申克皮带秤 给料机操作手册
申克说明书veg20650
●给料精度:±0.5%
●主 电 源:380VDC10% ,50HZ2%
●仪表电源:24VDC±5%,1A
●使用环境:秤体
—30℃ ~ 70℃
控制柜
0℃ ~ 45℃
●仪表型号:INTECONT PLUS VEG20650
●模拟输入:流量设定值 4 ~ 20mA ●模拟输出:1.流量反馈 4 ~ 20mA
删除一个字符
滁州安瑞汇龙电子有限公司
5
INTECONT PLUS VE20650 仪表操作手册
输入确认。 取消操作。原来的设定值保持不变。
在重量控制方式,流量给定值被限制在额定流量以下; 在容积控制方式,流量给定值被限制在额定流量的 3 倍以下。输入确认。删除错误的字符。
取消操作。
应答事件信息。
调用功能菜单,例如:显示事件信息,标定功能等。
电气信息: E1 仪表通电或电源故障,参数 N01 定义。 E2 速度传感器短路或断路,参数 N04 定义。 E3 不用。 E5 设定值低于最小极限,参数 F14 定义。
标定信息: C1 称重传感器连接错误或桥压过低,参数 N06 定义。 C2 速度传感器故障,输入频率超过 2700Hz,参数 N03 定义。 C3、C4、C8:不用。
2.对处于称量区域内的秤体机械设备进行清扫。 3.秤必须以容积方式运行,键盘控制,设定值为额定流量值。 程序运行: 上部显示:用百分比表示的剩余运行时间。 下部显示:用所占额定皮带负荷的百分比表示的平均皮重。 程序结束: 上部显示:与预先除皮结果比较,得到的皮重差值。
差值为正值,说明皮重增加;差值为负值,说明皮重减小。 下部显示:总皮重的平均值。单位为额定负荷的百分比。
通电后该仪表首先运行自检程序,接着显示几秒钟的工作程序版本,然 后就恢复常规显示。 工作前的准备:
K和K申克秤说明书
克秤操作说明书第一章设备简介申克秤简介申克秤是申克公司应用科里奥利原理开发的一种煤粉喂料计量系统。
煤粉由煤粉仓进入叶轮给料机时,首先经过内置搅拌器,被充分流态化,使其畅通,由叶轮给料机实现稳定喂料,进入科里奥利质量流量计被计量后进入煤粉输送管道,输送至窑头或分解炉。
测得的流量信号(实际值)输入MULTICONT 测控系统,实际值与设定值在系统中进行比较,及时输出反馈信号,调节叶轮给料机转速,实现稳定喂料。
煤粉由流量计流出后,经过一段弯管进入输煤管道,由于喷嘴两边的正负压差(喷嘴位置需在安装调试时确定),这样煤粉可以较容易地被输送。
同时,从喷嘴靠罗茨风机端引出一条正压管线,对叶轮给料机内施加一个小的气压,使下料更为顺畅。
叶轮与外壳间隙仅,被煤粉填充,可以保持叶轮给料机上下的压差,保证下料流畅及稳定。
该喂煤系统的叶轮给料机与煤粉仓出料管之间有一闸板用法兰联接,流量计与叶轮给料机出料管之间、流量计出料管与煤粉输送管线之间也用法兰联接,无需其它安装支架,安装高度低,安装和折卸维修方便;密封性能好,保持煤粉仓下的环境。
我公司12000TPD 生产线共有三台申克秤,一台在煤粉制备车间供窑头燃烧器用煤,型号为Multicor-K120 ,两台在窑尾预热器处供分解炉用煤,型号为Multicor-K80 。
术语定义Disocont: 煤粉秤计量仪表型号Multicell: 带搅拌器的星形喂料系统Multicor-K80: 煤粉秤计量单元型号,“ K”代表煤粉计量系列,80 为流经计量单元的物料流量为80m3/hAgitator: 搅拌器Star Feeder: 星形下料器Optional Dryer: 压缩空气干燥器Coriolis: 科里奥立力Conveying Air: 输送空气Compress Air: 压缩空气Mode OP: 本地操作模式Mode Normal: 中控操作模式Volume Mode: 容积方式Gravimetric Mode: 称重方式:Schenck: 提供的煤粉秤控制软件第二章设备结构设备组成Mulitcor-K80煤粉秤煤粉计量系统外形如图1所示,Multicor-K80系列组件按功能划分主要由四部分组成:2.1.1 MUTICELL rotary feeder (MUTICELL 旋转喂料系统),由Integrated Drive(机电一体化驱动单元)和Star Feeder(星形回转下料器)组成,如图2所示。
