原点复归功能
FANUC系统的原点和原点回归的几种方法
FANUC系统的原点和原点回归的几种方法FANUC系统的原点和原点回归的几种方法相信很多从事FANUC系统操作的朋友,都遇到过找原点的困扰,现将我的一点心得写出供大家参考,领悟后对FANUC系列找原点再不会感到烦恼(有些自吹了……^o^)。
既然是找原点,那先说说什么是原点吧,原点分为:程序原点、作业原点、机械原点这三个用语,先分别说说吧。
程式原点:图纸上标尺寸的基准点,没什么好解释的,大家都明白。
作业原点:经由原点补正操作,可设定出任意的一个可动点,机械的移动,便以这个点为座标系的“0”点。
加工工件时,便以这个点为基准点进行加工。
解释一下:1,加工上,作业原点必须与程式原点一致。
2,所谓原点补正操作,是求出机械原点到X Y Z各轴作业原点间距离的操作,由此项操作所求得的距离,叫做“原点补正值”。
机械原点:OSP控制时,为了知道工具现在的位置,在X Y Z各轴的滚珠螺杆驱动泵上,各装有OSP型位置检出器,这OSP型位置检出器,可在机械的全行程内,产生7位数的数值,OSP所能知道的机械位置,就是这个数值。
好了,现在再来说说原点回归(回到上述哪个原点?当然是回机械原点啦),方法嘛先说说最常用的一种吧。
方法一的操作要领:1,将要进行原点确立这轴以手轮操作,移动到机械原点附近;2,接着,将该轴往移动范围的中心方向移动约100mm(B轴向负方向移约30度;3,这时,请以每分钟230mm以上的速度向原点附近位置移动,大概离原点范围2mm的样子停下(B 轴约1度以内);4,在原点回归画面里按原点自动回归即可。
方法二(适用于专用机床,只有Z轴动作),该种机器的原点丢失时机械所处的原点位置一般就是原点位置,管它是第一原点还是第二原点,误差都是极小的(我的实际经验啊,可不是蒙人的),所以啊,直接将参数1815的4#由0改为1即可,当然,要关闭一次电源的,然后加工实物吧,一测量只差0.02怎样?不行!不行好说,将Z轴相你需要的方向移动一个测量差值即可,然后按上述方法重新确立原点即可。
FANUC发那科机器人:零点复归
FANUC发那科机器人:零点复归关键信息项:1、零点复归的定义与目的2、零点复归的操作流程3、操作过程中的注意事项4、可能出现的故障及解决方法5、维护与保养要求6、责任与义务划分1、零点复归的定义与目的11 零点复归是指将 FANUC 发那科机器人的各关节位置重新设置为初始的零位状态。
111 其目的在于确保机器人的运动精度和准确性,使机器人能够按照预定的轨迹和动作进行工作。
112 零点复归也是机器人进行校准和重新配置的重要步骤,有助于提高生产效率和产品质量。
2、零点复归的操作流程21 准备工作211 确保机器人处于安全状态,关闭所有运行中的程序和动作。
212 检查机器人的各部件是否正常,有无损坏或松动。
213 准备好所需的工具和设备,如校准仪器、专用扳手等。
22 进入零点复归模式221 通过机器人的操作面板或控制系统,选择零点复归功能。
222 按照系统提示,输入相应的密码或授权信息。
23 执行零点复归操作231 按照特定的顺序,逐个关节进行复归操作。
232 使用校准仪器,精确测量和调整关节位置,使其达到零位标准。
24 确认零点复归结果241 完成复归操作后,重新启动机器人。
242 运行测试程序,检查机器人的运动轨迹和动作是否准确无误。
3、操作过程中的注意事项31 操作人员必须经过专业培训,熟悉机器人的操作和维护知识。
311 在操作过程中,严格遵守操作规程,不得随意更改操作步骤。
312 注意安全防护,避免因操作不当导致人员受伤或设备损坏。
32 保持操作环境的清洁和干燥321 避免灰尘、油污等杂质进入机器人的关节和控制系统。
322 定期清理机器人表面和内部的杂物。
33 注意电源和线路的连接331 确保电源稳定,避免电压波动对机器人造成影响。
332 检查线路连接是否牢固,有无短路或断路现象。
4、可能出现的故障及解决方法41 零点复归失败411 检查操作步骤是否正确,重新按照流程进行操作。
412 检查校准仪器是否正常工作,如有故障及时更换或维修。
三菱FX3U定位控制及伺服应用技术之原点回归指令

三菱FX3U定位控制及伺服应用技术之原点回归指令指令一、PLC定位及伺服控制系统介绍通过PLC给伺服驱动器发驱动脉冲,通过改变脉冲频率来控制移动速度,通过改变脉冲数量来改变移动量,控制步进电机移动方向。
伺服驱动器是执行机构,在接收到PLC发来的信号,控制电机来运动,通过位置编码器精准定位。
1、定位控制基本单元通过一个FX3U的CPU就可以带三个轴的伺服驱动器。
PLC的脉冲输出端是固定的,Y0、Y1、Y2。
具体是否具备脉冲输出可看模块的手册。
其余的Y可以作为方向的输出端。
输出的最大脉冲频率为100KHz。
2、FX3U PLC特殊适配器扩展单元基本单元的脉冲输出Y不起作用,只能用特殊适配器扩展单元的输入Y来输出脉冲。
3、PLC输入端内部电路(漏型输入)4、PLC输出端内部电路Y0可以提供脉冲频率和脉冲数量。
利用Y4输出方向。
由定位指令来实现,不需要单独编程Y4.二、FX3U-PLC定位控制指令(一)、原点回归指令:ZRN首先以S1的速度快速运动,当到近点S3后切换到爬行速度S2,D为输出。
只能在原点的正方向才能使用原点回归指令,在反向是不能使用ZRN指令的。
2、原点回归指令ZRN运行过程3、原点回归指令ZRN,速度变化过程及清零信号说明1)Y0脉冲输出端的清零信号选择(1)M8341=ON;清零信号有效M8464=OFF;清零信号输出端固定有效Y4--清零信号固定输出端。
2)Y0脉冲输出端的清零信号选择(2)M8341=ON;清零信号有效M8464=ON;清零信号输出指定有效D8464--清零信号指定寄存器。
