焊接热影响区的硬度。
根据硬度值在不同区域内的变化可大概知道不同区域的组织与硬度的关系。
根据硬度与不同组织的对应关系,分析得到热影响区的晶粒长大,引起该区的强度、硬度增大,该区的塑性、韧性降低。
母材与焊缝硬度接近,基本满足等强匹配的原则。
其中,热影响区硬度最高,是接头的薄弱环节。
关键词:显微组织分析,维氏硬度,金相试样制备,埋弧焊1、实验过程简述实验过程中,采用埋弧焊中不开坡口对接接头悬空双面焊的方法将两块均为9.5mm的Q345钢板对接。
待钢板冷却,用手工锯的方法切取焊接接头金属试样,试样尺寸为399.527⨯⨯。
随后,用切取的试样制备金相样品。
切取的mm mm mm试样表面凹凸不平极为粗糙,需要在砂轮机上进行粗磨,将试样四周倒成圆角,以免在细磨或抛光时撕裂砂纸或抛光布。
再将试样在1至6号砂纸上进行细磨。
经细磨后的试样,用清水冲洗以除去磨粒,再进行机械抛光。
然后,将抛光后的试样用4%的硝酸酒精溶液浸蚀10~15s,再用酒精擦拭浸蚀部位,用吹风机吹干试样。
Q345qD钢板化学成分丨Q345qD钢板力学性能
Q345qD桥梁钢
一、Q345qD钢板简介
Q345qD钢板牌号由代表屈服强度的汉语拼音字母、规定最小屈服强度值、桥字的汉语拼音首位字母、质量等级符号等几个部分组成。
其中:Q——桥梁用钢屈服强度的“屈”字的汉语拼音首位字母;
345——规定最小屈服强度数值,单位MPa;
q——桥梁用钢的“桥”字的汉语拼音首位字母;
D——质量等级为D级。
Q345qD钢板以热轧、正火或热机械轧制状态交货。
Q345qD钢板厚度不大于150mm,屈强比不大于0.85。
Q345qD钢板是专用于架造铁路或公路桥梁的钢板。
二、Q345qD钢板化学成分
四、Q345qD钢板的应用
Q345qD钢板的冲击温度为-20℃,在不同的冲击温度,冲击的数值也有所不同。
Q345qD钢板具有良好的焊接性能和低的缺口敏感性,是专用于架造铁路或公路桥梁的钢板。
Q345可焊性分析
板厚(mm)
不同气温条下的预热温度
≤10
不低于-26oC不预热
10~16
不低于-10oC不预热,低于-10oC预热100oC~150oC
16~14
不低于-5oC不预热,低于-5oC预热100oC~150oC
25~40
不低于0oC不预热,低于0oC预热100oC~150oC
2、焊接材料的选择
低合金钢选择焊接材料时必须考虑两方面的问题:一是不能有裂纹等焊接缺陷;二是能满足使用性能要求。选择焊接材料的依据是保证焊缝金属的强度、塑性和韧性等力学性能与母材相匹配。
1、坡口加工
可采用机械加工,其加工精度较高,也可采用火焰切割或碳弧气刨。对强度级别较高、厚度较大的钢材,经过火焰切割和碳弧气刨的坡口应用砂轮仔细打磨,消除氧化皮及凹槽;在坡口两侧约50mm范围内,应去除水、油、锈及赃物等。
焊接件的装配间隙不应过大,尽量避免强力装配,减小焊接应力。为防止定位焊焊缝开裂,要求定位焊焊缝应有足够的长度(一般不小于50mm),对厚度较薄的板材不小于4倍板厚。定位焊应选用同类型的焊接材料,也可选用强度稍低的焊条或焊丝。定位焊的顺序应能防止过大的拘束、允许工件有适当的变形,定位焊焊缝应对称均匀分布。定位焊所用的焊接电流可稍大于焊接时的焊接电流。
(二)焊接方法
1、焊条电弧焊
适用于各种不规则形状、各种焊接位置的焊缝。主要根据焊件厚度、坡口形式、焊缝位置等选择焊接参数。多层焊的第一层(打底层焊道)以及非平焊位置焊接时,焊条直径应小一些。热轧及正火钢的焊接性良好,在保证焊接质量的前提下,应尽可能采用大直径焊条和适当稍大的焊接电流,以提高生产率。
2、自动焊
由于装载机的工作环境复杂、受力不均匀、结构设计不合理以及焊接过程中焊接工艺参数选择不当等导致支架断裂失效。美国1982年统计表明,每年由于磨损、腐蚀、断裂失效造成的直接损失3600亿美元;我国机械行业因腐蚀失效造成的直接经济损失约300[2]亿人民币。可见失效分析有其重大的意义,失效分析在近代材料学与工程的发展史上占有极为重要的地位,可以毫不夸张的说,材料科学的发展史实际上是有部失效分析史。失效行为的分析研究就是要系统的研究材料的成分、工艺、组织、结构等对失效行为的影响。
Q345钢焊接接头组织性能分析