申克皮带秤仪表VEG20610说明书(原文翻译)

1、目录1、概述 (1)讲述皮带秤操作原理及具体情况,如“出料点供料”。
什么是INTECONT? (1)详细资料 (1)定义 (1)计量原理 (1)控制 (2)输入和输出 (3)2、技术数据和字符 (5)本章简要介绍INTECONT 所用全部数据和所有可能发生的情况。
技术数据 (5)接口 (6)对话语言、单位 (7)显示、指示灯 (7)程序设置、标定 (8)3、程序设置 (9)程序设置功能便于以少量的运算完成秤体计量要求。
功能分配 (9)标定功能 (9)皮带环行LB (10)除皮TW (10)置零 (11)砝码检查CW (12)模拟方式 (13)时间设置.......................................... 13 4、服务值 (14)服务值信号适用外部线缆、输入、输出转换和负荷传感哭负载等检查。
另外,SPC值(生产过程控制统计)可用于喂料记录等方面。
5、参数 (15)确定设备特性,参数可满足特殊要求,甚至在停电时,他们亦能无限期的存贮。
总述 (17)调入参数 (17)装入初始参数 (18)参数概述 (19)注解参数表 (22)6、出现事件信号后错误诊断(故障信息) (45)大多数错误以及大部分操作状态均以事件信号的形式出现。
错误查询表帮助操作者迅速找出错误并及时恢复正常操作状态。
系统信息S...S9 (45)物料流量B...B9 (45)电气系统E...E5 (46)标定C1...C3 (46)最大值H1...L4 (46)最小值L1...L4 (47)信号灯 (47)7、使用 (48)全面介绍,逐步解释了应该进行的工作。
另外,你还会发现可能隐含的错误。
操作学习 (48)机械要求 (49)电器要求 (49)输入参数 (50)控制 (51)功能检查 (52)标定 (53)用砝码检查 (53)带速检查 (54)物料检查 (54)测试插座 (55)机械部分安装与调试 (55)1、概述什么是INTECONT?INTECONT PLUS是用于计量、控制、喂料设备的计量计算系统。
申克定量给料机说明书
TDGSK型定量给料机操作手册滁州安瑞汇龙电子有限公司第一章概述:1)概述TDGSK型定量给料机能自动按照预定的程序,根据设定的给料量自动调节流量使之跟踪设定值,以恒定的给料速率连续不断地输送散状物料,实现定量给料、自动计量和累计等功能。
TDGSK型定量给料机精度高、适应能力强、长期稳定性好可靠性高,尤其在条件恶劣的环境下能正常工作。
可广泛应用于水里、建材、矿山、化工、粮食等行业。
型号说明:TDGSK□□□□□□□料斗序号料斗型号(S、T、V)主从滚筒中心距(dm)皮带宽度(dm)M(重型)、L(轻型)定量给料机2)主要技术参数与功能:●给料精度:±0.5%●主电源:380Vdc10%,50HZ2%●仪表电源:24Vdc±5%,1A●使用环境:秤体—30℃~70℃控制柜0℃~45℃●仪表型号:INTECONT PLUS VEG20610●模拟输入:流量设定值4~20mA●模拟输出:1.流量反馈4~20mA2.控制信号4~20mA●脉冲输出:+24V,100mA,脉冲宽度可调(50~1000ms之间),MAX10Hz。
●开关量输入(无源):外部启动信号,释放信号等。
●开关量输出:MIN信号,MAX信号,故障信号,运行信号等。
