AOI测试异常处理
SMT异常处理流程

更换零件
治具清单(治具规格)
数量
治具清单(治具规格)
数量
制表: 朱 佳
发行部门:半制技术二课
作 业
作业名称: Reflow异常处理流程
指
导
书
(8)
编辑日期: 2008.03.03
Ver. : 1.1
Normal
Reflow设备自动Alarm (温度等) Alarm 立即停止流板(PCB) 1.全检異常時段之PCB, 並做記號 2. 按Barcode追踪; 3. 通知下制程 制程改善 (必须重新测Profile)
Pass 正常生产
Fail
注意事项︰
治具清单(治具规格)
数量
治具清单(治具规格)
数量
制表: 朱 佳
发行部门:半制技术二课
作 业
作业名称:
指
导
书
编辑日期: 2008.03.03
Ver. : 1.1
FAIL PCB
依据判定 标准复判 PASS
Fail
人员点击Confirm Pass, 系统自动记录为误判
生产
AO无法涵盖
OK Rework
目检
Fail
OK
下制程
注意事项︰
治具清单(治具规格)
数量
治具清单(治具规格)
数量
制表: 朱 佳
发行部门:半制技术二课
作 业
作业名称: AOI 测试涵盖率异常处理规范
指
导
书
( 10 )
编辑日期: 2008.03.03
Ver. : 1.1
ICT 测试
SMT有专人针对SMT 的不良做统计
Notice: 生产所用材料之规格须于BOM内所建材料之规格相符,方可使用。
安捷伦 AOI 故障排除中文教程

解决方案 指示框的内容如下: 1. 打开 AOI 的盖子。 2. 用手旋转左右两边的 AWA 丝杠把轨道调小。注意看左边 AWA 感应器,当左边 AWA
感应器被触发时,把这左边的轨道宽度记录下来。 3. 继续用手旋转左右两边的 AWA 丝杠把轨道调到最小宽度,把这最小宽度记录下来。 4. 用手旋转左右两边的 AWA 丝杠把轨道调到 70mm,必须确认两边宽度都一样。 5. 把 AOI 盖子关上,清除 ESTOP。 6. 把在第二步骤量到的宽度输入到“Left Sensor Width”再把第三步骤量到的宽度输入
解决方案 如果所有线路都没问题,请查看 Kollmorgen Driver 底部的风扇有没 有在转。如果风扇不转,那很有可能 是 Driver 坏了,必须订备件更换。
6
案例(三):板子未经过检测就直接通过 AOI
问题 板子未经过检测就直接通过 AOI。
解决方案 1 查看机器是否被打到“PASS”模式。 如果被打到“PASS”模式,请把它打 回“INSP”继续测板。
Gap
1
2
12
案例(八):AWA 故障
问题 没法使用自动轨道宽度调节(AWA)功能。当使用自动轨道宽度调节时,轨道移到 HOME 的位置 之后就没法再继续操作。
AWA 感 应 器 (左)-Home
AWA 感 应 器 (左)-End
触发铁片 (左)
AWA 感应器
触发铁片 (右)
触发铁片
AWA 感 应 器 (右)-Home
解决方案 1 当前程序的“*.home”文件有可能被损 坏,以导致 homing 动作无法正常完成。 如果之前有备份程序,用备份程序的 “*.home”文件替换当前损坏的 “*.home”文件。
AOI现场的常见故障及处理对策
1.緊急停止:發生原因如下 緊急停止
1 按緊急停止按鈕. 2 門上蓋或後蓋掀起,若不想啟動此功能,可將上蓋內側搖頭開關切至OFF,但 請注意安全.
圖二十一 緊急停止
2.PC放棄測試 放棄測試:PC送出 送出ABORT訊號 訊號. 放棄測試 送出 訊號
圖二十二PC放棄測試:
3.感測器或輸送帶動作不正常 感測器或輸送帶動作不正常: 感測器或輸送帶動作不正常
Fiducial Mark的設定(下圖詳示)
雷射測高機路徑清單以及設定 所有Type的參數設定(下方有快捷列 所有Name的參數設定(下方有快捷列 所有元件的參數設定 Warp參數設定 開啟Solder檢測框面積上下限的測試 Solder/Pin_Window面積上下限的設定 Solder檢測框灰階門檻的設定 Solder/Pin_Window檢測框重新轉換(Train) 設定Solder檢測框向外檢測的範圍 金手指參數設定 金手指檢測框重新轉換(Train) 清除所有元件的燈光增強效果 Pin_Window檢測框灰階門檻的設定 重置檢測板數為0 設置板子Layout 設置多聯板數 ) )
1.在设备管理器中查看影像卡是否有问题. 1.在设备管理器中查看影像卡是否有问题. 2.连线是否有问题. 2.连线是否有问题. 3.DOS机内程序是否未引导成功. 3.DOS机内程序是否未引导成功.