摘要:对Q345钢焊接性分析并制定Q345钢板(板厚δ=10mm)的对接埋弧焊工艺,依照工艺进行埋弧焊;对Q345埋弧焊接头典型部位截取试样,进行金相显微试样的制备;观察显微组织,测量显微维氏硬度,作显微组织和力学性能分析。
1实验原理:1.1 Q345(16Mn)焊接性分析及焊接方法的选择Q345应用最广用量最大的低合金高强度结构钢,综合性能好,低温冲击韧性,冷冲压性及切削性能均好,屈服强度≥345MPa,抗拉强度≥490Mpa,适用于多种焊接方法,本次实验选择焊接性能良好的埋弧焊。
1.2埋弧焊焊接工艺1.2.1埋弧焊简介埋弧自动焊是指电弧在颗粒状焊剂层下燃烧的一种自动焊方法,是目前广泛使用的一种高效的机械化焊接方法。
广泛用于锅炉、压力容器、石油化工、船舶、桥梁、冶金及机械制造工业中。
1.2.2埋弧焊焊接原理埋弧焊的焊接过程:先送丝,经导电嘴与焊件轻微接触,焊剂堆敷在待焊处,引弧。
随着电弧向前移动,熔池液态金属冷却凝固形成焊缝,液态熔渣冷却而形成渣壳。
焊接时,焊机的启动、引弧、送丝、机头(或焊件)移动等过程全由焊机机械化控制。
1.2.3焊前准备1.坡口的选择与加工由于埋弧焊的使用的电流比较大,熔透深度比较大,因此当焊件厚度小于14mm时可以不开坡口,这样仍能保证焊透和良好的焊缝成形;因为此次实验所选钢板为10mm厚,故不开坡口。
2.焊件的清理焊接前,必须将坡口及焊接部位表面的锈蚀、油污、水分、氧化皮等清楚干净。
方法有手工清除、机械清除等。
3.焊丝的清理和焊剂的烘干焊接前,必须将焊丝表面的油污、铁锈等污物清除干净。
为防止氢侵入焊缝,对焊剂必须严格烘干,而且要求烘干后立即使用。
不同类型的焊剂要求烘干温度不同,这次实验所用焊剂为HJ431,查焊接材料手册知要求250℃、2h烘干。
4.焊件的装配焊件装配时,必须保证间隙均匀,高低平整。
定位焊的位置应在第一道焊缝的背面,长度一般应大于30mm。
此次定位焊选用CO2气体保护焊。
(2021年整理)Q345的焊接性能介绍
Q345的焊接性能介绍编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(Q345的焊接性能介绍)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为Q345的焊接性能介绍的全部内容。
Q345R 特点Q345R 是钢板中的一大类--容器中板. 16Mng 和16MnR 、19Mng 合并为Q345R 。
Q345R 是普通低合金钢,是锅炉压力容器常用钢材,交货状态分:热轧或正火. 属低合金钢,屈服强度为265—345MPa 级的压力容器专用板,抗拉强度为(510—640)之间,伸长率大于21%,零度V 型冲击功大于34J 。
Q345R 工艺参考标准GB713-2008。
它具有良好的综合力学性能和工艺性能。
磷、硫含量略低于低合金高强度钢板。
2、力学性能3、规格尺寸4。
Q345钢的焊接性分析4。
1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0。
49%,大于0。
45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
4。
2 热裂纹Q345含碳量低,含锰量较高,硫和磷控制严格,它的Mn/S较高,因而具有良好的抗结晶裂纹性能。
所以在正常情况下,Q345是不会出现结晶裂纹。
4。
3 冷裂纹钢种的淬硬倾向、一定的含氢量和局够的拘束应力是焊接时产生冷裂纹的三大主要因素。
Q345含碳量低,故在淬火时,就会得到低碳马氏体组织,或者铁素体+珠光体组织,由于这些组织的硬度不高,因而淬硬倾向小。
焊缝中的氢主要来源于焊接材料中的水分、焊件坡口处的铁锈、油污,以及环境湿度等。
而对Q345来说只要板厚不太大且冷却速度控制得当,就不会在焊缝中产生残余氢,所以也不易形成冷裂纹。
Q390GJC钢厚大构件低温焊接缺陷原因及预防措施
Q390GJC钢厚大构件低温焊接缺陷原因及预防措施作者:李洋来源:《装饰装修天地》2017年第17期摘要:腾讯北京总部大楼项目钢结构工程包括:外圈巨型桁架、悬挑结构切角部位、转换桁架、楼层钢柱、楼层钢梁、混凝土内置的钢板墙、型钢混凝土暗柱、暗梁及其节点、型钢混凝土柱、腾讯之心钢结构、钢连桥、组合楼板等。