例:上图中当执行条件满足,将M8341=1,M8464=1,将Y20送到D8464.注意:若设置H0028,对应的Y028,由于没有Y028,则出现运算错误。
3)清零信号输出端固定(与脉冲输出端一致性)4)清零信号输出端可指定(可任意选择)4、定位指令的最高速度设定最高速度限定了PLC输出最高脉冲频率,为定位指令的上线频率。
伺服电机原点回归方式
伺服电机原点回归方式
伺服电机原点回归方式有以下几种:
1. 硬件回归方式:通过在伺服电机上安装原点开关或光电传感器,在机械结构到达指定位置时触发开关或传感器,从而确定伺服电机的原点位置。
2. 软件回归方式:通过编写控制程序,在运动过程中监测电机位置,当检测到电机位置达到指定位置时,将该位置定义为原点。
3. 索引方式:部分伺服电机具有索引功能,可以通过索引信号确定原点位置。
索引信号通常由光电编码器或霍尔传感器提供,在旋转一周后,当索引信号出现时,可以确定电机的原点位置。
4. 零位标定方式:通过给伺服电机指定一个参考点,然后在运动过程中记录电机的位置,当电机位置回到参考点时,即可确定原点位置。
这些原点回归方式可以根据具体应用需求进行选择和组合使用。
GRBLv1.1版本原点复位功能的介绍

GRBLv1.1版本原点复位功能的介绍https:///abbrCN/article/details/80119195GRBL v1.1版本原点复位功能的wiki翻译Set up the HomingCycleSource websit:https:///gnea/grbl/wiki/Set-up-the-Homing-CyclePrerequisites:前提Correctly configured axes.正确设置主轴运动Home switches pins andwiring原点复位运动的引脚和连接3 digital input pins are used for signaling Grbl:Grbl所使用的信号对应的数字输入引脚· Pin 9 X Axislimit/Home input pin· Pin 10 Y Axislimit/Home input pin· Pin 12 Z Axislimit/Home input pin· 第9端口是X轴限位的输入引脚· 第10端口是Y轴限位的输入引脚· 第12端口是Z轴限位的输入引脚Another place that explain the Limit switchconfiguration: Wiring-Limit-Switches另一个解释限位开关配置的wikiLimit switches usually have three terminals. One iscommon terminal, one is normally open to common terminal and another one isnormally closed to common. In this case, we are going to use two terminals,normally open (NO) and common (COM). Useof NC instead of NO is enabled by configuring$5=1. All the common lines go to the arduino's GND, the NO lines go to the pin for that axis. This will resultin this wiring:限位开关通常有三个端子,一个是公共端,一个是常开端子(相对于公共端)另一个是常闭端(相对于公共端),在这种情况下,我们一般使用两个端子,常开端子和公共端子,使用常闭NC代替常开NO需要通过配置$5=1来使能,所有的com端接线接到adruino的GND上,NO端接线接到对应的轴限位引脚,接线方法如下· *X- limit NO-> Arduino Pin 9· *X- limit COM-> Arduino Pin GND· *X+ limit NO-> Arduino Pin 9· *X+ limit COM-> Arduino Pin GND· *Y- limit NO-> Arduino Pin 10· *Y- limit COM-> Arduino Pin GND· *Y+ limit NO-> Arduino Pin 10· *Y+ limit COM-> Arduino Pin GND· *Z- limit NO-> Arduino Pin 12· *Z- limit COM ->Arduino Pin GND· *Z+ limit NO-> Arduino Pin 12· *Z+ limit COM-> Arduino Pin GND· X轴﹣NO限位开关->Adruino 第9端口· X轴﹣NO限位开关->Adruino GND引脚· X轴﹢NO限位开关->Adruino 第9端口· X轴﹢NO限位开关->Adruino GND引脚· Y轴﹣NO限位开关->Adruino 第10端口· Y轴﹣NO限位开关->Adruino GND引脚· Y轴﹢NO限位开关->Adruino 第10端口· Y轴﹢NO限位开关->Adruino GND引脚· Z轴﹣NO限位开关->Adruino 第12端口· Z轴﹣NO限位开关->Adruino GND引脚· Z轴﹢NO限位开关->Adruino 第12端口· Z轴﹢NO限位开关->Adruino GND引脚EnableHome Cycle and Setup Home Parameters使能原点回归和设置参数Homing is controlled by parameter $22. Type $22=1 toenable it, $22=0 to disable it. Homing can be triggered by typing $H.