大功率激光机报警处理
激光设备常见故障及处理方法
激光设备常见故障及处理方法激光设备是一种高精密度的设备,由于复杂的工作原理和结构,也容易出现故障。
以下是激光设备常见故障及处理方法:1.激光器无法启动或无法保持输出功率稳定可能原因:-激光泵浦光源故障:检查泵浦光源是否正常运行,是否需要更换或维修。
-激光器冷却系统问题:检查冷却系统是否正常运行,是否需要清洁或更换冷却液。
-激光器光谱镜片故障:检查光谱镜片是否清洁,是否需要更换。
-激光器谐振腔问题:检查谐振腔是否需要调整或维修。
处理方法:-根据具体原因进行相应的维修或更换工作。
-定期检查和维护激光设备,预防潜在问题的发生。
2.激光束质量变差或出现故障可能原因:-激光器激光束调制问题:检查激光器的调制系统是否正常工作。
-光学元件污染或损坏:检查镜片和透镜是否干净,是否需要清洁或更换。
-激光器输出光路对准问题:检查激光器输出光路是否正确调整。
处理方法:-清洁或更换污损或损坏的光学元件。
-调整激光器输出光路,确保正常工作。
3.激光器频率漂移或不稳定可能原因:-激光器锁模系统故障:检查锁模系统是否正常运行。
-温度漂移:检查激光器周围温度是否稳定,是否需要调整。
处理方法:-维修或更换激光器锁模系统。
-确保激光器周围温度稳定,也可以通过外部温控系统进行调整。
4.激光器功率过低或过高可能原因:-激光器光源问题:检查光源是否正常工作,是否需要更换。
-激光器调制和放大系统问题:检查调制和放大系统是否正常运行。
处理方法:-更换光源或进行维修。
-进一步检查和维修激光器调制和放大系统。
5.激光器电源故障可能原因:-电源供电问题:检查供电电压是否稳定,是否需要修复或更换供电线路。
处理方法:-检查供电线路的电压和电流,并根据需要修复或更换。
以上是激光设备常见故障及处理方法的概述,具体处理方法应根据不同激光设备的具体情况来调整和执行。
在处理时,一定要注意安全,并在必要的情况下寻求专业人士的帮助。
IPG光纤激光器诊断手册
外部急停 失败描述:
至少外部紧急停止的两个通道被打开。激光操作将停止,电源会关闭,激 光正面的黄色联锁灯将亮。 故障排除:
检查外部紧急停止状态的两个通道。外部紧急停止电路集成在XP2安全 接口。通道1 XP2安全接口C1 - C4,通道2 XP2 C2 - C3。如果一个通道因为 任何理由断开,有必要将第二个通道也断开,两个一起关闭。
激光模块没连接 失败描述:
这个报警显示模块和通信之间的连接断开,“激光错误”将置为高电平。 故障排除:
关闭电源开关,钥匙开关放到OFF,打开激光器前门。 检查所有激光模块通信电缆。检查所有是固定的电缆。钥匙开关放在 “Robot”或“TEST” 。 检查所有激光器模块绿色发光二极管是显示的。一个红色LED显示有错 误在激光模块。通信中断时,LED没有显示。 打开LaserNet系统里面日志文件文件夹并选择故障发生时的日期。右击 鼠标变成淡蓝色日志窗口。选择所有文件并按加载。文件被保存在计算机的 硬盘LaserNet对应的子文件夹在LaserNet激光组的名称。日志保存到一个文 件夹中对应的日期。将日志发送到IPG.
激光器中有水 失败描述:
在漏水的情况下,一两个漏水传感器将处于检测水中。这些传感器将断开安全 回路和关闭主电源开关。故障“激光有水”和“激光错误”将被激活。 故障排除:
立即关掉激光主开关。检查泄漏传感器和机箱是否有水。检查是否有漏水的管 道或软管 。
在大多数情况下,小的水泄漏的原因可以轻易解决。如果有任何密封漏水问题 可联系IPG。问题排除后剩下的水必须移除激光机箱。
如果没有其他报警信息,检查漏水传感器。水内漏的激光将首先激活报 警“激光进水”,排除漏水后报警消息“激光进水”将会消失,报警信息 “外控紧急停止”置为高电平。有必要断开XP2接口的两通道重置报警信息
激光机常见故障以及解决方法

激光机常见故障以及解决方法激光机是一种常见的工业加工设备,由于其高功率、高频率的作业特点,经常会遇到各种故障。
以下是激光机常见的故障以及解决方法:故障一:激光输出功率不稳激光输出功率不稳是激光机工作中常见的问题,这可能是由于激光机内部温度误差过大、激光管老化等原因导致。
解决方法:1.在激光机工作之前应该充分的预热。
2.检查激光机光学系统是否存在损坏,有需要调整的地方及时调整。
3.检查激光管是否工作正常,如果出现问题需要及时更换。
故障二:激光束快速移动,反应速度慢当激光机工作时,如果出现激光束快速移动的情况,同时反应速度缓慢,那么就存在故障。
这可能是由于激光机光路系统设计不严谨、激光器的排气技术不合理等原因导致。
解决方法:1.检查激光机光路系统是否存在设计问题,有需要调整的地方及时调整。
2.检查激光器的排气技术是否合理,如果发现有问题可以更换排气技术。
3.对激光器进行清洗和维护,定期清洗激光器的内部,同时进行维护。
故障三:激光束大小不均匀激光束大小不均匀是激光机常见的故障之一,很多时候这种故障是由于激光机的镜头没有正确定位造成的。
解决方法:1.检查激光机的镜头是否被移位,如果移位则需要重新调整。
2.检查激光机的光路系统是否存在设计问题,如果设计不严谨需要及时更换。
3.检查激光机的棱镜是否受损,如果受损需要及时更换棱镜。
故障四:激光束不稳,无法保持一直运行当激光机工作时,可能会出现激光束不稳定的情况,这可能是由于激光机内部存在泄漏、镜头移位等原因导致。
解决方法:1.检查激光机内部是否存在泄漏,如果存在泄漏则需要及时维修。
2.检查激光机的镜头是否移位,如果移位则需要重新调整。
3.检查激光机的光学系统是否存在损坏,有需要调整的地方及时调整。
总结:对于激光机常见的故障,我们需要及时进行维修和保养,同时需要注意加强激光机的日常使用管理,这样才能更好的保持激光机的正常运行。
激光设备常见故障及维修方法