共计40000吨钢结构。
外圈巨型桁架钢板厚度为100 mm,材质为Q390GJC,随着工程的进展,焊接巨型桁架的时间正值冬季,焊接质量控制成为工程的关键。
关键词:巨型桁架;Q390GJC;冬施;焊接裂纹1 前言腾讯北京总部大楼工程钢结构的外框钢构件以构件大、钢板厚为显著特点,全部构件均为Q390GJC 低合金结构钢。
其中外圈巨型桁架,方形钢管的主要尺寸为1200mm×1200~2400mm,钢板厚度最大为100mm,转换桁架位于巨型悬挑结构的上部以及其它大跨空间的转换部位,桁架构件采用方形钢管,钢板厚度最大为50mm,悬挑结构切角底部斜面钢构件采用箱型截面,斜撑形式为双斜杆交叉撑:“X”,钢板厚度最大为60mm,其它楼层结构,包括楼层钢柱和楼层钢梁。
钢柱及钢梁分别采用箱型及工字型,钢板厚度最大为 50mm,材质主要为Q390GJ/Q345/Q345GJ。
由于钢结构量大,约40000吨,且四周巨型桁架结构最大悬挑81米,最小处悬挑41.5米,结构复杂,施工工期较长,随着施工计划的推进,目前已经进入冬季施工,然而此时正是外框巨型桁架安装阶段,且按计划要求2016年1月15日结构封顶。
本工程质量要求高,整体结构质量要求达到“鲁班奖”,主体结构质量达到“长城杯”质量标准。
钢结构自身质量要求“中国钢结构金奖”、“全国优秀焊接工程奖”。
为确保钢结构安装的焊接质量,针对Q390CJG焊接缺陷问题做了深入的调查和研究。
Q390低合金高建钢在气候、板厚、结构的钢性、焊接工艺等因素的影响下,可能会发生焊接质量问题,Q390属于工程建筑中的新钢种,焊接特性还没有完全被认识清楚,经焊接工艺试验和现场超声波检测结果证实冬季焊接 390GJC 钢,容易产生的焊接缺陷是裂纹和脆性及气孔,Q390GJC钢的焊接热影响区比低碳钢容易淬硬,对氢的敏感性强,当焊接接头承受到较大的应力时,容易产生各种裂纹。
Q390低合金高强钢焊接性研究

硕十论文
Q390低合金高强钢焊接性研究
1绪论 1.1课题意义及背景
低合金高强钢在石油化工、压力容器、采油平台、球罐,以及管道和船舶建造等方 面得到了广泛地应用【l】。这类钢除了具有足够高的强度(主要指屈服强度)外,还具有良
好的加工性、可焊性和耐蚀性等【2】。低合金高强钢的焊接与低碳钢相比,热影响区容易
structure and properties of welded
joints
for C02 gas shielded
arc
welding
and
submerged
are
welding;Wim
different conditions in the welding process.glycerin method was used to
used flux cored wire,high welding hydrogin the welding
process,diffusible
be
seen
increase remarkably.It was found that with the decrease of cooling time from 800℃to 500*C
by using glycerin method,SO this diffusible hydrogen in weld met the requirements of
high-rise steel current,C02
structure.When
as
humidity was high,and we
Q390
steel was 0.44,SO there was
certain hardening tendency,preheat should be done
建筑结构钢材Q390GJD的疲劳性能试验研究
c o n v e n t i o n a 1 t e s t me t h o d s u s i n g Q3 9 0 GJ D’ S s mo o t h p l a t e s p e c i me n s we r e c o n d u c t e d a n d t h e S—N c u r v e wa s p l o t .