原点回归功能是由$22参数控制的,设置$22=1是使能该功能,$22=0是不使能,输入$H可以触发原点归为Homing direction原点的方向The homing directions are controlled by setting $23回归运动的方向是由$23参数控制的· Default setting($23=0), the home location is the top right of your work area, with the spindleall the way up.· $23=1 Top lefthome location.· $23=2 Bottom ofyour work area to be the home location.· $23=4 Spindledown home location.· 默认设置是$23=0,原点的位置是你工作区域的左上方,是所有主轴的最前端· $23=1设置左上角位置· $23=2设置工作区域的底部是原点坐标· $23=4轴的起点是原点坐标Homing Cycle Steps原点回归的步骤By default, the homing cycle goes through thefollowing steps:默认设置中,原点回归会经过以下步骤· Z axis1. Z Axis will move up (positive) with Fast Rate ($25)2. When Z home switch triggered, Z stop for a short time ($26) and back offa distance ($27)3. Z Axis will move up slowly util it touches the Z home switch again ($24)4. Z Axis backs off a small distance ($27)· X and Y axis1. X, Y Axis move both to Homing direction at fast rate ($25)2. The first Axis triggers the switch will stop and wait for the second axisto trigger3. When second axis triggers the switch, both axis back off a distance ($27)4. Both X and Y axis will move toward switches again slowly, until bothswitches triggered again ($24)5. Both X and Y axis will back off a small distance ($27)· Z轴Z轴会向上快速运动($25)1. 当碰到Z轴限位开端的时候,Z轴会马上停止($26),并且后退一段距离($27)2. Z轴会缓慢的上升直到它经过限位开关的时候($24)3. Z轴会后退一小段距离($27)· X和Y轴1. XY轴会同时快速的向原点运动($25)2. 当其中一个轴触发限位开关的时候就立刻停止工作,并且等待第二个轴触发限位开关3. 当两个轴触发限位开关的时候,两个轴会后退一段距离($27)4. X和Y轴会慢慢的向开关的方向移动,直到连个轴都触发了开关($24)5. X和Y轴会后退一小段距离($27)Homing speed回归速度As described above, homingis done in two distinct phases per axis: feed and seek. The feed speed iscontrolled by setting $25. In this phase, GRBL is just trying to find the limitswitch within a reasonable amount of time.综上说述,每个轴的原点回归都有两个阶段:给进和寻找给进速度是由$25控制的,在这个阶段,Grbl被要求在规定的时间内找到限位开关After the feed phase, theseek phase does exactly the same thing, but at a low speed, controlled bysetting $24. This phase is all about accurately finding the trigger point forthe limit switch.在给进阶段之后,寻找阶段也是在做一样的工作,但是是以缓慢的速度进行的,这个值由$24控制的,这个阶段是目的是准确的找到限位开关Homing travel回归行程GRBL will give up searchingfor a limit switch after 1.5x the max travel distance. The max travel distanceis controlled by $130, (for x), $131 (for y) and $132 (for z). These numbersare also used for soft-limits, and should be set slightly below the length ofyour axes.GRBL如果在1.5倍的最大规定行程内都没有找到限位开关的话将会放弃,这个最大行程的值是由$130(X轴)、$131(Y轴)、$132(Z轴)控制的。
