碳化铬堆焊复合钢板及在水泥立磨设备上的应用
高碳化铬马氏体研磨介质在水泥粉磨中的应用
的单 、双闭路挤压联合粉磨工艺系统中,因辊压机 对物料的循环挤压 ( 循环次数3 5 ),经分级后 ~次 进入管磨机的物料粒度相对较小 且内部裂纹较多,
4 6
段 ,形成 四级级 配 ,平 均段 径D 、mm~lmm。 9 2
2 1 年 第1 02 期
No. 1 2 2 01
新 世 纪水 泥导报
C me t ief r e E o h e n d o w p c Gu N
文 献 标 识 码 :A 文 章编 号 :10 —4 32 1)10 4 —4 0 80 7 (0 20 —0 60
耐 磨 握 木
化 铬高 硬度研 磨介 质 的研 发 与应用 。 1水 泥粉 磨用 高硬 度研磨 介质研 制 背景
质平均尺寸大幅度降低 ,相应延长了管磨机的细磨 仓长 比例 ,细磨仓内所配小研磨介质数量增多,显 著提 高 了对 物料 的有 效磨 细功 能和 系统产 量 。 南于
颗 粒 较 细 物 料进 磨 量 大 ,若 要 实 现粉 磨 效 率 最 大 化 ,只能 通过 增加研 磨介 质 与物料 之 间接触 总表 面
中图 分 类 号 :T 7 .3 ; G1 QI26 2 T
高碳化铬马氏体研磨介质在水泥粉磨中的应用
何 顺 邹伟 斌 林
1 安徽省 宁国诚 信耐磨材料有 限公 司,22 0 ;2 中国建材工业经济研 究会水泥专业委 员会 ,10 4 . 400 005
摘
要
优化化学成分 提高磨球 中碳 化铬含量 ( 其硬度 可达到 110HV O 以上 ),可显 著提高研磨 介质
硬度 。在水 泥联 合粉磨 系统 中 ,高碳化铬 马 氏体高硬 度研磨介质具 有显著 的技 术优势 :适 应性强 、 耗量 磨
立磨生产设备技术改进实践

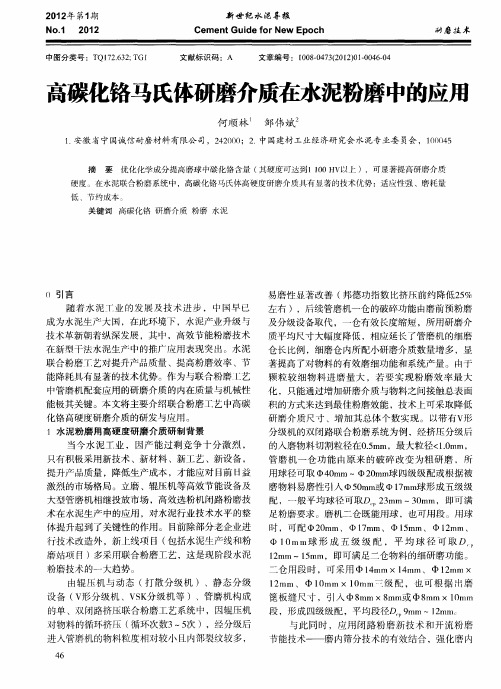
图 1 国产化辊 套运行 E0 磨损图 圈2 国 化 套 行30 h 焊 观 O h 产 辊 运 0 待 外 图 6
20 08年 1 2月 3 1日国产 化 辊 套 在线 连 续 运 行 2 ( , 503 h后期 主要 问题 : 套 大径 端耐 磨层 严 重剥 0 辊 落, 虽然 几经 修 复 , 效 果欠 佳 , 重影 响 了系 统运 但 严 行 的稳定 性 ,2月 3 1 1日大修期 间将其 更换下 来 。 2 选粉 机定子 、 转子 叶片 选 粉机转 子叶片相 对运 动 的颗 粒 , 速度较 高 , 静 止 的导 向需改变气 流运 动方 向进行 整流 ,因此 两者 均受到 较高强度 的冲刷 。 选粉机 转子 、 定子 叶片原来采 用普通钢 板材料 + 热 喷涂 耐磨 材料 , 运行 250h , 0 后 发现 相对 于 立磨 人 磨风 口上部定 子叶片 、 转子 叶片严 重磨 损 , 至发 甚
试及生产维护等工作, 现就对立磨耐磨材料的应用 经 验总结 如下 。 1 磨辊和磨盘堆焊及辊套国产化
磨 辊 主要 是 M 型 磨 辊 和磨 盘 衬 板磨 损 比较 严
重, 而且磨损发生在一个有限区域 内, 即靠近大直径
辊 宽大 约 1 / 。 由于该 立磨供 货 时随机 供有 堆 焊 4处 机, 因此 利用检 修期 间对辊 套磨损 区进 行表 面修复 ,
高 5 厚 度 1 m 弧 形 耐 磨 板 , 0mm, 2m 目的减 少 气 流
止堆焊后钢板弯曲变形 ,并把 自制耐磨材料主要应
用于磨机壳体衬板。以 u— le p p t复合 1 l钢板为 a 0mn 例 :自制耐磨钢板成本大约是 u— le p p t 复合钢板 a
1, / 寿命相当购买的一半 。很多厂家到实地考察后 3 效 做 , 得 了 良好 的经济效 益和社会 效益 。 取
各种耐磨材料在水泥行业的运用
随着新工艺、新装备的发展应用,如:立磨辊、盘,辊压机辊面,V型及其它各种选粉机风管、导风叶、撒料盘,风机叶轮、壳体,螺旋输送机叶片,溜槽,料仓等,铸造耐磨材料的应用受到限制,非铸造耐磨材料如:耐磨钢板、复合钢板、硬面堆焊、耐磨陶瓷片、耐磨陶瓷涂料、超高分子量聚乙烯板、环纳复合板等得到更广泛的应用。
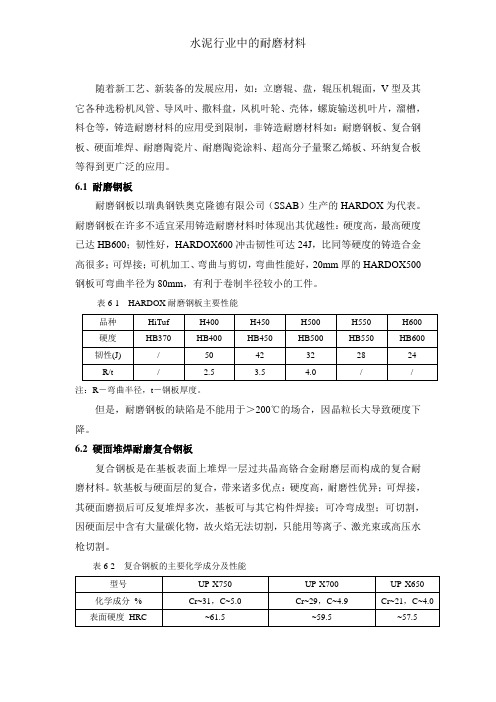
6.1 耐磨钢板耐磨钢板以瑞典钢铁奥克隆德有限公司(SSAB)生产的HARDOX为代表。
耐磨钢板在许多不适宜采用铸造耐磨材料时体现出其优越性:硬度高,最高硬度已达HB600;韧性好,HARDOX600冲击韧性可达24J,比同等硬度的铸造合金高很多;可焊接;可机加工、弯曲与剪切,弯曲性能好,20mm厚的HARDOX500钢板可弯曲半径为80mm,有利于卷制半径较小的工件。
表6-1HARDOX耐磨钢板主要性能注:R-弯曲半径,t-钢板厚度。