c i v i l e n gi ne e r i n g a nd a l s o p r o vi de us e f u l da t a f o r f ol l o wi ng up r e s e a r c h, a num b e r of ax i al t e n s i l e f a t i g ue t e s t s by
Ts i n g h u a Un i v e r s i t y , B e i j i n g 1 0 0 0 8 4 , C h i n a ;2 .Ch i n a I n s t i t u t e o f B u i l d i n g S t a n d a r d D e s i g n & Re s e a r c h , B e i j i n g 1 0 0 0 4 8 , Ch i n a )
S h i Ga n g Z h a n g J i a n x i n g Wan g Zh e S o n g We n j i n g
( 1 . Ke y La bo r a t o r y o f Ci v i l En g i n e e r i ng Sa f e t y a n d Du r a b i l i t y o f Mi n i s t r y o f Ed u c a t i o n,De p a r t me nt o f Ci v i l En g i n e e r i n g,
Q390低合金高强钢焊接性讨论
摘要:低合金高强钢广泛应用于石油化工、采油平台、球罐等大型工业设施建设,具有良好的加工性与抗腐蚀性。
q390低合金高强钢是一种新型钢,与传统低合金高强钢相比,q390低合金高强钢的焊接性更好、冷热加工性能更强,适合多种高负荷钢结构的要求,加强q390低合金高强钢焊接性是提高实用性能的重点。
关键词:q390低合金高强钢焊接工业本文通过实验的办法对q390低合金高强钢的焊接技术进行讨论,通过建立q390低合金高强钢焊接热影响区热模型,对其焊接性能进行讨论与分析。
一、实验材料与方法绘制q390低合金高强钢焊接影响区连续冷去转变图(sh-cct图)。
在本文模型测试中,热模拟峰值温度是1320℃,因此结合sh-cct图中的数据与实验焊接过程的实际冷却速度(t8/5),能判断不同焊接方式的粗晶区的组织成分与具体性能。
1、实验准备阶段本文实验材料主要是q390c-z15钢,具体仪器是gleeble-3500热模拟试验机,在实验过程之前,要建立热模拟式样。
整个实验依据yb/t5128-93和yb/t5127-93为标准(《钢的连续冷却转变曲线图的测定方法》和《钢的临界点测定方法》),进行各项研究试验活动。
2、实验内容本文实验主要包括两个方面,一是测定平衡临界温度,二是绘制sh-cct图。
(1)测量平衡临界温度(acl、ac3)在测量平衡临界温度过程中,要注意以下几方面问题:加热过程应该以1℃/s的速度逐渐上升到1000℃保温过程要注意峰值温度的持续时间,在本次实验过程中,峰值温度(tp=1000℃)至少要持续2分钟。
