机械英文原文
Manufacturing Engineering and Technology(机械类英文文献+翻译)

Manufacturing Engineering and Technology—MachiningSerope kalpakjian;Steven R.Schmid机械工业出版社2004年3月第1版20.9 MACHINABILITYThe machinability of a material usually defined in terms of four factors:1、Surface finish and integrity of the machined part;2、Tool life obtained;3、Force and power requirements;4、Chip control.Thus, good machinability good surface finish and integrity, long tool life, and low force And power requirements. As for chip control, long and thin (stringy) cured chips, if not broken up, can severely interfere with the cutting operation by becoming entangled in the cutting zone.Because of the complex nature of cutting operations, it is difficult to establish relationships that quantitatively define the machinability of a material. In manufacturing plants, tool life and surface roughness are generally considered to be the most important factors in machinability. Although not used much any more, approximate machinability ratings are available in the example below.20.9.1 Machinability Of SteelsBecause steels are among the most important engineering materials (as noted in Chapter 5), their machinability has been studied extensively. The machinability of steels has been mainly improved by adding lead and sulfur to obtain so-called free-machining steels.Resulfurized and Rephosphorized steels. Sulfur in steels forms manganese sulfide inclusions (second-phase particles), which act as stress raisers in the primary shear zone. As a result, the chips produced break up easily and are small; this improves machinability. The size, shape, distribution, and concentration of these inclusions significantly influence machinability. Elements such as tellurium and selenium, which are both chemically similar to sulfur, act as inclusion modifiers inresulfurized steels.Phosphorus in steels has two major effects. It strengthens the ferrite, causing increased hardness. Harder steels result in better chip formation and surface finish. Note that soft steels can be difficult to machine, with built-up edge formation and poor surface finish. The second effect is that increased hardness causes the formation of short chips instead of continuous stringy ones, thereby improving machinability.Leaded Steels. A high percentage of lead in steels solidifies at the tip of manganese sulfide inclusions. In non-resulfurized grades of steel, lead takes the form of dispersed fine particles. Lead is insoluble in iron, copper, and alumin um and their alloys. Because of its low shear strength, therefore, lead acts as a solid lubricant (Section 32.11) and is smeared over the tool-chip interface du ring cutting. This behavior has been verified by the presence of high concentra tions of lead on the tool-side face of chips when machining leaded steels.When the temperature is sufficiently high-for instance, at high cutting spee ds and feeds (Section 20.6)—the lead melts directly in front of the tool, acting as a liquid lubricant. In addition to this effect, lead lowers the shear stress in the primary shear zone, reducing cutting forces and power consumption. Lead can be used in every grade of steel, such as 10xx, 11xx, 12xx, 41xx, etc. Le aded steels are identified by the letter L between the second and third numeral s (for example, 10L45). (Note that in stainless steels, similar use of the letter L means “low carbon,”a condition that improves their corrosion resistance.)However, because lead is a well-known toxin and a pollutant, there are se rious environmental concerns about its use in steels (estimated at 4500 tons of lead consumption every year in the production of steels). Consequently, there is a continuing trend toward eliminating the use of lead in steels (lead-free ste els). Bismuth and tin are now being investigated as possible substitutes for lea d in steels.Calcium-Deoxidized Steels. An important development is calcium-deoxidize d steels, in which oxide flakes of calcium silicates (CaSo) are formed. These f lakes, in turn, reduce the strength of the secondary shear zone, decreasing tool-chip interface and wear. Temperature is correspondingly reduced. Consequently, these steels produce less crater wear, especially at high cutting speeds.Stainless Steels. Austenitic (300 series) steels are generally difficult to mac hine. Chatter can be s problem, necessitating machine tools with high stiffness. However, ferritic stainless steels (also 300 series) have good machinability. M artensitic (400 series) steels are abrasive, tend to form a built-up edge, and req uire tool materials with high hot hardness and crater-wear resistance. Precipitati on-hardening stainless steels are strong and abrasive, requiring hard and abrasio n-resistant tool materials.The Effects of Other Elements in Steels on Machinability. The presence of aluminum and silicon in steels is always harmful because these elements com bine with oxygen to form aluminum oxide and silicates, which are hard and a brasive. These compounds increase tool wear and reduce machinability. It is es sential to produce and use clean steels.Carbon and manganese have various effects on the machinability of steels, depending on their composition. Plain low-carbon steels (less than 0.15% C) c an produce poor surface finish by forming a built-up edge. Cast steels are mor e abrasive, although their machinability is similar to that of wrought steels. To ol and die steels are very difficult to machine and usually require annealing pr ior to machining. Machinability of most steels is improved by cold working, w hich hardens the material and reduces the tendency for built-up edge formation.Other alloying elements, such as nickel, chromium, molybdenum, and vana dium, which improve the properties of steels, generally reduce machinability. T he effect of boron is negligible. Gaseous elements such as hydrogen and nitrog en can have particularly detrimental effects on the properties of steel. Oxygen has been shown to have a strong effect on the aspect ratio of the manganese sulfide inclusions; the higher the oxygen content, the lower the aspect ratio an d the higher the machinability.In selecting various elements to improve machinability, we should consider the possible detrimental effects of these elements on the properties and strengt h of the machined part in service. At elevated temperatures, for example, lead causes embrittlement of steels (liquid-metal embrittlement, hot shortness; see Se ction 1.4.3), although at room temperature it has no effect on mechanical prop erties.Sulfur can severely reduce the hot workability of steels, because of the fo rmation of iron sulfide, unless sufficient manganese is present to prevent such formation. At room temperature, the mechanical properties of resulfurized steels depend on the orientation of the deformed manganese sulfide inclusions (aniso tropy). Rephosphorized steels are significantly less ductile, and are produced so lely to improve machinability.20.9.2 Machinability of Various Other MetalsAluminum is generally very easy to machine, although the softer grades te nd to form a built-up edge, resulting in poor surface finish. High cutting speed s, high rake angles, and high relief angles are recommended. Wrought aluminu m alloys with high silicon content and cast aluminum alloys may be abrasive; they require harder tool materials. Dimensional tolerance control may be a pro blem in machining aluminum, since it has a high thermal coefficient of expans ion and a relatively low elastic modulus.Beryllium is similar to cast irons. Because it is more abrasive and toxic, t hough, it requires machining in a controlled environment.Cast gray irons are generally machinable but are. Free carbides in castings reduce their machinability and cause tool chipping or fracture, necessitating to ols with high toughness. Nodular and malleable irons are machinable with hard tool materials.Cobalt-based alloys are abrasive and highly work-hardening. They require sharp, abrasion-resistant tool materials and low feeds and speeds.Wrought copper can be difficult to machine because of built-up edge form ation, although cast copper alloys are easy to machine. Brasses are easy to ma chine, especially with the addition pf lead (leaded free-machining brass). Bronz es are more difficult to machine than brass.Magnesium is very easy to machine, with good surface finish and prolong ed tool life. However care should be exercised because of its high rate of oxi dation and the danger of fire (the element is pyrophoric).Molybdenum is ductile and work-hardening, so it can produce poor surfac e finish. Sharp tools are necessary.Nickel-based alloys are work-hardening, abrasive, and strong at high tempe ratures. Their machinability is similar to that of stainless steels.Tantalum is very work-hardening, ductile, and soft. It produces a poor surf ace finish; tool wear is high.Titanium and its alloys have poor thermal conductivity (indeed, the lowest of all metals), causing significant temperature rise and built-up edge; they can be difficult to machine.Tungsten is brittle, strong, and very abrasive, so its machinability is low, although it greatly improves at elevated temperatures.Zirconium has good machinability. It requires a coolant-type cutting fluid, however, because of the explosion and fire.20.9.3 Machinability of Various MaterialsGraphite is abrasive; it requires hard, abrasion-resistant, sharp tools.Thermoplastics generally have low thermal conductivity, low elastic modul us, and low softening temperature. Consequently, machining them requires tools with positive rake angles (to reduce cutting forces), large relief angles, small depths of cut and feed, relatively high speeds, and proper support of the work piece. Tools should be sharp.External cooling of the cutting zone may be necessary to keep the chips f rom becoming “gummy”and sticking to the tools. Cooling can usually be achi eved with a jet of air, vapor mist, or water-soluble oils. Residual stresses may develop during machining. To relieve these stresses, machined parts can be an nealed for a period of time at temperatures ranging from to ( to ), and then cooled slowly and uniformly to room temperature.Thermosetting plastics are brittle and sensitive to thermal gradients during cutting. Their machinability is generally similar to that of thermoplastics.Because of the fibers present, reinforced plastics are very abrasive and are difficult to machine. Fiber tearing, pulling, and edge delamination are significa nt problems; they can lead to severe reduction in the load-carrying capacity of the component. Furthermore, machining of these materials requires careful rem oval of machining debris to avoid contact with and inhaling of the fibers.The machinability of ceramics has improved steadily with the development of nanoceramics (Section 8.2.5) and with the selection of appropriate processi ng parameters, such as ductile-regime cutting (Section 22.4.2).Metal-matrix and ceramic-matrix composites can be difficult to machine, d epending on the properties of the individual components, i.e., reinforcing or wh iskers, as well as the matrix material.20.9.4 Thermally Assisted MachiningMetals and alloys that are difficult to machine at room temperature can be machined more easily at elevated temperatures. In thermally assisted machinin g (hot machining), the source of heat—a torch, induction coil, high-energy bea m (such as laser or electron beam), or plasma arc—is forces, (b) increased too l life, (c) use of inexpensive cutting-tool materials, (d) higher material-removal rates, and (e) reduced tendency for vibration and chatter.It may be difficult to heat and maintain a uniform temperature distribution within the workpiece. Also, the original microstructure of the workpiece may be adversely affected by elevated temperatures. Most applications of hot machi ning are in the turning of high-strength metals and alloys, although experiment s are in progress to machine ceramics such as silicon nitride.SUMMARYMachinability is usually defined in terms of surface finish, tool life, force and power requirements, and chip control. Machinability of materials depends n ot only on their intrinsic properties and microstructure, but also on proper sele ction and control of process variables.20.9 可机加工性一种材料的可机加工性通常以四种因素的方式定义:1、分的表面光洁性和表面完整性。
机械英语短文带翻译
机械英语短文带翻译Title: The Importance of Lubrication in Machinery。
In the world of machinery, lubrication plays a crucial role in ensuring the smooth operation of various components. Lubricants are substances that reduce friction and wear between moving parts, preventing them from overheating or breaking down. Without proper lubrication, machinery can suffer from a range of issues that can lead to costlyrepairs and downtime.The main purpose of lubrication is to reduce friction between two surfaces that are in contact with each other. Friction can cause heat to build up, which can lead to wear and tear on the machinery. Lubricants help to reduce this heat by creating a barrier between the two surfaces,allowing them to move more smoothly and with less resistance.In addition to reducing friction, lubrication alsohelps to protect machinery from corrosion and contamination. When machinery is exposed to moisture or other corrosive substances, it can begin to rust or deteriorate. Lubricants help to prevent this by creating a protective layer on the surface of the machinery, preventing moisture and other contaminants from coming into contact with it.There are many different types of lubricants available, each with its own unique properties and uses. Some common lubricants include oils, greases, and dry lubricants. Oils are typically used in applications where there is a lot of movement between parts, such as in engines or transmissions. Greases are thicker and stickier than oils, making themideal for use in applications where there is less movement between parts, such as in bearings or gears. Dry lubricants, such as graphite or molybdenum disulfide, are used in applications where traditional lubricants would not be suitable, such as in high-temperature environments.Proper lubrication is essential for maintaining the performance and longevity of machinery. However, it is important to use the right type of lubricant for thespecific application, as using the wrong type of lubricant can actually cause more harm than good. It is also important to follow the manufacturer's recommendations for lubrication intervals and amounts, as over-lubrication can lead to its own set of problems.In conclusion, lubrication is a crucial aspect of machinery maintenance that should not be overlooked. By reducing friction, protecting against corrosion and contamination, and extending the life of components, lubrication can help to ensure the smooth operation of machinery and prevent costly repairs and downtime.。
机械类外文文献及翻译
机械类外文文献及翻译(文档含中英文对照即英文原文和中文翻译)原文:GEAR AND SHAFT INTRODUCTIONAbstract:The important position of the wheel gear and shaft can't falter in traditional machine and modern machines.The wheel gear and shafts mainly install the direction that delivers the dint at the principal axis box. The passing to process to make them can is divided into many model numbers, using for many situations respectively. So we must be the multilayers to the understanding of the wheel gear and shaft in many ways .Key words: Wheel gear; ShaftIn the force analysis of spur gears, the forces are assumed to act in a single plane. We shall study gears in which the forces have three dimensions. The reason for this, in the case of helical gears, is that the teeth are not parallel to the axis of rotation. And in the case ofbevel gears, the rotational axes are not parallel to each other. There are also other reasons, as we shall learn.Helical gears are used to transmit motion between parallel shafts. The helix angle is the same on each gear, but one gear must have a right-hand helix and the other a left-hand helix. The shape of the tooth is an involute helicoid. If a piece of paper cut in the shape of a parallelogram is wrapped around a cylinder, the angular edge of the paper becomes a helix. If we unwind this paper, each point on the angular edge generates an involute curve. The surface obtained when every point on the edge generates an involute is called an involute helicoid.The initial contact of spur-gear teeth is a line extending all the way across the face of the tooth. The initial contact of helical gear teeth is a point, which changes into a line as the teeth come into more engagement. In spur gears the line of contact is parallel to the axis of the rotation; in helical gears, the line is diagonal across the face of the tooth. It is this gradual of the teeth and the smooth transfer of load from one tooth to another, which give helical gears the ability to transmit heavy loads at high speeds. Helical gears subject the shaft bearings to both radial and thrust loads. When the thrust loads become high or are objectionable for other reasons, it may be desirable to use double helical gears. A double helical gear (herringbone) is equivalent to two helical gears of opposite hand, mounted side by side on the same shaft. They develop opposite thrust reactions and thus cancel out the thrust load. When two or more single helical gears are mounted on the same shaft, the hand of the gears should be selected so as to produce the minimum thrust load.Crossed-helical, or spiral, gears are those in which the shaft centerlines are neither parallel nor intersecting. The teeth of crossed-helical fears have point contact