但是,耐磨钢板的缺陷是不能用于>200℃的场合,因晶粒长大导致硬度下降。
6.2 硬面堆焊耐磨复合钢板复合钢板是在基板表面上堆焊一层过共晶高铬合金耐磨层而构成的复合耐磨材料。
软基板与硬面层的复合,带来诸多优点:硬度高,耐磨性优异;可焊接,其硬面磨损后可反复堆焊多次,基板可与其它构件焊接;可冷弯成型;可切割,因硬面层中含有大量碳化物,故火焰无法切割,只能用等离子、激光束或高压水枪切割。
表6-2复合钢板的主要化学成分及性能注:最小弯曲半径为硬面层朝内的数值。
若硬面层朝外,弯曲半径×2。
复合钢板与HADOX钢板两者各有特长,从耐磨性比较,前者硬面层中含有硬度达HV1600的M7C3型碳化物,即使硬度相同,耐磨性远优于后者;从耐热性比较,前者在500℃下硬度基本不下降,耐热性优于后者;从工艺性比较,后者优于前者。
表6-3复合钢板和耐磨钢板技术经济指标对比6.3 硬面堆焊技术目前国内的硬面堆焊技术发展很快,除复合钢板外,在立磨辊、盘上的应用取得突破性进展,与铸造辊、盘相比,具有较大优势:可在各种金属材料(碳钢、铸铁、高铬铸铁、镍硬铸铁、高锰钢等)表面堆焊;对磨损后的高铬铸铁或镍硬铸铁立磨辊、盘进行在线或离线修复堆焊(离线修复的质量优于在线修复),可反复堆焊数次;修复一次的费用约相当于进口磨辊的1/3,国产磨辊的1/2;用碳钢铸造磨辊、盘的基体,预留尺寸后表面堆焊成成品,与整体铸造的磨辊、盘相比,售价略低,耐磨性更优。
堆焊管道在水泥行业的应用

张家港市新红宇耐磨材料有限公司是专业从事耐磨焊割产品的研 发、设计、生产、销售,并为客户量身定制耐磨堆焊产品高效节能技 术解决方案,国内唯一的耐磨行业高端产品和堆焊技术应用方案生产 商。公司主导产品包括耐磨堆焊管道、耐磨弯头、耐磨弯头、耐磨衬 板、耐磨复合钢板、耐磨复合管、双金属耐磨复合钢板,双金属耐磨 复合管、耐磨复合钢板、耐磨材料切割、耐磨件的加工与制造和应用 技术,产品和服务已广泛应用于矿山、水泥、火电、冶金等高能耗行 业,并为上述行业企业的球磨环节带来显著的节能、降耗、提产效果。
耐磨弯管、耐磨管
耐磨堆焊管道的优势:
1.提高经济效益:减少停机时间提高设备运转率,提高设备作业率,减少停产检修损失,提高产能,增 加效益 2.降低生产成本:维修成本,减少磨耗使设备产能降低及耗电增加的损失,减少工人数量,一次投资长 期受益,性价比高; 3.改善生产环境:大大降低磨耗破损落料而污染环境,避免跑冒滴露,有利环境保护,有利于厂区清洁; 4.保护工人健康:减少恶劣环境工作时间,减少高空和狭小空间作业,降低工作强度 5.社会效益显著:大大减少普通钢板材料使用,科技进步带来综合社会效益。
耐磨堆焊管道在水泥行业的应用
本公司生产的耐磨复合管、耐磨弯头堆焊耐磨管道在水泥、机械、 化工,建材、电力、冶金、煤矿、已经广泛应用,新红宇在同行业中独 家推出了符合最新标准要求的耐磨钢板生产线:生产出的耐磨复合钢板 表面硬度58--63度;在500°- 600°高温工况中仍具高耐磨性,回火
硬度HRC63°保持不变。水泥行业是我国的基础工业,也是我国工业行 业在国际竞争中最具有资源优势、劳动力优势、市场优势等于综合优势 的一个行业,有着良好的发展前景。随着我国成为世界水泥生产第一大 国,对与水泥生产相关的各个行业的用:
碳化铬涂层耐磨性及应用
碳化铬涂层耐磨性及应用碳化铬涂层是一种疏水、耐磨、耐蚀的薄膜涂层,具有较高的硬度和低的摩擦系数。
它广泛应用于机械制造、汽车制造、航空航天等领域,以提高零件的耐磨性和润滑性能。
碳化铬涂层的制备过程通常通过物理气相沉积技术(Physical Vapor Deposition, PVD)进行。
在真空环境中,通过将高纯度的铬靶与纯碳材料放置在靶枪中,利用靶枪中的电弧放电将铬靶和碳材料蒸发,形成带负电荷的离子束。
然后,将离子束在基材表面进行沉积,形成碳化铬涂层。
碳化铬涂层的耐磨性主要来源于其高硬度和良好的结合力。
碳化铬薄膜的硬度通常在1000~2000Hv之间,远远高于传统的金属材料。
这使得碳化铬涂层能够有效抵抗磨损、划伤等表面损伤。
此外,碳化铬与基材之间的结合力很强,能够保持涂层与基材之间的紧密结合,不易脱落。
碳化铬涂层不仅具有耐磨性,还具有优异的耐蚀性能。
由于碳化铬涂层的致密性和低的摩擦系数,它对氧化物、酸、碱等化学物质有较好的抵抗能力。
因此,碳化铬涂层在腐蚀环境下仍能保持零件的稳定性和长寿命。
在机械制造领域,碳化铬涂层被广泛应用于零件表面的耐磨处理。
例如,在模具制造中,常用碳化铬涂层来提高模具的耐磨性能,以延长模具的使用寿命。
此外,在高速切削、打磨、刻蚀等工序中,碳化铬涂层也能有效地保护刀具表面,提高切削效率和质量。
在汽车制造领域,碳化铬涂层常用于发动机缸体、活塞环、曲轴等关键零件的涂覆。