要严格控制冷却过程的速度变化,以2℃/s的平均速度逐渐冷却到室温温度绘制t-△l曲线拐点图绘制acl、ac3,以确定平衡临界温度(2)绘制sh-cct图绘制sh-cct图要注意以下问题:在绘制加温过程中,要以200℃/s 的速度快速升温到1320℃保温过程中,峰值温度(tp=1320℃)的保温时间是1s冷却过程主要分为两个阶段。
Q345与Q390
钢材的屈服强度、抗拉强度较低,在同能强度要求下不利于降低钢柱截面尺寸,用钢量较大。
钢材的屈服强度、抗拉强度较高,在同能强度要求下有利于降低钢柱截面尺寸,降低用钢量,但可能影响到设计应抗震需要设定的钢柱含钢率的要求。
材料采购方面
为常规材质,采购周期较短。
为非常规材质,钢材需要提前预定,采购周期较长。
加工焊接方面
为Ⅱ类钢材,容易焊接,厚板焊接对预热要求较低。
为Ⅲ类钢材,较易焊接,厚板焊接时对预热要求较高。
Q345性能分析综合报告

Q345性能分析综合报告一、实验原理焊接是一种非常重要的成形工艺方法,有许多产品和零部件都有焊接工艺环节。
对这类产品来讲,焊接质量就决定了产品的寿命,所以在焊接工序之后进行宏观及微观组织检验是非常重要的一个环节。
焊接是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程,此过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
在焊接加热和冷却过程中,焊接接头各部分经受不同的热循环,主要是最高加热温度、加热速度和冷却速度不同,因而使得焊接接头各区域的组织各异。
组织的不同,将导致力学性能的变化。
所以对焊接接头进行金相分析,是对焊接接头力学性能鉴定不可缺少的环节。
本实验采用的焊接相关知识有:埋弧焊使用方法、金相样品的制备、金相显微镜的使用、维氏硬度实验方法。
利用四大块的知识对材料进行性能分析。
1,埋弧焊的工作原理埋弧焊是电弧在焊剂层下燃烧的一种电弧焊方法。
在焊剂层下,电弧在焊丝末端与焊件之间燃烧,是焊剂融化、蒸发,形成气体,在电弧周围形成一个封闭空腔,电弧在这个空腔中稳定燃烧,焊丝不断送入,以熔滴状进入熔池,与熔化的母材金属混合,并受到熔化焊剂的还原、净化及合金化的作用。
随着焊接过程的进行,电弧向前移动,熔池冷却凝固后形成焊缝,密度较轻的熔渣浮在熔池的表面,有效地保护熔池金属,冷却后形成渣壳。
焊接时焊丝连续不断地送进,其端部在电弧热作用下不断地熔化,焊丝送进速度和熔化速度相互平衡,以保持焊接过程的稳定进行。
埋弧焊有以下优点:1)生产率高埋弧焊的焊丝伸出长度(从导电嘴末端到电弧端部的焊丝长度)远较手工电弧焊的焊条短,一般在50mm左右,而且是光焊丝,不会因提高电流而造成焊条药皮发红问题,即可使用较大的电流(比手工焊5-10倍),因此,熔深大,生产率较高。
对于20mm以下的对接焊可以不开坡口,不留间隙,这就减少了填充金属的数量。
2)焊缝质量高对焊接熔池保护较完善,焊缝金属中杂质较少,只要焊接工艺选择恰当,较易获得稳定高质量的焊缝。
Q390GJC、Q390GJCZ...
Q390GJC、Q390GJCZ...
