基于DSP+FPGA的烟包包装缺陷视觉检测系统研究
基于FPGA的烟支检测系统的设计
检 测 可选 择光 电探 头或 电容 式 探 头 .重 量 控制 可 选 择 重 量 传 感 器 ,密 度 控 制 则 应 选 择 密 度 传 感
收 稿 日期 : 0 0 0 —1 2 1— 7 5
行交 互 的主 要部 分 ,用 户 可 以在其 上 面选 择 一 些 阈值 和处 理 方法 等参 数 ,也 可 以控 制 系统 的启 动
是整 个 系统 的最 直 观 的表 现 。它是 用 户跟 系统进
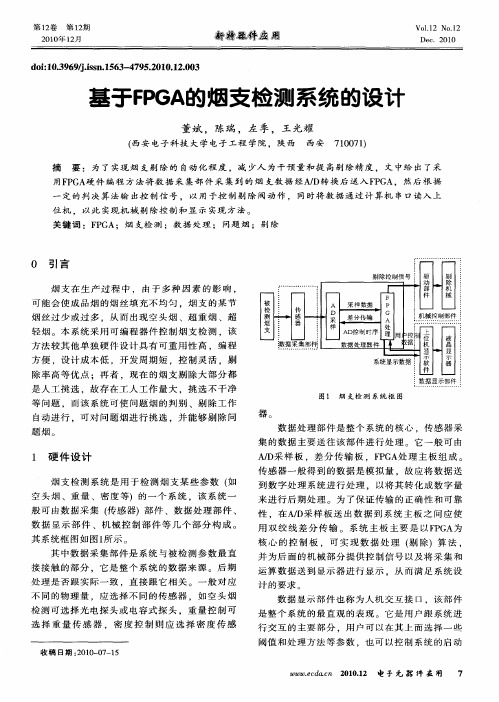
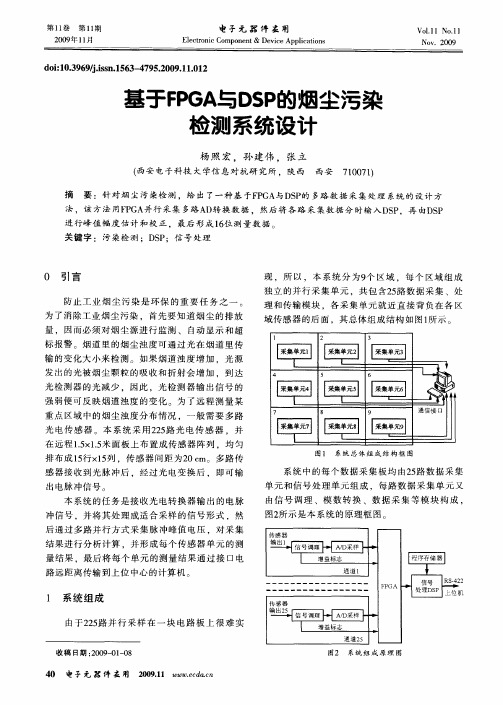
其 系统 框 图如 图 1 示 。 所
其 中数据 采 集部 件 是 系统 与 被检 测 参 数最 直 接 接触 的部分 ,它是 整 个 系统 的数 据 来 源 。后 期 处 理是 否 跟 实 际一 致 ,直 接跟 它 相关 。一 般对 应 不 同 的物 理量 ,应选 择 不 同 的传感 器 。如 空头 烟
剔 除控制信 号
烟 支 在 生产 过 程 中 ,由 于多 种 因 素 的 影 响 , 可能 会使 成 品 烟 的烟 丝填 充不 均 匀 ,烟 支 的某节
烟 丝 过 少 或 过 多 , 从 而 出 现 空 头 烟 、超 重 烟 、超
被
检 测 烟
驱 动 部 件
剔 除 机 械
第 1卷 2
1 期 21 第 月 0 年 2 0 12
黪爨缔
V1 o2 o 2 . . N1 1
De c.201 O
d i O3 6 / i n1 6 - 7 52 1 .20 3 o: .9 9js .5 3 4 9 .0 01 .0 l .s
基于 F G 的烟支检 测系统 的设计 PA
De . 2 0 c 01
பைடு நூலகம்
2 1 年 1 月 00 2
和 停 止 。 同时 ,系 统 再 将 一 些 重要 数 据 显示 出
一种基于机器视觉药品泡罩包装缺陷检测方法及系统[发明专利]
![一种基于机器视觉药品泡罩包装缺陷检测方法及系统[发明专利]](https://img.taocdn.com/s3/m/8f696249b0717fd5370cdc85.png)
专利名称:一种基于机器视觉药品泡罩包装缺陷检测方法及系统
专利类型:发明专利
发明人:黄远民,易铭,杨伟航,杨元凯
申请号:CN201810107074.3
申请日:20180202
公开号:CN108344743A
公开日:
20180731
专利内容由知识产权出版社提供