●显示:荧光显示,2行20个字符,6mm高●能够显示故障信息●停电永久保持信息3)工作原理定量给料机主要由秤体、称重和测速传感器、控制仪表组成,对于粉状或粘湿性物料,尚需配置预给料机。
当系统进入正常工作状态,物料随皮带被拖出布于皮带的工作面上。
此时称量段上瞬时平均物料重G通过称量机构成线性关系作用在称重传感器上。
传感器所受的重力Pt为:Pt=CqtL(Kg)式中:qt:皮带称量段上的瞬时负荷(Kg/m)L:有效称量段长度(m)C:比例系数(又称结构系数)根据惠更斯桥路原理的电阻应变传感器,其电信号输出又与所受重力大小成正比。
因此,称重传感器输出的电信号就是皮带瞬时负荷的代表量。
申克配料秤仪表使用说明书

申克配料秤仪表说明书目录第一章概述 (1)第二章控制 (4)第三章系统参数 (10)第四章效验与标定 (24)第五章系统服务值 (27)第六章事件信息 (28)第七章安装与调整 (31)第八章维护 (33)通讯协议第一章概述一、FIP-403称重控制仪FIP-403是DEL/DEM定量给料机的测量和控制系统。
本说明书涉及配有传送皮带的控制系统。
1.称重给料机通过调节皮带速度来控制给料速率。
2.控制预给料机的皮带秤通过调节皮带负载来控制给料速率。
3.具有恒定负载的皮带秤通过控制传送带速度来调节皮带负载。
二、显示5×7点阵规格,6mm高字符上部显示左侧:运行信息右侧:设定的给料速率,单位为kg/h或t/h 下部显示左侧:事件信息右侧:可设定给料速率、皮带速度等三、信号灯2个绿色和3个红色LED。
绿色信号灯:就绪待用红色信号灯:错误或极限值信息四、键盘微动开关启动或停止。
预选下部显示;功能选择。
复位计数器。
FUNC 调用功能菜单和事件信息正文。
DEL 确认事件信息;删除输入。
ESC 中止功能。
ENT 启动功能;确认输入。
DAT 准备输入,如输入设定值。
输入参数。
输入符号和小数点。
五、符号定义I = 给料速率单位:kg/h或t/h在单位时间里从皮带上卸下的物料数量。
P = 给料速率设定值单位:kg/h或t/hZ = 给料速率单位:kg或t给料数量=给料速率×给料时间。
V = 传送皮带速度单位:m/sQ = 皮带负载单位:kg/m每米传送皮带上的物料重量。
重量测定:受控方式体积测定:非受控方式六、测量原理连续测量传送带负载Q和传送带速度V,并将二者相乘,乘积便是给料速率,进而可计算出给料数量。
I=Q·V·3600I kg/h Q kg/m V m/s第二章控制一、上电上电出现故障期间·计数器读数·计数器脉冲无输出·预选项正常显示服务值等,如ON-time以上各项能持续保持。
申克称操作规程

申克称操作规程申克(Shenke)是一家制造机械设备的公司,为了确保生产效率和产品质量,公司制定了一系列操作规程。
一、安全操作规程1. 所有员工必须佩戴个人防护装备,如安全帽、防护眼镜和耳罩等。
在工作区域外的员工严禁进入。
2. 熟悉相关机械设备的操作说明书,并按照说明书进行正确操作。
3. 严禁在设备运行时进行维修或调整,必须停机后才能进行。
4. 操作前必须检查设备的安全装置是否完好,如果有发现故障必须及时通知维修人员。
5. 操作过程中禁止穿戴松散的衣物,以免发生事故。
6. 使用手动工具时应注意安全,禁止随意丢弃或乱放。
二、设备操作规程1. 启动前,必须检查设备是否正常工作,如发现异常现象需及时报修。
2. 严禁在设备运行时进行加工物料的添加或调整。
3. 运行过程中,需按照操作流程进行操作,不能随意更改。
4. 定时清洁设备,保持设备干净整洁,减少故障发生的可能性。
5. 设备停机前,必须将所有刀具和工具收拾整理,清理工作区域。
三、质量控制规程1. 操作人员必须熟悉产品质量标准,并按照标准进行操作。
2. 在加工过程中,必须按照工艺要求进行加工,不能随意调整。