进行灯光调整时,光源不打光,但 X-Y TABLE移动正常。 TABLE移动正常。
1.查看镜头是否能抓取到即时影像。 1.查看镜头是否能抓取到即时影像。 2.检查连线是否有松动。 2.检查连线是否有松动。
圖二十七 PC & PLC連線中斷
機台的復歸
機台的復歸即其機構部分的復位; 機台的復歸即其機構部分的復位;對於所有 的AOI而言,它們都有自身的機器原點,以及 AOI而言,它們都有自身的機器原點, 通過PC軟體計算生成的測試用的座標係; 通過PC軟體計算生成的測試用的座標係;我 們要得到準確的測試效果, 們要得到準確的測試效果,首先就要求機台 有一個相當固定的機器原點以及計算生成 的座標係;但是在實際的工作中, 的座標係;但是在實際的工作中,機器不停的 重復相同的動作,從而造成了一定的偏差, 重復相同的動作,從而造成了一定的偏差,因 此為了讓機台更好的為我們服務, 此為了讓機台更好的為我們服務,我們必須 讓其重新恢復機器原點. 讓其重新恢復機器原點.
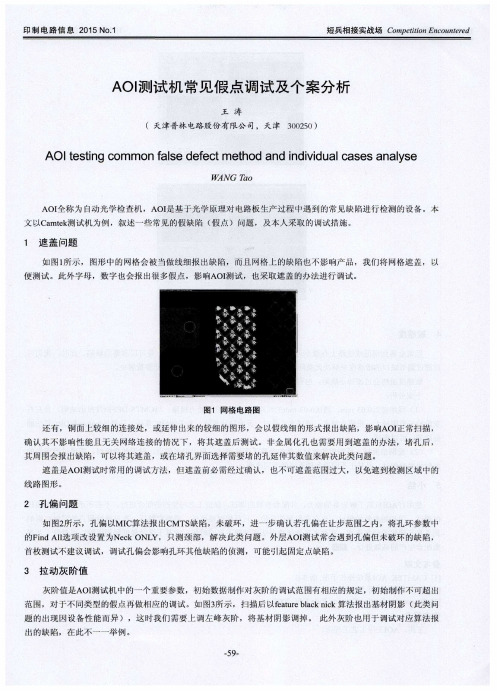
AOI测试机常见假点调试及个案分析
参 考文 献
【 1 】C AMT E K AOI 系 统操 作手 册, 版本 B . [ 2 】E y e Q系统 操作 手册, 2 0 0 8 .
[ 3 ]Dr a g o n Ap p l i c a t i o n T r a i n i n g R u l e E d i t , 2 0 0 8 .
的F i n d Al l 选 项 改设 置 为Ne c k ONL Y,只测 颈 部 ,解 决此 类 问题 。外层 AOI 测 试 常会 遇 W J r ;  ̄ L 偏但 未破 环 的缺 陷 ,
首枚 测试 不建 议 调试 ,调试 孑 L 偏 会 影响 孔环 其他 缺 陷的侦 测 ,可 能 引起 同定 点缺 陷
3 拉 动 灰 阶值
灰 阶值 是AOI  ̄ J J 试机 中 的一 个重 要参数 ,初始 数据 制作 对 灰阶 的调 试范 围有 相应 的规 定 ,初始 制作 不 可超 出 范 围 ,对 于 不 同类 型 的假 点再 做相 应 的调试 。如 图3 所 示 ,扫描 后 以f e a t u r e b l a c kn i c k算 法报 出基材 阴影 ( 此 类 问 题 的 出现 因设 备性 能 而异 ),这 时 我们 需 要上 调左 峰 灰 阶 ,将基 材 阴 影调 掉 。 此 外 灰阶 也 用于 调试 对 应算 法报 出 的缺 陷 ,在此 不一 一举例 。
/ 火阶 拉开 范 围越 大 ,报 假 点越 多 ,调试 次上 号时 ,反 r 口 J 拉 动 灰阶 ,并 关 闭MI C算法 ,只通过 f e a t u r e ¥ i l DR C算法 捕 捉 缺 陷 ,可 以测 试 。
ቤተ መጻሕፍቲ ባይዱ
( 2 )反 铜箔 板 材 。反铜 箔 的板 材 正 常 的参 数下 无 法测 试 ,报 出很 多假 点 ,对 于此类 板 材 ,需通 过 改 变光 的 反射 强度来 测试 ,且 基于 不 同设备 能不 同做 不 同改变 。
对于AOI出现问题一览:
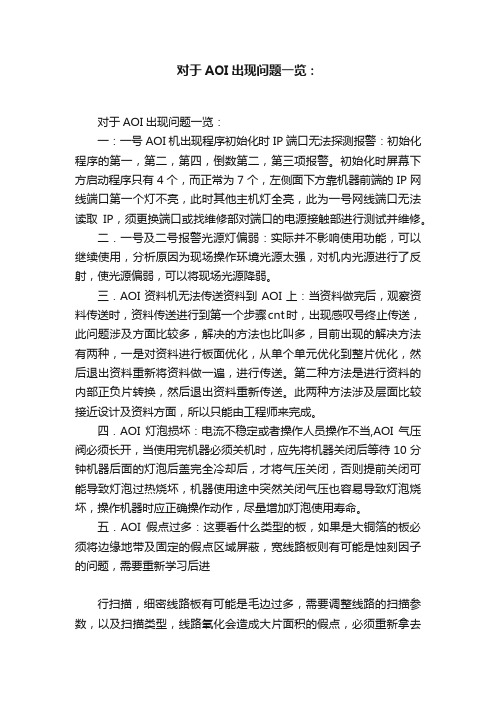
对于AOI出现问题一览:对于AOI出现问题一览:一:一号AOI机出现程序初始化时IP端口无法探测报警:初始化程序的第一,第二,第四,倒数第二,第三项报警。
初始化时屏幕下方启动程序只有4个,而正常为7个,左侧面下方靠机器前端的IP网线端口第一个灯不亮,此时其他主机灯全亮,此为一号网线端口无法读取IP,须更换端口或找维修部对端口的电源接触部进行测试并维修。
二.一号及二号报警光源灯偏弱:实际并不影响使用功能,可以继续使用,分析原因为现场操作环境光源太强,对机内光源进行了反射,使光源偏弱,可以将现场光源降弱。
三.AOI资料机无法传送资料到AOI上:当资料做完后,观察资料传送时,资料传送进行到第一个步骤cnt时,出现感叹号终止传送,此问题涉及方面比较多,解决的方法也比叫多,目前出现的解决方法有两种,一是对资料进行板面优化,从单个单元优化到整片优化,然后退出资料重新将资料做一遍,进行传送。
第二种方法是进行资料的内部正负片转换,然后退出资料重新传送。
此两种方法涉及层面比较接近设计及资料方面,所以只能由工程师来完成。