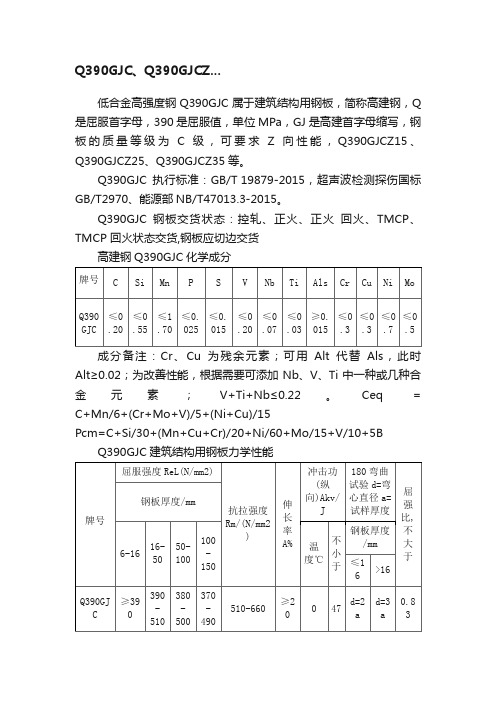
低合金高强度钢Q390GJC属于建筑结构用钢板,简称高建钢,Q 是屈服首字母,390是屈服值,单位MPa,GJ是高建首字母缩写,钢板的质量等级为C级,可要求Z向性能,Q390GJCZ15、Q390GJCZ25、Q390GJCZ35等。
Q390GJC执行标准:GB/T 19879-2015,超声波检测探伤国标GB/T2970、能源部NB/T47013.3-2015。
Q390GJC钢板交货状态:控轧、正火、正火回火、TMCP、TMCP 回火状态交货,钢板应切边交货
高建钢Q390GJC化学成分
成分备注:Cr、Cu为残余元素;可用Alt代替Als,此时Alt≥0.02;为改善性能,根据需要可添加Nb、V、Ti中一种或几种合金元素;V+Ti+Nb≤0.22。
Ceq = C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B Q390GJC建筑结构用钢板力学性能
Q390GJC钢板应用范围
Q390GJC用来桥梁制造、工程修建及结构制造中,用处非常广泛,较早要使用于高层建筑、超高层建筑、大跨度体育场馆、机场、会展中心以及钢结构厂房等大型建筑工程。
Q390GJC经过使用高建板能够极大的适应和支撑建筑结构向高层化和大跨度开展的方向,以减轻结构分量、下降制造成本、下降钢结构用材的厚度,提高其制造可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
构 钢 》,高 建 钢 Q 3 9 0 G J C依 据 标 准 G B / T 1 9 8 7 9 —
为 满 足 不 同钢 材 性 能 的需 求 .异 种 材 质 的钢 材 焊 接 越 来 越 普 遍 .异 种材 质 的焊 接 性逐 渐被 人 们 所 重 视 。桥 梁 板 材 的抗 疲 劳 性 能 好 .而 高层 建 筑 钢板
1 焊 接 性 能 分 析
桥板 Q 3 4 5 q D钢 与 高 建 钢 Q 3 9 0 G J C均 为 低 合 金
高 强 钢 .两 者 的焊 接 性 均 良好 .但 成 分 及 性 能 均 有
一
2 试 验 过 程
采 用桥 梁 用 钢 Q 3 4 5 q D 以 及 建 筑 结 构 用 钢
试 验 采 用 YD 一 5 0 0 C O J MA G 熔 化极 气 体 保 护 焊
焊 机 .极性 为直 流反接 ,焊接工 艺参 数见 表 3 。
定 差 距 根 据 钢 材 特 性 以 及 “ 低强 匹配”原则 .