由于发动机环境的高温、高压和高摩擦特性,这些零件表面容易受到磨损和腐蚀的影响。
通过涂覆碳化铬涂层,能够有效提高发动机的工作效率和寿命。
在航空航天领域,碳化铬涂层被广泛应用于飞机发动机和涡轮机组件上。
航空发动机的高温、高压和高速工作环境对叶片和涡轮等关键零件的耐磨性能提出了较高的要求。
通过涂覆碳化铬涂层,可以提高零件的耐磨性能和使用寿命,减少维护和更换零件的次数,同时提高航空器的性能和经济效益。
总之,碳化铬涂层具有耐磨、耐腐蚀的特性,广泛应用于机械制造、汽车制造、航空航天等领域。
定向生长碳化铬堆焊复合耐磨板及其应用
定向生长碳化5堆焊复合耐磨板及其应用王微伟1,乔明亮2,赵春燕',刘爱国2(1.江苏瑞米克金属技术有限公司,江苏常州213172;2.沈阳理工大学,辽宁沈阳110159)摘要:采用药芯焊丝明弧自保焊技术在Q235C低碳钢基体上进行了双层耐磨堆焊,采用强制冷却技术对M'C3碳化物的生长方向进行了控制,制备出了定向生长碳化辂堆焊复合耐磨板#采用光学显微镜、硬度仪、针盘磨损试验机对耐磨板堆焊层的的显微组织、硬度和耐磨性能进行了测试分析。
结果表明,第一堆焊层为亚共晶成分,显微组织为马氏体(+残余奥氏体)+共晶组织;第二堆焊层为过共晶成分,显微组织为初生碳化物M7C3+共晶组织;从熔合区到堆焊表面硬度逐渐升高,堆焊表面硬度达到60.2HRC#通过强制冷却技术控制,第二堆焊层中M7C3碳化物的生长方向垂直于堆焊表面,有利于提高堆焊层的耐磨性,针盘磨损试验中磨损失重仅为作为对比试样的Q235C基体的1/30#在磨煤机筒体防磨板上的实际使用结果显示,其使用寿命达到某市售堆焊耐磨板的3倍#关键词:耐磨板;堆焊;碳化辂;定向生长中图分类号:TG455Hardfacel wear resistant composite plate witt orientate'ctromium carbide and is applicationWang Weiwl1,Qiao Mingliang2,Zhao Chunyan1,Lin Aiguo2$1.Jiangsu RemakeMeeaeTethn/egyC/.,Led.,Changzh/u2131'2,Jiangsu,China;2.Shenyang Ligong University,Shenyang110159,Liaoning,China)Abstrace:Low corbon steel Q235C plates were hardfaced wita cored wires,as welO as self-shielded open arc.Growth oeentation of M7C3corbides was controlled with forced cooling.Doubie-layered overlays w W orientated theomium taebideweeepeoduted on eheBubBeeaee.MiteoBeeuteueeB,haedneBand wea e eeBi ean te of ehe o A verlay were analyzed with opticoi microscope,hadness testee and pin-on-dWk weae testee.The results showed that composition of the first overlay was hypoeutectic and its microstructure consisted of martensite with residuai austenite and e utectic position of the second overlay was hypereutectic, and its microstructures consisted of primare corbides M7C3and eutectic microstructures.Hadness of tae ovee-lays incressed from the fsion boundare te tae surfaco of the second overlay.Hadness of the surfaco of tae overlay was60.2HRC.Controlled with forced cooling technology,growta oeentation of M7C3corbides in the second overlay was perpendiculae te the surfaco.Wee resistanco of tte overlay was