3. 检验每一道工序的合格率,确保产品质量。
4. 如发现产品不合格,必须及时停止生产,并进行原因分析。
5. 操作人员应严格按照质量控制规程进行记录和报告,确保质量管理的有效性。
四、设备维护规程1. 每天开始工作前,必须检查设备的工作状态,如有异常需及时排除。
2. 每周进行设备保养,包括清洁、润滑、更换易损件等。
3. 长期停用设备时,必须进行全面的检查和维护工作。
4. 维修人员必须进行相关岗位培训,并持有相关的证书。
5. 对设备进行维护时,必须使用合适的工具和设备,严禁乱用工具。
五、操作规程执行和管理1. 公司将定期进行操作规程执行情况的检查和评估,对执行良好的员工进行奖励或表彰。
2. 对不按照操作规程进行操作的员工进行纪律处分,直至解雇。
3. 严禁将操作规程外泄或随意更改,一经发现将采取法律措施进行追究。
申克INTECONT PLUS 403定量给料机说明书

DEL/DEM 型定量给料机使用说明书(INTECONT PLUS 403仪表)承德市海风机电制造有限责任公司目录第一章概述┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(1)第二章技术参数和功能┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(2)第三章工作原理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(4)第四章结构┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(7)第五章操作与显示┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(9)第六章参数说明┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(17) 第七章故障信息┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(34) 第八章安装与调试┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(36) 第九章维护与保养┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(38) 附图说明┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(39) 附图1 示意图┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(40) 附图2 接线端子图┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(41) 附图3 电缆线图┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(42)第一章概述DEL/DEM型定量给料机是我公司引进德国申克(SCHENCK)公司的控制仪表进行生产的、具有先进水平的连续称量给料设备。
DEL/DEM型定量给料机能自动按照预定的程序,依照设定的给料量自动调节流量使之跟踪设定值,以恒定的给料速率连续不断地输送散状物料,实现定量给料、自动计量和累计等功能。
申克表(中文)说明书
调入参数..............................13
装如初始参数...........................13
参数概述..............................14
注解参数表.............................16