四.AOI灯泡损坏:电流不稳定或者操作人员操作不当,AOI气压阀必须长开,当使用完机器必须关机时,应先将机器关闭后等待10分钟机器后面的灯泡后盖完全冷却后,才将气压关闭,否则提前关闭可能导致灯泡过热烧坏,机器使用途中突然关闭气压也容易导致灯泡烧坏,操作机器时应正确操作动作,尽量增加灯泡使用寿命。
五.AOI假点过多:这要看什么类型的板,如果是大铜箔的板必须将边缘地带及固定的假点区域屏蔽,宽线路板则有可能是蚀刻因子的问题,需要重新学习后进行扫描,细密线路板有可能是毛边过多,需要调整线路的扫描参数,以及扫描类型,线路氧化会造成大片面积的假点,必须重新拿去过微蚀后过AOI。
六.出现扫描中途报警不能扫描:此种情形涉及很多方面:1.扫描的尺寸设置错误,一般新上机的操作人员很容易造成此种情况,尺寸设置错误,自然,只需要将参数重新调整回来就可以正常扫描。
AOI现场的常见故障及处理对策
在测试时,可正常打光,但只测 试一排,并重复此动作。
1.查看镜头是否能抓取到即时影像。 1.查看镜头是否能抓取到即时影像。 2.尝试更换测试程式。 2.尝试更换测试程式。 3.对影像卡进行复位。 3.对影像卡进行复位。 4.检查连线是否有松动。 4.检查连线是否有松动。
测试软体界面
光源調整 Fiducial Mark 搜尋 教導Fiducial Mark的代用料(影像) 建立Fiducial Mark的代用料(影像) BarCode設定 開啟BarCode掃瞄
當BarCode讀取失敗時,系統會停止等待確認 開啟Repair/SFCS的Barcode Check Pass/Fail 輸出到後站的訊號相反 設置元件重覆出現幾次Fail則系統會停止等待確認 設定不良率達幾%,系統會停止等待確認 連續測試Fiducial Mark 50次
設置(改變)程式名稱 設置板子大小(含Fiducial Mark距離) 重新教導Fiducial Mark影像 建立Fiducial Mark影像 儲存Fiducial Mark資料 載入Fiducial Mark資料檔案 載入library建立的資料檔案
AOI現場的常见故障及处 AOI現場的常见故障及处 理对策
讲师:胡瀚 讲师:
解决AOI故障的方法 解决AOI故障的方法
1.确认AOI发生故障时的情况。 1.确认 确认AOI发生故障时的情况 发生故障时的情况。 2.判定可能引发此故障的原因。 2.判定可能引发此故障的原因。 判定可能引发此故障的原因
人機介面警示畫面及原因
緊急停止: 緊急停止:發生原因如下 PC放棄測試:PC送出ABORT訊號 PC放棄測試:PC送出ABORT訊號 感測器或輸送帶動作不正常 夾板馬達未動作 PC & PLC連線中斷 PLC連線中斷
AOI问题改善案例
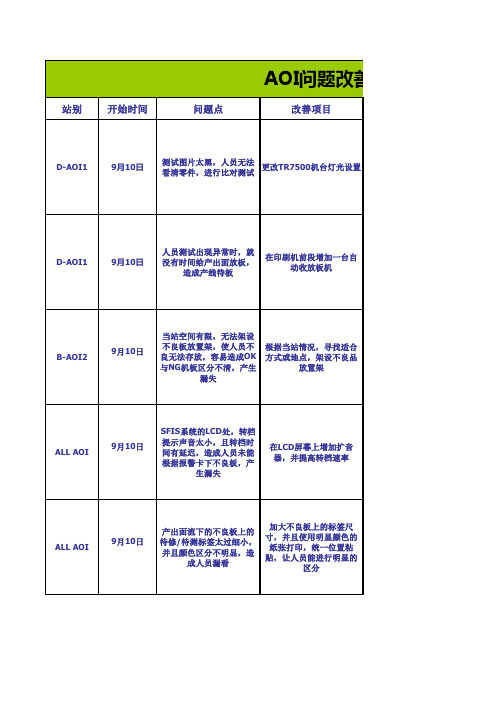
站别开始时间问题点改善项目
D-AOI19月10日测试图片太黑,人员无法
看清零件,进行比对测试
更改TR7500机台灯光设置
D-AOI19月10日人员测试出现异常时,就
没有时间给产出面放板,
造成产线待板
在印刷机前段增加一台自
动收放板机
B-AOI29月10日
当站空间有限,无法架设
不良板放置架,使人员不
良无法存放,容易造成OK
与NG机板区分不清,产生
漏失
根据当站情况,寻找适合
方式或地点,架设不良品
放置架
ALL AOI 9月10日
SFIS系统的LCD处,转档
提示声音太小,且转档时
间有延迟,造成人员未能
根据报警卡下不良板,产
生漏失
在LCD屏幕上增加扩音
器,并提高转档速率
ALL AOI 9月10日
产出面流下的不良板上的
待修/待测标签太过细小,
并且颜色区分不明显,造
成人员漏看
加大不良板上的标签尺
寸,并且使用明显颜色的
纸张打印,统一位置粘
贴,让人员能进行明显的
区分
AOI问题改善案
D-AOI 9月10日
机板喷印条码模糊,
造成AOI站Sensor无法
扫入,使人员容易漏
刷
改善案例
改善进度结束时间效果现有图片灯光加亮,但机
台测试时间过长(8s左
?一般右),容易导致堆板
代办??
代办??
代办??
代办??。
对于AOI出现问题一览:
对于AOI出现问题一览:一:一号AOI机出现程序初始化时IP端口无法探测报警:初始化程序的第一,第二,第四,倒数第二,第三项报警。
初始化时屏幕下方启动程序只有4个,而正常为7个,左侧面下方靠机器前端的IP网线端口第一个灯不亮,此时其他主机灯全亮,此为一号网线端口无法读取IP,须更换端口或找维修部对端口的电源接触部进行测试并维修。