incressed with oeentated-growing M7C3corbines,and wer loss in tae pin-on-disk test was only1/30of that of tte Q235C substrate.Applicotion in cool mili btrel showed0x0its life was3times of a cortain commercialiy aveilablehardfaced composite plate.Key words:w—resistant plate;hardfacing;chromium corbide;olentated growth62020年第5期0前言工业系统设备耐磨防护中常用的材料包括铸石、氧化铝陶瓷、超高分子量聚乙烯、合金钢耐磨板等,但这些材料存在脆性大、难以进行切割及焊接加工等一系列问题[1]#采用堆焊或熔敷技术制造的带有碳化物增强相的复合耐磨板具有耐磨性好、抗冲击、进行切割及焊接加工等优点,在耐磨防护中获得了广泛的应用[1"3]#在众多的碳化物中,碳化锯由于具有耐磨性能优异、价格低廉、可以在Fe-Cr-C合金体系中原位生成的特点,成为铁基耐磨材料堆焊、熔敷的首选增强材料。
堆焊再制造技术在水泥粉磨设备耐磨件上的应用
立磨磨辊 和盘瓦在线再制造是将堆焊机运到现
场 ,在立 磨 磨 辊/ 不 拆 除 的情 况下 ,使 用药 芯 焊丝 盘 进 行 明弧 堆 焊 再 制造 。 因为 不 用拆 卸 磨 辊 和 衬 板 ,
硬度平均值 。在实际耐磨件上堆焊l 层以上时 ,检 0
测 到 的 洛 氏硬 度 平 均值 可 比在 试 板 上 测 的硬 度 值 低 HRC 3~5 。用 手 持 式 硬 度 仪 在 耐 磨 件 上 检 验 硬 度
时 ,由于受 到人 为因素影响 ,允许按照3 %8 除检 o ) 0
验 到 的低 值 。 自动 堆 焊 后 的耐 磨 件 所 测 平 均硬 度值 应 达 到 洛 氏硬 度 H 5 以上 。其 它 采 取手 工 焊 条 电弧焊 、手 RC 5
磨 W s i
离线 堆 焊 的优点 包括 : 堆焊 再 制造 的磨 辊/ 瓦 盘 尺 寸不 受 限制 ,且各 种 形状 的磨 辊/ 瓦 均 可堆 焊 ; 盘 不会 影 响停 机 时 间 造成 附加 损 失 ;磨 损后 的磨 辊 、
在线 堆 焊再 制造 具有 如下 明显 优势 :
检测 、金属磁记忆检测等多种无损检测技术手段就 是要 发现和判断零部件的疲劳损伤累计 、疲劳应力
图3 煤立磨在线堆焊施工现场及堆焊前后对比
集 中、裂纹萌生和扩展 ,实现对零部件内部 和表面
1 2 ・ |水 池 2 1 . 0 ∞ . 1 01 5
磨
s g i n s
陷 ,堆焊失效发生 时应综合分析各种 因素 ,其 中原 工件本身的铸造质量是一个重要因素 ,即上文提到 的原工件 的剩余疲 劳寿命是否足够 、能否再制造 、
大型立磨堆焊技术应用

装备领域最后一个瓶颈被彻底打破。 自主品牌国产 大型立磨在国家重点大型水泥集团的成功投产 ,标
志着 我 国水 泥生 产原 料 备制 工艺 实现 了重大 进展 。
成为世界 上生产 立磨类型 、品种 、规 格和数量 最
多 的 设 备 制 造 厂 ,也 是 了 解 和 掌 握 各 种 机 型 技 术
N
l o
大型立磨堆焊技术应用
中信重工 机械股份有 限公 司 ( 河南洛 阳 4 13 ) 7 9 0 白金 生
一
、
概 述
磨机型 ,进行创新性研究 ,开发设计出了具有 自主
知 识 产权 的L M 系列矿 渣 立磨 、原 料 立磨 和水 泥 立 G
中国水泥企业 的发展 ,离不开水泥生产设备设
LG M 4 21 5
、
( )节约 电耗 1
以 日产5 0 5 2 4 2 0 4、 LG M ¥5 2 7 5
备 制 为 例 ,立 磨 节 能 效 果 达 2 % ~4 %,节能 环 保 0 0 效 益 十分 明显 。
 ̄ L M5 2 。磨盘最大直径50 mm,磨辊最大 中 I G 46 3 70 径 2 0 mm,最大磨辊单重 1 .6。原料立 磨最大 60 47 t 产量5 0/ 、矿渣立磨最大产量 10/ 、水 泥立磨 0t h t 7 h
最大 产 量7 t 。 5/ h
()节约投资 2
单台成本比进 口立磨 ̄10 万 00
元人民币 ,供货周期比进 口缩短 了4 个月以上 ,且见 效快,投资 回报早、备品备件供应和服务及时 。 ( )节 约用地 3 立磨集破碎等五大 功能为一
从20 年开始,我公司根据市场需求和企业产品 01 发展的需要 ,成立 了大型立磨研发专项课题组 ,进
镍基合金―碳化铬复合涂层耐磨特性的研究