with each other, which changes to line contact as the gears wear in. For this reason they will carry out very small loads and are mainly for instrumental applications, and are definitely not recommended for use in the transmission of power. There is on difference between a crossed heli : cal gear and a helical gear until they are mounted in mesh with each other. They are manufactured in the same way. A pair of meshed crossed helical gears usually have the same hand; that is ,a right-hand driver goes with a right-hand driven. In the design of crossed-helical gears, the minimum sliding velocity is obtained when the helix angle areequal. However, when the helix angle are not equal, the gear with the larger helix angle should be used as the driver if both gears have the same hand.Worm gears are similar to crossed helical gears. The pinion or worm has a small number of teeth, usually one to four, and since they completely wrap around the pitch cylinder they are called threads. Its mating gear is called a worm gear, which is not a true helical gear. A worm and worm gear are used to provide a high angular-velocity reduction between nonintersecting shafts which are usually at right angle. The worm gear is not a helical gear because its face is made concave to fit the curvature of the worm in order to provide line contact instead of point contact. However, a disadvantage of worm gearing is the high sliding velocities across the teeth, the same as with crossed helical gears.Worm gearing are either single or double enveloping. A single-enveloping gearing is onein which the gear wraps around or partially encloses the worm.. A gearing in which each element partially encloses the other is, of course, a double-enveloping worm gearing. The important difference between the two is that area contact exists between the teeth of double-enveloping gears while only line contact between those of single-enveloping gears. The worm and worm gear of a set have the same hand of helix as for crossed helical gears, but the helix angles are usually quite different. The helix angle on the worm is generally quite large, and that on the gear very small. Because of this, it is usual to specify the lead angle on the worm, which is the complement of the worm helix angle, and the helix angle on the gear; the two angles are equal for a 0-deg. Shaft angle.When gears are to be used to transmit motion between intersecting shaft, some of bevel gear is required. Although bevel gear are usually made for a shaft angle of 0 deg. They may be produced for almost any shaft angle. The teeth may be cast, milled, or generated. Only the generated teeth may be classed as accurate. In a typical bevel gear mounting, one of the gear is often mounted outboard of the bearing. This means that shaft deflection can be more pronounced and have a greater effect on the contact of teeth. Another difficulty, which occurs in predicting the stress in bevel-gear teeth, is the fact the teeth are tapered.Straight bevel gears are easy to design and simple to manufacture and give very good results in service if they are mounted accurately and positively. As in the case of squr gears, however, they become noisy at higher values of the pitch-line velocity. In these cases it is often go : od design practice to go to the spiral bevel gear, which is the bevel counterpart of thehelical gear. As in the case of helical gears, spiral bevel gears give a much smoother tooth action than straight bevel gears, and hence are useful where high speed are encountered.It is frequently desirable, as in the case of automotive differential applications, to have gearing similar to bevel gears but with the shaft offset. Such gears are called hypoid gears because their pitch surfaces are hyperboloids of revolution. The tooth action between such gears is a combination of rolling and sliding along a straight line and has much in common with that of worm gears.A shaft is a rotating or stationary member, usually of circular cross section, having mounted upon it such elementsas gears, pulleys, flywheels, cranks, sprockets, and other power-transmission elements. Shaft may be subjected to bending, tension, compression, or torsional loads, acting singly or in combination with one another. When they are combined, one may expect to find both static and fatigue strength to be important design considerations, since a single shaft may be subjected to static stresses, completely reversed, and repeated stresses, all acting at the same time.The word “shaft” covers numerous v ariations, such as axles and spindles. Anaxle is a shaft, wither stationary or rotating, nor subjected to torsion load. A shirt rotating shaft is often called a spindle.When either the lateral or the torsional deflection of a shaft must be held to close limits, the shaft must be sized on the basis of deflection before analyzing the stresses. The reason for this is that, if the shaft is made stiff enough so that the deflection is not too large, it is probable that the resulting stresses will be safe. But by no means should the designer assume that they are safe; it is almost always necessary to calculate them so that he knows they are within acceptable limits. Whenever possible, the power-transmission elements, such as gears or pullets, should be located close to the supporting bearings, This reduces the bending moment, and hence the deflection and bending stress.Although the von Mises-Hencky-Goodman method is difficult to use in design of shaft, it probably comes closest to predicting actual failure. Thus it is a good way of checking a shaft that has already been designed or of discovering why a particular shaft has failed in service. Furthermore, there are a considerable number of shaft-design problems in which the dimension are pretty well limited by other considerations, such as rigidity, and it is only necessary for the designer to discover something about the fillet sizes, heat-treatment,and surface finish and whether or not shot peening is necessary in order to achieve the required life and reliability.Because of the similarity of their functions, clutches and brakes are treated together. In a simplified dynamic representation of a friction clutch, or brake, two in : ertias I and I traveling at the respective angular velocities W and W, one of which may be zero in the case of brake, are to be brought to the same speed by engaging the clutch or brake. Slippage occurs because the two elements are running at different speeds and energy is dissipated during actuation, resulting in a temperature rise. In analyzing the performance of these devices we shall be interested in the actuating force, the torque transmitted, the energy loss and the temperature rise. The torque transmitted is related to the actuating force, the coefficient of friction, and the geometry of the clutch or brake. This is problem in static, which will have to be studied separately for eath geometric configuration. However, temperature rise is related to energy loss and can be studied without regard to the type of brake or clutch because the geometry of interest is the heat-dissipating surfaces. The various types of clutches and brakes may be classified as fllows:. Rim type with internally expanding shoes. Rim type with externally contracting shoes. Band type. Disk or axial type. Cone type. Miscellaneous typeThe analysis of all type of friction clutches and brakes use the same general procedure. The following step are necessary:. Assume or determine the distribution of pressure on the frictional surfaces.. Find a relation between the maximum pressure and the pressure at any point. Apply the condition of statical equilibrium to find (a) the actuating force, (b) the torque, and (c) the support reactions.Miscellaneous clutches include several types, such as the positive-contact clutches, overload-release clutches, overrunning clutches, magnetic fluid clutches, and others.A positive-contact clutch consists of a shift lever and two jaws. The greatest differences between the various types of positive clutches are concerned with the design of the jaws. To provide a longer period of time for shift action during engagement, the jaws may be ratchet-shaped, or gear-tooth-shaped. Sometimes a great many teeth or jaws are used, and they may be cut either circumferentially, so that they engage by cylindrical mating, or on the faces of the mating elements.Although positive clutches are not used to the extent of the frictional-contact type, they do have important applications where synchronous operation is required.Devices such as linear drives or motor-operated screw drivers must run to definite limit and then come to a stop. An overload-release type of clutch is required for these applications. These clutches are usually spring-loaded so as to release at a predetermined toque. The clicking sound which is heard when the overload point is reached is considered to be a desirable signal.An overrunning clutch or coupling permits the driven member of a machine to “freewheel” or “overrun” bec ause the driver is stopped or because another source of power increase the speed of the driven. This : type of clutch usually uses rollers or balls mounted between an outer sleeve and an inner member having flats machined around the periphery. Driving action is obtained by wedging the rollers between the sleeve and the flats. The clutch is therefore equivalent to a pawl and ratchet with an infinite number of teeth.Magnetic fluid clutch or brake is a relatively new development which has two parallel magnetic plates. Between these plates is a lubricated magnetic powder mixture. An electromagnetic coil is inserted somewhere in the magnetic circuit. By varying the excitation to this coil, the shearing strength of the magnetic fluid mixture may be accurately controlled. Thus any condition from a full slip to a frozen lockup may be obtained.齿轮和轴的介绍摘要:在传统机械和现代机械中齿轮和轴的重要地位是不可动摇的。
机械专业英语短文带翻译
机械工程师的关键责任之一是设计与分析机械系统。这涉及使用计算机辅助设计(CAD)软件创建系统的详细三维模型,并在不同条件下模拟其性能。通过分析作用于系统组件的力、应力和振动,机械工程师可以优化设计,确保安全、可靠和高效。
Case Study: Designing an Automotive Suspension System
案例研究:汽车悬挂系统设计
例如,让我们考虑一下汽车悬挂系统的设计。悬挂系统负责在保持车辆稳定控制的同时提供平稳的行驶。机械工程师使用CAD软件设计悬挂系统的各个组件,例如弹簧、减振器和控制臂。
在完成初始设计后,工程师将使用有限元分析(FEA)软件对系统进行分析。这样可以模拟系统在不同的道路条件下(如坑洼或减速带)的行为。通过分析组件中的应力和位移,工程师可以确定潜在的设计问题,并进行必要的修改,以改善悬挂系统的性能和安全性。
For example, let's consider the design of an automotive suspension system. A suspension system is responsible for providing a smooth ride while maintaining the stability and control of the vehicle. A mechanical engineer would use CAD software to design the various components of the suspension system, such as the springs, dampers, and control arms.
After the initial design is complete, the engineer would then analyze the system using finite element analysis (FEA) software. This allows them to simulate the behavior of the system under different road conditions, such as potholes or speed bumps. By analyzing the stresses and displacements in the components, the engineer can identify potential design issues and make necessary modifications to improve the performance and safety of the suspension system.
(完整版)机械类专业英语课文参考翻译
第一课Text:It is known that metals are very important in our life. Metals have the greatest importance for industry. All machines and other engineering[7endVi5niEriN] constructions have metal[5metl] parts; some of them consist only of metal parts.众所周知,金属在我们的生活中是非常重要的,金属对于工业而言是有巨大的重要性,所有机器和其他工程构造都有金属零部件,其中一些还只能由金属组成。
There are two large groups of metals:1) Simple metal- more or less pure chemical elements[5elimEnt]2) Alloys[5AlCi]- materials consisting of a simple metal combined with some other elements.有两大类金属:(1)纯金属——或多或少的金属元素(2)合金——组成纯金属的原料结合其他元素。
About two thirds of all elements found in the earth are metals, but not all metals may be used in industry. Those metals which are used in industry are called engineering metals. The most important engineering metalis iron[5aiEn], which in the form of alloys with carbon[5kB:bEn] and other elements, finds greater use than any other metal. Metals consisting of iron combined with some other elements are known as ferrous[5ferEs] metals; all the other metals are called nonferrous[5nCn5ferEs] metals. The most important nonferrous metal arecopper[5kCpE], aluminum[E5lju:minEm], lead[li:d], zinc[ziNk], tin[tin], but all these metals are used muchless than ferrous metals, because the ferrous metals are much cheaper.在地球上发现的所有元素中,大约三分之二是金属元素,但是并不是所有的金属都能够用于工业上。
机械外文翻译中英文
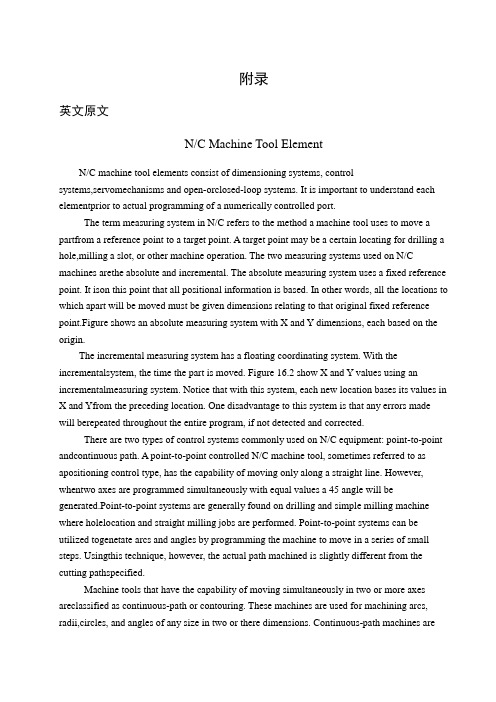
附录英文原文N/C Machine Tool ElementN/C machine tool elements consist of dimensioning systems, controlsystems,servomechanisms and open-orclosed-loop systems. It is important to understand each elementprior to actual programming of a numerically controlled port.The term measuring system in N/C refers to the method a machine tool uses to move a partfrom a reference point to a target point. A target point may be a certain locating for drilling a hole,milling a slot, or other machine operation. The two measuring systems used on N/C machines arethe absolute and incremental. The absolute measuring system uses a fixed reference point. It ison this point that all positional information is based. In other words, all the locations to which apart will be moved must be given dimensions relating to that original fixed reference point.Figure shows an absolute measuring system with X and Y dimensions, each based on the origin.The incremental measuring system has a floating coordinating system. With the incrementalsystem, the time the part is moved. Figure 16.2 show X and Y values using an incrementalmeasuring system. Notice that with this system, each new location bases its values in X and Yfrom the preceding location. One disadvantage to this system is that any errors made will berepeated throughout the entire program, if not detected and corrected.There are two types of control systems commonly used on N/C equipment: point-to-point andcontinuous path. A point-to-point controlled N/C machine tool, sometimes referred to as apositioning control type, has the capability of moving only along a straight line. However, whentwo axes are programmed simultaneously with equal values a 45 angle will be generated.Point-to-point systems are generally found on drilling and simple milling machine where holelocation and straight milling jobs are performed. Point-to-point systems can be utilized togenetate arcs and angles by programming the machine to move in a series of small steps. Usingthis technique, however, the actual path machined is slightly different from the cutting pathspecified.Machine tools that have the capability of moving simultaneously in two or more axes areclassified as continuous-path or contouring. These machines are used for machining arcs, radii,circles, and angles of any size in two or there dimensions. Continuous-path machines aremoreexpensive than point-to-point systems and generally require a computer to aid programming when machining complex contours.N/C servomechanisms are devices used for producing accurate movement of a table or slid along an axis. Two types of servos are commonly used on N/C equipment: electric stepping motors and hydraulic motors. Stepping motor servos are frequently used on less expensive N/C equipment. These motors are generally high-torque power servos and mounted directly to a lead screw of a table or tool slide. Most stepping motors are actuated by magnetic pulses from the stator and rotor assemblies. The net result of this action is that one rotation of the motor shaft produces 200 steps. Connection the motor shaft to a 10-pitch lead screw allows 0.0005-in. movements to be made. Hydraulic servos produce a fluid pressure that flows through gears or pistons to effect shaft rotation. Mechanical motion of lead screws and slides is accomplished through various values and controls from these hydraulic motors. However, they are more expensive and noisy. Most larger N/C machines use hydraulic servos.N/C machines that use an open-loop system contain no-feedback signal to ensure that a machine axis has traveled the required distance. That is, if the input received was to move a particular table axis 1.000 in, the servo unit generally moves the table 1.000 in. There is no means for comparing the actual table movement with the input signal, howeve r, The only assurance that the table has actually moved 1.000 in. is the reliability of the servo system used.Open-loop systems are, of course, less expensive than closed-loop systems. A closed-loop system compares the actual output with the input signal and compensates for any errors. A feedback unit actually compares the amount the table has been moved with the input signal. Some feedback units used on closed-loop systems are transducers, electrical or magnetic scales, and synchros. Closed-loop systems greatly increase the reliability of N/C machines. Machining Centers Many of today’s more sophisticated lathes are called machining centers since they are capable of performing, in addition to the normal turning operations, certain milling and drilling operations. Basically, a machining center can be thought of as being a combination turret lathe and milling machine. Additional features are sometimes included by manufacturers to increase the versatility of their machines.Numerical ControlOne of the most fundamental concepts in the area of advanced manufacturing technologies is numerical control (NC). Prior to the advent of NC, all machine tools were manually operated and controlled .Among the many limitations associated with manual