二.一号及二号报警光源灯偏弱:实际并不影响使用功能,可以继续使用,分析原因为现场操作环境光源太强,对机内光源进行了反射,使光源偏弱,可以将现场光源降弱。
三.AOI资料机无法传送资料到AOI上:当资料做完后,观察资料传送时,资料传送进行到第一个步骤cnt时,出现感叹号终止传送,此问题涉及方面比较多,解决的方法也比叫多,目前出现的解决方法有两种,一是对资料进行板面优化,从单个单元优化到整片优化,然后退出资料重新将资料做一遍,进行传送。
第二种方法是进行资料的内部正负片转换,然后退出资料重新传送。
此两种方法涉及层面比较接近设计及资料方面,所以只能由工程师来完成。
四.AOI灯泡损坏:电流不稳定或者操作人员操作不当,AOI气压阀必须长开,当使用完机器必须关机时,应先将机器关闭后等待10分钟机器后面的灯泡后盖完全冷却后,才将气压关闭,否则提前关闭可能导致灯泡过热烧坏,机器使用途中突然关闭气压也容易导致灯泡烧坏,操作机器时应正确操作动作,尽量增加灯泡使用寿命。
五.AOI假点过多:这要看什么类型的板,如果是大铜箔的板必须将边缘地带及固定的假点区域屏蔽,宽线路板则有可能是蚀刻因子的问题,需要重新学习后进行扫描,细密线路板有可能是毛边过多,需要调整线路的扫描参数,以及扫描类型,线路氧化会造成大片面积的假点,必须重新拿去过微蚀后过AOI。
六.出现扫描中途报警不能扫描:此种情形涉及很多方面:1.扫描的尺寸设置错误,一般新上机的操作人员很容易造成此种情况,尺寸设置错误,自然,只需要将参数重新调整回来就可以正常扫描。
PCB制造 AOI异常处理规范
AOI异常处理规范编制:审核:批准:目录1.0 目的 (3)2.0 范围 (3)3.0 定义 (3)4.0 职责 (3)5.0 作业内容 (3)5.1 品质异常 (3)5.2 设备异常 (14)5.3 温湿度异常 (14)5.4 其它异常: (14)6.0 注意事项 (15)7.0 相关文件 (15)8.0 相关记录 (15)1.0目的为了使检验人员能够准确地,了解异常板的现象及异常所产生的原因,并且针对异常板,提供处理方式及流程,以最短的时间完善地处理异常板,使制程生产顺畅,有效提高生产效率。
2.0范围用于AOI检验各类缺点项目的异常判别与处理说明。
3.0定义由AOI检验确认发现异常,通知相关单位主管,并针对异常分析原因。
4.0职责4.1生产部:负责查找异常原因,追踪前后三批;4.2工艺部:负责协助现场解决分析问题,提出有效的改善措施;4.3品质部:负责对异常产品质量的追踪和监控;4.4设备部:负责设备维修和日常保养工作。
5.0作业内容5.1品质异常5.1.1品质异常项目汇总及处理方式编号不良项目不良图片是否可重工及处理方式是否需要重工单重工单编号1 间距不足可重工针对不良原因做调整后重工需要/2 去膜不净线宽间距可重工针对不良原因做调整后重工不需要/3 开路间距可重工针对不良原因做调整后重工不需要/4 短路可重工针对不良原因做调整后重工不需要/5 线细不可重工,报废//6 线路缺口可重工针对不良原因做调整后重工不需要/7 孔偏不可重工,报废/ /8 织纹显露不可重工,报废//9 残铜可重工针对不良原因做调整后重工不需要/备注:规定要开重工单的板必须开重工单,重工单必需QA认可,重工板必须由QA检验,合格后才能续流,否则不可续流;A 需要开重工单的,可以by case 开重工单或者使用重工模板;B 不需要开重工单的,需记录在制程重工记录表;C没有重工单模版编号的,则填写NA。
5.1.3异常处理方法:5.1.3.1间距不足:A.现象说B. 异常处理流程:a 当现场发现一批板子(60片)中有连续性异常板批量≥10片时,请立即通知领班,由领班立刻通知生产负责人及主管;b 通知IPQC 及相关单位处理;c 重工后需经IPQC 检验OK 后才可出货;d 如单点异常可直接要求专业人员修补。
aoi异常处理流程