alarm称体报警openalarmcontroldev偏差输出open偏差过大acknowledge应答信号接收dreve皮带驱动控制输出closestartprefddeer预给料机控制输出closestartstart开始称量累积hedgeatartstop停止称量释放l停止atart称体连接输出closed外接累加器的脉冲信号杭州侨兴自控设备有限公司板
QB kg
Leff m
I用单位kg/h
I (kg/h)=Q*V*3600
1.4、控制
1、给料机
传送带从缓冲仓输出物料。
将设定值与测量值的实际喂料量随时进行比较,将所得差值,传给调节器R。
调节器随时调整皮带速度,改变喂料量,直到实际喂料量与设定值相等。
2、皮带秤+预给料机
以皮带负荷变化作为设定值控制喂料量。皮带速度为标准常数。
Open—ALARM
Control DEV—偏差输出
Open—偏差过大
ACKNOWLEDGE—应答信号
H—接收
DREVE—皮带驱动控制输出
Close—START
PREFDDEER—预给料机控制输出
Close—START
START—开始称量、累积
Hedge—ATART
STOP—停止称量
申克秤手操器操作说明
手操器操作说明一,简介。
本手册描述手操器用于日常检查设置DISOCONT的操作步骤。
参考硬件手册BV-H2085GB 和操作说明书BV-H2116GB.Passsword:7353二,安全指导。
略。
三,显示及控制元件。
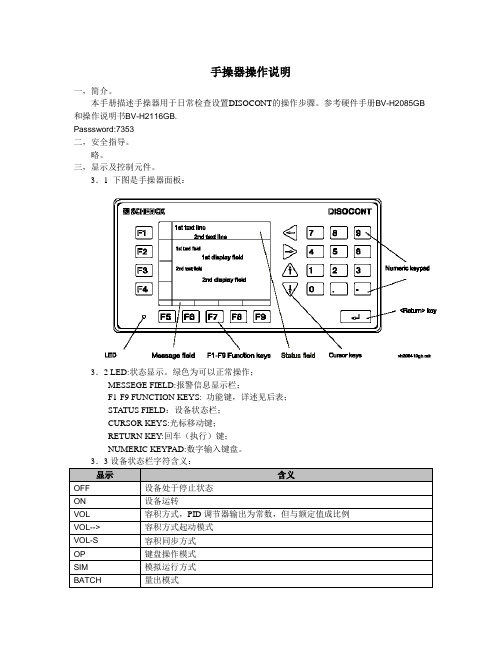
3.1 下图是手操器面板:3.2 LED:状态显示。
绿色为可以正常操作;MESSEGE FIELD:报警信息显示栏;F1-F9 FUNCTION KEYS: 功能键,详述见后表;STA TUS FIELD:设备状态栏;CURSOR KEYS:光标移动键;RETURN KEY:回车(执行)键;NUMERIC KEYPAD:数字输入键盘。
3.3设备状态栏字符含义:用左、右光标键可以切换第一行显示内容;上、下光标键可以切换第二行显示内容。
说明:(1)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”);(2)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”),且预给料机模拟量输入激活时有效(P22.03);(3)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”),且参数P03.03给定值来源设置为外部来源(总线或模拟量输入)时有效;(4)只有在流量计设置为控制方式下有效(参数P02.03 “control=yes”)且(P03.08 "Relative Setpoint" = YES) 时有效;(5)仅在“batch mode”激活后有意义;(6)仅在“bin weigher”(24#参数块)激活后有意义;(7)仅在“bin control”(25#参数块)激活后有意义;(8)仅在“check system”(26#参数块)激活后有意义;(9)仅在“moisture measurement”(27#参数块)激活后有意义;3.5故障信息显示。
参考报警信息详解。
3.6重要键。