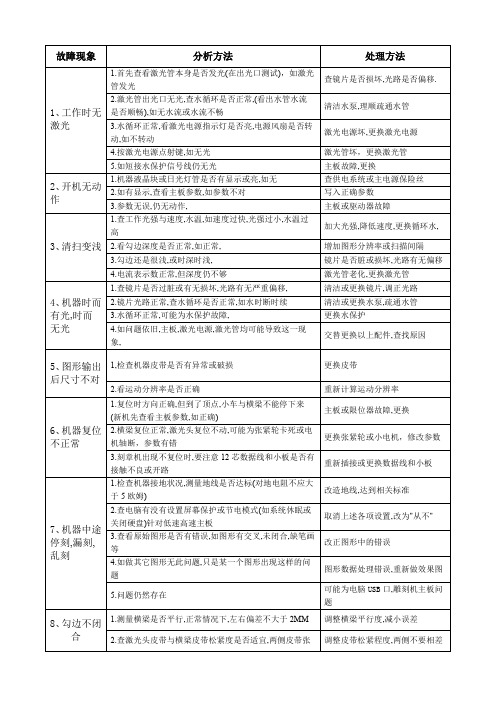
故障现象分析方法处理方法1、工作时无激光1.首先查看激光管本身是否发光(在出光口测试),如激光管发光查镜片是否损坏,光路是否偏移.2.激光管出光口无光,查水循环是否正常,(看出水管水流是否顺畅),如无水流或水流不畅清洁水泵,理顺疏通水管3.水循环正常,看激光电源指示灯是否亮,电源风扇是否转动,如不转动激光电源坏,更换激光电源4.按激光电源点射键,如无光激光管坏,更换激光管5.如短接水保护信号线仍无光主板故障,更换2、开机无动作1.机器液晶块或日光灯管是否有显示或亮,如无查供电系统或主电源保险丝2.如有显示,查看主板参数,如参数不对写入正确参数3.参数无误,仍无动作,主板或驱动器故障3、清扫变浅1.查工作光强与速度,水温,如速度过快,光强过小,水温过高加大光强,降低速度,更换循环水,2.看勾边深度是否正常,如正常,增加图形分辨率或扫描间隔3.勾边还是很浅,或时深时浅,镜片是否脏或损坏,光路有无偏移4.电流表示数正常,但深度仍不够激光管老化,更换激光管4、机器时而有光,时而无光1.查镜片是否过脏或有无损坏,光路有无严重偏移,清洁或更换镜片,调正光路2.镜片光路正常,查水循环是否正常,如水时断时续清洁或更换水泵,疏通水管3.水循环正常,可能为水保护故障,更换水保护4.如问题依旧,主板,激光电源,激光管均可能导致这一现象,交替更换以上配件,查找原因5、图形输出后尺寸不对1,检查机器皮带是否有异常或破损更换皮带2.看运动分辨率是否正确重新计算运动分辨率6、机器复位不正常1.复位时方向正确,但到了顶点,小车与横梁不能停下来(新机先查看主板参数,如正确)主板或限位器故障,更换2.横梁复位正常,激光头复位不动,可能为张紧轮卡死或电机轴断,参数有错更换张紧轮或小电机,修改参数3.刻章机出现不复位时,要注意12芯数据线和小板是否有接触不良或开路重新插接或更换数据线和小板7、机器中途停刻,漏刻,乱刻1.检查机器接地状况,测量地线是否达标(对地电阻不应大于5欧姆)改造地线,达到相关标准2.查电脑有没有设置屏幕保护或节电模式(如系统休眠或关闭硬盘)针对低速高速主板取消上述各项设置,改为"从不" 3.查看原始图形是否有错误,如图形有交叉,未闭合,缺笔画等改正图形中的错误4.如做其它图形无此问题,只是某一个图形出现这样的问题图形数据处理错误,重新做效果图5.问题仍然存在可能为电脑USB口,雕刻机主板问题8、勾边不闭合1.测量横梁是否平行,正常情况下,左右偏差不大于2MM调整横梁平行度,减小误差2.查激光头皮带与横梁皮带松紧度是否适宜,两侧皮带张调整皮带松紧程度,两侧不要相差紧程度是否相同太多3.开机状态下,用手推拉激光头及横梁,上下轻轻搬动激光头,看是否有机械间隙,如有加紧电机或传动轴同步轮,更换滑块9、清扫或勾边错位1.任何图形,速度过快均会引起错位降低工作速度2.在输出软件中放大原始图形,查看图形本身有无错位现象改正原始图形中的错误3.试做另一块样版,看是否只有某图形有问题,如其图没有图形数据错误,重新制作效果图4.查看同步带是否过松,横梁两侧皮带是否张紧程度相同调整同步带松紧度5.电机与传动轴同步轮是否有间隙紧固同步轮6.检查横梁是否平行,横梁支座与小车滑块是否有磨损现象调整横梁平行度,更换支座或滑块7.主板或驱动器故障更换主板或驱动器10、清扫或勾边有锯齿1.速度过快降低速度2.如用BMP位图格式输出,查看图形分辨率在图形尺寸无误的前提下,尽量加大分辨率3.小车与横梁同步带是否过松或过紧调整同步带张紧程度4.检查X向张紧轮,是否因磨损出现间隙更换张紧轮5.停机状态下,查看激光头或滑块有无间隙更换滑块或紧固激光头6.查看四片激光镜片处有无破损或松动,特别是激光头上方反光镜与聚焦镜是否安装牢固紧固有松动的镜片,或更换破损的镜片11、端口打不开(或连续发送机器不动)1.检查接地状况,地线安装是否达到相关标准(静电干扰将影响数据通讯)改造地线,达到相关标准2.查USB数据数各接口是否出现松动,接触不良等现象处理接头或更换数据线.B驱动程序是否正确安装重新安装USB驱动程序4.神绘软件中输出端口是否与电脑中生成的串口一致修改神绘软件中串口设置5.激光电源的高压接头端或激光电源有问题重新连接或更换激光电源6电脑USB接口是否有问题,可以用其他USB设备测试换USB口或用另外电脑试机7.机器主板问题更换主板12、清扫效果不好,勾边线条很粗1.检查焦距是否正确,特别是清洗镜片或更换新镜片后(此处注意聚焦镜是有方向性的)调整正确的焦距值2.查看四片镜片有无破损或过脏现象(镜片破损或过脏,会使激光散射)更换或清洗镜片3.检查激光管出光口光斑质量,若出现两点或光点不圆,空心等现象,为激光管支承点、方向是否合适、激光管本身调整支承、转动方向、更换激光管13、激光头头出光口有火花1.如用在橡胶版行业,胶版有杂质,易出现此现象,应无影响无需处理,建议客户选用优质胶版2.查看激光头上的气管,是否有较强的气流喷出,因气管路径较长,易打折,堵塞或磨破清洁或更换气管3.检查气泵本身是否有故障,如气泵出气量小或不工作更换气泵14、循环水升温很快1.激光工作光强过大在保证切割深度的前提下,尽量减小光强2.连续不间断工作时间过长要求客户每过4个小时,停机半小时3.检查冷却水出水管回流是否正常,水流是否顺畅,机内乳理顺水管,使水流顺畅胶管是否打折4.检查水泵或进出水管是否过脏,水保护是否有无堵塞现象清洁水泵及水管,更换水保护5.查看潜水泵出水量及水压是否正常,如出水很小更换水泵或冷水机15、冷水机报警(普通机型无冷水机)1.先要保证用户供电系统正常,电压偏低易引起冷水机报警保证电压正常,必要可选用稳压器2.看冷水机内水量够不够,水量过少会报警加满纯净水3.水管是否堵塞或打折,水保护是否有堵塞,均会引起报警清洁或理顺水管及水保护4.