简述工业机器人零点复归意义

简述工业机器人零点复归意义
工业机器人零点复归是指将机器人的所有关节回到初始位置,使其所有参数恢复到默认值。
在工业生产中,零点复归是非常重要的操作,它对机器人的运动精度、可靠性和安全性都有着重要的影响。
首先,零点复归可以确保机器人的运动精度。
在机器人长时间运作过程中,由于各种原因,例如物料堆积、磨损、机械振动等,机器人的关节有可能会发生微小的偏差,这会导致机器人的运动精度下降。
而通过零点复归操作,可以使机器人的关节回到初始位置,并重新进行校准,从而保证机器人的运动精度。
其次,零点复归还可以提升机器人的可靠性。
由于机器人在工业生产中的使用频率很高,长时间运作过程中可能会受到各种不同的干扰,比如电磁干扰、气候变化等。
这些干扰会影响机器人的运作效果,进而影响整个生产线的正常运转。
而通过定期进行零点复归操作,可以清除机器人受到的干扰,从而提升机器人的可靠性。
最后,在安全性方面,零点复归也起着不可忽视的作用。
在机器人工作中,出现异常情况时,可以通过零点复归将机器人回归到初始状态,从而避免发生意外事故。
综上所述,工业机器人零点复归是一项非常重要的操作,它对机器人的运动精度、可靠性和安全性都有着重要的影响。
因此,在机器人使用过程中,必须定期进行零点复归操作,来保证机器人的正常运转。
- 1 -。
原点复归优化说明
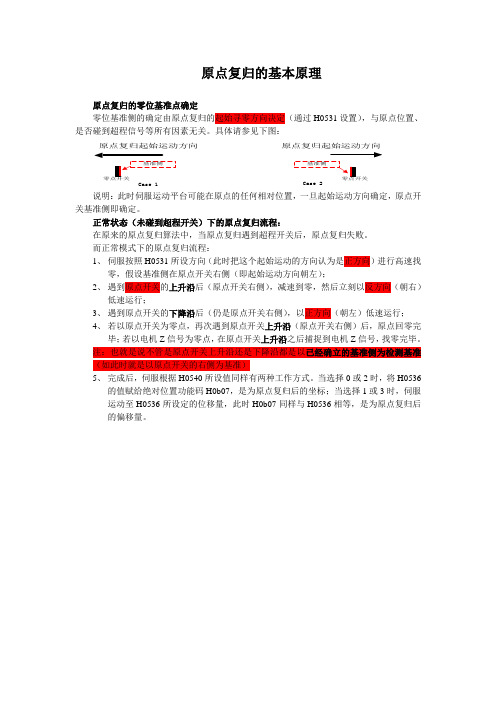
原点复归的基本原理原点复归的零位基准点确定零位基准侧的确定由原点复归的起始寻零方向决定(通过H0531设置),与原点位置、是否碰到超程信号等所有因素无关。
具体请参见下图:原点复归起始运动方向原点复归起始运动方向Case 1Case 2说明:此时伺服运动平台可能在原点的任何相对位置,一旦起始运动方向确定,原点开关基准侧即确定。
正常状态(未碰到超程开关)下的原点复归流程:在原来的原点复归算法中,当原点复归遇到超程开关后,原点复归失败。
而正常模式下的原点复归流程:1、 伺服按照H0531所设方向(此时把这个起始运动的方向认为是正方向)进行高速找零,假设基准侧在原点开关右侧(即起始运动方向朝左);2、 遇到原点开关的上升沿后(原点开关右侧),减速到零,然后立刻以反方向(朝右)低速运行;3、 遇到原点开关的下降沿后(仍是原点开关右侧),以正方向(朝左)低速运行;4、 若以原点开关为零点,再次遇到原点开关上升沿(原点开关右侧)后,原点回零完毕;若以电机Z 信号为零点,在原点开关上升沿之后捕捉到电机Z 信号,找零完毕。
注:也就是说不管是原点开关上升沿还是下降沿都是以已经确立的基准侧为检测基准(如此时就是以原点开关的右侧为基准)5、 完成后,伺服根据H0540所设值同样有两种工作方式。
当选择0或2时,将H0536的值赋给绝对位置功能码H0b07,是为原点复归后的坐标;当选择1或3时,伺服运动至H0536所设定的位移量,此时H0b07同样与H0536相等,是为原点复归后的偏移量。
以初始方向高速高速找零遇零位开关上升沿后完成原点归零(之后的运动方式由H0540决定)原点复归过程中遇到限位开关后反向找零具体工作流程如下:1.伺服按照所设正方向进行高速找零。
2.碰到限位开关后,有两种工作方式,由功能码H0540决定。
当其选择0或2时,伺服停止,直到重新使能原点回零开关,伺服进行反向(朝右)高速找零,该功能为手动找零;当其选为1或3时,伺服自动反向高速找零,为自动找零。
伺服电机回原点解释

2)原点复归一般有三个传感器,分别就是前后两个极限限位开关,一个近原点开关。有的伺服驱动器只接一个近原点传感器。这些传感器都就是接到伺服驱动器上面。
3)plc等上位机只就是给伺服驱动器指令,原点复归,定位,速度等指令进入伺服驱动器后,伺服驱动器根据上位机的信号自动进行相关操作。像编码器就就是接到伺服驱动器上面的。编码器的数值也就是进入伺服驱动器的。
总结:
回原点的原理基本上常见的有以下几种。
一、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法无论就是选择机械式的接近开关,
还就是光感应开关,
xx的精度都
不高,受温度、噪音、粉尘、电源波动等等的影响,信号的反应时间会每次有差
别,
再加上从回原点的高速突然减速停止过程,
可以百分百地说,
就算排除机械
原因,每次回的原点差别在丝级以上。
二、回原点时直接寻找编码器的
Z
相信号,当有
Z
相信号时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、
应用在数控机床上比较精准的方式:
电机先以第一段高速去找原点开关,
有
原点开关信号时,电机马上以第二段速度寻找电机的
Z
相信号,第一个
EVOC,SOKON,华北工控,硕控智能,蓝天,四维,首控工控,艾雷斯研华工控机,华北工控机,研祥工控机
leetro乐创
伺服电机原点复归
1、原点搜索就是原点没有建立的情况下执行。2、原点返回就是原点已经建立的情况下,返回到原点位置。
原点信号又伺服驱动器给出,原点附近信号由传感器指定
发那科原点复归的方法
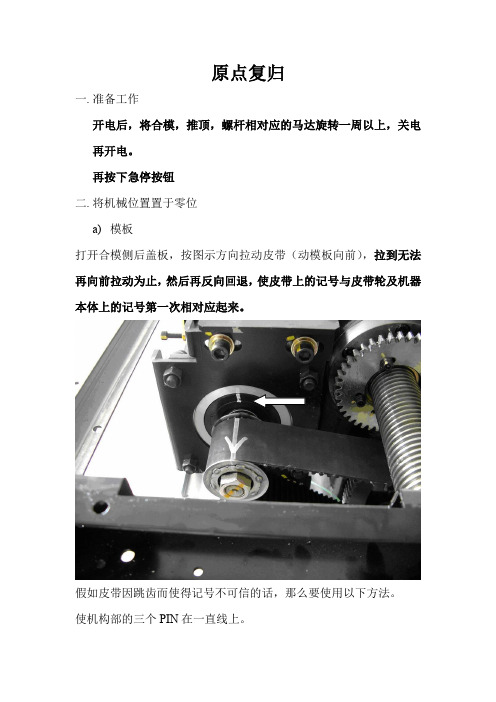
原点复归一.准备工作开电后,将合模,推顶,螺杆相对应的马达旋转一周以上,关电再开电。
再按下急停按钮二.将机械位置置于零位a)模板打开合模侧后盖板,按图示方向拉动皮带(动模板向前),拉到无法再向前拉动为止,然后再反向回退,使皮带上的记号与皮带轮及机器本体上的记号第一次相对应起来。
假如皮带因跳齿而使得记号不可信的话,那么要使用以下方法。
使机构部的三个PIN在一直线上。
b)推顶器可按照类似模板的方法,即顶杆后退到最后,然后再向前至记号对上。
或者更简单的办法:使顶杆后退至不冒出模板即可。