aoi异常处理流程英文回答:AOI Exception Handling Process.The AOI exception handling process is a structured approach to managing exceptions that occur within an AOI (area of interest). It involves the following steps:Identify the Exception: The first step is to identify the exception that has occurred. This includes understanding the type of exception, its cause, and its impact.Classify the Exception: Once the exception has been identified, it should be classified into one of the following categories:Critical: Exceptions that are severe and require immediate attention.Major: Exceptions that are significant but do not require immediate attention.Minor: Exceptions that are less significant and can be handled as part of normal operations.Prioritize the Exception: Based on the classification, the exception should be prioritized in terms of its urgency and importance. Critical exceptions should be addressed first, followed by major and then minor exceptions.Resolve the Exception: The next step is to resolve the exception. This involves taking appropriate actions to address the cause of the exception and mitigate its impact.Monitor the Exception: Once the exception has been resolved, it should be monitored to ensure that it does not recur. This may involve setting up alerts or implementing additional monitoring mechanisms.Review and Learn: After handling the exception, it isimportant to review the process and identify any areas for improvement. This helps to prevent similar exceptions from occurring in the future.中文回答:AOI 异常处理流程。
AOI检测简单问题处理及安全注意事项
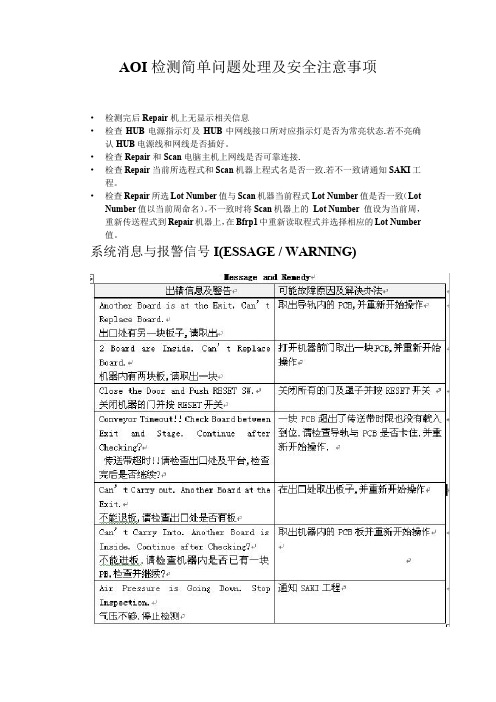
AOI检测简单问题处理及安全注意事项
•检测完后Repair机上无显示相关信息
•检查HUB电源指示灯及HUB中网线接口所对应指示灯是否为常亮状态.若不亮确认HUB电源线和网线是否插好。
•检查Repair和Scan电脑主机上网线是否可靠连接.
•检查Repair当前所选程式和Scan机器上程式名是否一致.若不一致请通知SAKI工程。
•检查Repair所选Lot Number值与Scan机器当前程式Lot Number值是否一致(Lot Number值以当前周命名)。
不一致时将Scan机器上的Lot Number 值设为当前周,重新传送程式到Repair机器上,在Bfrp1中重新读取程式并选择相应的Lot Number 值。
系统消息与报警信号I(ESSAGE / WARNING)
系统消息与报警信号II(ESSAGE / WARNING)
注意事项
•以下情况应及时通知SAKI工程
–生产线换线
–更换不同物料
–误判多
–贴片不良未检测到
–机器出现异常状况
安全事项!
•机器运转中严禁手或身体部位伸入机器内部,以免对人体造成损伤及对机器硬件部位造成不必要之损坏!
•机器运转中严禁人身体部位倚靠在机器上,以免造成机器断电,对机器造成不必要之损坏及机器高电压对人体造成损伤!