镍基合金―碳化铬复合涂层耐磨特性的研究摘要:本文研究了一种新型的镍基合金―碳化铬复合涂层的耐磨特性。
通过热喷涂和等离子喷涂技术,在不同的工艺条件下制备了不同类型的复合涂层,采用摩擦磨损试验和磨耗试验研究了这些涂层的耐磨性能。
结果表明,所制备的复合涂层具有优异的耐磨性能,在高温、高压、高速等恶劣环境下具有较高的稳定性和可靠性,可以广泛应用于各种工业领域。
关键词:镍基合金、碳化铬、复合涂层、耐磨性能Introduction:镍基合金和碳化铬是两种重要的材料,在材料科学和工业生产中被广泛应用。
镍基合金具有优异的耐高温和耐腐蚀性能,应用广泛于航空、航天、能源等领域;碳化铬则以其高硬度、高耐磨性能而被应用于机械、汽车、工具制造等领域。
为了充分发挥这两种材料的优点,研究开发一种新型的镍基合金―碳化铬复合涂层,具有优异的耐磨性能,对于提高材料的使用寿命和性能有着重要意义。
Experimental:本研究采用了热喷涂和等离子喷涂技术制备了不同类型的镍基合金―碳化铬复合涂层,其中热喷涂采用了喷焊和喷涂两种方法,等离子喷涂采用了超声波助焊和离子注入等方法。
随后通过摩擦磨损试验和磨耗试验评估了这些涂层的耐磨性能。
Results:所制备的镍基合金―碳化铬复合涂层均具有较好的耐磨性能,其中热喷涂合成涂层的耐磨性能优于等离子喷涂合成涂层。
在高温、高压、高速等恶劣环境下,涂层仍然能够保持较高的稳定性和可靠性。
研究表明,所制备的镍基合金―碳化铬复合涂层在工业领域有广泛的应用前景。
Conclusion:本文研究了一种新型的镍基合金―碳化铬复合涂层的耐磨特性,通过热喷涂和等离子喷涂技术制备了不同类型的复合涂层,并采用摩擦磨损试验和磨耗试验评估了它们的耐磨性能。
结果表明,所制备的复合涂层具有优异的耐磨性能,在高温、高压、高速等恶劣环境下具有较高的稳定性和可靠性,可以广泛应用于各种工业领域。
进一步分析发现,所制备的镍基合金―碳化铬复合涂层具有较高的硬度和耐磨性能,这是由于合成涂层中的碳化铬颗粒可以形成刚性的结构,在摩擦和磨损过程中,有效防止了材料表面的塑性变形和剥蚀。
立式磨机工作原理与应用范围

立式磨机工作原理与应用范围复合式立式磨机设备是综合国内外同类立式磨机技术,对主要技术参数进行优化设计研制而成的新型细碎、粗磨产品,主要用于中型水泥厂破碎水泥生料、熟料,为水泥厂技术改造或新建水泥生产线提供了一种理想的细碎设备。
复合式立式磨机设备也适用于铁矿石、砂岩、石膏、高炉渣、煤矸石、块煤等其它中硬矿石的破碎,具有破碎比大、能耗小、运转平稳、结构简单、操作维修方便等特点。
复合式立式磨机设备工作原理复合式立式磨机是结合锤式,环锤式,立式磨机的原理,在其基础上生产的高节能型立式磨机,适用于破碎中等硬度以下物料,如石灰石、煤、石膏等,物料水分应小于%。
复合式立式磨机具有高效、节能、维修简单、易损件少、寿命长、整机可靠性高,并具有反击式、锤式和环锤式的多重优点。
复合式立式磨机是由电机带动一高速旋转的转子,惜助于转子上悬挂着的锤头及环锤,高速冲击给入的物料,被锤击的物料达到一定的加速度后撞击反击板并在反弹过程中物料之间无能耗相互碰撞并经环锤碾压达到粉碎之目的。
我厂生产的复合式立式磨机在能耗方面仅用了其4%—%左右的电能、锤头采用了高铬耐磨合金钢代替了原普遍使用的高锰钢,且锤头与反击板其间间隙可在~毫米之间任意调节。
设备维修费和维修工作量非常之小,可见其优越性所在。
复合式立式磨机是替代其它立式磨机的理想产品。
复合式立式磨机设备应用复合式立式磨机设备主要用于水泥厂、焦化厂、电厂的物料分碎,也适用于铁矿石、砂岩、石膏、高炉渣、煤矸石、块煤等其它中硬矿石的破碎,也是中型水泥厂破碎水泥生料、熟料,为水泥厂技术改造或新建水泥生产线提供了一种理想的细碎设备——复合式立式磨机设备。
</font>想要了解更多立式磨机相关信息,请访问立式磨机专题网站:。
欢迎转载!。
耐磨材料在立磨中的应用

耐 磨 丝 朱
中 图分 类 号 :T 7 . 25 T Q126 . H17 3 ; 1
耐 磨 材 料 在 立 磨 中 的 应 用
李柏林 敬清海 魏玉 波 成都建筑材料工业设计研究院有限公司 (10 1 602 )
摘 要 磨损 已成为影响立磨 运行可靠性和寿命的重要 因素 ,根据不 同部位 的不 同磨损机理 ,结合各种
等 。在 如此 复杂而 恶劣 的工况 下 ,如 何针对 不 同部
耐磨 钢 板 耐 磨 陶瓷 片 耐 磨 陶瓷 涂 料
E A C
B
位 的不 同磨 损 机 理 选 用 适 宜 的 耐磨 材 料 和 抗 磨 方
耐磨材料 各 自的特 点 ,针对性地选择适宜 的耐磨材料进行 防磨处理 ,才能经济有效地提高立磨 的综合抗磨损
能力 ,从 而提高设备的整体寿命 和可靠性 。
关键词 耐磨材料 抗磨损 立磨 可靠性 寿命
0 引 言