c)螺杆升温到指定温度后,用手拉动皮带,使螺杆向前移动到最前端,然后后退1mm。
*在用手拉动皮带时,须按下紧急停止按钮,否则拉不动皮带。
在执行以上操作时请注意安全。
三.参数设定a)进入CNC画面:输入-9999然后按模开闭组键(下图)。
进入如下画面再按两下模具文件(有时也可能是别的按键(W-6#机是两下,这时要退到第一个画面再进行),到如下画面(SETTING画面)b)关闭写保护:将SETTING画面中的第一项PARAMETERWRITE改为1(使得参数允许被修改)。
c)按一下模开闭组键,进入PARAMETER画面;d)输入1815然后选择触摸屏上的NO.SRH(1815参数是原点位置记录的参数;按NO.SRH是表示搜寻1815号参数)其中列APC是表示电池的电量:1有,0无(即当外部电池电量过低时,会发生APC电池电量过低报警,此时此参数会自动变为0);列APZ表示原点位置的纪录:1记录,0丢失(电池电量过低时,丢失)。
e)将现在机械位置记为原点:将所需做原点复归的轴的APZ位先改为0,然后再改为1。
(X —射出,Y —模板,A —顶杆,C轴无原点)f)将写保护重新打开。
g)在黑色画面以外的部分点一下,退出CNC画面。
在操作画面的右上方检查一下校正过以后的原点位置。
h)关操作面板电源,关总电源。
i)再开机,再次确认位置后,原点复归结束。
fx5u原点回归指令的用法

fx5u原点回归指令的用法摘要:1.FX5U 简介2.原点回归指令的概念3.FX5U 原点回归指令的格式4.FX5U 原点回归指令的应用实例5.注意事项正文:一、FX5U 简介FX5U 是一款由三菱电机公司推出的高性能可编程逻辑控制器(PLC)。
它具有处理速度快、存储容量大、扩展性强、通讯接口丰富等特点,广泛应用于各种工业自动化控制场合。
二、原点回归指令的概念在FX5U 的编程过程中,有时需要对运动控制的起点进行设定,以确保运动控制的准确性。
原点回归指令就是实现这一功能的一种指令。
所谓原点回归,是指将运动控制的起点重新设定到设定的原点,即使运动过程中起点发生偏移,也能保证起点始终与设定的原点保持一致。
三、FX5U 原点回归指令的格式在FX5U 中,原点回归指令使用G60.0 来进行设定。
其指令格式如下:G60.0 X1 Y1 Z1其中,- G60.0:原点回归指令- X1、Y1、Z1:分别表示原点的X、Y、Z 轴坐标四、FX5U 原点回归指令的应用实例假设有一个简单的运动控制任务,需要将一个物体从点A(X1=100,Y1=100,Z1=100)移动到点B(X2=200,Y2=200,Z2=200)。
在运动过程中,由于各种因素可能导致起点偏移,为了保证终点的准确性,可以使用原点回归指令。
具体操作如下:1.设定原点:G60.0 X1 Y1 Z12.设定终点:G91 Z23.设定运动方式:如G01(直线插补)或G41(圆弧插补)4.执行运动:如G00(快速移动)或G1(单段移动)五、注意事项在使用FX5U 原点回归指令时,需要注意以下几点:1.在设定原点回归指令前,应确保已经正确设定了原点的具体坐标。
2.原点回归指令应在运动控制之前执行,以保证运动控制的准确性。
3.若在运动过程中需要多次使用原点回归,建议在每次回归后重新设定原点,以避免误差累积。
fx5u回原点指令
fx5u回原点指令
摘要:
1.介绍fx5u 回原点指令的基本概念
2.阐述fx5u 回原点指令的作用和原理
3.详述fx5u 回原点指令在自动化领域的应用
4.分析fx5u 回原点指令的未来发展趋势
正文:
FX5U 回原点指令是三菱PLC FX5U 系列中的一种指令,用于控制机器人在执行任务后能够准确返回原点,是实现自动化生产过程中机器人精准定位的重要手段。
FX5U 回原点指令的作用原理是,通过编程设定一个原点坐标,当机器人需要返回原点时,该指令会被激活,机器人会根据设定的原点坐标进行定位,然后返回到该坐标位置。
这一过程能够保证机器人在执行完任务后,能够快速、准确地返回原点,提高生产效率和生产质量。
在自动化领域,FX5U 回原点指令被广泛应用于各种机器人控制系统中。
例如,在汽车制造行业,机器人需要根据设定的原点坐标,完成焊接、装配、检测等任务,然后返回原点,准备执行下一个任务。
在电子制造行业,FX5U 回原点指令也被用于控制贴片机、插件机等设备的运行。
随着科技的不断发展,自动化领域的需求也在不断增长,对FX5U 回原点指令的要求也越来越高。
未来,FX5U 回原点指令将需要具备更高的定位精度、更快的返回速度,以满足更高速、更复杂的自动化生产需求。
同时,随着
物联网、大数据等技术的发展,FX5U 回原点指令也将与这些技术结合,实现更智能、更高效的自动化生产。
总的来说,FX5U 回原点指令是自动化生产过程中不可或缺的一种技术手段,其作用原理简单,但在实际应用中却能发挥重要作用。
运动控制器“原点返回”的14种模式及参数说明
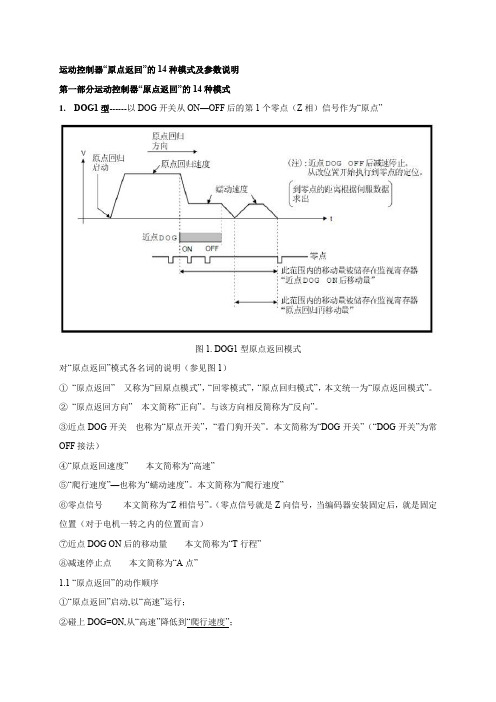
运动控制器“原点返回”的14种模式及参数说明第一部分运动控制器“原点返回”的14种模式1.DOG1型------以DOG开关从ON—OFF 后的第1个零点(Z相)信号作为“原点”图1. DOG1型原点返回模式对“原点返回”模式各名词的说明(参见图1)①“原点返回”---又称为“回原点模式”,“回零模式”,“原点回归模式”,本文统一为“原点返回模式”。
②“原点返回方向”---本文简称“正向”。
与该方向相反简称为“反向”。
③近点DOG开关---也称为“原点开关”,“看门狗开关”。
本文简称为“DOG开关”(“DOG开关”为常OFF接法)④“原点返回速度”------本文简称为“高速”⑤“爬行速度”—也称为“蠕动速度”。
本文简称为“爬行速度”⑥零点信号-------本文简称为“Z相信号”。