•机器中严禁放与机器不相关之物品,以免造成机器之损坏及带来安全隐患!。
aoi不良处理流程
aoi不良处理流程
AOI检测到不良品了?别急,先定位问题。
找找看,是哪个环
节出了问题,是不是设备设置不对,还是材料有问题?
找到问题就好办了。
小问题自己就能搞定,调调参数,换换材料;大问题也不怕,找技术团队来帮忙,一起想办法解决。
解决方案定下来了,那就动手干吧!按照步骤来,一步步操作,别着急,慢慢来。
遇到问题就停下来,想想怎么解决,或者找人帮忙。
最后,别忘了检查一下,看看问题是不是真的解决了。
如果还
有问题,那就得重新开始,再找找原因,再想办法解决。
就这样,
反复几次,总能找到解决办法的。
AOI误判报告
AOI误判报告
针对我们公司AOI测试误判多的问题现分析如下:
一、就AOI设备而言,误判本来就是不可避免的,因为它是利用
比较的方法来判断元件是否为良品,接受与不可接受图像的差别相当细小,从而引起误判。
而被测电路板的变形位移及板子之间的个体差异必定会造成实际零件位置与模板位置产生偏差,造成系统判断失误,从而导致误判,而且AOI检测单位是像素,图像稍有差距也会导致误判。
二、每使用1个AOI程式本来就要通过多次调试不同的线路板,
方可使用。
单一型号大批量生产可以通过调试减少误判,提高AOI 测试通过率。
但每次换线由于板子及制程等方面差异,导致测试结果与之前程式不符,所以每次机种换线也是需要经过多次调试后方可使用。
而我们公司由于机种型号多,订单小,换线频繁,导致还没有将程序调到可用状态,而单子以及做完,这也是导致误判多的一个原因。
三、零件差异,零件替代料众多(主要表现为零件字体不一样),替
代料之间的差异也是导致误判多的原因之一。
我们使用AOI是因为人员目检有漏失,而AOI的作用就是将可能为不良的元件找出来,由测试人员判断是否是真正的不良,从而减轻目检工作量,同时提高产品品质。
所以AOI的使用价值应该体现在能否测出不良上,而不是通过率上。
AOI工作站故障应急处理方案
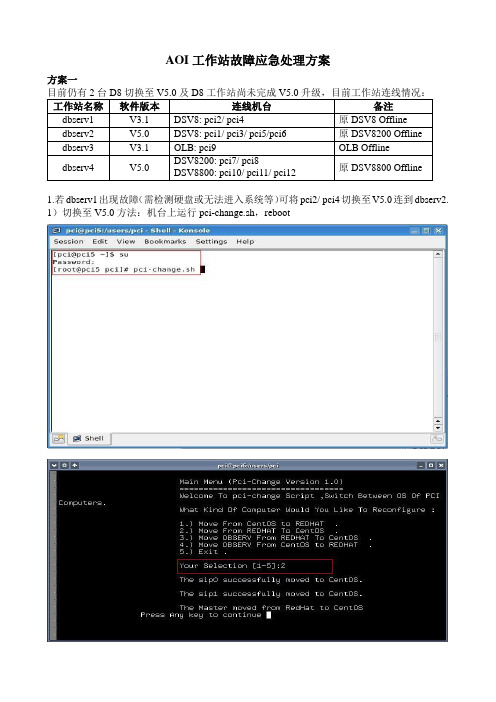
AOI工作站故障应急处理方案
方案一
1.若dbserv1出现故障(需检测硬盘或无法进入系统等)可将pci2/ pci4切换至V5.0连到dbserv
2. 1)切换至V5.0方法:机台上运行pci-change.sh,reboot
2)运行pciconf加入工作站IP,reboot
3)更改site_db指向
1)unlink site_db
2)ln –s /db_srv/DB2/site_db/ site_db
2.若dbserv2出现故障(需检测硬盘或无法进入系统等)可将pci1/ pci3/ pci5/pci6连到dbserv4。
1)运行pciconf加入工作站IP,reboot
2)更改site_db指向
3.若dbserv4出现故障(需检测硬盘或无法进入系统等)可将pci7/ pci8/ pci10/pci11/pci12连到dbserv2。
1)运行pciconf加入工作站IP,reboot
2)更改site_db指向
方案二
1.若dbserv1出现故障(需检测硬盘或无法进入系统等)可将pci1/pci2/pci3/pci4pci5/pci6连到dbserv2。
1)运行pciconf加入工作站IP,reboot
2)更改site_db指向
2.若dbserv4出现故障(需检测硬盘或无法进入系统等)可将pci7/pci8/pci10/pci11/pci12连到dbserv2。
1)运行pciconf加入工作站IP,reboot
2)更改site_db指向。
AOI检查确认及误报分析
抖动----成像不清晰
2.2 镜头
解析度不够导致元件表面文字识别或元件本体与电极界 限不明显
2.3 光源稳定性
光源不稳定或衰竭影响颜色参数设置
2.4 镜头视角
只能从镜头方向识别检查,容易被遮挡
AOI误报常见原因
3. 物料
3.1 封装尺寸
3.1.1 来料尺寸存在差异。 3.1.2 元件本体颜色差异。
理想状态
1,请相关部门对来料进行规范,特别是表面文字图标的标准统一。 2,焊盘设计与元件引脚标准统一。 3,相关人员相关技能培训学习。 4,设备技术更新,更适应实际生产需求。
来
被旁边大元件遮挡