佳 ,B 、C、D、E 次 降低 。 依
表 1 常用 耐 磨 材 料 特 性 比 较
转子 叶 片处 于粗 粉物料 和 细粉 物料 的 主要 分 离 区域 ,在 承受 一定 物料 冲击 的 同时 ,运 动 中还受 离
心力 和振 动 的影 响 ,不 能采用 耐磨 陶瓷 片或 耐磨 陶
瓷涂料 等 ,因此 , 目前较 适宜 的材 料是 耐磨钢 板 ,
刷 ,机 体磨损 在所 难免 。而磨 损会造 成磨 机产量 降
耐磨铸铁
热 喷涂
渗碳
C
C
C
C
B B
C
C
B B
B
B
B B
A
B
C D
一种碳化铬复合耐磨钢板加工压头装置[实用新型专利]
![一种碳化铬复合耐磨钢板加工压头装置[实用新型专利]](https://img.taocdn.com/s3/m/9e572403551810a6f4248646.png)
专利名称:一种碳化铬复合耐磨钢板加工压头装置专利类型:实用新型专利
发明人:施志儒
申请号:CN201420328905.7
申请日:20140619
公开号:CN203944676U
公开日:
20141119
专利内容由知识产权出版社提供
摘要:本实用新型涉及碳化铬复合耐磨板加工技术领域,尤其涉及一种碳化铬复合耐磨钢板加工压头装置,其包括上模、中心轴、下模、限位柱、成型槽,所述下模顶端中间向内凹陷形成成型槽,所述下模两侧设置有两个与下模垂直的限位柱,所述下模内的成型槽内设置有中心轴,所述中心轴与上模连接,上模为倒锥形结构,上模顶端宽度大于限位柱之间的宽度,限位柱的数量至少为两根,中心轴底部的弧度与成型槽的弧度相同,中心轴为圆柱体结构,上模顶端为水平结构,本实用新型将刀片式压头装置根据工件实际弧度要求制作压模,节省重复压制时间且精度高,成型效率高,同时操作使用具有安全性,有非常好的效果。
申请人:苏州优霹耐磨复合材料有限公司
地址:215000 江苏省苏州市相城区东桥镇聚民路176号
国籍:CN
更多信息请下载全文后查看。
堆焊在水泥行业中的作用

堆焊在水泥行业中的应用2010-9-11 作者:0 引言为了解决水泥厂备件的磨损问题,提高备件的硬度、耐磨性和抗冲击性,同时不花费昂贵的费用,硬面堆焊技术应运而生。
采用硬面堆焊技术可以在备件表面形成高铬和铌的碳化物。
经验证,采用该项技术可获得最佳的耐磨效果,堆焊水泥立磨表面的焊接效率最高。
采用硬面焊接技术可以降低铸件的更换频率;因减少更换频率而降低更换费用;因采用专业化的焊接设备确保提供稳定的修复质量;因采用优异的焊接材料使产品在同等磨损条件下程度更轻、更均匀,生产效率更稳定、耐磨性与铸件相比有巨大提高[1];磨机系统综合性价比获得极大提高。
国外发达国家率先采用药芯焊丝明弧堆焊的方法,各种可改善性能的金属元素可以任意添加,使工件焊后的性能大大优于铸件性能。
自保护堆焊药芯焊丝由于不需要外加气体的保护,增加了堆焊修复的灵活性。
自保护药芯焊丝具有高熔敷效率、低稀释、操作方便等优点,便于进行连续操作方式的机械化自动化生产。
明弧焊工艺不会造成磨辊或磨盘焊裂,焊接过程工件的表面温度不高于90度;解决了在大型立磨修复领域是埋弧焊禁区的问题。
1 耐磨堆焊材料在水泥行业中的应用1.1 堆焊药芯焊丝在水泥行业中的应用焊修复用的焊丝分为实芯和药芯的两大类。
其中的药芯的又分为气体保护和自保护两种。
国外发达国家率先采用药芯焊丝明弧堆焊的方法,各种可改善性能的金属元素可以任意添加,使工件焊后的性能大大优于铸件性能。
自保护堆焊药芯焊丝由于不需要外加气体的保护,增加了堆焊修复的灵活性。
自保护药芯焊丝具有高熔敷效率、低稀释、操作方便等优点,便于进行连续操作方式的机械化自动化生产。
明弧焊工艺不会造成磨辊或磨盘焊裂,焊接过程工件的表面温度不高于90度;解决了在大型立磨修复领域是埋弧焊禁区的问题。
1.2 堆焊合金在水泥行业中的应用1.2.1 高碳高铬合金类堆焊材料目前,立磨所使用的磨辊、磨盘分铸造部件和堆焊部件两类。
这两种部件耐磨层的化学成分都属于高碳高铬合金铸铁系列,铸造件中含有一定量的Ni元素,引起它们耐磨性差异的原因在于两者的显微组织分布状态和性能的不同。
堆焊耐磨衬板

堆焊耐磨衬板,是指在A3钢板上直接堆焊高硬度,高合金的耐磨焊丝制造而成的耐磨衬板。
与传统的耐磨衬板相比,传统耐磨衬板是由钢厂经过溶解,轧制制造而成,而这种新型的堆焊耐磨衬板生产经堆焊后载通过切割、卷板变形、打孔和焊接等生产工艺加工而成各种耐磨衬板,如输送机衬板、给煤机底板/旋风分离器倒锥和衬板、耐磨叶片等,耐磨寿命可比普通钢板提高15倍以上。
堆焊耐磨衬板起源于1963年,由美国人A modly R F.发明而成,而我国大概是1975年由哈尔滨焊接研究所开始引入中国,后在哈焊所从事这方面研究的老师调入吉林大学,因此1980年后吉林大学也开始了这方面的研究工作,当时的研究工作主要集中在设备的开发和改进方面。