摘要:本发明公开了一种基于机器视觉药品泡罩包装检测方法及系统,其包括以下步骤:步骤一,图像采集,采用激光发射器投射到包装好的泡罩上,采集图像信息;步骤二,图像信息处理,包括图像的增强、恢复、编码和灰度变换,对图像进行噪声的去除;步骤三,图像分割,阀值设置;步骤四,图像边缘跟踪,利用Canny边缘检测算法检测泡罩边缘;步骤五,提取图像特征,对分解的图像进行阈值设定,阀值提取相应区域的图像特征;步骤六,提取分割药品的颜色、位置、尺寸和形状;步骤七,选择药片位置、尺寸、形状和表面缺陷尺寸的容差;步骤八,存储标准模板,药片特征和容差值;步骤九,对缺陷药片和对应的泡罩打上标签;步骤十,最后进行数据存储。
申请人:佛山职业技术学院
地址:528137 广东省佛山市三水区乐平镇职教路3号
国籍:CN
代理机构:深圳市君胜知识产权代理事务所(普通合伙)
更多信息请下载全文后查看。
烟包质量缺陷视觉检测方案
从缺陷检测到质量控制——烟包质量缺陷视觉检测方案时间:2013-12-2614:05来源:印刷英才网编辑:多多目前,我国烟包印刷工艺以凹印为主,胶印为辅。
烟包印刷不仅大量采用了金银卡纸、素面镭射纸、光柱镭射纸等特殊的承印材料,而且表面处理工艺较多,如凸点光油、网印光油、C平方、镭射转移等,压凸、压纹、模切等局部印后工艺更是必不可少。
这种多种工艺融合在一起的加工方式有一定的操作难度,容易出现质量缺陷,因此,烟厂对烟包质量提出了越来越高的要求,这就使得烟包质量缺陷检测手段得到了不断发展和完善。
一,印前质量控制在印前环节,由于烟包印刷企业的产品种类一般较少,因此PDF 制版文件和经RIP处理后的文件校对工作量小,CIP3/CIP4等最新的制程也很少普及。
但随着产品种类的不断增加,可以通过引入“电子文稿对版系统”来解决文件格式转化错误、拼版错误、RIP错误等印前质量问题产生的风险。
印刷质量缺陷在线检测最新的高精度在线检测是目前备受业界推崇的一种烟包印刷质量缺陷检测方式,其可以对低于0。
1mm的刀丝、套印不准、漏印等凹印缺陷进行高精度检测。
此外,国内外已经开发出可以对光柱镭射纸、素面镭射纸、金银卡纸印刷效果进行颜色测量的高光谱颜色测量系统,可在白卡纸上获得与采用X-Rite分光光度计相同的色差测量结果;而对于其他反射性纸张,在X-Rite分光光度计无法正常工作的情况下,通过高光谱颜色测量系统可以获得稳定、一致的颜色测量结果,测量精度可达0。
05ΔEab。
在烟包胶印中存在的主要质量问题为因水墨平衡控制不当所导致的色差、干水、墨迹等瑕疵,质量检测的重点是对色差及部分印刷缺陷进行控制。
视觉检测方案是利用加装在胶印机上的“在线检测+颜色测量”系统,进行100%印刷质量缺陷检测以及关键墨键区域的颜色实时测量。
由于胶印机的“在线检测+颜色测量”系统需要在现有胶印机上进行结构改造,因此如果想要实现胶印在线废品剔除功能,就需要进行较大动作的设备改造。