control machine tools, perhaps none is more prominent than the limitation of operator skills. With manual control, the quality of the product is directly related to and limited to the skills of the operator. Numerical control represents the first major step away from human control of machine tools.Numerical control means the control of machine tools and other manufacturing systems through the use of prerecorded, written symbolic instructions. Rather than operating a machine tool, an NC technician writes a program that issues operational instructions to the machine tool. For a machine tool to be numerically controlled, it must be interfaced with a device for accepting and decoding the programmed instructions, known as a reader.Numerical control was developed to overcome the limitation of human operators, and it has done so. Numerical control machines are more accurate than manually operated machines, they can produce parts more uniformly, they are faster, and the long-run tooling costs are lower. The development of NC led to the development of several other innovations in manufacturing technology:1. Electrical discharge machining.2. Laser cutting.3. Electron beam welding.Numerical control has also made machine tools more versatile than their manually operated predecessors. An NC machine tool can automatically produce a wide variety of parts, each involving an assortment of widely varied and complex machining processes. Numerical control has allowed manufacturers to undertake the production of products that would not have been feasible from an economic perspective using manually controlled machine tools and processes. Like so many advanced technologies, NC was born in the laboratories of the Massachusetts Institute of Technology. The concept of NC was developed in the early 1950s with funding provided by the U. S. Air force. In its earliest stages, NC machines were able to make straight cuts efficiently and effectively.However, curved paths were a problem because the machine tool had to be programmed to undertake a series of horizontal and vertical steps to produce a curve. The shorter is the straight lines making up the steps, the smoother is the curve. Each line segment in the steps had to be calculated.This problem led to the development in 1959 of the Automatically Programmed Too ls (APT) language. This is a special programming language for NC that uses statements similar to English language to define the part geometry, describe the cutting tool configuration, and specify the necessary motions. The development of the APT language was a major step forward in the further development of NC technology. The original NC systems were vastly different from those used today. The machines had hardwired logic circuits. The instructional programs were written on punched paper, which was later to be replaced by magnetic plastic tape. A tape reader was used to interpret the instructions written on the tape for the machine. Together, all of this represented a giant step forward in the control of machine tools. However, there were a numberof problems with NC at this point in its development.A major problem was the fragility of the punched paper tape medium. It was common for the paper tape containing the programmed instructions to break or tear during a machining process. This problem was exacerbated by the fact that each successive time a part was produced on a machine tool, the paper tape carrying the programmed instructions had to be rerun through the reader. If it was necessary to produce 100 copies of a given part, it was also necessary to run the paper tape through the reader 100 separate times. Fragile paper tapes simply could not withstand the rigors of a shop floor environment and this kind of repeated use.This led to the development of a special magnetic plastic tape. Whereas the paper tape carried the programmed instructions as a series of holes punched in the tape, the plastic tape carried the instructions as a series of holes punched in the tape, the plastic tape carried the instructions as a series of magnetic dots. The plastic tape was much stronger than the paper taps, which solved the problem of frequent tearing and breakage. However, it still left two other problems.The most important of these was that it was difficult or impossible to change the instructions entered on the tape. To make even the most minor adjustments in a program of instructions, it was necessary to interrupt machining operations and make a new tape .It was also still necessary to run the tape through the reader as many times as there were parts to be produced. Fortunately, computer technology became a reality and soon solved the problems of NC associated with punched paper and plastic tape.The development of a concept known as direct numerical control (DNC) solved the paper and plastic tape problems associated with numerical control by simply eliminating tape as the medium for carrying the programmed instructions. In direct numerical control .machine tools are tied, via a data transmission link, to a host computer. Programs for operating the machine tools are stored in the host computer and fed to the machine tool as needed via the data transmission linkage. Direct numerical control represented a major step forward over punched tape and plastic tape. However, it is subject to the same limitations as all technologies that depend on a host computer. When the lost computer goes down, the machine tools also experience downtime. This problem led to the development of computer numerical control.The development of the microprocessor allowed for the development of programmable logic controllers (PLCs) and microcomputers. These two technologies allowed for the development of computer numerical control (CNC).With CNC, each machine tool has a PLC or a microcomputer that serves the same purpose. This allows programs to be input and stored at each individual machine tool. It also allows programs to be developed off-line and downloaded at the individual machine tool. CNC solved the problems associated with downtime of the hostcomputer, but it introduced another known as data management. The same program might be loaded on ten different microcomputers with no communication among them. This problem is in the process of being solved by local area networks that connect microcomputers for better data management. Cutting Tool GeometryShape of cutting tools, particularly the angles, and tool material are very important factors. Angles determine greatly not only tool life but finish quality as well. General principles upon which cutting tool angles are based do not depend on the particular tool, Basically, the same considerations hold true whether a lathe tool, a milling cutter, a drill, or even a grinding wheel are being designed. Since, however the lathe tool, depicted in Fig. 18.1, might be easiest to visualize, its geometry is discussed.Tool features have been identified by many names. The technical literature is full of confusing terminology. Thus in the attempt to cleat up existing disorganized conceptions and nomenclature, this American Society of Mechanical Engineers published AS A Standard B5-22-1950. What follows is based on it.A single-point tool is a cutting tool having one face and one continuous cutting edge, Tool angles identified in Fig. 18.2 are as follows:Tool angle 1, on front view, is the back-rank angle. It is the angle between the tool face and a line parallel to the tool base of the shank in a longitudinal plane perpendicular to the tool base. When this angle is downward from front to rear of the cutting edge, the rake is positive; when upward from front to black, the rake is negative. This angle is most significant in the machining process, because it directly affects the cutting force, finish, and tool life.The side-rake angle, numbered 2, measures the slope of the face on a cross plane perpendicular to the tool base. It, also, is an important angle, because it directs chip flow to the side of the tool post and permits the tool to feed more easily into the work.The end-relief angle is measured between a line perpendicular to the base and the end flank immediately below the end cutting edge; it is numbered 3 in the figure. It provides clearance between work and tool so that its cut surface can flow by with minimum rubbing against the tool. To save time, a portion of the end flank of the tool may sometimes be lest unground, having been previously forged to size. In such case, this end-clearance angle, numbered 4, measured to the end flank surface below the ground portion, would be larger than the relief angle.Often the end cutting edge is oblique to the flank. The relief angle is then best measured in a plane normal to the end cutting edge angle. Relief is also expressed as viewed from side and end of the tool.The side-relief angle, indicated as 5, is measured between the side flank, just below thecutting edge, and a line through the cutting edge perpendicular to the base of the tool. This clearance permits the tool to advance more smoothly into the work.Angle 6 is the end-cutting-edge angle measured between the end cutting edge and a line perpendicular to the side of the tool shank. This angle prevents rubbing of the cut surface and permits longer tool file.The side-cutting-edge angle, numbered 7, is the angle between the side cutting edge and the side of the tool shank. The true length of cut is along this edge. Thus the angel determines the distribution of the cutting forces. The greater the angle, the longer the tool life; but the possibility of charter increases. A compromise must, as usual, be reached.The nose angle, number 8, is the angle between the two component cutting edges. If the corner is rounded off, the arc size is defined by the nose radius 9. The radius size influences finish and chatter.Sand CastingThe first stage in the production of sand castings must be the design and manufacture of a suitable pattern. Casting patterns are generally made from hard word and the pattern has to be made larger than the finished casting size to allow for the shrinkage that takes place during solidification and cooling. The extent of this shrinkage varies with the type of metal or alloy to be cast. For all but the simplest shapes the pattern will be made in two or more pieces to facilitate moulding. If a hollow casting is to be made the pattern design will include extension pieces so that spaces to accept the sand core are moulded into sand. These additional spaces in the mould are termed core prints.Sand moulds for the production of small and medium-sized castings are made in a moulding box. The mould is made in two or more parts in order that the pattern may be removed.The drag half of the mould box is placed on a flat firm board and the drag half of the pattern placed in position. Facing sand is sprinkled over the pattern and then the mould box is filled with moulding sand. The sand is rammed firmly around the pattern. This process of filling and ramming may be done by hand but mould production is automated in a large foundry with the mould boxes moving along a conveyor, firstly to be filled with sand from hoppers and then to pass under mechanical hammers for ramming. When ramming of the sand is complete, excess sand is removed to leave a smooth surface flush with the edges of the moulding box.The completed drag is now turned over and the upper, or cope, portion of the moulding box positioned over it. The cope half of the pattern is placed in position, correct alignment being ensured by means of small dowel pins. Patterns for the necessary feeder, runner and risers are also placed so as to give an even distribution of metal into the mould cavity. The rise rs should coincide with the highest readily escape from the mould. The sizes of risers should be such thatthe metal in them does not freeze too rapidly. An important function of a riser is to act as reservoir of liquid metal to feed solidification within the mould. A thin coating of dry parting sand is sprinkled into mould at this stage. This is to prevent the cope and drag sticking together when the cope half is moulded. The cope is now filled with moulding sand and this is rammed firmly into shape in the same manner as in the making of the drag.After the ramming of sand in the cope is completed the two halves of the moulding box are carefully separated. At this stage venting of the moulding box are carefully separated. At this stage venting of the mould can be done, if necessary, to increase the permeability of the mould. After venting the patterns are carefully removed from both cope and drag, and a gate or gates are carefully cut to connect the runner channel with the main cavity. Gates should be sited to allow or entry into mould with a minimum of turbulence. Any loose sand is gently blown away and if a core is to be used it the cope upon the drag and it is then ready for use. Liquid metal is poured smoothly into the mould via the feeder. Pouring ceases when liquid metal appears at the top of the risers and the feeder channel is also full.When the metal that has been poured into a sand mould has fully solidified the mould is broken and casting is removed. The casting still has the runner and risers attached to it and there will be sand adhering to portions of the surface. Runners and risers are cut off and returned to the melting furnace. Sand cores are broken and adherent sand is cleaned from the surface by vibration or by sand blasting with dry sand. Any fins or metal flash formed at mould parting lines are removed by grinding and the castings are then ready for inspection.The main Elements of Horizontal Milling MachinesColumn and base The column and base form the foundation of the complete machine. Both are made from cast iron, designed with thick sections to ensure complete rigidity and freedom form vibration. The base, upon which the column is mounted, is also the cutting-fluid reservoir and contains the pump to circulate the fluid to cutting area.The column contains the spindle, accurately located in precision bearings. The spindle id driven through a gearbox from a vee-belt drive from the electric motor housed at the base of column. The gearbox enables a range of spindle speeds to be selected. In the model shown, twelve spindle speeds from 32 to 1400rev/min are available. The front of column carries the guideways upon which the knee is located and guided in a vertical direction.KneeThe knee, mounted on the column guideways, provides the vertical movement of the table. Power feed is available, through a gearbox mounted on the side, from a separate built-in motor, providing a range of twelve feed rates from 6 to 250mm/min. Drive is through a leadscrew, whose bottom end is fixed to machine base. Provision is made to raise and lower the knee byhand through a leadscrew and nut operates by a handwheel at the front. The knee has guideways on its top surface giving full-width support to the saddle and guiding it in a transverse direction. lock is provided to clamp the knee in any vertical position on the column.SaddleThe saddle, mounted on the knee guideways, providers the transverse movement of the table. Power feed is provided through the gearbox on the knee. A range of twelve feeds is available, from 12 to 500mm/min. Alternative hand movement is provided through a leadscrew and nut by a hand heel at the front of the knee.Camping of saddle to the knee is achieved by two clamps on the side of the saddle.The saddle has dovetail gun its upper surface, at right angles to the knee guideways, to provide a guide to the table in a longitudinal direction.TableThe table provides the surface upon which all workpieces and workholding equipment are located and clamped. A series of tee slots is provided for this purpose. The dovetail guides on undersurface locate in the guideways on the saddle, giving straight-line movement to the table in longitudinal direction at right angles to the saddle movement.Power feed is provided from the knee gearbox, through the saddle, to the table leadscrew. Alternative hand feed is provided by a handwheel at each end of the table. Stops at the front of the table can be set to disengage the longitudinal feed automatically in each direction. Spindle The spindle, accurately mounted in precision bearings, provides the drive for the milling cutters. Cutters can be mounted straight on the spindle nose or in curter-holding devices which in turn are mounted in the spindle, held in position by a drawbolt passing the hold spindle. Spindles of milling machines have a standard spindle nose to allow for easy interchange of cutters and cutter-holding devices. The bore of the nose is tapered to provide accurate location, the angle of taper being 1. The diameter of the taper depends on the size of the machine and may be 30,40,or 50 IST. Due to their steepness of angle, there tapers –known as non-stick or self-releasing- cannot be relied upon to transmit the drive to the cutter or cutter-holding device. Two driving keys are provided to transmit the drive.Overarm and arbor supportDue to the length of arbors used, support is required at the outer end to prevent deflection when cutting takes place. Support is provided by an arbor-support bracket, clamped to an overarm which is mounted on top of the column in a dovetail slide. The overarm is adjustable in or out for different lengths of arbor, or can be fully pushed in when arbor support is not required. Two clamping bolts are support is located in the overarm dovetail and is locked by which the arbor runs during splindle rotation.中文译文数控机床的组成部分数控机床的组成部分包括测量系统、控制系统、伺服系统及开环或闭环系统,在对数控零件进行实际程序设计之前,了解各组成部分是重要的。