1982年,吉林大学硕士研究生王智慧,调入北京工业大学任教,同时在任教期间一直从事堆焊耐磨板的研究,终于在1985年研制成功,1986年北京固本科技有限公司与王教授合作,生产出了国内第一张堆焊耐磨板,固本耐磨板,将这种新型的耐磨衬板推向工业用途。
到目前为止,这种耐磨板在设备上经历了四次改革,国内还是以整张3平米居多,德国法奥迪可生产6平米的板,而国内最大的耐磨板制造商北京固本目前最大的一条生产线,一次性能生产12平米的板。
耐磨钢板具有高耐磨性、耐冲击、可变形和可焊接等性能,可像钢板一样直接进行卷曲变形、切割和打孔等加工环节,加工成工程部件以满足磨损工矿投入使用。
产品性能参数:密度≥3.6 g/cm3洛氏硬度≥85 HRC压强度≥850 Mpa断裂韧性KΙC≥4.8MPa·m1/2抗弯强度≥290MPa导热系数20W/m.K热膨胀系数:7.2×10-6m/m.K与众多耐磨材料相比,耐磨复合钢板有其不可替代的显著特点:1、高耐磨性合金层的化学成分中碳含量达4~6%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到45%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800,高于沙石中石英的硬度HV800~1200。
立磨磨辊堆焊中的应用

立磨磨辊堆焊中的应用水泥标杆第582天发文!随着立磨在水泥行业的推广应用,对磨辊和磨盘的耐磨性提出了越来越高的要求。
目前国内部分使用的是进口的立磨磨机,如德国的莱歇公司、伯力鸠斯公司、非凡公司、丹麦史密斯、日本宇部公司、神户制钢等,一部分则使用的是国产立磨磨机,如中信重工机械股份有限公司、成都建筑材料工业设计研究院、天津水泥工业设计研究院、沈阳重型机械公司等。
......一、前言随着立磨在水泥行业的推广应用,对磨辊和磨盘的耐磨性提出了越来越高的要求。
目前国内部分使用的是进口的立磨磨机,如德国的莱歇公司、伯力鸠斯公司、非凡公司、丹麦史密斯、日本宇部公司、神户制钢等,一部分则使用的是国产立磨磨机,如中信重工机械股份有限公司、成都建筑材料工业设计研究院、天津水泥工业设计研究院、沈阳重型机械公司等。
立磨磨辊由于其恶劣的工作条件造成辊面磨损严重,因此,在制造磨机时,立磨磨辊辊套及磨盘衬板一般采用整体耐磨合金铸造(高铬铸铁或镍硬铸铁)或复合耐磨堆焊的方法制造,以期提高辊体及磨盘的耐磨性和使用寿命。
由于整体铸造的磨辊存在辊体本身脆性大,堆焊修复比较困难等缺点,国内外多家公司在制造大型立磨磨辊及磨盘时已开始倾向于采用复合耐磨堆焊的方法,即:辊体基体采用韧性良好的低碳钢和低合金钢,表面堆焊耐磨材料进行有效防护。
这样既可以保证工件表面具有优良的耐磨性,又可使辊体具有良好的综合机械性能,不存在开裂或断裂的危险。
另外,这种钢机体的工件可进行多次堆焊,大大减少设备的备件成本。
因此,复合耐磨堆焊是目前的一种发展趋势。
二、磨辊常用焊接材料类型及特点在立磨磨辊堆焊工程中,焊丝的质量决定了堆焊后磨辊的使用寿命。
目前用于立磨堆焊的焊丝均为高铬合金铸铁类药芯焊丝,根据不同工况的要求,以及对耐磨性的不同要求,高铬合金铸铁类药芯焊丝的合金类型主要有三种,见表一所示。
1#号为普通高铬铸铁类型,用于工况较好,磨损不是特别严重的场合;2#为高铌高铬铸铁类型,用于工况较恶劣、磨损较严重的场合;3#为复合型多元合金高铬铸铁类型,用于工况较恶劣、磨损较严重的场合;表一立磨用药芯焊丝合金类型三、ZD-O系列药芯焊丝的堆焊应用郑州机械研究所是国内耐磨堆焊专家,在辊压机辊子堆焊、修复方面始终领先于同行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳化铬堆焊复合钢板及 在水泥立磨设备上的应用
□文 / 闫志醒 孟昭宏 摘要:本文简要介绍了碳化铬堆焊复合钢板的制造原理、 耐磨性能、机加工特点极其在水泥立磨设备上的应用实例。
水泥行业中,粉碎研磨生料、矿渣的立式辊磨 (简称立磨)因具有高效、节能以及环保的特点,现 已广泛推广应用, 但其因物料处理量极大, 不采用耐 磨材料制作的立磨易损件, 使用寿命仅几个月, 过早 地磨损报废。进口立磨设备大多采用耐磨材料制作 易损件,以国外某公司生产的 ATOX50 立磨为例,除 磨辊辊套和磨盘衬板采用高铬铸铁材料外,磨壳衬 板、 导风锥衬板、 磨辊护套、 拉杆护套、 入料溜槽衬 板以及选粉机动静导向叶片均采用高铬堆焊复合钢 板制作以提高使用ቤተ መጻሕፍቲ ባይዱ命。中国农业机械化科学研究 院(中包公司)1988 年在国内最早完成了碳化铬堆 焊复合钢板 (简称复合钢板) 的立项研究与机械工业 部部级科研鉴定。应市场需求,1995 年自主建厂开 始复合钢板的批量生产,并在国内钢铁、煤炭、化 工、水泥、发电、码头装卸行业均有大规模推广应 用,成效显著。