(略)3.8功能块说明从上至下依次为:打印FMZ;累计量清零;显示测试;停止预给料机(关闭截止阀);预给料机(截止阀)手动/自动控制(2);预给料机(截止阀)开/关(3);服务值(开关量状态,模拟量实际值,传感器信号值等)趋势图容积/称重方式切换(4)容积同步方式切换(4)启用/停止键盘模式显示故障信息选择/不选择量出模式(5)退出量出模式(6)打印量出结果(7)起动实物皮重检验(8)起动实物量程检验(8)中止实物检验(8)接受检验校正值(8)零点设定参数设定,组态注:(1)只有有故障时有效;(2)只有控制系统和配料阀激活时有效;(3)只有控制系统和配料阀,预给料机激活时有效;(4)只有控制系统激活时有效;(5)只有量出模式激活时有效;(6)只有量出模式激活时有效;(7)只有量出模式激活时有效;(8)只有在线标定(实物检验)激活时有效;(9)仅在“bin weigher”(24#参数块)激活后有效;(10)仅在“bin control”(25#参数块)激活后有效;(11)仅在“bin controller MANUAL”激活后有效;。
申克电子皮带秤中文说明书
申克皮带秤技术资料一、概述VEG20610型仪表是用于计量和控制喂料设备的计量计算系统。
该仪表适用于以下的控制系统:1.定量给料机通过控制给料机的皮带速度,从而控制喂料流量。
2.带预料机的皮带秤通过控制预料机来调整皮带负荷,从而控制喂料流量。
3.皮带秤通过皮带速度控制皮带负荷,从而控制喂料流量。
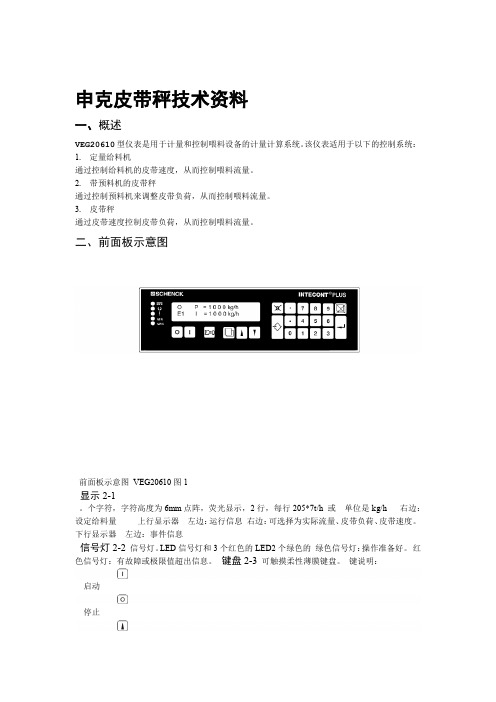
二、前面板示意图前面板示意图VEG20610图1显示2-1。
个字符,字符高度为6mm点阵,荧光显示,2行,每行205*7t/h 或单位是kg/h 右边:设定给料量上行显示器左边:运行信息右边:可选择为实际流量、皮带负荷、皮带速度。
下行显示器左边:事件信息信号灯2-2信号灯。
LED信号灯和3个红色的LED2个绿色的绿色信号灯:操作准备好。
红色信号灯:有故障或极限值超出信息。
键盘2-3可触摸柔性薄膜键盘。
键说明:启动停止选择下行显示器显示内容/选择功能复位计数器功能键,调用分配功能和事件信息FUNCDEL取消键,应答事件信息。
删除输入数字。
放弃键,退出功能ESCENT确认键,确认输入应答输入修改键,准备输入,例如:输入设定流量DAT数字键输入负号和小数点显示参数定义2-4t/h单位:kg/h或I = 喂料速率实际值单位时间内通过皮带的物料量。
t/h或单位:kg/h P = 喂料速率设定值依据设定值控制实际值。
t单位:kg或Z = 累积量喂料时间×累积量= 喂料速率m/s 单位:V = 输送皮带的速度kg/m 单位:Q = 皮带负荷控制模式Gravimetric(重量模式):非控制模式olumetric(V容积模式):mA 单位:控制器调节量Y =%单位:控制偏差Xd =仪表工作方式2-5重量模式:控制模式。
容积模式:非控制模式。
显示,表明是重量工作方式。
“V”注:在上行显示器的左边显示“V”,表明是容积工作方式,没有计量原理2-6 IQ和皮带速度V,并把它们相乘,通过计算得到的结果是喂料率连续测量皮带负荷计算公式:I=Q*V*3600m/s单位:单位:kg/h Qkg/m V单位:I调节后,送到变频器的信号PI进行比较,得到其差值,将该差值通过与设定流量把实际流量IP一致,达输入端,通过变频器控制交流电机的转速,从而调整输送皮带速度,改变P和IV值,使得到定量给料的目的。
申克仪表说明书
申克仪表说明书1、目录1、概述 (1)讲述皮带秤操作原理及具体情况,如“出料点供料”。
什么是INTECONT? (1)详细资料 (1)定义 (1)计量原理 (1)控制 (2)输入和输出 (3)2、技术数据和字符 (5)本章简要介绍INTECONT 所用全部数据和所有可能发生的情况。
技术数据 (5)接口 (6)对话语言、单位 (7)显示、指示灯 (7)程序设置、标定 (8)3、程序设置 (9)程序设置功能便于以少量的运算完成秤体计量要求。
功能分配 (9)标定功能 (9)皮带环行LB (10)除皮TW (10)置零 (11)砝码检查CW (12)模拟方式 (13)时间设置.......................................... 13 4、服务值 (14)服务值信号适用外部线缆、输入、输出转换和负荷传感哭负载等检查。