水温是否过高,水温超过限定值,会引起报警,常换水,或停机半小时再开机雕刻5.查冷水机内水泵是否出水正常,无水或水流很小,更换冷水机16、开机无显示及按键无动作1.重新开机看横梁与小车复位是否正常,如无动作,按故障"2"的提示进行处理,2.开机复位正常,按动机器面板上的方向键及功能键,看是否正常,如按键一切正常液晶显示块坏,更换3.如按键不正常,方向键无动作,面板损坏更换面板17、电流不稳或不受控制1.主板或接线板有问题更换主板或接线板2.激光电源有问题更换激光电源18、开机激光头或横梁抖动现象1.先查看主板参数中,"复位检测极性"是否正确按正确参数写入雕刻机2.关机后用手移动小车与横梁,如阻力明显,查看左侧张紧轮,小车滑块清洁导轨,滑块,更换张紧轮3.查看同步带与激光头吹风管有无卡住,横梁是否偏移严重,调整横梁及皮带,理顺吹气管4.检查电机及驱动器是否有故障,更换电机或驱动器5.如问题仍然存在,可能为主板故障更换主板19、开机连续发光1.先查看主板参数中,激光器类型是否正确激光器类型要设为"国产管"2.检查机器地线是否接好给机器连接好地线3.激光电源故障更换激光电源4.主板故障更换主板20、工作时高压打火1.先确定高压打火的位置,如是激光管与激光电源高压接处,看接头是否放置正确或者高压支座下面潮湿将接头卡在绝缘支架上或用风筒吹干受潮部分2.查看高压接头是否对接牢固,有无虚连现象保证接点无虚连,对接牢固3.如打火在激光电源内部更换激光电源4.激光管高压端打火或更换激光电源后仍打火更换激光管。
激光机报警详情说明

激光机报警详情说明编号. 信息原因与补救措施2500 MAIN AIR PRESSUREDOWNPRESSION D'AIRINSUFFISANTEKEINE DRUCKLUFTPRESSIONE ARIAPRINCIPALE BASSA 压缩空气按照低于0.4 MPa {4.0 kgf/cm2或57 psi}提供。
将气压恢复倒正常压力,并按下ALARM RESET(报警复位)按钮,就可以清除报警。
检查气源压力与管路系统。
如果CNC系统处于手动或回零方式,那么,该报警信息就以警告形式处理。
2501 CIRCUIT PROTECTORTRIPDISJONCTEUR DESECURITE DECLENCHESICHERUNGAUSGELOESTSCATTO PROTEZIONECIRCUITI 因100 VAC 或24 VDC 电路过载已经导致CNC系统的电路保护器跳闸。
将机床断路器打到OFF位置,将跳闸电路保护器打到ON位置。
将机床断路器返回到ON 位置,按下NC RESET(NC复位)按钮,就可以清除报警。
如果不知道跳闸原因,则与AMADA 公司取得联系。
2502 DEAD ZONEZONE DE SECURITEPINCETOT-ZONEZONA MORTA 其中的一个工件夹钳已经进入到容易碰撞激光切割头的死区。
将CNC方式换成手动方式,并按照“+”方向移动Z-轴,就可以清除报警。
将工件夹钳重新定位,更改切割开始点,或校正程序。
2503 SAFETY STOPARRET SECURITESICHERHEITSSTOPARRESTO DI SICUREZZA 备选安全设备已经操作。
排除原因,并按下SAFETY DEVICE RESET(安全设备复位)按钮,就可以消除报警。
2504 CUTTING HEADCONNECTIONDEFAUT TETE DEDECOUPESCHNEIDKOPFVERBINDUNGCONNESSIONE TESTA DITAGLIO 激光切割头已经与材料发生碰撞。
激光机常见故障分析与处理

4、导电玻璃上料上过头,或者上料 未到位
• 4.1、激光机上料升降台的光电感应器的位 置太靠前,导致激光机上料上过头
• 对策:将激光机上料升降台的光电感应器 往后移 • 4.2、激光机上料升降台的光电感应器的位 置太靠后,导致激光机上料未到位 • 对策:将激光机上料升降台的光电感应器 往前移;
5、激光机上料后前端定位柱不定位 或者ANC软件上的“运行”按钮显示 为灰色
16、激光机左右路光斑不一致
• • • • • • 16.1、激光机的分光镜分光不均 对策:更换激光机的分光镜; 16.2、激光机的水平有问题 对策:校正激光机水平; 16.3、激光机左右路 某一路光未调好 对策:重新调整光路;
17、激光机刻划过程中激光刻线位 置会变动
• 17.1、CCD相机螺丝松动 • 对策:锁紧激光机CCD相机固定螺丝; • 17.2、激光机外光路的固定反射镜的螺丝松 动 • 对策:重新固定好反射镜; • 17.3、激光机的聚焦镜筒未锁好 • 对策:锁好激光机的聚焦镜筒;
15、激光器出光不稳定或者不出光
• 15.1、激光器的冷水机或冷却系统有问题, 导致其冷却效果达不到而不出光 • 对策:修理冷水机或重新设置冷水机参数; • 15.2、激光器的通讯线接触不良(虚接或断 开) • 对策:更换或者重接激光器的通讯线; • 15.3、 PLC给工控机的信号线断 • 对策:重接PLC给工控机的信号线;
• 6.1、激光机的门上有急停开关,门没关好, 运行时门上急停有时会没压好,导致自动 运行过程中忽然停止 • 对策:关好激光机的门; • 6.2、采用CCD刻划过程中取点或纠偏出错 • 对策:改成手动刻划或者正常运行模式; • 6.3、激光机软件出错 • 对策:重启软件;
7、开机后无法打开激光机ANC软件, 显示“打开控制卡”、“驱动器报 警”
大功率激光切割机常见故障
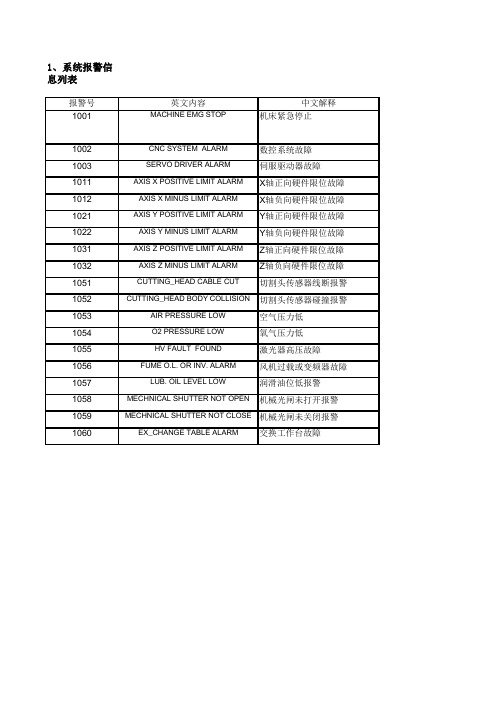