关于机械的英文文献
关于机械的英文文献以下是一篇有关机械的英文文献:Title: The Development and Applications of Mechanical SystemsAbstract:Mechanical systems are used in a wide range of applications from everyday household items to complex industrial machinery. Mechanical systems are composed of various mechanical components that interact with each other to perform mechanical tasks. The development of mechanical systems has been a continuous process, improving over time with the introduction of new technologies and materials.Mechanical systems can be classified into three main categories: power transmission systems, motion control systems, and structural systems. Power transmission systems transmit power from one location to another, either through a series of gears or a belt drive system. Motion control systems control the movement of a mechanical object through the use of servo motors, linear actuators, and other components. Structural systems provide the necessary support and stability for mechanical systems.One of the most important applications of mechanical systems is in the manufacturing industry. Mechanical systems are used in everything from assembly line machinery to robotic systems for welding, painting, and other tasks. Mechanical systems are also commonly used in transportation systems, including automobiles, airplanes, and trains.In recent years, the development of smart mechanical systems has become an area of focus in the research and development of mechanical systems. Smart mechanical systems are designed to be more autonomous and can include features such as sensors, actuators, and advanced control systems. These features allow the mechanical system to operate more efficiently and autonomously.Overall, the development and applications of mechanical systems have played a significant role in the advancement of modern society. As technology continues to evolve, so too will the capabilities of mechanical systems, allowing for new and innovative applications in a wide range of fields.Keywords: mechanical systems, power transmission, motion control, structural systems, manufacturing, smart mechanical systems, sensors,actuators, control systems.。
机械工程英语原文+翻译完整版
机械工程英语原文+翻译完整版第一单元Types of Materials材料的类型Materials may be grouped in several ways. Scientists often classify materials by their state: solid, liquid, or gas. They also separate them into organic (once living) and inorganic (never living) materials.材料可以按多种方法分类。
科学家常根据状态将材料分为:固体、液体或气体。
他们也把材料分为有机材料(曾经有生命的)和无机材料(从未有生命的)。
For industrial purposes, materials are divided into engineering materials or nonengineering materials. Engineering materials are those used in manufacture and become parts of products.就工业效用而言,材料被分为工程材料和非工程材料。
那些用于加工制造并成为产品组成部分的就是工程材料。
Nonengineering materials are the chemicals, fuels, lubricants, and other materials used in the manufacturing process, which do not become part of the product.非工程材料则是化学品、燃料、润滑剂以及其它用于加工制造过程但不成为产品组成部分的材料。
Engineering materials may be further subdivided into: ①Metal ②Ceramics ③Composite ④Polymers, etc.工程材料还能进一步细分为:①金属材料②陶瓷材料③复合材料④聚合材料,等等。
(完整版)机械类专业英语课文参考翻译
第一课Text:It is known that metals are very important in our life. Metals have the greatest importance for industry. All machines and other engineering[7endVi5niEriN] constructions have metal[5metl] parts; some of them consist only of metal parts.众所周知,金属在我们的生活中是非常重要的,金属对于工业而言是有巨大的重要性,所有机器和其他工程构造都有金属零部件,其中一些还只能由金属组成。
There are two large groups of metals:1) Simple metal- more or less pure chemical elements[5elimEnt]2) Alloys[5AlCi]- materials consisting of a simple metal combined with some other elements.有两大类金属:(1)纯金属——或多或少的金属元素(2)合金——组成纯金属的原料结合其他元素。
About two thirds of all elements found in the earth are metals, but not all metals may be used in industry. Those metals which are used in industry are called engineering metals. The most important engineering metalis iron[5aiEn], which in the form of alloys with carbon[5kB:bEn] and other elements, finds greater use than any other metal. Metals consisting of iron combined with some other elements are known as ferrous[5ferEs] metals; all the other metals are called nonferrous[5nCn5ferEs] metals. The most important nonferrous metal arecopper[5kCpE], aluminum[E5lju:minEm], lead[li:d], zinc[ziNk], tin[tin], but all these metals are used muchless than ferrous metals, because the ferrous metals are much cheaper.在地球上发现的所有元素中,大约三分之二是金属元素,但是并不是所有的金属都能够用于工业上。
Mechanicis机械英语第一章

PART I FOUDNATION OF MECHANICS第一部分机械基础Unit 1 Engineering Drawings and Tolerance第一单元工程制图与公差Engineering Drawings工程制图The result of a designer’s efforts must be translated into a set of instructions to the shop in order that the part of or parts can be fabricated and assembled. 设计者的研究成果必须面向车间翻译成一整套说明以便零件和部件能够被制造组装。
Thus, a set of engineering drawings are prepared showing the sizes, shapes, and dimensions to which parts are to be made. 因此,一套工程制图应制作显示被加工部件的大小,形状和尺寸。
Unfortunately, many designers consider this phase of engineering design to be trivial. Realistically speaking, however, it may be of greater importance than design solution itself. 不巧的是,多数设计者并不重视工程设计中的这一环节。
然而,实事求是的说,这一环节可能比设计方案本身更具重要意义。
Consider, for the moment, what an engineering drawing represents. It is a detailed set of instructions (that is, orders) that tells the machinist, molder, die caster, and so on, to ―make this part in accordance with the information indicated and to the dimensions specified -- any unauthorized deviations or errors made in fabrication are your responsibility.‖来考虑一下时下工程制图所代表的意义,它是一套详细的指示(即命令)告诉机工,模工,铸工等“根据指示信息和规定尺寸来加工零件—任何未经批准的偏差或制造误差将由你们负责。
机械类外文文献翻译(中英文翻译)
机械类外文文献翻译(中英文翻译)英文原文Mechanical Design and Manufacturing ProcessesMechanical design is the application of science and technology to devise new or improved products for the purpose of satisfying human needs. It is a vast field of engineering technology which not only concerns itself with the original conception of the product in terms of its size, shape and construction details, but also considers the various factors involved in the manufacture, marketing and use of the product.People who perform the various functions of mechanical design are typically called designers, or design engineers. Mechanical design is basically a creative activity. However, in addition to being innovative, a design engineer must also have a solid background in the areas of mechanical drawing, kinematics, dynamics, materials engineering, strength of materials and manufacturing processes.As stated previously, the purpose of mechanical design is to produce a product which will serve a need for man. Inventions, discoveries and scientific knowledge by themselves do not necessarily benefit people; only if they are incorporated into a designed product will a benefit be derived. It should be recognized, therefore, that a human need must be identified before a particular product is designed.Mechanical design should be considered to be an opportunity to use innovative talents to envision a design of a product, to analyze the systemand then make sound judgments on how the product is to be manufactured. It is important to understand the fundamentals of engineering rather than memorize mere facts and equations. There are no facts or equations which alone can be used to provide all the correct decisions required to produce a good design.On the other hand, any calculations made must be done with the utmost care and precision. For example, if a decimal point is misplaced, an otherwise acceptable design may not function.Good designs require trying new ideas and being willing to take a certain amount of risk, knowing that if the new idea does not work the existing method can be reinstated. Thus a designer must have patience, since there is no assurance of success for the time and effort expended. Creating a completely new design generally requires that many old and well-established methods be thrust aside. This is not easy since many people cling to familiar ideas, techniques and attitudes. A design engineer should constantly search for ways to improve an existing product and must decide what old, proven concepts should be used and what new, untried ideas should be incorporated.New designs generally have "bugs" or unforeseen problems which must be worked out before the superior characteristics of the new designs can be enjoyed. Thus there is a chance for a superior product, but only at higher risk. It should be emphasized that, if a design does not warrant radical new methods, such methods should not be applied merely for the sake of change.During the beginning stages of design, creativity should be allowedto flourish without a great number of constraints. Even though many impractical ideas may arise, it is usually easy to eliminate them in the early stages of design before firm details are required by manufacturing. In this way, innovative ideas are not inhibited. Quite often, more than one design is developed, up to the point where they can be compared against each other. It is entirely possible that the design which is ultimately accepted will use ideas existing in one of the rejected designs that did not show as much overall promise.Psychologists frequently talk about trying to fit people to the machines they operate. It is essentially the responsibility of the design engineer to strive to fit machines to people. This is not an easy task, since there is really no average person for which certain operating dimensions and procedures are optimum.Another important point which should be recognized is that a design engineer must be able to communicate ideas to other people if they are to be incorporated. Communicating the design to others is the final, vital step in the design process. Undoubtedly many great designs, inventions, and creative works have been lost to mankind simply because the originators were unable or unwilling to explain their accomplishments to others. Presentation is a selling job. The engineer, when presenting a new solution to administrative, management, or supervisory persons, is attempting to sell or to prove to them that this solution is a better one. Unless this can be done successfully, the time and effort spent on obtaining the solution have been largely wasted.Basically, there are only three means of communication available tous. These are the written, the oral, and the graphical forms. Therefore the successful engineer will be technically competent and versatile in all three forms of communication. A technically competent person who lacks ability in any one of these forms is severely handicapped. If ability in all three forms is lacking, no one will ever know how competent that person is!The competent engineer should not be afraid of the possibility of not succeeding in a presentation. In fact, occasional failure should be expected because failure or criticism seems to accompany every really creative idea. There is a great deal to be learned from a failure, and the greatest gains are obtained by those willing to risk defeat. In the final analysis, the real failure would lie in deciding not to make the presentation at all. To communicate effectively, the following questions must be answered:(1) Does the design really serve a human need?(2) Will it be competitive with existing products of rival companies?(3) Is it economical to produce?(4) Can it be readily maintained?(5) Will it sell and make a profit?Only time will provide the true answers to the preceding questions, but the product should be designed, manufactured and marketed only with initial affirmative answers. The design engineer also must communicate the finalized design to manufacturing through the use of detail and assembly drawings.Quite often, a problem will occur during the manufacturing cycle [3].It may be that a change is required in the dimensioning or tolerancing of a part so that it can be more readily produced. This fails in the category of engineering changes which must be approved by the design engineer so that the product function will not be adversely affected. In other cases, a deficiency in the design may appear during assembly or testing just prior to shipping. These realities simply bear out the fact that design is a living process. There is always a better way to do it and the designer should constantly strive towards finding that better way.Designing starts with a need, real or imagined. Existing apparatus may need improvements in durability, efficiently, weight, speed, or cost. New apparatus may be needed to perform a function previously done by men, such as computation, assembly, or servicing. With the objective wholly or partly defined, the next step in design is the conception of mechanisms and their arrangements that will perform the needed functions.For this, freehand sketching is of great value, not only as a record of one's thoughts and as an aid in discussion with others, but particularly for communication with one's own mind, as a stimulant for creative ideas.When the general shape and a few dimensions of the several components become apparent, analysis can begin in earnest. The analysis will have as its objective satisfactory or superior performance, plus safety and durability with minimum weight, and a competitive east. Optimum proportions and dimensions will be sought for each critically loaded section, together with a balance between the strength of the several components. Materials and their treatment will be chosen. These important objectives can be attained only by analysis based upon the principles ofmechanics, such as those of statics for reaction forces and for the optimumutilization of friction; of dynamics for inertia, acceleration, and energy; of elasticity and strength of materials for stress。
机械工程英语原文+翻译

Unit 6 Injection MoldingInjection molding (Fig 6.1) is the predominant process for fabrication of thermoplastics into finished forms, and is increasingly being used for thermosetting plastics, fiber-filled composites, and elastomers.It is the process of choice for tremendous variety of parts ranging in weight from 5g to 85g. It is estimated that 25% of all thermoplastics molded. If newer modification, such as reaction injection molding, and the greatly increased rate of adoption of plastics as substitutes for metals are considered, it is likely that the worldwide industrial importance of injection molding will continue to increase. Currently, probably close to half of all major processing units is injection molding machines. In 1988, a dollar sale of new injection molding machinery in the U.S. was approximately 65% of total major polymer machinery sales volume; this included 4,600 injection molding units. The machines and their products are ubiquitous and are synonymous with plastics for many people.A reciprocating screw injection molding machine combines the functions of extruder and a compressive molding press. It takes solid granules of thermoplastic resin, melts and pressurizes them in the extruder section, forces the melt at high velocity and pressure through carefully designed flow channels a cooled mold, then ejects the finished part(s), and automatically recycles. This machine is a descendant of the plunger type “stuffing machine” patented by the Hyatt brothers in 1872 to mold celluloid. In 1878, th e Hyatts developed the first multicavity mold, but it was not until 1938 that Quillery (France) patented a machine incorporating a screw to plasticize the elastomer being molded. In 1956, Ankerwerk Nuremberg commercialized the modem reciprocating screw injection molding machine for thermoplastics. Today, over 50 machine manufacturers are listed in Modern Plastics Encyclopedia, offering machines to the U.S. market ranging from 2 to 6,000 tons clamping capacity. (A machine with a 10,000-ton capacity has been built to mold 264-gallon HDPE trash containers.) A host of suppliers of auxiliary equipment, molds, instruments, and controls service this major segment of the polymer industry.Injection molding is particularly worthy of intensive study because it combines many areas of interest extrusion, mold design, rheology, sophisticated hydraulic and electronic controls, robotic accessories, design of complex products, and, of course, the integration of materials science and process engineering. The objectives of injection molding engineers are simple enough: to obtain minimum cycle time with minimum scrap, to attain specified product performance with assurance, to minimize production costs due to downtime or any other reasons, and to steadily increase in expertise and competitiveness. Profit margins forcustom injection molders are said to be generally skimpy; an established way to improve profits is to be selected for more demanding, higher margin jobs demand the highest level of efficiency and competence.This text will concentrate on the reciprocating screw machine thermoplastics, which has largely replaced the older reciprocating plunger types except for very small-capacity machines.Injection Molding MaterialsIt is not possible to injection-mold all polymers. Some polymers like PTFE (Poly-tetre-fluoro-ethylene), cannot be made to flow freely enough to make them suitable for injection molding. Other polymers, such as a mixture to resin and glass fiber in woven or mat form, are unsuitable by their physical nature for use in the process. In general, polymers which are capable of being brought to a state of fluidity can be injection-molded.The vast majority of injection molding is applied to thermoplastic polymers. This