基于机器视觉的香烟小包装外观质量检测系统
0 引言
在 当前 竞争 激 烈 的卷 烟行 业 中 , 精 美 的香 烟 外
创造 性地设 计 了在 线检 测 系 统 的总 体 结 构 , 提 出 了
一
种 基 于机器 视觉 的 图像 处 理 方法 , 及 时发 现 并剔
Z E NG We n — y a n,WANG Ya — g a n g , J I ANG Ni a n — p i n g,S HAO Hu i — h e
( S c h o o l o f Op t i c a l - E l e c t r i c a l a n d C o mp u  ̄r E n g i n e e r i n g , U n i v e r s i t y o f S h a n g h a i f o r
c i g re a t t e p a c k i n g q u a l i t y d e t e c io t n. Ke y wor d s: ma c h i ne v i s i o n;c i g a r e t t e pa c k i ng q u a l i t y;o n l i ne d e t e c t i o n;Op e n CV ;i ma g e r e g i s t r a t i o n
S c i e n c e& T e c h n o l o g y , S h a n g h a i 2 0 0 0 9 3 ,C h i n a )
Abs t r a c t : Th i s pa p e r d i s c u s s e s o n t h e d e s i g n o f o v e r a l l s c h e me o f a p p e a r a n c e q u a l i t y o f t h e c i g a r e t t e
香烟外包装视觉检测系统研究
2012年第32期(总第47期)科技视界Science &Technology VisionSCIENCE &TECHNOLOGY VISION 科技视界作者简介:方学军(1972.08—),男,硕士,机械控制工程师,贵州财经大学,讲师,主要研究方向为计算机控制技术。
香烟生产线的速度非常快,比如GDX-2包装机组的速度就达7包/秒,但在包装过程中往往会产生各种瑕疵,如破损、翘边、翻盖、露白、反包、叠角、印刷未上色等,这给在线检测带来很多麻烦。
用人工只能抽检,结果有很多的不合格品流入市场,管理层也无法进行有效监管,对品牌价值和产品信誉都造成很大影响。
因而,一套高效的香烟外包装视觉检测系统对香烟生产线尤为重要。
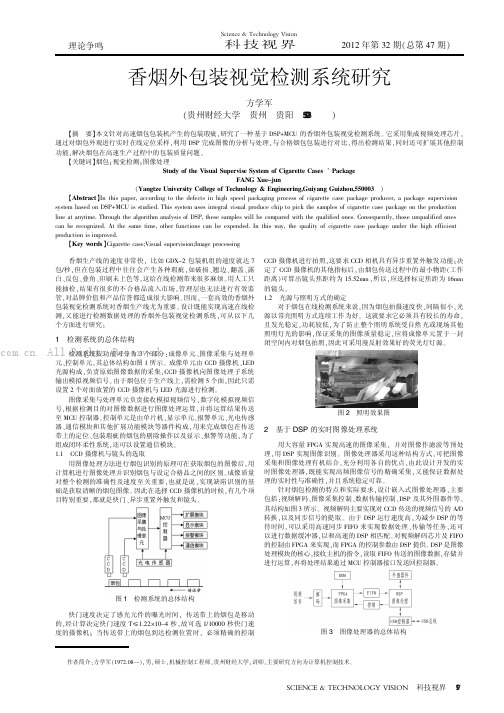