另外,SPC值(生产过程控制统计)可用于喂料记录等方面。
5、参数 (15)确定设备特性,参数可满足特殊要求,甚至在停电时,他们亦能无限期的存贮。
总述 (17)调入参数 (17)装入初始参数 (18)参数概述 (19)注解参数表 (22)6、出现事件信号后错误诊断(故障信息) (45)大多数错误以及大部分操作状态均以事件信号的形式出现。
错误查询表帮助操作者迅速找出错误并及时恢复正常操作状态。
系统信息S…S9 (45)物料流量B…B9 (45)电气系统E…E5 (46)标定C1…C3 (46)最大值H1…L4 (46)最小值L1…L4 (47)信号灯 (47)7、使用 (48)全面介绍,逐步解释了应该进行的工作。
另外,你还会发现可能隐含的错误。
操作学习 (48)机械要求 (49)电器要求 (49)输入参数 (50)控制 (51)功能检查 (52)标定 (53)用砝码检查 (53)带速检查 (54)物料检查 (54)测试插座 (55)机械部分安装与调试 (55)1、概述什么是INTECONT?INTECONT PLUS是用于计量、控制、喂料设备的计量计算系统。
德国申克秤DISCONT系列操作手册

SCHENCK 秤培训资料编写:生产技术部申克秤培训资料一、Discont 硬件结构A:VSE 系统单元(处理器)每台秤系统中至少有一个。
B:VEA I/O接口扩展单元。
C:VLG 现场转换控制单元。
D:VLB 操作员站(可选)。
这些单元通过LOCAL —BUS 现场总线连接在一起,交换信息。
二、系统单元VSE(处理器)的结构和功能1、总线地址设定LOCAL BUS打开VSE接线盒,设定如下:W500为终端电阻:1—2时有终端电阻2—3时无终端电阻2、接口功能①荷重传感器接口A:激励电压±6VAC,占空比为1:1的方波,如果用正弦波表测量方波时的电压此时应为:6 X 2 X 1.1 = 13VACB:传感器为6线制。
C:最大能力为4个350Ω阻抗的传感器。
② DI 4个2个NAMUR开关输入,根据电流的大小来实现开关量的检测。
2个通常DI(电压型)③ DO 4个④ AO 1个3、记忆卡 VSM记忆卡在VSE上的位置记忆卡的作用:存储参数和组态。
三、I/O扩展单元(VEA)1、地址设定:第一个I/O单元的地址必须为112、DI 4个DO 4个AI 1个AO 1个四、操作员单元(VLB)VLB地址设定永远为21 ,尽有软件决定。
五、事件分组、等级和响应了解事件的分组、等级和响应是我们处理问题查找故障原因的基本依据,在事件未确认前可根据事件代码和参数组态追溯产生事件的原因。
1.事件等级: 事件共有四个等级,事件等级是根据控制系统中对人身和设备的安全以及工艺需要在相应参数中定义的。
a.A(alarm)报警事件b.W1 预警c.W2 预警2d.IG 忽略2.事件分组:a.SY:系统事件b.SC:顺序监控c.WE:相关电气系统监测d.WM:相关机械系统监测e.MF:物料流监测f.IL:连锁条件g.CO:PI调节器工况检测h.CH:在线实物标定产生的信息i.CA:校验信息事件j.HI:超上限事件k.LO:超下限事件3.事件响应:A级报警事件是最严重的故障出现,如不采取措施会对设备的运行产生不良后果,导致损失。
申克皮带秤仪表VEG20610说明书(原文翻译)
1、目录1、概述 (1)讲述皮带秤操作原理及具体情况,如“出料点供料”。
什么是INTECONT? (1)详细资料 (1)定义 (1)计量原理 (1)控制 (2)输入和输出 (3)2、技术数据和字符 (5)本章简要介绍INTECONT 所用全部数据和所有可能发生的情况。
技术数据 (5)接口 (6)对话语言、单位 (7)显示、指示灯 (7)程序设置、标定 (8)3、程序设置 (9)程序设置功能便于以少量的运算完成秤体计量要求。