1、系统报警信息列表报警号中文解释1001机床紧急停止1002数控系统故障1003伺服驱动器故障1011X 轴正向硬件限位故障1012X 轴负向硬件限位故障1021Y 轴正向硬件限位故障1022Y 轴负向硬件限位故障1031Z 轴正向硬件限位故障1032Z 轴负向硬件限位故障1051切割头传感器线断报警1052切割头传感器碰撞报警1053空气压力低1054氧气压力低1055激光器高压故障1056风机过载或变频器故障1057润滑油位低报警1058机械光闸未打开报警1059机械光闸未关闭报警1060交换工作台故障CUTTING_HEAD BODY COLLISIONAIR PRESSURE LOW MACHINE EMG STOPCNC SYSTEM ALARM SERVO DRIVER ALARM AXIS X POSITIVE LIMIT ALARM AXIS Y POSITIVE LIMIT ALARM AXIS X MINUS LIMIT ALARM AXIS Y MINUS LIMIT ALARM AXIS Z POSITIVE LIMIT ALARM MECHNICAL SHUTTER NOT OPENMECHNICAL SHUTTER NOT CLOSE EX_CHANGE TABLE ALARM英文内容O2 PRESSURE LOW HV FAULT FOUND FUME O.L. OR INV. ALARM LUB. OIL LEVEL LOWAXIS Z MINUS LIMIT ALARM CUTTING_HEAD CABLE CUT原因及处理方法1.急停按钮被按下,2.系统故障,紧急停止,3.24v电源没有输入到plc中,24v经过急停按钮再到电脑接口(x19/4&6cnc rdy)输入到plc第一个端口,可以从接口指示灯看.1.操作失误,2.系统故障,3.程序错误或丢失,4.复位处理1.驱动器报警,2.急停停止,3.驱动器配置问题,4.驱动器连接线有问题,断开,5驱动器电源问题,缺相,电压不稳,1.X轴正向硬件限位开关动作,2.开关坏或断线,断路,使24v电源没有经过X轴正向硬件限位开关输入到plc-I3.4端口,可以从接口指示灯1.X轴负向硬件限位开关动作,2.开关坏或断线,断路,使24v电源没有经过X轴负向硬件限位开关输入到plc-I3.5端口,可以从接口指示灯1.Y轴正向硬件限位开关动作,2.开关坏或断线,断路,使24v电源没有经过Y轴正向硬件限位开关输入到plc-I3.6端口,可以从接口指示灯1.Y轴负向硬件限位开关动作,2.开关坏或断线,断路,使24v电源没有经过Y轴负向硬件限位开关输入到plc-I3.7端口,可以从接口指示灯1.Z轴正向硬件限位开关动作,2.开关坏或断线,断路,使24v电源没有经过Z轴正向硬件限位开关输入到plc-I3.8端口,可以从接口指示灯1.Z轴负向硬件限位开关动作,2.开关坏或断线,断路,使24v电源没有经过Z轴负向硬件限位开关输入到plc-I4.1端口,可以从接口指示灯1.传感器线断或接触不良(大多为切割头端)1.切割头碰到板,2.传感器与地短路,(有金属渣,切割头下面有螺栓突出顶到传感器,传感器自身质量问题,3.没有标定好1.氧气压力低,2.开关坏或断线,断路,使24v电源没有经过输入到plc-I8.4端口,可以从接口指示灯看.(常闭,)1.空气压力低,2.开关坏或断线,断路,使24v电源没有经过输入到plc-I8.4端口,可以从接口指示灯看.(常闭,)1.激光器高压掉,2.激光器高压没有反馈到plc-I2.1端口,可以从接口指示灯看.(常开,)(激光器高压没有反馈到光电藕,或已经反馈到1.抽风机或排屑机过流保护热继电器动作,2.热继电器坏,3,变频器故障,或变频器电源没开/没有电4.线路问题,24v电源没有经过热继1.润滑油位低,2.开关坏或断线,断路,使24v电源没有经过输入到plc-I8.3端口,可以从接口指示灯看.(常闭,)1.激光器机械光闸没有按指令打开或打开超时,2.机械光闸打开信号没有反馈到plc-I2.2端口,可以从接口指示灯看.(常开,)(机械光1.激光器机械光闸没有按指令关闭2.机械光闸关闭信号一直反馈到plc-I2.3端口,可以从接口指示灯看.(常开,)(机械光闸关闭信号光1.工作台状态不对,2.空气氧气压力低,变频器没有打开或报警,3.z 轴高度太低,要大于0,随动没有标好 4.四个限位开关问题:坏,接触v plc cnc pa。
激光切割机alarm报警
激光切割机Alarm报警激光切割机在成为现代加工领域中的瑰宝之一的同时,也需要我们充分了解其运行状态,其中就包括报警系统的重要性。
本文将介绍激光切割机报警的类型及应对方法,帮助用户更好地维护和管理激光切割机,确保其正常运行。
报警类型及含义1.过热报警:激光切割机在工作时会产生大量热量,若过热可能影响设备寿命甚至造成事故。
过热报警指示设备温度过高,需要及时降温处理。
2.气压异常报警:激光切割机需要正常的气体压力才能正常工作,气压异常报警则表明气源供给存在问题,需要检查气源管路及调整气压。
3.光源故障报警:激光切割机的关键部件之一是光源,光源故障报警表示光源不正常,可能需要更换或维修。
4.切割平台异常报警:切割平台异常可能导致切割偏差,报警则提示用户切割平台存在问题,需要检查调整。
报警处理方法1.过热报警处理:首先停止机器工作,打开散热设备进行降温,检查散热风扇是否运转正常,排除引起过热的原因后,重新启动设备。
2.气压异常报警处理:检查气源管路是否正常连接、气压调节阀是否正确调整,保证气源供给正常,确保激光切割机正常运行。
3.光源故障报警处理:根据报警信息确定具体故障原因,如光源老化、损坏等,及时更换或维修光源,确保设备正常工作。
4.切割平台异常报警处理:检查切割平台固定是否牢固、切割平台表面是否平整,调整切割平台至水平状态,确保切割质量。
结语激光切割机作为现代制造业的重要工具,其报警系统的作用不可忽视。