设计既能实现高速在线检测,又能进行检测数据处理的香烟外包装视觉检测系统,可从以下几个方面进行研究:1检测系统的总体结构检测系统按功能可分为3个部分:成像单元、图像采集与处理单元、控制单元,其总体结构如图1所示。
成像单元由CCD 摄像机、LED 光源构成,负责原始图像数据的采集,CCD 摄像机向图像处理子系统输出模拟视频信号。
由于烟包位于生产线上,需检测5个面,因此只需设置2个对面放置的CCD 摄像机与LED 光源进行检测。
图像采集与处理单元负责接收模拟视频信号,数字化模拟视频信号,根据检测目的对图像数据进行图像处理运算,并将运算结果传送至MCU 控制器。
控制单元是由单片机、显示单元、报警单元、光电传感器、通信模块和其他扩展功能模块等器件构成,用来完成烟包在传送带上的定位、包装瑕疵的烟包的剔除操作以及显示、报警等功能,为了组成闭环柔性系统,还可以设置通信模块。
1.1CCD 摄像机与镜头的选取用图像处理方法进行烟包识别的原理可在获取烟包的图像后,用计算机进行图像处理并识别烟包与设定合格品之间的区别。
成像质量对整个检测的准确性及速度至关重要,也就是说,实现缺陷识别的基础是获取清晰的烟包图像。
基于FPGA与DSP的烟尘污染检测系统设计
7 8
l
9
I.. .. . . .. ... ..一 ..
通 信 接 口
l 单7 I集元I 采单 元l 采单s 集元I 采 集 I
I I
图 1 系 统 总 体 组 成 结 构 框 图
感 器接 收到光 脉 冲后 ,经过 光 电变换 后 ,即可输 出电脉 冲信号 本 系统 的任务 是接 收光 电转 换 器输 出 的 电脉 冲信 号 ,并将 其 处理 成适 合采样 的 信号 形式 ,然 后通 过多路 并行 方式 采集 脉 冲峰值 电压 ,对 采 集 结果进 行分 析计 算 ,并形 成每个 传感 器 单元 的测 量结 果 ,最后将 每个 单元 的测 量结 果通 过 接 口电
_-
通道1
FPGA
1 系统 组 成
l●
由 于2 5 并 行 采样 在 一 块 电路 板 上 很 难 实 2路
一
通道2 5
收 稿 日期 : 0 9 0 一 8 2 0 — l0
图 2 系 统 组 成 原 理 图
4 电 手 元 嚣 件 壶 用 20 .1 0 0 91
路远距 离传输 到上 位 中心的计算 机 。
系统 中的每个 数 据采集 板 均 由2 路 数 据采 集 5
单 元 和信 号处理 单元 组成 ,每路 数据 采集 单元 又 由信 号 调 理 、模 数 转换 、数 据 采 集 等模 块 构成 ,
图2 所示 是本 系统 的原理框 图。
传 感 器
基 于F G 与D P PA S 的烟 尘 污 染 检测系统设计
杨 照 宏 ,孙 建伟 ,张 立