class of materials consists of polymers which always remain capable of being softened by heat and of hardening on cooling, even after repeated cycling. This is because the long-chain molecules of the material always remain as separate entities and do not from chemical bonds to one another. An analogy car, be made to a block of ice that can be softened (i.e. turned back to liquid), poured into any shape cavity, and then cooled to become a solid again. This property differentiates thermoplastic materials from thermosetting ones. In the latter type of polymer, chemical bonds are formed between the separate molecule chains during processing. In this case the chemical bonding referred to as cross linking is the hardening mechanism.In general, most of the thermoplastic materials offer high impact strength, corrosion resistance, and easy processing with good flow characteristics for molding complex designs. Thermoplastic are generally divided into two classes: namely crystalline and amorphous. Crystalline polymers have an ordered molecular arrangement, with a sharp melting point. Due to the ordered arrangement at molecules, the crystalline polymers reflect most incidents light and generally appear opaque. They also undergo a high shrinkage or reduction in volume during solidification. Crystalline polymers usually are more resistant to organic solvents and have good fatigue and wear-resistant properties. Crystalline polymers also generally are denser and have better mechanical properties than amorphous polymers. The main exception to this ruler is polycarbonate, which is the amorphous polymer of choice for high-quality transparent molding, and has excellent mechanical properties.The mechanical properties of thermoplastics, while substantially lower than those of metals, can be enhanced for some applications through the addition of glass fiber reinforcement. This takes the form of short-chopped fibers, a few millimeters in length, which are rsndomly mixed with the thermoplastic resin.The fibers occupy up to one third of the material volume to considerably improve the material strength and stiffness. The negative effect of this reinforcement is usually a decrease in impact strength and an increase in abrasiveness. The latter also has an effect on processing since the life of the mold cavity reduced from1,000,000 parts for plain resin parts to about 300,000 for glass-filled parts.Perhaps the main weakness of injection-molded parts is the relatively low service temperatures to which they can be subjected. Thermoplastic components an only rarely be operated continuously above 250℃, with an absolute upper service temperature of about 400℃. The temperature at which a thermoplastic can be operated under load can be defined qualitatively by the heat deflection temperature. This is the temperature at which a simply supported beam specimen of the material, with a centrally applied load, reaches a predefined. The temperature value obviously depends upon the conditions of the test and the allowed deflection and for this reason, the test value are only really useful for comparing different polymers.Cycle of OperationThe reciprocating screw injection molding machine is considered as consisting of two: a fixed injection side, and a movable clamp side. The injection side-contain the extruder that receives solid resin in pellet or granular form and converts it into a viscous liquid or melt that can be forced through the connecting nozzle, spine, and runners to the gates that lead into the mold cavities. The mold is tightly clamped against injection pressure and is cooled well below the melt temperature of the thermoplastic. When the parts in the cavities have cooled sufficiently the mold halves are opened at the mold parting plane and the parts ejected by a knockout system drop into a receiving bin below. This summarizes the overall cycle, but leaves out much vital detail that is necessary for understanding the process. However, with this introduction, it is possible to understand the advantages and disadvantages of the process.Effects of Process Variables on OrientationIn injection molding, any variation in processing that keeps the molding resin hot throughout filling allows increased and, therefore, decreased orientation. Some of the stepsthat can be taken to reduce orientation are as follows.Faster injection (up to a point): less cooling during filling, hence a thinner initial frozen layer, lower viscosity due to shear thinning; better flow to corners; and less crystallinity all favor lower subsurface orientation. The primary effect is that the gate will freeze more quickly. At that point, orientation stops and relaxation starts.Higher melt and mold temperature: lower melt viscosity, easier filling, and greater relaxation favor reduced orientation.Reduced packing time and pressure: overpacking inhibits relaxation processes.Reduce gate size: larger gates take longer to freeze off and permit increased orientation.Excessively high injection speed can cause high surface orientation and increase susceptibility to stress cracking. For example, molding that are to be electroplated, and will be subject to acid solutions during plating, must be made using very slow injection speeds to minimized surface orientation. On the other hand, the transverse motion component of the melt front in most molding can cause transverse subsurface orientation superimposed on the primary orientation, giving a desirable biaxial orientation effect.Orientation can be seriously increased by obstruction to flow during filling of the cavity. Flow around an obstruction causes a decrease in melt front speed and leads to high local viscosity and reduced relaxation. This is also likely to occur near the end of the filling phase if gating is inadequate.The molder must recognize the dangers of excessive fill speed, insufficient injection pressure, excessive melt temperature, and inadequate packing. These dangers are weighed against the opposing effects on orientation discussed above. Thicker parts delay cooling and increase relaxation time and tend to result in lower orientation. Thicker parts also tend to warp less. Therefore, a minimum wall thickness can be established by experience for various shapes, materials, and process combinations. Lower molecular weight broader molecular weigh distribution in thermoplastic favor lower orientation and reduced internal stress in moldings.The skin thickness ratio is affected by process variables in the same way as one would predict for the orientation; that is, it decrease as the melt for mold temperatures and cavity pressure increases. Thensile strength and stiffness increase as skin thickness ratio increases. Microscopic examination thus provides another way of studying the process efficiently.Advantages1. High production rates. For example, a CD disk can be produced with a 10-12s cyclein high melt flow index PC.2. Relatively low labor content. One operator can frequently take care of two or more machines, particularly if the moldings are unloaded automatically onto conveyors.3. Parts require little or no finishing. For example, flash can be minimized and molds can be arranged to automatically separate runners and gates from the part itself.4. Very complex shapes can be formed. Advances in mold tooling are largely responsible.5. Flexibility of design (finishes, colors, inserts, materials).More than one material can be molded through co-injection. Foam core materials with solid skins are efficiently produced. Thermosetting plastics and fiber-reinforced shapes are injection molded.6. Minimum scrap loss. Runners, gates, and scrap can usually be reground. Recycled thermoplastics can be injection molded.7. Close tolerances are obtainable. Modem microprocessor controls, fitted to precision molds, fitted to precision molds, and elaborate hydraulics, facilitate tolerances in the 0.1% range on dimensions and weights (but not without a high level of operational skills in constant attendance).8. Makes best use of the unique attributes of polymers, such as flow ability, light weight, transparency, and corrosion resistance. This is evident from the number and variety of molded plastic products everyday use.Disadvantages and Problems1. High investment in equipment tools requires high production volumes.2. Lack of expertise and good preventive maintenance can cause high startup and running costs.3. Quality is sometimes difficult to determine immediately. For example, post-mold warpage may render parts unusable because of dimensional changes that are not completed for weeks or months after molding.4. Attention is required on many details requiring a wide variety of skills and cross-disciplinary knowledge.5. Part design sometimes is not well suited to efficient molding.6. Lead time for mold design, mold manufacture and debugging trials is sometimes very long.第六章注塑成型注塑成型主要是将热塑性材料加工成半成品的过程,也越来越多地用于热固性塑料,纤维填充复合材料,弹性体的加工。
机械外文翻译原文

Stiffness Analysis and Design of a Compact Modified Delta Parallel Mechanism Woo-Keun Yoon*, Takashi Suehiro*, Yuichi Tsumaki† and Masaru Uchiyama‡
In order to design a modified Delta mechanism having a well-balanced tip stiffness, we apply our method of stiffness analysis for a parallel mechanism to the modified Delta mechanism and we derive the compliance matrix for this mechanism. In the following sections we discuss:
* Intelligent Systems Institute, National Institute of Advanced Industrial Science and Technology (AIST) 1-1-1 UMEZONO, TSUKUBA, 305-8568 (Japan). † Department of Intelligent Machines and System Engineering, Hirosaki University (Japan). ‡ Department of Aeronautic and Space Engineering, Tohoku University (Japan).
机械类科普英文文章

机械类科普英文文章随着全球化的不断深入,我国技术对外交流不断增多,对科技翻译的需求必然日益增多。
下面是店铺带来的,欢迎阅读!机械类科普英文文章1What is Hydraulic?A complete hydraulic system consists of five parts, namely, power components, the implementation of components, control components, no parts and hydraulic oil. The role of dynamic components of the original motive fluid into mechanical energy to the pressure that the hydraulic system of pumps, it is to power the entire hydraulic system. The structure of the form of hydraulic pump gears are generally pump, vane pump and piston pump. Implementation of components (such as hydraulic cylinders and hydraulic motors) which is the pressure of the liquid can be converted to mechanical energy to drive the load for a straight line reciprocating movement or rotational movement. Control components (that is, the various hydraulic valves) in the hydraulic system to control and regulate the pressure of liquid, flow rate and direction. According to the different control functions, hydraulic valves can be divided into the village of force control valve, flow control valves and directional control valve. Pressure control valves are divided into benefits flow valve (safety valve), pressure relief valve, sequence valve, pressure relays, etc.; flow control valves including throttle, adjusting the valves, flow diversion valve sets, etc.; directional control valve includes a one-way valve , one-way fluid control valve, shuttle valve, valve and so on. Under the control of different ways, can be divided into the hydraulic valve control switch valve, control valve and set the value of the ratio control valve. Auxiliary components, includingfuel tanks, oil filters, tubing and pipe joints, seals, pressure gauge, oil level, such as oil dollars. Hydraulic oil in the hydraulic system is the work of the energy transfer medium, there are a variety of mineral oil, emulsion oil hydraulic molding Hop categories.Hydraulic principleIt consists of two cylinders of different sizes and composition of fluid in the fluid full of water or oil. Water is called "hydraulic press"; the said oil-filled "hydraulic machine." Each of the two liquid a sliding piston, if the increase in the small piston on the pressure of a certain value, according to Pascal's law, small piston to the pressure of the pressure through the liquid passed to the large piston, piston top will go a long way to go. Based cross-sectional area of the small piston is S1, plus a small piston in the downward pressure on the F1. Thus, a small piston on the liquid pressure to P = F1/SI,Can be the same size in all directions to the transmission of liquid. "By the large piston is also equivalent to the inevitable pressure P. If the large piston is the cross-sectional area S2, the pressure P on the piston in the upward pressure generated F2 = PxS2 Cross-sectional area is a small multiple of the piston cross-sectional area. From the type known to add in a small piston of a smaller force, the piston will be in great force, for which the hydraulic machine used to suppress plywood, oil, extract heavy objects, such as forging steel.History of the development of hydraulicAnd air pressure drive hydraulic fluid as the transmission is made according to the 17th century, Pascal's principle of hydrostatic pressure to drive the development of an emerging technology, the United Kingdom in 1795 Joseph (Joseph Braman ,1749-1814), in London water as a medium to form hydraulic press used in industry, the birth of the world's firsthydraulic press. Media work in 1905 will be replaced by oil-water and further improved.World War I (1914-1918) after the extensive application of hydraulic transmission, especially after 1920, more rapid development. Hydraulic components in the late 19th century about the early 20th century, 20 years, only started to enter the formal phase of industrial production. 1925 Vickers (F. Vikers) the invention of the pressure balanced vane pump, hydraulic components for the modern industrial or hydraulic transmission of the gradual establishment of the foundation. The early 20th century Constantine (G • Constantimsco) fluctuations of the energy carried out by passing theoretical and practical research; in 1910 on the hydraulic transmission (hydraulic coupling, hydraulic torque converter, etc.) contributions, so that these two areas of development.The Second World War (1941-1945) period, in the United States 30% of machine tool applications in the hydraulic transmission. It should be noted that the development of hydraulic transmission in Japan than Europe and the United States and other countries for nearly 20 years later. Before and after in 1955, the rapid development of Japan's hydraulic drive, set up in 1956, "Hydraulic Industry." Nearly 20 to 30 years, the development of Japan's fast hydraulic transmission, a world leader. Hydraulic transmission There are many outstanding advantages, it is widely used, such as general workers. Plastic processing industry, machinery, pressure machinery, machine tools, etc.; operating machinery engineering machinery, construction machinery, agricultural machinery, automobiles, etc.; iron and steel industry metallurgical machinery, lifting equipment, such as roller adjustment device; civil water projectswith flood control the dam gates and devices, bed lifts installations, bridges and other manipulation of institutions; speed turbine power plant installations, nuclear power plants, etc.; ship deck crane (winch), the bow doors, bulkhead valves, such as the stern thruster ; special antenna technology giant with control devices, measurement buoys, movements such as rotating stage; military-industrial control devices used in artillery, ship anti-rolling devices, aircraft simulation, aircraft retractable landing gear and rudder control devices and other devices.机械类科普英文文章23D打印机制作类骨材料It looks like bone. It feels like bone. For the most part, it acts like bone. And it came off an inkjet printer(喷墨式打印机) .Washington State University researchers have used a 3-D printer to create a bone-like material and structure that can be used in orthopedic(整形外科的) procedures, dental work and to deliver medicine for treating osteoporosis. Paired with actual bone, it acts as a scaffold for new bone to grow on and ultimately dissolves with no apparent ill effects.The authors report on successful in vitro tests in the journal Dental Materials and say they're already seeing promising1 results with in vivo tests on rats and rabbits. It's possible that doctors will be able to custom order replacement2 bone tissue in a few years, said Susmita Bose, co-author and professor in WSU's School of Mechanical and Materials Engineering."If a doctor has a CT scan of a defect, we can convert it to a CAD file and make the scaffold according to the defect," Bose said.The material grows out of a four-year interdisciplinary(各学科间的) effort involving chemistry, materials science, biology andmanufacturing. A main finding of the paper is that the addition ofsilicon3 and zinc4 more than doubled the strength of the main material, calcium5phosphate(磷酸钙) .The researchers -- who include mechanical and materials engineering Professor Amit Bandyopadhyay, doctoral student Gary Fielding and research assistant Solaiman Tarafder -- also spent a year optimizing6 a commercially available ProMetal 3-D printer designed to make metal objects.The printer works by having an inkjet spray a plastic binder7 over a bed of powder in layers of 20 microns, about half the width of a human hair. Following a computer's directions, it creates a channeled cylinder8(圆筒,汽缸) the size of a pencil eraser.After just a week in a medium with immature9 human bone cells, the scaffold was supporting a network of new bone cells.The research was funded with a $1.5 million grant from the National Institutes of Health.。
机械专业英语精选全文
2.2 Fastenings
A fastener is a device used to connect or join two or more components.