料
光源,焊锡颜色变 化
本
体
色
差 3.1.3 高的元件会对附近较低的元件造成影响。
3.2 表面文字
来料文字不清晰,印刷方式不同,大小不一,位置不固定。
AOI误报常见原因
前三个为文字印刷不统一,后面 两个为印刷不清楚。
AOI误报常见原因
AOI误报常见原因
AOI误报常见原因 3.2.2 3.2.2 生产中人为对元件做出的标记符号,例如烧录标记。
元件偏移检查通常生是产在中本人体为四角对做元颜件色做面出积标对记比,符打号点,标例记如会烧改录变本标体记颜色,造成误报。
3.3. PCB焊盘设计
3.3.1
焊盘设计大小没有标准化,AOI根据焊盘识别定位。相同物料编号的元件会
设置相同的参数,但焊盘问题会导致无法准确定位,而影响测试。 (以下为同一物料在不同机种
非焊锡类
位 移
位 移
侧
立 反贴
误报图片
AOI误报常见原因
AOI误报常见原因
AOI故障处理报告(2010-10-25)
AOI故障处理报告(2010-10-25)AOI故障处理报告一、故障现象AOI检测仪打开软件时报输出信息和图片文件RDB_ENV.INI文件错误。
AOI 维修站打不开,也连不上服务器。
恢复备份数据,关机重新启动,应用软件无法打开。
二、处理过程1)2010年10月23日凌晨约3点30,综合车间AOI发生频繁报警,报警内容为“有错误发生在数据库”,当班拉长通知夜班技术员刘坚棠到场处理。
刘坚棠依照过去的处理方式,使用ORACLE的自带软件对数据表空间进行清理。
处理完成后发现机器无法工作。
凌晨4点,工程师查看后,认为是数据清理有问题,重新清理一遍,故障依旧。
修改Config文件,无效。
查看网络地址,发现局域组名称被自动修改。
重新修改几次都不能改回来,预计是中毒或者软件文件丢失。
于是准备软件盘重新安装软件。
处理大约花了4小时。
2)根据经验判断出故障产生可能为AOI检测仪软件系统被破坏。
AOI维修站软件和ORACLE数据也被破坏。
为节约时间决定直接修复ORACLE数据库。
电脑用的光驱是SATA串口,给我准备的是IDE并口光驱,没有ORACLE安装软件。
找SATA光驱和ORACLE安装软件。
大约花费2个小时。
3)修复ORACLE数据库后,能连接服务器,但安装维修站软件后,打开维修站软件报错。
再次重装维修站软件还是报错。
大约花费3个时间。
4)只好格掉重装系统和软件。
没有英文系统盘,只有一个中文2003系统盘。
装2003系统、装ORACLE数据库、装维修站软件。
打开维修站软件时还是报错。
重装维修站软件还是不行。
大约花4个小时左右。
5)从文光SMT拿来备份服务器,但没有电源,找电源安装,还是报错,修复数据库还是报错,可能是中毒了。
6)没办法,又到新围拿英文系统盘,重新拷贝一个压缩的ORACLE安装软件。
把硬盘全部格式化,要用的U盘也先杀毒。
重装英文XP系统、ORACLE 数据库、维修站软件后OK。
三、总结此次故障花费时间比较长,类似此类数据丢失或操作软件故障的问题的发生与设备自身软件的不稳定有很大关系,造成这次设备内数据丢失故障的原因分析为两个方面:1)系统中病毒。
AOI 故障处理手册
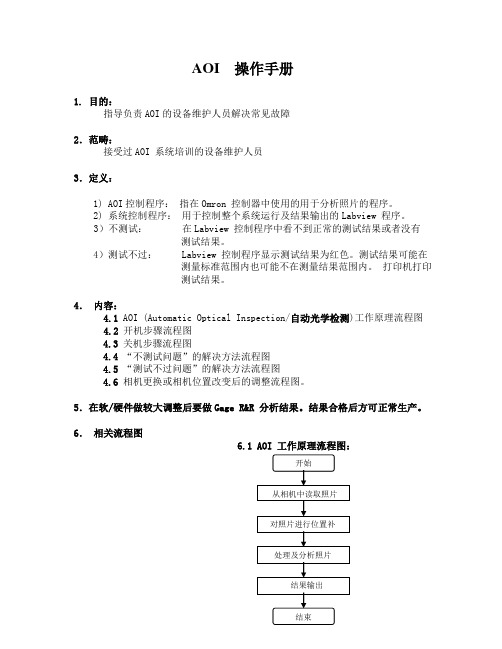
AOI操作手册
1. 目的:
指导负责AOI的设备维护人员解决常见故障
2.范畴:
接受过AOI 系统培训的设备维护人员
3.定义:
1)AOI控制程序:指在Omron 控制器中使用的用于分析照片的程序。
2)系统控制程序:用于控制整个系统运行及结果输出的Labview 程序。
3)不测试:在Labview 控制程序中看不到正常的测试结果或者没有
测试结果。
4)测试不过: Labview 控制程序显示测试结果为红色。
测试结果可能在
测量标准范围内也可能不在测量结果范围内。
打印机打印
测试结果。
4.内容:
4.1 AOI (Automatic Optical Inspection/自动光学检测)工作原理流程图 4.2 开机步骤流程图
4.3关机步骤流程图
4.4“不测试问题”的解决方法流程图
4.5“测试不过问题”的解决方法流程图
4.6 相机更换或相机位置改变后的调整流程图。
5.在软/硬件做较大调整后要做Gage R&R 分析结果。
结果合格后方可正常生产。