( 西安 电子科技 大学信 息对 抗研 究所 ,陕 西 西安 70 71 10 1
基于视觉的卷烟小包外观检测系统的研究
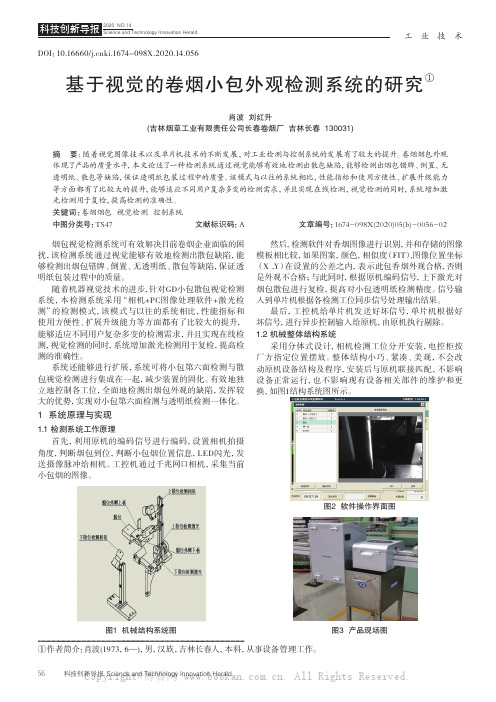
工业技术科技创新导报 Science and Technology Innovation Herald56DOI:10.16660/ki.1674-098X.2020.14.056基于视觉的卷烟小包外观检测系统的研究①肖波 刘红升(吉林烟草工业有限责任公司长春卷烟厂 吉林长春 130031)摘 要:随着视觉图像技术以及单片机技术的不断发展,对工业检测与控制系统的发展有了较大的提升。
卷烟烟包外观体现了产品的质量水平,本文论述了一种检测系统通过视觉能够有效地检测出散包缺陷,能够检测出烟包错牌、倒置、无透明纸、散包等缺陷,保证透明纸包装过程中的质量。
该模式与以往的系统相比,性能指标和使用方便性、扩展升级能力等方面都有了比较大的提升,能够适应不同用户复杂多变的检测需求,并且实现在线检测,视觉检测的同时,系统增加激光检测用于复检,提高检测的准确性。
关键词:卷烟烟包 视觉检测 控制系统中图分类号:TS47 文献标识码:A 文章编号:1674-098X(2020)05(b)-0056-02①作者简介:肖波(1973,6—),男,汉族,吉林长春人,本科,从事设备管理工作。
烟包视觉检测系统可有效解决目前卷烟企业面临的困扰,该检测系统通过视觉能够有效地检测出散包缺陷,能够检测出烟包错牌、倒置、无透明纸、散包等缺陷,保证透明纸包装过程中的质量。
随着机器视觉技术的进步,针对GD小包散包视觉检测系统,本检测系统采用“相机+PC图像处理软件+激光检测”的检测模式,该模式与以往的系统相比,性能指标和使用方便性、扩展升级能力等方面都有了比较大的提升,能够适应不同用户复杂多变的检测需求,并且实现在线检测,视觉检测的同时,系统增加激光检测用于复检,提高检测的准确性。
系统还能够进行扩展,系统可将小包第六面检测与散包视觉检测进行集成在一起,减少装置的固化。
有效地独立地控制各工位,全面地检测出烟包外观的缺陷,发挥较大的优势,实现对小包第六面检测与透明纸检测一体化。
基于视觉深度学习的烟支缺陷特征识别系统设计

数字技术与应用 Digital Technology &Application
Vol.41 No.9 Sep 2023
中图分类号:TP391.41
文献标识码:A
ห้องสมุดไป่ตู้
DOI:10.19695/12-1369.2023.09.54
2023 年第 9 期
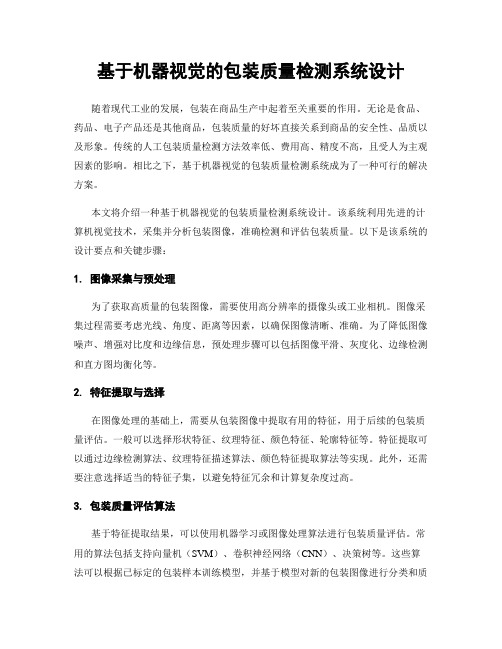