(零点信号就是Z向信号,当编码器安装固定后,就是固定位置(对于电机一转之内的位置而言)⑦近点DOG ON后的移动量------本文简称为“T行程”⑧减速停止点------本文简称为“A点”1.1 “原点返回”的动作顺序①“原点返回”启动,以“高速”运行;②碰上DOG=ON,从“高速”降低到“爬行速度”;③当DOG从ON---OFF,从“爬行速度”减速停止,速度降为零。
又从“零速”上升到“爬行速度”,当检测到第1个“Z相信号”时,该“Z相信号”位置就是“原点”。
同时该轴停止在原点位置上。
(从“减速停止点A”到“Z相)信号”点是定位过程,所以能够精确定位)1.2 “原点返回”不能正常执行的原因(1)从“原点返回启动位置”到“减速停止点A”这一区间内如果没有经过“Z相信号”点一次,(Z相通过信号M2406+20N),系统会产生报警(ZCT)并减速停止。
(ZCT)(错误代码120). “原点返回”不能正常执行。
(这种情况是“原点返回启动位置”到“DOG”距离很短。
走完DOG的行程还没经过“Z相信号”,系统无法识别“Z相信号”位置。
数控机床按键功能大全
数控机床按键功能大全一、数控机床的基本按键功能介绍数控机床作为现代制造业中的重要设备,具备多种按键功能以实现精密加工。
下面我们将介绍数控机床常见的基本按键功能。
1. 开关按钮•开关键:用于打开或关闭数控机床的电源。
•启动键:用于启动数控机床进行加工操作。
•停止键:用于停止数控机床的运行。
2. 运动控制按键•进给速度调节键:用于调节数控机床的进给速度。
•轴选择键:用于选择控制数控机床不同轴的移动情况。
•手动/自动模式切换键:用于切换数控机床工作模式。
3. 功能键•程序选择键:用于选择数控机床的加工程序。
•坐标系调节键:用于调节数控机床的工件坐标系。
•参数设置键:用于设置数控机床的加工参数。
二、高级按键功能介绍1. 辅助功能按键•冷却润滑键:用于控制数控机床的冷却润滑系统。
•换刀键:用于实现数控机床的自动换刀功能。
•暂停键:用于暂停数控机床的加工操作。
2. 操作辅助按键•零点设置键:用于设置数控机床的工件起始点。
•原点复归键:用于将数控机床的各个轴复位到起始位置。
•程序编辑键:用于编辑数控机床的加工程序。
三、数字输入按键功能1. 数值输入键•坐标输入键:用于输入数控机床工件加工的坐标数值。
•速度输入键:用于输入数控机床进给速度的数值。
2. 指令输入键•指令输入键:用于直接输入数控机床运行指令。
四、总结及展望通过以上介绍,我们了解了数控机床常见的按键功能,这些功能为操作者提供了精确控制机床进行加工的手段。
未来随着技术的不断发展,数控机床的按键功能将会更加智能化和便捷化,为制造业的发展提供更加优质的支持。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位原点回归是指将伺服电机的位置重新回归到设定的原点位置。
定位是
指将伺服电机移动到指定的位置。
这两个功能通常需要使用伺服电机控制
器和编码器。
首先,我们需要在台达PLC程序中设置相关的参数和变量。
例如,我
们可以设置一个变量来记录伺服电机的位置,以及一个变量来存储原点位
置的位置。
同时,我们还需要设置一个变量来指示是否需要回归到原点或
移动到指定的位置。
接下来,在PLC程序中,我们需要编写一段代码来控制伺服电机的运动。
首先,我们需要判断是否需要回归到原点或移动到指定的位置。
如果
需要回归到原点,我们可以将伺服电机移动到原点位置,并将当前位置设
置为原点位置。
如果需要移动到指定的位置,我们可以将伺服电机移动到
指定位置,并将当前位置设置为指定位置。
在代码中,我们还需考虑到伺服电机的运动速度和加减速度等参数。
这些参数可以在PLC程序中进行设置,以确保伺服电机的运动平稳和精确。
此外,在代码中,我们还可以添加一些保护措施,例如限制运动范围、错误处理等,来增强系统的稳定性和可靠性。
在实际操作中,我们还需要进行一些调试和测试。
例如,我们可以通
过监视伺服电机的位置和状态来验证系统的运行是否符合预期。
如果有异
常情况,我们可以通过调整参数或修改代码来进行调试。
总结来说,通过合理设置参数和编写PLC程序,台达PLC可以控制伺
服电机实现原点回归和定位功能。
这样可以帮助我们在自动化生产线或机
械设备中更方便地控制和操作伺服电机,提高生产效率和质量。
几种机床系统的原点回归方式
数控机床参考点的设置与维修探讨收藏此信息打印该信息添加:用户发布来源:未知________________________________________当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1、发那克系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点减速开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
各直线运动坐标轴机械原点的复归
各直线运动坐标轴机械原点的复归在机械领域中,直线运动是一种常见的运动形式。
而坐标轴则是用来指定物体位置的工具,通过坐标轴的移动,可以实现物体在平面或空间中的移动。
而机械系统中的原点,则是指被指定为位置零点的点位,通常是用来作为参照点进行测量和定位的。
在机械系统中,坐标轴的复归可以理解为将坐标轴移回到原点的操作。
这一操作通常是为了确保机械系统的准确性和稳定性。
原点的复归可以分为手动复归和自动复归两种方式。
手动复归是指通过操作人工对机械系统进行调整,使其坐标轴回到原点的过程。
手动复归通常会根据需要调整机械系统的位置,然后通过相应的控制按钮或操作杆进行调整。
手动复归的过程需要操作人员对机械系统有一定的了解和经验,并且需要注意安全。