6.相关流程图
6.1 AOI 工作原理流程图:
6.2 AOI 开机步骤流程图 6.3 AOI 关机步骤流程图:
`
注:必要时执行该步骤
6.4 “不测试”问题解决流程图
6.5 “测试不过”问题解决流程图
6.6相机更换或相机位置改变后的调整流程图
说明:1)当相机破损或故障时需要更换。
2)当照片位置明显倾斜或明显偏离正常位置时需要调整相机位置。
注:下述流程图中虚线框为必要时执行的步骤。
7.词汇对照表:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AOI测试异常处理参照:
1.TR7500机台异常故障处理方法:
1.连接中断:
显示: 重试 -- 暂停 -- 复归
1.出现此情况后,测试人员首先点击“重试”按钮一次,查看机器是否恢复正常测试。
2.若“重试”无效,则再次点击“复归”按钮,选择“是”。 让机板从机器内流至轨道出口,将机板取出。
2:锡多
3:短路
4:翻面
5:Байду номын сангаас件
6:极反
7:位移
8:脚翘/脚歪
9:立碑
“/”:侧立
“-”:其他
“*”:冷焊/锡未融
2.直接点击“复归”--“是”,让机器回复到正常测试。
3.若放入机板进行测试还是出现以上情况,则联系AOI程式人员或线外人员,对TR7500机台的轨道进行调节。
4.此取出机板没有经过测试并无资料,所以我们需重新进行测试。
3.感应器X或者X未检测到机板:
显示: “感应器2或者3未检测到机板”的字样,并只有一个“复归”选项。
1.测试人员直接敲击TR7500机台键盘上的“ENTER”(回车)键,回复正常测试。
2.在轨道内的机板会自动流出,但未经过测试并无资料,所以需要重新测试。
==============================================================================================
FAQ问答:
1.为什么轨道内测试过的机板不出来?
答:
1.请先检查作业区段轨道上的“急停按钮”是否被按下。若被按下请旋转开启,则机板会自动流出。
2.检查TR7500机台的测试模式是否为“自动模式”,若是“手动模式”请更改模式后,在敲击“回车”键即可正常测试。
3.若以上方法还未解决故障,请联系AOI程式人员或线外人员处理。
1.检查机板是否卡在轨道内,或者放入机板方式有错误(在机板经过感应器后又被拿出)。
2.直接点击“复归”--“是”,让机器回复到正常测试。
3.此取出机板没有经过测试并无资料,所以我们需重新进行测试。
4.条码错误:
显示: 1.“条码错误”的字样,并只有一个“复归”选项。
2. TR7500机台显示屏上也会出现一个条码框。
2.为什么复判电脑不出资料?
答:
1.请先检查复判电脑上的“小黄帽”是否正在运行(系统任务栏的右下方),若被关闭请重新打开即可传送资料。
2.检查TR7500机台传送的机种型号名是否与复判电脑软件上的机种名一致,请重新传送一次资料进行更改即可。
3.什么是SFIS系统,对于我们AOI测试的作用是什么?
答:
1.SFIS:现场信息整合系统。
2.对于AOI的作用:对于我们测试过的机板良品与不良品的状态资料进行系统录入,方便后续制程对机板的状态的操作。
4.为什么SFIS不能自动转档了?遇到这样的情况我应该做什么?
答:
1.请先检查转档的LCD屏幕的电源及线缆的连接是否正常。
2.按下F4退出工号,再按F5重新登入工号。查看是否回复正常转档。
3.机器进行“复归”以后,在看到LCD屏幕上会显示“开始测试 -- 复归”,我们选择“开始测试”--“是”。回复正常测试。
4.此取出机板没有经过测试并无资料,所以我们需重新进行测试。
2.机器马达未到位:
显示: “机器马达并未到位”的字样,并只有一个“复归”选项。
1.先将卡在轨道入口的机板取出,并按下“急停按钮”,防止再次有机板进入影响测试。
3.检查自己的作业方式是否正确:在未刷入条码的情况下,若出现不良,测试人员不得对此片资料敲不良代码。更改为使用刷枪手动刷入不良品。避免因此操作影响系统自动转档。
4.若上述还未解决,请及时联系AOI程式人员或线外人员进行处理。
5.AOI站不良代码表:
对应小键盘处的数字键:
0:空焊
1:锡少