了解激光切割机报警的类型及处理方法,可以帮助用户避免不必要的损失,保障设备的正常运行。
希望本文能够为激光切割机用户提供一些帮助,共同维护好我们的生产设备。
激光故障应急预案及处理流程

激光故障应急预案及处理流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!激光故障应急预案及处理流程一、应急预案1. 立即停止使用激光设备,并将其关闭。
激光设备故障应急预案

一、编制目的为加强和规范公司激光设备的安全管理,提高设备故障应急处理能力,确保在设备发生故障时能够迅速、准确、有效地进行抢修,最大限度地减少停机损失,降低维修成本,依据公司《安全生产管理制度》,结合激光设备实际状况,特制定本预案。
二、适用范围本预案适用于公司所有激光设备发生故障时的应急处理,包括设备故障的报警、处理、抢修、恢复等全过程。
三、应急职责1. 设备管理部门(1)负责激光设备故障应急预案的制定、修订和完善。
(2)负责组建应急处置小组,并组织实施和演练。
(3)负责检查和督促各部门做好激光设备故障预防措施和应急处置准备工作。
2. 应急处置小组(1)组长:负责现场应急指挥,协调各部门开展抢修工作。
(2)成员:包括设备维修人员、安全员、生产调度员等。
(3)职责:①及时响应设备故障报警,迅速赶赴现场进行初步判断。
②组织抢修人员就位,制定抢修方案。
③对故障设备进行抢修,确保设备尽快恢复正常运行。
④对抢修过程进行记录,总结经验教训。
⑤对抢修后设备进行检查、试运行,确保设备安全稳定运行。
3. 生产部门(1)负责设备故障期间的生产调度,确保生产不受影响。
(2)及时向应急处置小组提供故障设备相关信息。
(3)协助应急处置小组进行设备抢修。
4. 安全部门(1)负责设备故障期间的现场安全监督,确保抢修人员安全。
(2)对抢修现场进行安全检查,消除安全隐患。
(3)对故障设备进行安全评估,确保设备恢复后符合安全要求。
四、应急响应流程1. 报警:设备操作人员发现设备故障,立即向应急处置小组组长报告。
2. 初步判断:应急处置小组组长组织成员对故障设备进行初步判断,确定故障原因。
3. 制定抢修方案:根据故障原因,制定抢修方案,包括抢修人员、所需材料、设备等。
4. 抢修实施:应急处置小组组长组织抢修人员按照抢修方案进行抢修。
5. 检查试运行:抢修完成后,对设备进行检查、试运行,确保设备恢复正常运行。
6. 总结经验教训:对故障原因、抢修过程进行分析,总结经验教训,修订应急预案。
激光仪器故障应急预案

一、编制目的为保障激光仪器在科研、生产、医疗等领域的正常运行,提高激光仪器故障处理效率,降低故障对工作的影响,特制定本应急预案。
二、适用范围本预案适用于我单位所有激光仪器在使用过程中出现的各类故障。
三、组织机构及职责1. 应急指挥部成立激光仪器故障应急指挥部,负责全面领导和协调激光仪器故障应急处理工作。
2. 应急指挥部成员(1)指挥长:负责全面指挥激光仪器故障应急处理工作。
(2)副指挥长:协助指挥长工作,负责应急指挥部日常工作。
(3)成员:负责激光仪器故障应急处理的具体实施。
四、应急响应程序1. 故障发现(1)使用者发现激光仪器故障时,应立即停止操作,并报告应急指挥部。
(2)应急指挥部接到故障报告后,应立即启动应急预案。
2. 故障评估(1)应急指挥部组织相关技术人员对故障进行初步评估,确定故障原因和影响范围。
(2)根据故障评估结果,确定应急响应等级。
3. 应急处理(1)根据应急响应等级,采取相应的应急措施。
(2)故障原因明确后,组织技术人员进行故障排除。
(3)故障排除后,对激光仪器进行测试,确保其恢复正常运行。
4. 应急恢复(1)故障排除后,恢复正常使用。
(2)对故障原因进行分析,制定预防措施,防止类似故障再次发生。
五、应急保障措施1. 人员保障(1)应急指挥部成员应熟悉激光仪器故障应急处理流程,提高应急处置能力。
(2)定期组织应急演练,提高应急队伍的实战能力。
2. 物资保障(1)配备必要的应急物资,如备品备件、工具、检测设备等。
(2)确保应急物资的完好和充足。
3. 信息保障(1)建立应急信息报送制度,确保信息畅通。
(2)加强应急信息发布,及时向相关人员通报故障处理进展。
六、预案修订本预案自发布之日起实施,如遇国家政策、法规、技术标准等发生变化,或应急处理过程中发现不足之处,应及时修订。
七、附则1. 本预案的解释权归应急指挥部所有。
2. 本预案未尽事宜,按国家相关法律法规执行。
激光安全警报工作计划

一、计划背景随着激光技术的广泛应用,激光设备在工业、科研、医疗等领域发挥着重要作用。
然而,激光设备在操作过程中存在一定的安全隐患,如操作不当可能导致眼睛损伤、皮肤灼伤等。
为确保激光设备操作人员的人身安全,提高激光设备的安全管理水平,特制定本工作计划。
二、工作目标1. 建立健全激光安全警报系统,确保激光设备操作过程中及时发现安全隐患。
2. 加强激光设备操作人员的安全教育培训,提高安全意识。
3. 严格执行激光设备操作规程,降低激光设备事故发生率。
三、工作内容1. 激光安全警报系统建设(1)对现有激光设备进行全面检查,对不符合安全标准的设备进行整改或更换。
(2)根据激光设备的特点,选择合适的激光安全警报器,确保警报器性能稳定、可靠。
(3)安装激光安全警报器,并连接至监控中心,实现实时监控。
2. 激光设备操作人员安全教育培训(1)制定激光设备操作人员安全教育培训计划,明确培训内容、培训时间和培训方式。
(2)组织激光设备操作人员进行安全教育培训,重点讲解激光设备的安全操作规程、事故应急处理措施等。
(3)对培训效果进行评估,确保培训质量。
3. 激光设备操作规程执行(1)制定激光设备操作规程,明确操作流程、安全注意事项等。
(2)加强现场巡查,确保激光设备操作人员按照规程操作。