Q 3 9 0 G J C.规 格 均 为 2 0 mm ̄ 1 5 0 m m ̄ 4 5 0 mm.焊 丝
直径 1 . 2 m m,r e ( c o 2 ) 不低 于 9 9 . 5 %,焊前 除去试 件所 焊表 面及两侧 3 0 m l T l 内的所有 杂物
表 1 钢材及焊丝的化学成分 ( 质量 分数) ( %
的强 度 较 高 .在桥 梁 的高 塔 建 筑 结构 中 .为 了 既能 满 足 结 构 受 力 要求 .又 能降 低 成 本 .综 合 利 用 高建 钢 和桥 板无 疑不 是最 佳 的选择
扬 州 万 福 桥新 建 工 程是 采 用 桥 塔 支 撑 桥 面 的悬
0 . Ol 1
0 0 0 8
索 桥结 构形 式 .桥 面主要 采用 Q 3 4 5 q D钢 .桥塔 为 巨
Q3 9 0 GJ C钢
CH T 一 7 l 1
形 框架 结 构 .主要 用 Q 3 4 5 G J B钢 和 Q 3 9 0 G J C高 建钢
制 作 以 本 公 司 承建 的万 福 桥 工 程 为例 .研 究 了桥
材 料
C
S i
Mn
S
P
Q3 4 5 q D 钢
O 1 5
O . 1 4
0 0 6 8
O_ 2 8
0 . 2 6
O . 4 4
l 3 6
1 . 5 3
1 . 5 9
O . o 0 2
00 0 3
O . o o 4
O . O l 5
规范要求。
关键 词 :异种钢焊接;Q3 4 5 q D 与Q3 9 0 G J C;工艺性 能;力学性能 ;组织性能
中 图 分 类号 :T G 4 5 7 . 1 文献 标 志码 :B
不同 ( Q 3 4 5 q D依 据标 准 G B / T 7 1 4 -2 0 0 8《 桥 梁 用结
焊 材 选 用 气保 焊 药 芯 焊 丝 C H T 一 7 1 1 钢 材及 焊 材 的
化 学成 分 及 力 学性 能见 表 1 .2 依 表 中数据 可 计 算 出 ,Q 3 4 5 q D钢 的碳 当量 为 0 . 3 8 %,Q 3 9 0 G J C钢 的碳 当量 为 0 . 4 1 %.两 种 钢材 焊 接 性 能 均 良好 Q 3 4 5 q D 钢 的焊 接 性 略 优 于 Q 3 9 0 G J C钢 的 .但 由于依 据 标 准
A l
Q 3 4 5 q D 钢
4 0 5
5 3 1
2 9
2 4 8( 一 2 0℃ )
Q 3 9 0 G J C钢
C HT 一 71 l
4 3 2
5 4 0
5 7 7
6 1 O
2 8 . 5
2 4
2 7 6( 0℃)
l 8 7 ( 一 2 0℃ )
2 0 0 5《 建筑 结 构用 钢板 》 ) ,Q 3 4 5 q D钢 的焊 接 接 头 冲 ห้องสมุดไป่ตู้击要 求高于 Q 3 9 0 G J C钢 的 药 芯 焊 丝 Mn .S i 含 量
高 ,可 以起 到 良好 的脱 氧 、脱硫 作用 ,提 高 组 织 强
度 及 韧 性 药 芯 焊 丝 C H T一 7 1 1屈 服 强 度 达 到 5 4 0 MP a .充 分 满足两 种 钢材焊 接要 求
Q3 4 5 q D 与 Q3 9 0 GJ C 异 种 材 质 焊 接 性 能 研 究
李 乡亮 ,王春 林 ,邱 明 辉 ,尹 恒 ,季 书培
( 中建 钢 构有 限公 司 华 东 大 区 .江 苏 靖 江 2 1 4 5 3 2 )
摘 要 :以 Q 3 4 5 q D钢 与 Q3 9 0 G J C钢 的 焊 接 为 例 ,详 细 介 绍 了异 种材 质 焊接 的 工 艺 过 程 ,并 分 析 了焊 接 接 头金 相 组 织 、 力 学 性 能 以 及 显 微硬 度 。 结 果表 明 ,Q3 4 5 q D钢 与 Q 3 9 0 G J C 钢 具 有 良好 的 焊 接 性 ,在 采 用合 理 的 焊 接 工 艺 参 数 后 ,接 头 力 学性 能及 微 观金 相 均 能 满 足
We l d i n g T e c h n o l o g y V o 1 . 4 4 N o . 9 S e p . 2 0 1 5
文章编 号: 1 0 0 2 — 0 2 5 X( 2 0 1 5 ) 0 9 — 0 0 9 3 — 0 2
- 2 0 1 5年 创 建 全 国优 秀焊 接 工 程 专 刊 ・ 9 3
表 2 钢 材 及 药 芯 焊 丝 的 力 学 性 能
板 Q 3 4 5 q D钢 与 高 建 钢 Q 3 9 0 G J C的 焊接 接 头 性 能及
组织 的变化
材 料
屈 服 强 度
R / MP a
抗 拉强 度
R / MP a
断 后 伸 长 率
( %)
冲 击 吸 收 功