图 2 护锥和护罩
图 3 导风锥衬板
・62・
2 0 0 7 年第 4 期
堆焊。 加粉堆焊是指在埋弧堆焊过程中, 将耐磨合金粉 末材料按一定重量比送入焊接熔池中, 合金粉末与焊 丝一起熔化, 凝固结晶后形成高耐磨合金堆焊层。 焊 丝可以是单根实心丝, 也可以是多根实心丝, 或者是 带极。 2 、复合钢板的特点 (1) 生产效率高。与其它堆焊方法相比,加粉 堆焊具有很高的堆焊熔敷率:单丝和管丝埋弧堆焊、 钨极氩弧堆焊、 等离子弧堆焊(自动送粉)、 手工电弧 堆焊的熔敷率分别为 4.5~11.3、0.5~4.5、0.5~ 6.8、2~6 公斤 / 小时,而加粉埋弧堆焊(单丝)的熔 敷率达20~30公斤/小时。 加粉堆焊焊道宽度为40~ 50mm,单层焊道厚度可达 4~6mm,堆焊效率高,成 本低,是实现大面积耐磨防护的有效方法。 (2)粉丝比高。 粉丝比是指堆焊层中合金粉与焊 丝的重量比。 现行的耐磨药芯焊丝合金粉与包裹合金 粉铁皮的重量比为 0.8~1.2,而加粉堆焊的粉丝比 高达 2, 比前者高一倍多。 高比率的合金粉加入量可 以获得高合金含量的优质耐磨层。 使埋弧堆焊有一定 程度的母材稀释率,但堆焊过程中加入大量的合金 粉, 可以消除因母材稀释而带来的降低耐磨性和硬度
图 1 给出了复合钢板与 T10 淬火钢的耐磨性比 较。试验结果表明,复合钢板堆焊层的耐磨性是后 者的 7 倍;与常用的几种耐磨材料对比,是高锰钢 的 5 ~10 倍,是高铬铸铁的 1~2 倍,是普碳钢的 20~30 倍,与陶瓷材料相当,但抗冲击性能更好。 复合钢板堆焊层的含碳量可达 5%~6%,含铬量 超过 30%。如此高的合金成分,在轧制钢材和铸造合 金中均无法获得。高耐磨的堆焊层和高韧性的母板, 使复合钢板具有既耐磨,又耐冲击的双重特性。 (4) 加工性能好。复合钢板可以通过切割、调 平、打孔、弯曲、卷板和焊接等工序,制造成平 板、弧板、圆筒及锥筒等工程结构零部件。复合 衬板可以采用螺栓或塞焊连接的方法,安装固定在 设备上,更换维修很方便。 (5)性价比高。 复合钢板虽然因材料和工艺原因 价格高于普通钢板, 但其使用寿命的大幅提高, 使得 立磨设备停机检修时间和维修费用大为减少。经计 算,复合钢板的性价比比普通钢板高约 2~4 倍。物 料处理量越大, 设备磨损越严重的企业, 使用复合钢 板的经济效果越明显。
二、钢板在水泥厂立磨设备上的 应用
立磨工作时, 物料经过入料溜槽进入磨机内, 借 助磨辊和磨盘的辊压和碾磨被粉碎 粉碎后的细粉溢 ; 出磨盘, 被从磨机底部通过导风环吹入的60~70米/ 秒以上的上升热气流烘干, 并带入选粉机进行粒度筛 选 合格的细粉排出磨外, ; 不合格的粉末仍回到磨盘 上进行再粉磨直至粉磨合格。 由此可知, 立磨内的零部件受到块状的磨粒磨损 和高速气流携带的粉末颗粒的冲刷磨损, 工况条件极 其恶劣, 若不采用耐磨材料, 多数零部件的使用寿命 仅仅几个月, 甚至更短。 典型的易损零部件有入料溜 槽衬板、 磨壳衬板、 磨体护板、 导风锥衬板 (或称护
图 1 堆焊层成份与耐磨性能
板) 磨辊护套 、 (或称保护环) 选粉机导向叶片、 、 回 料锥形斗、拉杆护罩、刮料板及抗扭装置保护板等。 中国农机院中包公司自上世纪 90年代起致力于 进口水泥立磨设备易损零部件的国产化研制,采用 自行开发生产的碳化铬堆焊复合钢板制作上述易损零 部件, 提高其使用寿命, 获得了显著的技术和经济效 果。 国产化开发生产的立磨耐磨零部件见图 2、 图3, 其耐磨性能已达到国外同类产品的先进水平, 使用寿 命普遍提高3~5倍。 选粉机导向叶片可使用2~ 如, 3 年(矿渣立磨) ,导风锥衬板和磨体护板(原料立 磨)可使用 2~3 年,磨辊护套可使用 1.5~2 年,回 料锥形斗可使用3年以上。 同时, 该企业生产周期短, 价格远低于进口同类零部件, 可为国内水泥企业节约 大量生产成本,取得更大的经济效益。■
一、复合钢板及其特点
1 、复合钢板的制造原理 美、英、德等欧美工业强国早在上世纪 6 0 年 代就致力于复合钢板的研究、开发与推广,并将此 制造工艺称之为 Bulk welding,国内则称之为加粉
2 0 0 7 年第 4 期
・61・
论坛・技 术 与 应 用
的影响。 (3) 耐磨性好,抗冲击。加粉堆焊层的金相组 织显示,在马氏体 + 奥氏体基体上弥散分布大量六 角形的碳化铬硬质相。碳化铬的显微硬度达到 Hv1300~1800, 堆焊层的表面硬度为HRc56~62, 高 硬度的碳化铬可以有效地防止石灰石和矿渣原料对易 损件表面的磨损。