自动复归是指通过自动化设备实现机械系统坐标轴回到原点的过程。
自动复归可以通过编程控制或传感器检测等方式来实现。
在自动复归过程中,系统会自动调整坐标轴的位置,直到回到原点。
自动复归不仅提高了机械系统的工作效率,而且减少了操作人员的工作量。
原点的复归对于机械系统的准确性和稳定性非常重要。
原点的准确性会直接影响机械系统的定位和测量精度。
如果原点的位置偏移或不准确,会导致机械系统在工作过程中出现误差,从而影响工作质量和效率。
因此,及时进行原点的复归是确保机械系统正常工作的重要步骤。
总而言之,坐标轴机械原点的复归是机械系统中常见的操作,通过手动或自动的方式将坐标轴移回原点。
复归的过程对于机械系统的准确性和稳定性非常关键,可以确保机械系统的工作效率和精度。
因此,对于每个使用坐标轴的机械系统来说,复归操作都是非常重要的。
伺服电机回原点解释
EVOC,SOKO华北工控,硕控智能,蓝天,四维,首控工控,艾雷斯研华工控机,华北工控机,研祥工控机leetro 乐创伺服电机原点复归1、原点搜索就是原点没有建立的情况下执行。
2、原点返回就是原点已经建立的情况下,返回到原点位置。
原点信号又伺服驱动器给出,原点附近信号由传感器指定如果使用绝对脉冲,那么每次发送的脉冲量,都就是相对与这个原点来说的原点输入信号没有限定由谁给定, Z 相信号给定也就是可以的、不过建立原点有 3 种模式,可以选择只使用原点输入信号来建立原点第一次上电,先用建立原点、当后面的动作远离了这个原点,想返回去的时候, 选择原点返回实找零的方法有很多种,可根据所要求的精度及实际要求来选择。
可以伺服电机自身完成(有些品牌伺服电机有完整的回原点功能),也可通过上位机配合伺服完成,但回原点的原理基本上常见的有以下几种。
一、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
这种回原点方法无论您就是选择机械式的接近开关,还就是光感应开关,回原的精度都不高,就如一网友所说,受温度与电源波动等等的影响,信号的反应时间会每次有差别,再加上从回原点的高速突然减速停止过程,可以百分百地说,就算排除机械原因,每次回的原点差别在丝级以上。
二、回原点时直接寻找编码器的Z相信号,当有Z相信号时,马上减速停止。
这种回原方法一般只应用在旋转轴,且回原速度不高,精度也不高。
三、此种回原方法就是最精准的,主要应用在数控机床上:电机先以第一段高速去找原点开关,有原点开关信号时,电机马上以第二段速度寻找电机的Z相信号, 第一个Z相信号一定就是在原点档块上(所以您可以注意到,其实高档的数控机床及中心机的原点档块都就是机械式而不会就是感应式的,且其长度一定大于电机一圈转换为直线距离的长度)。
找到第一个Z相信号后,此时有两种方试,一种就是档块前回原点,一种就是档块后回原点(档块前回原点较安全,欧系多用,档块后回原点工作行程会较长,日系多用)。
原点复归方式介绍

0:近点DOG ON/OFF后,零点侦测法
1:近点DOG ON/OFF后,Stop停止法1
2:近点DOG ON/OFF后,Stop停止法2
3:Stop停止法3
4:近点DOG ON/OFF后,移动量计数法1
5:近点DOG ON/OFF后,移动量计数法2
OPR extended parameter
Opr direction
Op address
Pr.1单位设定设定(UNIT) 单位设定设定(
Pr.11步进马达模式选择
Opr speed
Creep speed(原点复归潜行速度) 原点复归潜行速度)
Opr retry(原点复归反向重试否) 原点复归反向重试否)
原点复归方式
♦ 0:近点DOG ON/OFF后,零点侦测法 ♦ 1:近点DOG ON/OFF后,Stop停止法1 ♦ 2:近点DOG ON/OFF后,Stop停止法2 ♦ 3:Stop停止法3 ♦ 4:近点DOG ON/OFF后,移动量计数法1 ♦ 5:近点DOG ON/OFF后,移动量计数法2
Opr torque limit value(转距限制值)
Op shift speed specification (偏移时
速度选择) 速度选择)
Dwell time during间) 时间)
原点复归参数与控制方法关系表
QD75 OPR PARAMETER介绍
设备保守部: 设备保守部:王锐
OPR basic parameter
♦Opr method ♦Opr direction ♦Op address ♦Opr speed ♦Creep speed (原点复归潜行速度) ♦Opr retry(原点复归反向重试否)
伺服运动控制的原点回归问题以及常见的方式
伺服运动控制的原点回归问题以及常见的方式原点回归,又名原点复位、伺服回零...等等。
在进行伺服定位操作之前一般都需要先进行原点回归,否则伺服电机可能会罢工,说是在「原点回归未完成时启动」。
那么,为什么要进行原点回归?以及,怎样进行原点回归的操作呢?1、原点回归的必要性所谓定位,就是要让伺服电机走到一个确定的位置。
这个位置可以是增量式的,也可以是绝对式的。
打个比方,我们现在在路上,我们要往前走 10 米,相当于我们的位置要往前增加十米,这个十米就是一个位置增量。
而如果我们要去这条街上某处地方的咖啡店,我们就需要知道它的确切地址,假设这条街的地址不是门牌号,而是从街的一端开始为0 米(基准位置),这样就能确定这条街上每个位置的地址,比如这家咖啡店的地址是这条街 100 米的位置,那么这个 100 米就是一个绝对位置,我们不管在哪一个位置,都能通过走到这条街100 米的位置找到这家咖啡店。
在定位指令里,就分为增量式的INC 指令和绝对式的ABS 指令。
增量(INC)方式以当前停止的位置为起点,指定移动方向和移动量后进行定位。