(3)对违规操作行为进行严肃处理,确保激光设备安全运行。
四、工作步骤1. 第一阶段:筹备阶段(1个月)(1)成立激光安全警报工作小组,明确责任分工。
(2)进行激光设备安全评估,确定需要整改或更换的设备。
(3)制定激光安全警报系统建设方案。
2. 第二阶段:实施阶段(2个月)(1)完成激光安全警报系统建设,确保系统稳定运行。
(2)开展激光设备操作人员安全教育培训。
(3)制定激光设备操作规程,并组织现场巡查。
3. 第三阶段:总结阶段(1个月)(1)对激光安全警报工作进行全面总结,分析工作中存在的问题。
(2)对激光设备操作人员安全教育培训效果进行评估。
激光设备故障应急预案
一、编制目的为加强和规范我公司激光设备的管理,提高设备故障应急处理能力,确保设备故障能够得到及时、有效的处理,最大限度地减少设备故障带来的损失,根据我国相关法律法规及公司实际情况,特制定本预案。
二、适用范围本预案适用于我公司激光设备在使用过程中出现的各种故障,包括设备报警、故障停机、设备损坏等。
三、应急组织机构及职责1. 应急指挥部成立激光设备故障应急指挥部,负责指挥、协调、监督和评估应急处理工作。
2. 应急指挥部职责(1)制定、修订和完善激光设备故障应急预案;(2)组织应急演练,提高应急处理能力;(3)组织、协调各部门开展应急处理工作;(4)对应急处理工作进行监督、评估和总结。
3. 应急小组成立激光设备故障应急小组,负责具体实施应急处理工作。
(1)应急小组职责①负责设备故障的初步判断、现场处理;②负责设备故障的维修、保养、调试;③负责设备故障原因分析、总结及预防措施制定;④负责应急物资的准备和调配。
②应急小组成员职责a. 技术员:负责设备故障的初步判断、现场处理;b. 维修工:负责设备故障的维修、保养、调试;c. 物料员:负责应急物资的准备和调配。
四、应急处理流程1. 故障报告(1)设备操作人员发现设备故障后,立即向应急小组报告;(2)应急小组接到报告后,立即启动应急预案。
2. 现场处理(1)应急小组根据故障情况,组织人员进行现场处理;(2)现场处理过程中,确保安全,防止事故扩大。
3. 维修与调试(1)应急小组组织维修人员进行设备维修、保养、调试;(2)维修完成后,进行试运行,确保设备恢复正常运行。
4. 原因分析及预防措施(1)应急小组对设备故障原因进行分析,制定预防措施;(2)将预防措施纳入设备维护保养计划,预防类似故障再次发生。
五、应急保障措施1. 人员保障(1)加强应急小组成员的培训,提高应急处理能力;(2)确保应急小组成员在应急处理过程中的安全。
2. 物资保障(1)储备必要的应急物资,如备件、工具、耗材等;(2)确保应急物资的质量和数量。
激光设备应急预案

一、编制目的为确保激光设备在使用过程中发生故障或事故时,能够迅速、有效地进行处置,最大限度地减少人员伤亡和财产损失,特制定本预案。
二、适用范围本预案适用于我单位所有激光设备,包括激光切割机、激光焊接机、激光打标机等。
三、应急组织机构及职责1.应急指挥部应急指挥部负责激光设备事故的应急处理工作,下设以下小组:(1)现场指挥小组:负责现场事故的指挥、协调和处置工作。
(2)救援小组:负责现场人员的救援和受伤人员的救治工作。
(3)技术支持小组:负责激光设备的维修和技术支持工作。
2.应急指挥部职责(1)负责组织、指挥、协调激光设备事故的应急处理工作。
(2)根据事故情况,决定是否启动本预案。
(3)向相关部门报告事故情况,请求支援。
(4)组织现场人员进行疏散和救援。
(5)组织事故调查和善后处理。
3.现场指挥小组职责(1)负责现场事故的指挥、协调和处置工作。
(2)组织救援小组进行人员疏散和救援。
(3)确保现场安全,防止事故扩大。
4.救援小组职责(1)负责现场人员的救援和受伤人员的救治工作。
(2)协助现场指挥小组进行人员疏散。
(3)根据需要,提供医疗救护和物资保障。
5.技术支持小组职责(1)负责激光设备的维修和技术支持工作。
(2)协助现场指挥小组进行设备故障排除。
(3)提供必要的设备更换和配件支持。
四、应急响应流程1.事故发生(1)现场人员立即向应急指挥部报告事故情况。
(2)应急指挥部根据事故情况,决定是否启动本预案。
2.应急响应(1)现场指挥小组组织救援小组进行人员疏散和救援。
(2)技术支持小组协助现场指挥小组进行设备故障排除。
3.事故处理(1)现场指挥小组负责现场事故的指挥、协调和处置工作。
(2)救援小组负责受伤人员的救治和现场救援。
(3)技术支持小组负责激光设备的维修和技术支持工作。
4.事故善后处理(1)应急指挥部组织事故调查,查明事故原因。
(2)根据事故原因,对责任人进行责任追究。
(3)总结事故教训,完善应急预案。
大功率激光机报警处理
5
2528 2529 2530 2531 2532
2533
2534 2535
BEAM REFLECTING REFLEXION FAISCEAU STRAHL REFLEKTION RIFLESSIONE FASCIO
ALUMINUM SENSOR ORIGIN POSITION
ALUMINUM SENSOR COVER OPEN
SHUTTER ENABLE KEY DEFAUT CLE OBTURATEURR VERSCHLUSS ENTRIEGELT CHIAVE ABILITAZIONE SHUTTER
ASSIST GAS NOT SELECTED PAS DE GAZ D′ASSISTANCE DEMANDE KEIN ASSISTENZGAS ANGEWAEHLT GAS DI ASSISTENZA NON SELEZIONATO
辅助气体压力低于设置值。可以考 虑下列因素: ● 辅助气缸低。 ● 所选择的辅助气体没有通入管
道。 ● 压力设置低。 ● 辅助气体管路过滤器或电子气