功能分配 (9)标定功能 (9)皮带环行LB (10)除皮TW (10)置零 (11)砝码检查CW (12)模拟方式 (13)时间设置.......................................... 13 4、服务值 (14)服务值信号适用外部线缆、输入、输出转换和负荷传感哭负载等检查。
另外,SPC值(生产过程控制统计)可用于喂料记录等方面。
5、参数 (15)确定设备特性,参数可满足特殊要求,甚至在停电时,他们亦能无限期的存贮。
总述 (17)调入参数 (17)装入初始参数 (18)参数概述 (19)注解参数表 (22)6、出现事件信号后错误诊断(故障信息) (45)大多数错误以及大部分操作状态均以事件信号的形式出现。
错误查询表帮助操作者迅速找出错误并及时恢复正常操作状态。
系统信息S...S9 (45)物料流量B...B9 (45)电气系统E...E5 (46)标定C1...C3 (46)最大值H1...L4 (46)最小值L1...L4 (47)信号灯 (47)7、使用 (48)全面介绍,逐步解释了应该进行的工作。
另外,你还会发现可能隐含的错误。
操作学习 (48)机械要求 (49)电器要求 (49)输入参数 (50)控制 (51)功能检查 (52)标定 (53)用砝码检查 (53)带速检查 (54)物料检查 (54)测试插座 (55)机械部分安装与调试 (55)1、概述什么是INTECONT?INTECONT PLUS是用于计量、控制、喂料设备的计量计算系统。
申克定量给料机教程
申克定量给料机教程申克定量给料机第一章工作原理定量给料机的工作原理分为计量原理和控制原理两个部分。
一.计量原理:计量平台连续称量输送的物料。
物料在皮带引导下通过计量平台,计量平台通过称重托辊将物料重力作用在称重传感器上。
计量平台用十字弹片与框架连接。
称重传感器产生一个与作用力成比例的电压信号,送入INTECONT PLUS仪表内,INTECONT PLUS仪表将此电压信号放大后转换成数字信号送入微处理机中。
白色三角形区域表示单托辊的负荷分配,计量平台范围内只有一半的物料重力作用于称重托辊上。
根据称量技术,换算成标准单位皮带负荷。
有效称量长度:L (m)Leff =2其中:L为计量平台长度。
皮带负荷如下:Q(Kg/m)q =Leff测速用的极轮安装在电机轴上,根据极轮的凹凸外形,速度传感器产生脉冲信号,送入INTECONT PLUS仪表内并转换成数字信号送入微处理机中,计算出皮带速度V。
微处理机根据皮带负荷q和皮带速度V计算出的瞬时流量I:Q×VI = q×V =Leff二.控制原理:INTECONT PLUS 仪表提供了三种控制方式:1.定量给料机方式:通过皮带速度来控制物料流量。
这是最常用的工作方式。
定量给料机控制系统是由机械秤体(包括驱动电机和减速机)、称重传感器、速度传感器、控制仪表和电控柜组成,见原理图。
控制过程:a) 计量系统测出通过皮带的物料流量;b) 控制电路根据设定值,调节皮带的速度,来控制物料流量并使之恒定。
控制系统:控制器R将瞬时流量值I与设定值P相比较,通过其输出YV,来控制给料机的皮带速度,改变给料机的物料流量,直至流量的瞬时值与设定值一致。
2.皮带秤+预给料机方式:通过皮带负荷来控制物料流量。
皮带秤+预给料机控制系统是由皮带秤秤体、预给料机(皮带式给料机、星型给料机和电动流量阀等)、称重传感器、速度传感器、控制仪表和电控柜组成,见原理图。
控制过程:a) 计量系统测出通过皮带的物料流量;b) 控制电路根据设定值,调节预给料机的速度,来控制物料流量并使之恒定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。