绝对值(ABS)方式定位到指定的地址,该地址是以原点为基准的位置。
所以,当我们需要进行绝对式定位时,我们就需要对应的机械系统上具有地址,这也就需要一个基准位置,通过这个基准位置去确定机械系统上的每个位置的地址。
而这个基准位置,在伺服定位系统里称为原点。
2、两个信号在三菱的伺服定位系统里,有两个关于原点的关键信号:原点回归请求信号(原点复位请求标志)这个信号ON 的时候,说明伺服系统目前没有原点,需要进行原点回归。
原点回归完成信号(原点复位完成标志)当原点回归执行完成时,该信号会ON。
然后如果执行定位或者其他正常方式使得伺服电机离开原点位置时,该信号会OFF,但是此时原点还是存在的。
判断是否需要原点回归可以借助原点回归请求信号,而不应该借助原点回归完成信号。
对于增量式系统,每次断电复位、重新上电之后都需要进行原点回归。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原点复归功能
相关设定参数
原点复归模式说明
A. 原点触发激活模式
原点触发激活模式分为自动执行原点复归功能及接点触发原点复归功能两大类:
Z=0:关闭原点复归功能
当Z设为0时不论其它设定值为何,原点复归功能无法激活。
Z=1:电源开启时自动执行原点复归功能
此功能仅用于电源及伺服激活投入时一次有效,亦即于伺服运转中不须重复执行复
归原点的工作条件下使用。
使用此功能可以省略一个用来执行复归原点的输入接
点。
Z=2:由SHOM输入接点触发原点复归功能
设定此功能时,必须将输入接脚功能规划缓存器(P2-10~P2-17)中的任一缓存器,
设定成SHOM触发原点输入功能(a接点:127, b接点:27)。
在伺服运转中可随时
触发SHOM接点,并执行原点复归功能。
B. 原点检测器种类及寻找方向设定
原点检测器可使用左极限或右极限开关作为原点参考点,亦可使用额外的检测器(如近接型或光闸型开关)作为原点参考点。
当伺服马达仅在一回转内运动时,亦可设定Z脉冲为原点参考点。
X=0:正转方向寻找原点,并且以CCWL极限输入点作为原点的粗略参考点。
当完成原点定位后,CCWL则转为极限输入功能。
其后的再触发将产生极限警示,使用极限
输入点作为原点的粗略参考点时,建议设定返回寻找Z脉冲(Y=0)做为精确的机
械原点。
X=1:反转方向寻找原点,并且以CWL极限输入点作为原点的粗略参考点。
当完成原点定位后,CWL则转为极限输入功能。
其后的再触发将产生极限警示,使用极限输
入点作为原点的粗略参考点时,建议设定返回寻找Z脉冲(Y=0)做为精确的机械
原点。
X=2:正转方向寻找原点,并以ORGP(外部检测器输入点)作为原点的参考点,此时精确的机械原点可设为返回寻找(Y=0)或不返回寻找(Y=1)的Z相脉冲。
当不使
用Z相脉冲做为机械原点时,亦可设定ORGP的正缘为机械原点(Y=2)。
X=3:反转方向寻找原点,并以ORGP(外部检测器输入点)作为原点的参考点。
此时精确的机械原点可设为返回寻找(Y=0)或不返回寻找(Y=1)的Z相脉冲。
当不使
用Z相脉冲做为机械原点时,亦可设定ORGP的正缘为机械原点(Y=2)。
X=4:正转方向直接寻找Z相脉冲原点,此功能通常用于伺服马达仅在一回转范围的运动控制,此时可不外接任何检测开关(1.01版)。
X=5:反转方向直接寻找Z相脉冲原点,此功能通常用于伺服马达仅在一回转范围的运动控制,此时可不外接任何检测开关(1.01版)。
C. 到达原点之短距离移动方式设定
Y=0:找到参考原点之后马达折返以第二段速寻找就近的Z相脉冲做为机械原点。
Y=1:找到参考原点之后马达转为第二段速继续向前寻找就近的Z相脉冲做为机械原点。
Y=2:找寻到检测器ORGP的上缘做为机械原点并依减速停止,适用于X值为2及3的设定;或找寻到Z脉冲时并依减速停止,适用于X值为4及5的设定。
并以侦测到用于检测器原点检测时X值仅适用于2及3的设定.。
Z脉冲原点检测时X值仅适用于4的设定或Z脉冲时。
D. 原点停止模式设定
W=0:原点检测完成后,马达减速并拉回至原点。
于第二段速运转中取得原点检测信号后,马达减速停止。
停止后再以二段速移动到
机械原点位置。
W=1:原点检测完成后,马达依前进方向减速停止。
于第二段速运转中取得原点检测信号后,马达减速停止。
停止后的位置超越量不再
修正,此时机械原点位置并不会因位置超越量的不同而改变。
原点复归建议操作模式
依据不同的使用操作需求,相对应于不同的W 和Z 值,建议之X,Y 设定值如下:
原点复归时序图
(a) 原点触发激活模式时序图
1. 电源开启自动原点复归功能(Z = 1)
完成原点复归功能之后,当P2-18 ~ P2-22的任一输出定义为HOME (09或109)时,相对应的输出接脚随即产生输出讯号(Active )。
若于原点复归过程中,取消伺服激活输入讯号或产生任何警示时,复归功能中止且不输出完成回原点信号。
POWER ON time SERVO READY SERVO ON HOME SEARCH HOME SEARCH COMPLETED
2. 由SHOM 输入接点触发原点复归功能(Z=2)
POWER ON ti SERVO READY SERVO ON HOME SEARCH HOME SEARCH COMPLETED
me
HOME TRIGGER
(b) 原点复归之速度位移时序图
1. Y/X = 0/0 或 Y/X = 0/2
CCWL / ORGP
SPEED
2. Y/X = 0/1 或 Y/X = 0/3
SPEED
CWL / ORGP
ORGP
SPEED
4. Y/X = 1/3
ORGP
SPEED
ORGP
SPEED
6. Y/X = 2/3
ORGP
SPEED
7. Y/X = 2/4
SPEED
SPEED。