动调整过滤器被堵塞。 检查辅助气体剩余量,检查辅助气 体 管 路 与 调 节 器 , 按 下 ALARM RESET(报警复位)按钮,就可以清 除报警。
PRESSION D′AIR INSUFFISANTE
压力,并按下 ALARM RESET(报警复位)
2500 KEINE DRUCKLUFT
按钮,就可以清除报警。检查气源压力
PRESSIONE ARIA PRINCIPALE BASSA 与管路系统。如果 CNC 系统处于手动或
回零方式,那么该报警信息就以警告的
废料箱门打开。关闭,就 可以清除报警。 前护罩打开。关闭,就可以清除报警。 X 护罩打开。关闭,就可以清除报警。 第一个折射镜安装不合适。合适安装, 就可以清除报警。
激光历史报警解除方法

激光历史报警解除方法
Z轴伺服报警关闭电脑,电箱,电源,拔X21线和电箱PLC 线,过15s左右接上,重新开机开系统。
可能只拔X21线也行。
Z轴位置偏差过大按照BCS100资料BCS100 独立式电容调高器用户手册V3.28.pdf调整机械参数无效后关闭软件再打开,显示Z轴伺服报警。
按照Z轴伺服报警解决。
开机后没开控制软件前,用手触碰气嘴,感应到后软限位自动上台。
在打开软件。
应该不用调BCS100机械参数关闭在打开软件看新的故障码。
BCS100里讲关闭跟随时切割头会自动上抬至停靠高度。
Z轴跟随误差过大可能气嘴过松拧紧就好。
Z轴上/下限位有限上下限位传感器有油污或灰尘盖住了,感应不了。
气嘴已碰板
BCS100网络超时 第三轴伺服报警 Y 轴和X 轴伺服报警 机床紧急开关按下后会出现。
重新打开关闭的电箱PLC 系统就好。
过热 调节冷水机温度就好。
30度下的按键,按中间按键显
示POL 再按左右调节。
下限位传感
上限位转感器
冷水机电源变压器烧了
机床电源变压器烧了紧急停止正常,前后换床换不了。
本体电容变小2500 常见是陶瓷体坏了。
装陶瓷体注意要对好针脚位置,不能大力扭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PRESSION D′AIR INSUFFISANTE
压力,并按下 ALARM RESET(报警复位)
2500 KEINE DRUCKLUFT
按钮,就可以清除报警。检查气源压力
PRESSIONE ARIA PRINCIPALE BASSA 与管路系统。如果 CNC 系统处于手动或
回零方式,那么该报警信息就以警告的
辅助气体压力低于设置值。可以考 虑下列因素: ● 辅助气缸低。 ● 所选择的辅助气体没有通入管
道。 ● 压力设置低。 ● 辅助气体管路过滤器或电子气
动调整过滤器被堵塞。 检查辅助气体剩余量,检查辅助气 体 管 路 与 调 节 器 , 按 下 ALARM RESET(报警复位)按钮,就可以清 除报警。
复操作;另一种形式是:必须调用 CNC 系统,才能复位。
如果出现后一种形式的报警,那么,则找出原因,使光标返回到程序开头,
并将激光切割操作重新一遍。
编号
信息
原因与补救措施
压缩空气按照低于 0.4Mpa{4.0Kgf
MAIN AIR PRESSURE DOWN
/cm2 或 57psi}提供。将气压恢复到正常
ASSIST GAS PRESSURE BELOW MINIMUM PRESSION MINI GAZ D′ASSISTANCE ASSISTENZGAS DRUCK UNTER MINIMUM PRESSIONE GAS DI ASSISTENZA INFERIORE AL MINIMO
DUST COLLECTOR OVERHEAT DEFAUT ASPIRATEUR STAUBSAUGER UEBERHITZT SOVRARISCALDAMENTO COLLETTORE POLVERI DUST COLLECTOR OVERLOAD DEFAUT ASPIRATEUR STAUBSAUGER UEBERLASTET SOVRACCARICO COLLETTORE POLVERI
机床报警有两种形式:一种是使机床操作停止的报警,另一种是不使机床操作 停止的警告。
2
机床报警
如果出现机床报警,那么,CNC 控制面板上的 ALARM(报警)指示灯就发亮,
而且,机床就会暂时停止或者完全停止。或者 WARNING(报警)指示灯闪光,机
床继续操作。
机床报警存在两种形式。一种形式是:报警原因一旦找出,则允许机床恢
废料箱门打开。关闭,就 可以清除报警。 前护罩打开。关闭,就可以清除报警。 X 护罩打开。关闭,就可以清除报警。 第一个折射镜安装不合适。合适安装, 就可以清除报警。
第二个折射镜安装不合适。合适安装, 就可以清除报警。
第三个折射镜安装不合适。合适安装, 就可以清除报警。
第四个折射镜安装不合适。合适安装, 就可以清除报警。
ZONE MORTA
就可以清除报警。将工件夹钳重新定位,
更改切割开始点或校正程序。
SAFETY STOP
备选安全设备已经操作。
2503 ARRET SECURITE
排 除 原 因 , 并 按 下 SAFETY DEVICE
SICHERHEITSSTOP
RESET(安全设备复位)按钮,就可以清除
ARRESTO DI SICUREZZA
2527
SENSING ALARM DEFAUT TETE SENSOR SENSOR ALARM ALLARME SENSORE