Traditional forms of fastening include nuts, bolts, screws and rivets.
机械专业英语
2.1 Introduction
Machine elements
Machine elements refer to an elementary component of a machine.
They include:
structural components such as bearings, axles, keys, fasteners, seals, and lubricants.
2.3 Keys and Pins
The advantages of a leadscrew are: Figure 2.18 Keys.
Gears are toothed cylindrical wheels used for transmitting mechanical power from one rotating shaft to another.
1. ISO metric screw thread
2. British Standard Whitworth
3. British Association screw thread
4. Unified Thread Standard
Name all parts and fasteners in the drawing Figure 2.17 Applications of screwed fasteners.
机械专业英语文章中英文对照
英语原文NUMERICAL CONTROLNumerical control(N/C)is a form of programmable automation in which the processing equipment is controlled by means of numbers, letters, and other symbols, The numbers, letters, and symbols are coded in an appropriate format to define a program of instructions for a particular work part or job. When the job changes, the program of instructions is changed. The capability to change the program is what makes N/C suitable for low-and medium-volume production. It is much easier to write programs than to make major alterations of the processing equipment.There are two basic types of numerically controlled machine tools:point—to—point and continuous—path(also called contouring).Point—to—point machines use unsynchronized motors, with the result that the position of the machining head Can be assured only upon completion of a movement, or while only one motor is running. Machines of this type are principally used for straight—line cuts or for drilling or boring.The N/C system consists of the following components:data input, the tape reader with the control unit, feedback devices, and the metal—cutting machine tool or other type of N/C equipment.Data input, also called “man—to—control link”,may be provided to the machine tool manually, or entirely by automatic means. Manual methods when used as the sole source of input data are restricted to a relatively small number of inputs. Examples of manually operated devices are keyboard dials, pushbuttons, switches, or thumbwheel selectors. These are located on a console near the machine. Dials ale analog devices usually connected to a syn-chro-type resolver or potentiometer. In most cases, pushbuttons, switches, and other similar types of selectors are digital input devices. Manual input requires that the operator set the controls for each operation. It is a slow and tedious process and is seldom justified except in elementary machining applications or in special cases.In practically all cases, information is automatically supplied to the control unit and the machine tool by cards, punched tapes, or by magnetic tape. Eight—channel punched paper tape is the most commonly used form of data input for conventional N/C systems. The coded instructions on the tape consist of sections of punched holes called blocks. Each block represents a machine function, a machining operation, or a combination of the two. The entire N/C program on a tape is made up of an accumulation of these successive data blocks. Programs resulting in long tapes all wound on reels like motion-picture film. Programs on relatively short tapes may be continuously repeated by joining the two ends of the tape to form a loop. Once installed, the tape is used again and again without further handling. In this case, the operator simply loads andunloads the parts. Punched tapes ale prepared on type writers with special tape—punching attachments or in tape punching units connected directly to a computer system. Tape production is rarely error-free. Errors may be initially caused by the part programmer, in card punching or compilation, or as a result of physical damage to the tape during handling, etc. Several trial runs are often necessary to remove all errors and produce an acceptable working tape.While the data on the tape is fed automatically, the actual programming steps ale done manually. Before the coded tape may be prepared, the programmer, often working with a planner or a process engineer, must select the appropriate N/C machine tool, determine the kind of material to be machined, calculate the speeds and feeds, and decide upon the type of tooling needed. The dimensions on the part print are closely examined to determine a suitable zero reference point from which to start the program. A program manuscript is then written which gives coded numerical instructions describing the sequence of operations that the machine tool is required to follow to cut the part to the drawing specifications.The control unit receives and stores all coded data until a complete block of information has been accumulated. It then interprets the coded instruction and directs the machine tool through the required motions.The function of the control unit may be better understood by comparing it to the action of a dial telephone, where, as each digit is dialed, it is stored. When the entire number has been dialed, the equipment becomes activated and the call is completed.Silicon photo diodes, located in the tape reader head on the control unit, detect light as it passes through the holes in the moving tape. The light beams are converted to electrical energy, which is amplified to further strengthen the signal. The signals are then sent to registers in the control unit, where actuation signals are relayed to the machine tool drives.Some photoelectric devices are capable of reading at rates up to 1000 characters per second. High reading rates are necessary to maintain continuous machine—tool motion;otherwise dwell marks may be generated by the cutter on the part during contouring operations. The reading device must be capable of reading data blocks at a rate faster than the control system can process the data.A feedback device is a safeguard used on some N/C installations to constantly compensate for errors between the commanded position and the actual location of the moving slides of the machine tool. An N/C machine equipped with this kind of a direct feedback checking device has what is known as a closed-loop system. Positioning control is accomplished by a sensor which, during the actual operation, records the position of the slides and relays this information back to the control unit. Signals thus received ale compared to input signals on the tape, and any discrepancy between them is automatically rectified.In an alternative system, called an open—loop system, the machine is positioned solely by stepping motor drives in response to commands by a controllers. There is one basic type of NC motions. Point-to-point or Positional Control In point-to-point control the machine tool elements (tools, table, etc.) are moved to programmed locations and the machining operations performedafter the motions are completed. The path or speed of movement between locations is unimportant; only the coordinates of the end points of the motions are accurately controlled. This type of control is suitable for drill presses and some boring machines, where drilling, tapping, or boring operations must be performed at various locations on the work piece. Straight-Line or Linear Control Straight-Line control systems are able to move the cutting tool parallel to one of the major axes of the machine tool at a controlled rate suitable for machining. It is normally only possible to move in one direction at a time, so angular cuts on the work piece are not possible, consequently, for milling machines, only rectangular configurations can be machined or for lathes only surfaces parallel or perpendicular to the spindle axis can be machined. This type of controlled motion is often referred to as linear control or a half-axis of control. Machines with this form of control are also capable of point-to-point control.The original N/C used the closed—loop system. Of the two systems, closed and open loop, closed loop is more accurate and, as a consequence, is generally more expensive. Initially, open—loop systems were used almost entirely for light-duty applications because of inherent power limitations previously associated with conventional electric stepping motors. Recent advances in the development of electro hydraulic stepping motors have led to increasingly heavier machine load applications.中文译文数控技术数控是可编程自动化技术的一种形式,通过数字、字母和其他符号来控制加工设备。
机械英语翻译原文

Hydraulic machineryHydraulic machinery are machines and tools which use fluid power to do work. Heavy equipment is a common example.In this type of machine, high-pressure liquid - called hydraulic fluid - is transmitted throughout the machine to various hydraulic motors and hydraulic cylinders. The fluid is controlled directly or automatically by control valves and distributed through hoses and tubes.The popularity of hydraulic machinery is due to the very large amount of power that can be transferred through small tubes and flexible hoses, and the high power density and wide array of actuators that can make use of this power.Hydraulic machinery is operated by the use of hydraulics, where a liquid is the powering medium. Pneumatics, on the other side, is based on the use of a gas as the medium for power transmission, generation and control.Hydraulic circuitsFor the hydraulic fluid to do work, it must flow to the actuator and or motors, then return to a reservoir.The fluid is then filtered and re-pumped. The path taken by hydraulic fluid is called a hydraulic circuit of which there are several types. Open center circuits use pumps which supply a continuous flow. The flow is returned to tank through the control valve's open center; that is, when the control valve is centered, it provides an open return path to tank and the fluid is not pumped to a high pressure. Otherwise, if the control valve is actuated it routes fluid to and from an actuator and tank. The fluid's pressure will rise to meet any resistance, since the pump has a constant output. If the pressure rises too high, fluid returns to tank through a pressure relief valve.Open and closed circuitsOpen-loop: Pump-inlet and motor-return (via the directional valve) are connected to the hydraulic tank.The term loop applies to feedback; the more correct term is open versus closed "circuit".Closed-loop: Motor-return is connected directly to the pump-inlet. To keep up pressure on the low pressure side, the circuits have a charge pump that supplies cooled and filtered oil to the low pressure side. Closed-loop circuits are generally used for hydrostatic transmissions in mobile applications.Advantages: No directional valve and better response, the circuit can work with higher pressure. The pump swivel angle covers both positive and negative flow direction. Disadvantages: The pump cannot be utilized for any other hydraulic function in an easy way and cooling can be a problem due to limited exchange of oil flow. High power closed loop systems generally must have a 'flush-valve' assembled in the circuit in order to exchange much more flow than the basic leakage flow from the pump and the motor, for increased cooling and filtering. The flush valve is normally integrated in the motor housing to get a cooling effect for the oil that is rotating in the motorhousing itself.Closed loop systems in mobile equipment are generally used for the transmission as an alternative to mechanical and hydrodynamic (converter) transmissions. The advantage is a stepless gear ratio and a more flexible control of the gear ratio depending on the load andoperating conditions. The hydrostatic transmission is generally limited to around 200 kW max.Hydraulic pumpHydraulic pumps supply fluid to the components in the system. Pressure in the system develops in reaction to the load. Hence, a pump rated for 5,000 psi is capable of maintaining flow against a load of 5,000 psi.Pumps have a power density about ten times greater than an electric motor (by volume). They are powered by an electric motor or an engine, connected through gears, belts, or a flexible elastomeric coupling to reduce vibration.Common types of hydraulic pumps to hydraulic machinery applications are;Gear pump: cheap, durable, simple. Less efficient, because they are constant displacement, and mainly suitable for pressures below 20 MPa (3000 psi).Vane pump: cheap and simple, reliable (especially in g-rotor form). Good for higher-flow low-pressure output.Axial piston pump: many designed with a variable displacement mechanism, to vary output flow for automatic control of pressure. There are various axial piston pump designs, including swashplate and checkball. The most common is the swashplate pump.Radial piston pump: A pump that is normally used for very high pressure at small flows. Piston pumps are more expensive than gear or vane pumps, but provide longer life operating at higher pressure, with difficult fluids and longer continuous duty cycles. Piston pumps make up one half of a hydrostatic transmission.Control valvesDirectional control valves route the fluid to the desired actuator. They usually consist of a spool inside a cast iron or steel housing.Directional control valves are usually designed to be stackable, with one valve for each hydraulic cylinder, and one fluid input supplying all the valves in the stack.The spool position may be actuated by mechanical levers, hydraulic pilot pressure, or solenoids which push the spool left or right.The main valve block is usually a stack of off the shelf directional control valves chosen by flow capacity and performance. Some valves are designed to be proportional (flow rate proportional to valve position), while others may be simply on-off. The control valve is one of the most expensive and sensitive parts of a hydraulic circuit.Pressure relief valves are used in several places in hydraulic machinery; on the return circuit to maintain a small amount of pressure for brakes, pilot lines, etc... On hydraulic cylinders, to prevent overloading and hydraulic line rupture. On the hydraulic reservoir, to maintain a small positive pressure which excludes moisture and contamination.Pressure reducing valves reduce the supply pressure as needed for various circuits. Check valves are one-way valves, allowing an accumulator to charge and maintain its pressure after the machine is turned off, for example.Pilot controlled Check valves are one-way valve that can be opened (for both directions) by a foreign pressure signal. For instance if the load should not be hold by the check valve anymore. Often the foreign pressure comes from the other pipe that is connected to the motor or cylinder.Counterbalance valves are in fact a special type of pilot controlled check valve. Whereas the check valve is open or closed, the counterbalance valve acts a bit like a pilot controlled flow control.Cartridge valves are in fact the inner part of a check valve; they are off the shelf components with a standardized envelope, making them easy to populate a proprietary valve block. They are available in many configurations; on/off, proportional, pressure relief, etc. They generally screw into a valve block and are electrically controlled to provide logic and automated functions.Hydraulic fuses are in-line safety devices designed to automatically seal off a hydraulic line if pressure becomes too low, or safely vent fluid if pressure becomes too high.Auxiliary valves. Complex hydraulic systems will usually have auxiliary valve blocks to handle various duties unseen to the operator, such as accumulator charging, cooling fan operation, air conditioning power, etc. They are usually custom valves designed for the particular machine.ReservoirThe hydraulic fluid reservoir holds excess hydraulic fluid to accommodate volume changes from: cylinder extension and contraction, temperature driven expansion and contraction, and leaks. The reservoir is also designed to aid in separation of air from the fluid and also work as a heat accumulator to cover losses in the system when peak power is used. Design engineers are always pressured to reduce the size of hydraulic reservoirs, while equipment operators always appreciate larger reservoirs.Some designs include dynamic flow channels on the fluid's return path that allow for a smaller reservoir.AccumulatorsAccumulators are a common part of hydraulic machinery. Their function is to store energy by using pressurized gas. One type is a tube with a floating piston. On one side of the piston is a charge of pressurized gas, and on the other side is the fluid. Bladders are used in other designs. Reservoirs store a system's fluid.Hydraulic fluidAlso known as tractor fluid, hydraulic fluid is the life of the