Active Cut(活性切割)折射镜部 件控制器出现过流或过热现象。查 找 事 故 原 因 , 并 按 下 ALARM RESET(报警复位)按钮,就可以清 除报警。 紧急停止状况已经出现,然而,X 轴在重新定位期间仍然移动。按下 ALARM RESET(报警复位)按钮,就 可以清除报警。 工件保持装置已经移动,然后,仍 然没有重新定位命令。 已经企图进行自动化操作,然而, 备选气动工件夹钳却处于打开状 态。关闭气动工件夹钳,就 可以 清除报警。 已经企图发射激光束或移动轴(一 条轴或多条轴),然而,工件槽却 仍然处于打开状态。按下 ALARM RESET(报警复位)按钮,就可以 清除报警。 工件槽打开之后 3.5 秒之内,不能 够检测出工件落下故障,然而, CHUTE CANCEL(槽作废)按钮却被 禁止或熄灭。按下 ALARM RESET(报 警复位)按钮,就可以清除报警。 已经收到来自工件传送装置的过 载信号。该现象持续进行,直到通 过 M00 或 M30,或按下 STOP(停止) 按钮而使工件传送装置停止为止。 该期间报警信息一直持续存在。按 下 CONVEYOR AUTO(传送装置自动) 按钮,并熄灭。查找原因所在,并 按下 ALARM RESET(报警复位)按 钮,就可以清除报警 Z 轴跟踪传感器已经 4 次不能够使 Z 轴定位。或者传感器电缆打开。 按下 TRACE OFF(跟踪取消)按钮并 发光,就可以清除报警信号。将 CNC 方式换成手动方式,并按下+Z 按钮,将 Z 轴跟踪传感器移出跟踪 范围。
Байду номын сангаас
备选铝传感器已经检测出反射光。 按下 ALARM RESET(报警复位)按钮 就可以清除报警。
铝传感器接近开光已经检测出异 常情况。切断 CNC 系统电源,然后, 再接通。 铝传感器护罩打开。关闭,就可以 清除报警。 SHUTTER(光闸)钥匙开光已经打到 ON 位置,然而,却没有向振荡器 提供高压。将 SHUTTER(光闸)钥匙 开光打到 OFF 位置,就可以清除报 警。 程序中没有选择辅助气体类型。按 下 ALARM RESET(报警复位)按钮, 就可以清除报警校正加工条件或 程序。
经 验 总 结
近几年随着激光加工技术的日趋成熟,激光行业的发展,激光技 术人才将会是社会紧俏人才。为此,我将自己多年从事激光行业中遇 到的一些问题经验总结于此,希望能够对已经踏入或是即将踏入激光 行业的朋友给予帮助!
2011 年五月 武汉
1
机床具有两种类型的报警,并通过不同的方法进行显示。 机床报警:指由机床安全装置与零部件操作而导致的报警与警告。 执行报警:指与形状规则的孔的宏命令相关的报警。
2522 WORK HOLDER
2523
WORK CLAMP OPEN PINCES OUVERTES SPANNKLAMMER AUF PINZA LAVORO APERTA
2524 WORK CHUTEOPEN
2525 PART DROP FAILURE
2526 PART CONVEYOR OVERLOAD
Z 轴已沿“-”方向超程。将 CNC 方式换 成手动方式,按下+Z 按钮,并沿“+” 方向移动 Z 轴,就可以清除报警。
备选 B 轴已沿“+”方向超程。将 CNC 方式换成手动方式,将 B 按钮与 OT 松开 按钮同时按下,并沿“-”方向移动 B 轴,就可以 清除报警。 备选 B 轴已沿“-”方向超程。将 CNC 方式换成手动方式,将 B 按钮与 OT 松开 按钮同时按下,并沿“+”方向移动 B 轴,就可以 清除报警。 喷嘴部件安装不合适。合适安装,就 可 以清除报警。
5
2528 2529 2530 2531 2532
2533
2534 2535
BEAM REFLECTING REFLEXION FAISCEAU STRAHL REFLEKTION RIFLESSIONE FASCIO
ALUMINUM SENSOR ORIGIN POSITION
ALUMINUM SENSOR COVER OPEN
SHUTTER ENABLE KEY DEFAUT CLE OBTURATEURR VERSCHLUSS ENTRIEGELT CHIAVE ABILITAZIONE SHUTTER
ASSIST GAS NOT SELECTED PAS DE GAZ D′ASSISTANCE DEMANDE KEIN ASSISTENZGAS ANGEWAEHLT GAS DI ASSISTENZA NON SELEZIONATO
已经收到来自吸尘器的过热信号。 按下 ALARM RESET(报警复位)按 钮,就可以清除报警。
报警。
激光切割头已经与材料发生碰撞。将
CUTTING HEAD CONNECTION
CNC 方式换成手动方式,按下+Z 按钮,
2504 DEFAUT TETE DE DECOUPE
以抬高 Z 轴,并合适安装激光切割头。
SCHNEIDKOPF VERBINDUNG
按下 NC RESET(NC 复位)按钮,就可以清
SCATTO PROTEZIONE CIRCUITI
置,按下 NC RESET(NC 复位)按钮,就
可以清除报警
DEAD ZONG
其中的一个工件夹钳已经进入到容易碰
ZONE DE SECURITE PINCE
撞激光切割头的死区。将 CNC 方式换成
2502 TOT-ZONE
手动方式,并按照“+”方向移动 Z 轴,
形式处理。
CIRCUIT PROTECTOR TRIP
因 100VAC 或 24VDC 电路过载已经导致
DISJONCTEUR DE SECURITE
CNC 系统的电路保护器跳闸。将机床断
2501 DECLENCHE
路器打到 OFF 位置,将跳闸电路保护器
SICHERUNG AUSGELOEST
打到 ON 位置。将机床断路器返回 ON 位
ONNESSIONE TESTA DI TAGLIO
除报警。因喷嘴容易误调整,所以必须
调整其中心。
2505 MAIN AIR PRESSURE SWITCH NG
气压下降检测电路故障。
INTERLOCK +Z
Z 轴已沿“+”方向超程。将 CNC 方式换
2506 FIN DE COURSE Z+