hydraulic circuit. It is usually petroleum oil with various additives. Some hydraulic machines require fire resistant fluids, depending on their applications. In some factories where food is prepared, water is used as a working fluid for health and safety reasons.In addition to transferring energy, hydraulic fluid needs to lubricate components, suspend contaminants and metal filings for transport to the filter, and to function well to several hundred degrees Fahrenheit or Celsius.FiltersFilters are an important part of hydraulic systems. Metal particles are continually produced by mechanical components and need to be removed along with other contaminants.Filters may be positioned in many locations. The filter may be located between the reservoir and the pump intake. Blockage of the filter will cause cavitation and possibly failure of the pump. Sometimes the filter is located between the pump and the control valves. This arrangement is more expensive, since the filter housing is pressurized, but eliminates cavitation problems and protects the control valve from pump failures. The third common filter location is just before the return line enters the reservoir. This location is relatively insensitive toblockage and does not require a pressurized housing, but contaminants that enter the reservoir from external sources are not filtered until passing through the system at least once.Tubes, Pipes and HosesHydraulic tubes are seamless steel precision pipes, specially manufactured for hydraulics. The tubes have standard sizes for different pressure ranges, with standard diameters up to 100 mm. The tubes are supplied by manufacturers in lengths of 6 m, cleaned, oiled and plugged. The tubes are interconnected by different types of flanges (especially for the larger sizes and pressures), welding cones/nipples (with o-ring seal),several types of flare connection and by cut-rings. In larger sizes, hydraulic pipes are used. Direct joining of tubes by welding is not acceptable since the interior cannot be inspected.Hydraulic pipe is used in case standard hydraulic tubes are not available. Generally these are used for low pressure. They can be connected by threaded connections, but usually by welds. Because of the larger diameters the pipe can usually be inspected internally after welding. Black pipe is non-galvanized and suitable for welding.Hydraulic hose is graded by pressure, temperature, and fluid compatibility. Hoses are used when pipes or tubes can not be used, usually to provide flexibility for machine operation or maintenance. The hose is built up with rubber and steel layers. A rubber interior is surrounded by multiple layers of woven wire and rubber. The exterior is designed for abrasion resistance. The bend radius of hydraulic hose is carefully designed into the machine, since hose failures can be deadly, and violating the hose's minimum bend radius will cause failure. Hydraulic hoses generally have steel fittings swaged on the ends. The weakest part of the high pressure hose is the connection of the hose to the fitting. Another disadvantage of hoses is the shorter life of rubber which requires periodic replacement, usually at five to seven year intervals.。
机械英文资料
GearThis is the page for mechanical Gears. For other uses, see Gear (disambiguation).For the gear-like device used to drive a roller chain, see sprocket.A gear is a component within a transmission device that transmits rotational force to another gear or device. A gear is different from a pulley in that a gear is a round wheel that has linkages ("teeth" or "cogs") that mesh with other gear teeth, allowing force to be fully transferred without slippage. Depending on their construction and arrangement, geared devices can transmit forces at different speeds, torques, or in a different direction, from the power source.The most common situation is for a gear to mesh with another gear, but a gear can mesh with any device having compatible teeth, such as linear moving racks.The gear's most important feature is that gears of unequal sizes (diameters) can be combined to produce a mechanical advantage, so that the rotational speed and torque of the second gear are different from those of the first. In the context of a particular machine, the term "gear" also refers to one particular arrangement of gears among other arrangements (such as "first gear"). Such arrangements are often given as a ratio, using the number of teeth or gear diameter as units. The term "gear" is also used in non-geared devices that perform equivalent tasks:"...broadly speaking, a gear refers to a ratio of engine shaft speed to driveshaft speed. Although CVTs change this ratio without using a set of planetary gears, they are still described as having low and high "gears" for the sake of convention."[1]The Unicode gear "⚙" is found at u+2699.Mechanical advantageThe interlocking of the teeth in a pair of meshing gears means that their circumferences necessarily move at the same rate of linear motion (eg., metres per second, or feet per minute). Since rotational speed (eg. measured in revolutions per second, revolutions per minute, or radians per second) is proportional to a wheel's circumferential speed divided by its radius, we see that the larger the radius of a gear, the slower will be its rotational speed, when meshed with a gear of given size and speed. The same conclusion can also be reached by a different analytical process: counting teeth. Since the teeth of two meshing gears are locked in a one to one correspondence, when all of the teeth of the smaller gear have passed the point where the gears meet -- ie., when the smaller gear has made one revolution -- not all of the teeth of thelarger gear will have passed that point -- the larger gear will have made less than one revolution. The smaller gear makes more revolutions in a given period of time; it turns faster. The speed ratio is simply the reciprocal ratio of the numbers of teeth on the two gears.(Speed A * Number of teeth A) = (Speed B * Number of teeth B)This ratio is known as the gear ratio.The torque ratio can be determined by considering the force that a tooth of one gear exerts on a tooth of the other gear. Consider two teeth in contact at a point on the line joining the shaft axes of the two gears. In general, the force will have both a radial and a circumferential component. The radial component can be ignored: it merely causes a sideways push on the shaft and does not contribute to turning. The circumferential component causes turning. The torque is equal to the circumferential component of the force times radius. Thus we see that the larger gear experiences greater torque; the smaller gear less. The torque ratio is equal to the ratio of the radii. This is exactly the inverse of the case with the velocity ratio. Higher torque implies lower velocity and vice versa. The fact that the torque ratio is the inverse of the velocity ratio could also be inferred from the law of conservation of energy. Here we have been neglecting the effect of friction on the torque ratio. The velocity ratio is truly given by the tooth or size ratio, but friction will cause the torque ratio to be actually somewhat less than the inverse of the velocity ratio.In the above discussion we have made mention of the gear "radius". Since a gear is not a proper circle but a roughened circle, it does not have a radius. However, in a pair of meshing gears, each may be considered to have an effective radius, called the pitch radius, the pitch radii being such that smooth wheels of those radii would produce the same velocity ratio that the gears actually produce. The pitch radius can be considered sort of an "average" radius of the gear, somewhere between the outside radius of the gear and the radius at the base of the teeth.The issue of pitch radius brings up the fact that the point on a gear tooth where it makes contact with a tooth on the mating gear varies during the time the pair of teeth are engaged; also the direction of force may vary. As a result, the velocity ratio (and torque ratio) is not, actually, in general, constant, if one considers the situation in detail, over the course of the period of engagement of a single pair of teeth. The velocity and torque ratios given at the beginning of this section are valid only "in bulk" -- as long-term averages; the values at some particular position of the teeth may be different.It is in fact possible to choose tooth shapes that will result in the velocity ratio also being absolutely constant -- in the short term as well as the long term. In good quality gears this is usually done, since velocity ratio fluctuations cause undue vibration, and put additional stress on the teeth, which can cause tooth breakage under heavy loads at high speed. Constant velocity ratio may also be desirable for precision in instrumentation gearing, clocks and watches. The involute tooth shape is one that results in a constant velocity ratio, and is the most commonly used of such shapes today.Comparison with other drive mechanismsThe definite velocity ratio which results from having teeth gives gears an advantage over other drives (such as traction drives and V-belts) in precision machines such as watches that depend upon an exact velocity ratio. In cases where driver and follower are in close proximity gears also have an advantage over other drives in the reduced number of parts required; the downside is that gears are more expensive to manufacture and their lubrication requirements may impose a higher operating cost.The automobile transmission allows selection between gears to give various mechanical advantages.Gear typesExternal vs. internal gearsUnlike most gears, an internal gear (shown here) does not cause direction reversal.An external gear is one with the teeth formed on the outer surface of a cylinder or cone. Conversely, an internal gear is one with the teeth formed on the inner surface of a cylinder or cone. For bevel gears, an internal gear is one with the pitch angle exceeding 90 degrees.[2Spur gearsSpur gears are the simplest and most common type of gear. Their general form is a cylinder or disk. The teeth project radially, and with these "straight-cut gears", the leading edges of the teeth are aligned parallel to the axis of rotation. These gears can only mesh correctly if they are fitted to parallel axles. Spur gears on non-parallel shafts can mesh, but only point contact will be achieved, not line contact across the full width of the tooth; also the length of the path of contact may be too short.Helical gearsHelical gears from a Meccano construction set.Top: parallel configuration.Bottom: crossed configuration.Helical gears offer a refinement over spur gears. The leading edges of the teeth are not parallel to the axis of rotation, but are set at an angle. Since the gear is curved, this angling causes the tooth shape to be a segment of a helix. The angled teeth engage more gradually than do spur gear teeth. This causes helical gears to run more smoothly and quietly than spur gears.Helical gears also offer the possibility of using non-parallel shafts. A pair of helical gears can be meshed in two ways: with shafts oriented at either the sum or the difference of the helix angles of the gears. These configurations are referred to as parallel or crossed, respectively. The parallel configuration is the more mechanically sound. In it, the helices of a pair of meshing teeth meet at a common tangent, and the contact between the tooth surfaces will, generally, be a curve extending some distance across their face widths. In the crossed configuration, the helices do not meet tangentially, and only point contact is achieved between tooth surfaces. Because of the small area of contact, crossed helical gears can only be used with light loads.Generally, if a pair of gears are meshed together, the angle between shafts will be the sum of the helix angles, so that quite commonly helical gears are used with the helix angle of one having the negative of the helix angle of the other; such a pair might also be referred to as having a right-handed helix and aleft-handed helix of equal angles. The two equal but opposite angles add to zero: the angle between shafts is zero -- that is, the shafts are parallel. Where the sum is not zero the shafts are crossed. For shafts crossed at right angles the helix angles are of the same hand because they must add to 90 degrees.As mentioned at the start of this section, helical gears operate more smoothly than do spur gears. With parallel helical gears, each pair of teeth first make contact at a single point at one side of the gear wheel; a moving curve of contact then grows gradually across the tooth face. It may span the entire width of the tooth for a time. Finally, it recedes until the teeth break contact at a single point on the opposite side of the wheel. Thus force is taken up and released gradually. With spur gears, the situation is quite different. When a pair of teeth meet, they immediately make line contact across their entire width. This causes impact stress and noise. Spur gears make a characteristic whine at high speeds and can not take as much torque as helical gears because their teeth are receiving impact blows. Whereas spur gears are used for low speed applications and those situations where noise control is not a problem, the use of helical gears is indicated when the application involves high speeds, large power transmission, or where noise abatement is important. The speed isconsidered to be high when the pitch line velocity (that is, the circumferential velocity) exceeds 5000 ft/min.[3] A disadvantage of helical gears is a resultant thrust along the axis of the gear, which needs to be accommodated by appropriate thrust bearings, and a greater degree of sliding friction between the meshing teeth, often addressed with specific additives in the lubricant[edit] Double helical gearsDouble helical gears, also known as herringbone gears, overcome the problem of axial thrust presented by 'single' helical gears by having teeth that set in a 'V' shape. Each gear in a double helical gear can be thought of as two standard, but mirror image, helical gears stacked. This cancels out the thrust since each half of the gear thrusts in the opposite direction. They can be directly interchanged with spur gears without any need for different bearings.Where the oppositely angled teeth meet in the middle of a herringbone gear, the alignment may be such that tooth tip meets tooth tip, or the alignment may be staggered, so that tooth tip meets tooth trough. The latter alignment is the unique defining characteristic of a Wuest type herringbone gear, named after its inventor.With the older method of fabrication, herringbone gears had a central channel separating the two oppositely-angled courses of teeth. This was necessary to permit the shaving tool to run out of the groove. The development of the Sykes gear shaper now makes it possible to have continuous teeth, with no central gap.[citation needed][edit] Bevel gearsBevel gear used to lift floodgate by means of central screw.Main article: Bevel gearBevel gears are essentially conically shaped, although the actual gear does not extend all the way to the vertex (tip) of the cone that bounds it. With two bevel gears in mesh, the vertices of their two cones lie on a single point, and the shaft axes also intersect at that point. The angle between the shafts can be anything except zero or 180 degrees. Bevel gears with equal numbers of teeth and shaft axes at 90 degrees are called miter gears.The teeth of a bevel gear may be straight-cut as with spur gears, or they may be cut in a variety of other shapes. 'Spiral bevel gears' have teeth that are both curved along their (the tooth's) length; and set at an angle, analogously to theway helical gear teeth are set at an angle compared to spur gear teeth. 'Zero bevel gears' have teeth which are curved along their length, but not angled. Spiral bevel gears have the same advantages and disadvantages relative to their straight-cut cousins as helical gears do to spur gears. Straight bevel gears are generally used only at speeds below 5 m/s (1000 ft/min), or, for small gears, 1000 r.p.m.[4]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Vibrating Screen overviewMainly divided into linear vibrating screen, circular vibrating screen Shaker known alias: Vibration three-screen filter - vibration sifter - rotary vibration sieve machine - vibration sieve - sieve oscillation - vibration sieve machine - Coscinodiscus - Circular Vibrating Screen Circular Vibrating Screen trajectories呈圆weeks to do a round circular sieve vibration exercise is a multi-number, and efficient new shaker. Circular Vibrating Screen using cylinder-type eccentric shaft vibration exciter and partial block conditioning amplitude, long Dayantang sieve materials, many screening specifications, are designed for quarry screening material stone design is also available for mining, coal preparation, mineral processing , building materials, electricity and chemical products sector classification for use, reliable structure, strong vibration, high screening efficiency, vibration noiseYin, sturdiness and durability, easy maintenance, the use of security and so on.ZSG, YZS family circle is a highly efficient vibration sieve shaker. Suitable quarry aggregate screening, but also for coal preparation, mineral processing, building materials, electricity and chemical industry classification used for products.Vibrating Screen ClassificationThen there are those who vibration screening equipment and specific classification?Vibration screening equipment can be divided into use by weight: Mine shaker, light fine shaker, experimental vibration sieve machineMine shaker can be divided into: heavy and efficient screening,self-center shaker oval shaker, sieve dehydration, round vibration sieve, bananas sieve, such as linear vibrating screenFine light shaker can be divided into: rotary vibration sieve, linear sieve, sieve-line, ultrasonic vibrating screen, filter sieve shaker, such as reference seriesExperimental shaker: Rattling screen, the top hit-type vibration sieve machine, the standard test sieve, electric machine vibration, etc. Please refer to the experimental equipmentOf course, this classification is also not the most scientific, it was also suggested that the materials in accordance with the shaker run trajectory classification, easy to do under my are for reference only: By straight-line trajectories of points: a straight line vibrating screen (sieve material at the surface of a straight line forward to do sports) By the circular trajectory points: Circular vibration sieve (sieve at the surface of materials to do a circular motion)[Edit this paragraph] Vibrating Screen Working PrincipleShaker job, the two-motor synchronous reverse rotation so that the reverse exciter excitation force generated to force the screen to do screen Drivenvertical body exercise, it on materials subject to the periodic excitation force to move out a range, materials to complete the screening operation. Suitable quarry aggregate screening, but also for coal preparation, mineral processing, building materials, electricity and chemical industry classification used for products.[Edit this paragraph] Vibrating Screen Working Features:① used as the excitation force eccentric block, excitation power.② sieve and the sieve box beams using high strength bolts, simple structure, convenient repair;③ Tires coupling, flexible connectivity, smooth operation;④ the use of small amplitude, high frequency, large angle structure, so that it Screener high efficiency, deal with the largest, long life, low power consumption, noiseAccording to screening mechanical structure and working principle generally have the following categories:(1) a fixed part of screening job fixed by material sliding along the face of screening materials. Fixed grid sieve concentrator applications are at a more generally used for rough or broken pieces of the pre-screening before. Its simple structure, convenient manufacture. Do not consume power, can be directly put to the sieve surface ore unloading. The main disadvantage is the low productivity, inefficient screening, generally only 50-60%.(2) roller screen face are arranged by the horizontal axis of a root consisting of rolling, there is a plate-axis, fine-grained material from the roller or plate through the gap between. Bulk materials Driven by the roller to the end of the mobile and discharged from the terminal. Concentrator general rarely use such a sieve.(3) cylindrical sieve for the cylindrical part of job, the whole screen around the cylinder axis of rotation, the axis generally downloaded into a little dip. Materials from one end of cylinder to give, fine level of materials from the cylindrical surface of the sieve through the job, coarse-grained material from the cylinder from the other end. Sieve cylinder low speed, steady job, a good power balance. But its easy to plug the sieve, screening low efficiency, the work of small size, low productivity. Concentrator rarely use it to make a screening device.(4) flat screen body is a sport plane swing or vibration. Their plane trajectories are divided into linear motion, circular motion, elliptical exercise and sports complex. Sieve shaker shaking and belong to this category.[Edit this paragraph] the scope of application of shakerWidely used in mining, coal, metallurgy, building materials, refractories, light industry, chemical industry.Linear vibrating screen is stable and reliable, less consumption, low noise, long life, vibration-type steady, screening and high efficiency.Linear Vibrating Screen Working Principle: ZSG Series Vibrating Screen work, reverse two-motor synchronous exciter have placed so that the reverse excitation and forced to do mesh sieve Driven vertical body movement, on the material by its excitation and cyclical move out a range of materials to complete the screening operation.Shake the sieve is crank connecting rod mechanism as transmission components. Motor Driven through the belt and pulley eccentric rotary shaft, connecting rod borrow so must the body down the direction for reciprocating motion. Sports body or the direction perpendicular to the strut centerline of the hanging rod, because the body of the sport swing, so that the surface of the sieve material to a certain speed to the mobile client nesting, material screening at the same time.Shake the sieve with the sieve of several compared to productivity and higher screening efficiency. Its disadvantage is the bad balance of power. Concentrator is now rarely use it, the structure was more reasonable to replace the vibrating screen.Shaker concentrator applications at the most, according to their different transmission mechanism, but also can be divided into the following categories: Eccentric Vibrating Screen, Vibrating Screen inertia, self-center shaker, sieve resonance.Parameters shaker tableModel specification screen surface (mm) sieve size screen surface layers (mm) feed size (mm) capacity (T) dual-frequency electric power amplitude (mm)ZSG1237 1200 * 3700 1 4-50 200 10-80 5.5 * 2 960 4-82ZSG1237 1200 * 3700 2 4-50 200 10-80 5.5 * 2 960 4-82YZS1548 4800 * 1500 2 3-100 400 30-275 15 870 5-93YZS1548 4800 * 1500 3 3-100 400 30-275 15 870 5-92YZS1848 4800 * 1800 2 3-100 400 56-330 18.5 870 5-93YZS1848 4800 * 1600 3 3-100 400 56-330 18.5 870 5-92YZS1860 6000 * 1800 2 3-100 400 65-586 22 870 5-93YZS1860 6000 * 1860 3 3-100 400 65-586 22-30 870 5-92YZS2160 6000 * 2100 2 3-100 400 81-720 30 730 5-93YZS2160 6000 * 2100 3 3-100 400 81-720 30-37 730 5-92YZS2460 6000 * 2400 2 3-150 400 100-810 37 770 5-9Three-shakerModel screen surface diameter (mm) mesh sieve layers Size (mesh) Motor Power (kw) vibration frequencyHH-400 400 1-4 5-350 0.18 1374HH-600 600 1-4 5-350 0.55 1401HH-800 800 1-4 5-350 0.75 1420HH-1000 1000 1-4 5-350 1.1 1446HH-1200 1200 1-4 5-350 1.5 1461HH-1500 1500 1-4 5-350 2.2 1444Help1) unique mesh design, convenient and rapid replacement of screen (only 3-5 minutes), in addition to such designPermit the use of mesh (nylon, special long, PP Net).2) screen design; compact and easy to assemble, one person can operate machine.3) and other related brands comparison, a larger filter area and high efficiency of processing power.4) the parent fully support Net Net fine, so fine-Net can be an exclusive right of a longer life expectancy, and reduce the use of fine-Net supplies, deposition time of the production process can reduce a lot of cost. The role and principles of:The basic principles of the Department of Motor Borrow shaft installed on the bottom of a heavy hammer (Heng uneven weight), the rotation of motor sport will be transformed into horizontal, vertical, inclined three-sport, and then communicated to the sports screen surface. If the change in weights up and down the Department of the phase angle of the road can change the direction of raw materials.Electrical Usage:This series of motors to meet the following conditions when continuous output rated excitation.1, vibration acceleration: no more than 7g (g: acceleration due to gravity) 2, ambient temperature: not more than 40 ℃3, above sea level: not exceed 1000m4, power supply frequency: 50Hz5, voltage: 380V6, the temperature rise: less than 80K (resistance method)Preparation before installation1, check whether the motor signs in line with the requirements.2, using 500-volt megohm insulation resistance measurement table, and its value to deal with stator windings drying treatment, drying temperature should not exceed 120 ℃.3, inspection of all electrical fasteners, to guard against loosening. 4, check whether the damage to the electrical surface deformation.5, check whether the rotating flexible, if abnormal, should be excluded. 6, check power supply, whether the lack of phase, and no-load operation of 5 minutes.Installation and adjustment1, the electrical be fasteners at the installation level, the installation must be smooth and flat.2, the level of motor can be installed.3, the electrical lead-core rubber cable using four YZ-500V, then the power cable is not allowed when there is urgency pinout folding and reliable fixed-body vibration.4, the electrical grounding should be reliable, there is within the electrical grounding device, lead client has signs at the end of the foot can also make use of a solid grounding bolt.5, the adjustment of excitation force.Use and maintenance1, the machine should be installed in the electrical protection device. 2, the machine is running early, check every day for at least one anchor bolts to prevent loosening.3, when the motor rotation direction inconsistent with the requirements, you can adjust the power phase sequence.4, the electrical should guarantee good lubrication, each running about two weeks to add lithium-based grease (ZL-3) once, come on, through the oil cups add appropriate amount of lithium-based grease. When the use of sealed bearings, the motor is not installed on the oil cup.5, the machine is running a total of 1500 hours, they should check the bearings, if serious injury should be immediately replaced.6, the local parking again after a longer period of time when used in insulation resistance should be measured for the 500-volt megohm table measurements, should be larger than 0.5 megohm.Routine maintenance1, start before:(1) Inspection of rough and fine Net Net availability of breakage(2) whether each group of Beam Central locking2, start at:(1) watch for abnormal noise(2) whether the current stability(3) whether the vibration异状3, use: that is, each time after use clean up.Regular maintenanceNet regular inspection of rough, small networks and the availability of spring fatigue and damage, whether the various parts of the airframe vibration caused damage, need to add lubricants lubrication parts must come on.Vibration: With the model specification screen surface sieve size screen surface layers handle the volume of feed particle size motor power dual amplitude vibration frequency of these data, allowing the search of the person vibration sieve has a more profound understanding.Three major functions:Screener: can put particle, powder particles of different sizes are divided into paragraphs. Single雷诚vibration screening machines can be equipped to 5-storey screen, can continuous sub-selected grain size 2-6 months and to control the scope of the smaller particle size. Impurity: high-performance machine at high flow treatment process, to quickly clear the low percentage of large particles or small particles.Slag liquid separation: Vibration sieving function of the different types of non-serous insoluble solids rapid clearance, and continuous slagging. The impact of vibration factors Screening① the scope of appropriate particle size, material close to the boundaries of the particle size the more the more difficult when the diameter of separation;② material moisture content increased, viscosity increase, easy to plug into a corporation or sieve;③ particle shape, density, materials, screening is not easy;④ screening device parameters.Vibrating Screen Common Faults and troubleshooting methods:State1, the electrical switch to an adverse action2,异状voice3, raw materials can not be automatically discharged4, small Netease damaged5, stainless steel frame export dehiscenceCountermeasures Test Item(1) Make sure the power switch to open @(2) less than the length of cable to enable cable-for-bad @(3) whether the cable for cable disconnected @(4) one-way dynamic turn coil for motor burned @(5) injection of excessive lubricants @ continuous operation(1) not locking screw ring beam; @ locking nut(2) beam is not safe chimeric @ Central locking nut copper(3) Base Units instability @ stable base(4) spring broken @ replacement spring(5) body contact with other hardware @ set aside space for about l0 cm(6) electrical steel screws loose @ determine locking(7) with its mouth nesting material so that it does not contact contact @(1) motor running the wrong direction @ replacement power cord contact order(2) the angle between upper and lower eccentric block is too large so that the angle @ is less than 90 degrees(3) upper and lower eccentric block device error @ re eccentric eccentric block light up at the next block(1) Net direct impact of raw materials Noodles @ switch buffers(2) fine-Net is not taut @ re-replacement(3) Net has rough coarse replacement of damaged @ Net(4) wear thin rubber pad @ replacement(1) convergence of pipes or heavy weights hanging @ export isolation(2) there is no uniform locking ring beam @ locking ring beam Seven, mechanical maintenance※ routine maintenance:1, before: (A) Inspection of rough and fine Nets Nets damaged whether or not (B) whether each group of Beam Central locking2, start at: (A) pay attention to whether the abnormal noise (B) the stability of power supply (c) whether the vibration异状3, use: that is, each time after use clean ※ regular maintenance: 1, regular checks whether thickness Nets and spring fatigue and damage, whether the various parts of the airframe resulting from damage due to vibration.2, motor running about two weeks, must be timely to add a lithium-based grease (ZL 1 3). L500 accumulated running hours, check the bearings, if damaged replace immediately.※ Special NoteAny calls / letter inquiries about the DH series of three million vibration screening filter information, please also provide the following information to your query to make prompt and accurate reply.(1) need to deal with raw materials: the name of size structure of the proportion of water content the viscosity temperature other(2) the purpose of: Whole grade filter go miscellaneous other(3) handling capacity: kg / hour liter / hr(4) Screen Size (mesh or pore size) and screening series(5) job running time(6) Other special requirements: such as: temperature, resistance and other media.Vibrating screen applications in the pharmaceutical industry need to pay attention toPharmaceutical industry and people's health is closely linked with the relationship between the country so the requirements of the pharmaceutical industry is very stringent,Pharmaceutical industry for screening materials are also very stringent requirements are the most basic use of the pharmaceutical industry equipment vibration screening materials must be 304 or even 316 stainless steel material, not allowed to have contact with some material contamination, so rubber fittings, etc. must also be achieved food grade hygiene standard (silica gel), and the pharmaceutical industry require the screening equipment used for GMP production standards must be adopted. Shaker used in the pharmaceutical area, has a very stringent requirements on the pharmaceutical industry must meet the GMP production standards, this relation is called through the sieve of medicines will be contaminated.In fact, as a screening machine is not complex, the so-called GMP standards, in fact, on at material must be 304 stainless steel, in the rubber pieces on the selection, we must select Pharmaceutical Grade, equipment must be polished inside and outside, no black spots No glitches.振动筛概述主要分为直线振动筛、圆振动筛振动筛的别名又叫:三次元振动筛分过滤机-震动筛粉机—旋振筛机-震荡筛-振荡筛-振筛机-圆筛-圆振动筛圆振动筛的运动轨迹呈圆周,圆振筛做圆形运动,是一种多层数、高效新型振动筛。