械设备有相应的监管措施,对烟机设备目录以外的装备 制造企业有相应的政策法规约束,对烟机拆装有着更为 严格的管理条例,并且卷接机现在向中高速机发展,机 身内部更为紧凑,增设满足需求的相关传感器与供电、 控制通信线缆存在不确定性,因此在烟机外部增设相应 设备成为主流趋势,既满足烟机无损拆装又可满足系统 产品化和功能性升级迭代的空间。外置式成型缺陷系统 样机机械装置示意图如图 1 所示。
缺陷,作为企业经验数据的累积,其次是机器视觉算法 反复发现识别的图形数据库,经过计数与审核提取图片 的元数据,并将元数据发送至元数据缺陷存储数据库进 行数据更新,能够作为识别代码进行后续可持续管理。
业务流程与评价应用,根据设置实时监测的数据, 在积累的数据基础上建立可靠的模型算法,用于自动触 发报警并推送到相应的生产管理人员,实现数据驱动流 程、流程驱动工作以及生产质量的闭环管理,简化质量 问题追溯流程,提高生产效率,生产制造大数据驱动生 产在线预警,动态考核当班生产质量。 4 结语
3.1.1 深度学习和感知算法图像标签 首先要设计深度学习和感知算法图像检索系统,解
决缺陷多样性数据分层与编码检索的回溯效率,通过深
度学习预先进行有限训练,在图像缺陷特征检测数据库
中提取目标图像的特征,并采用图像标签化赋码,交互
图像的基础数据与信息,从而完成图像缺陷的检测 ;利
基于机器视觉的香烟条包图像检测系统研究
块[5]。然后进行图像分割,特征提取直至最后的特征图像识别,其流程图如图2所示。
图2 图像处理典型流程图
图3 犚犌犅颜色模型
2.2 彩色图像灰度化 一个物体的色彩属性,取决于光源、成像传感器等相关因素。任何光都可以由R、G、B三种基色混合
6
金 陵 科 技 学 院 学 报
第36卷
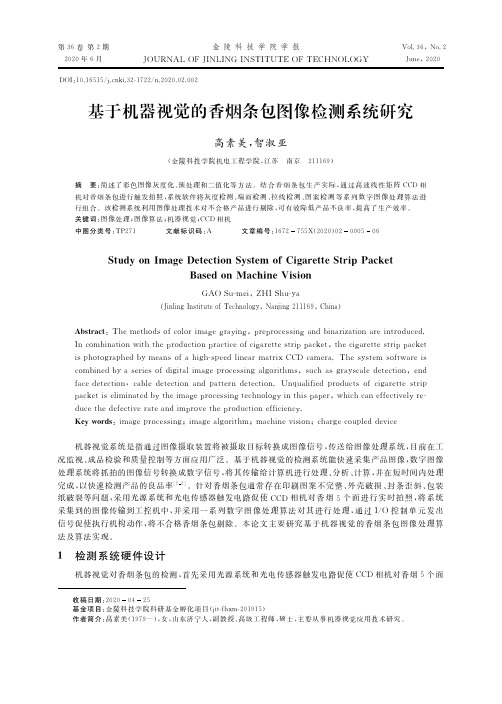
进行实时拍照,将系统采集到的图像传输到工控机中,并利用图像算法对其进行处理,最后通过I/O控制 单元发出信号促使执行机构动作,将不合格烟包剔除。检测系统设计框图如图1所示。
图1 机器视觉香烟条包检测系统硬件框图
光源的选择和设计是为了获取烟包特征信息,同时减少对烟包检测精度的影响。由于条包检测系统 CCD相机扫描时间短,对光源要求高,这里选择LED光源作为香烟条包检测光源。CCD相机通过光源触 发拍照将图像呈现在像敏面上,图像信号转变为少数载流子存储在像敏单元中,在转移脉冲的作用下,再 转移到移位寄存器,然后通过驱动脉冲作用移出器件成为视频信号。最后由电路处理计算,转换成检测 信号。
1 检测系统硬件设计
机器视觉对香烟条包的检测,首先采用光源系统和光电传感器触发电路促使CCD相机对香烟5个面
收 基 作稿 金 者日 项 简期 目 介: : :2金 高02陵 素0科 美0(技149学792院5—科),研女基,山金东孵济化宁项人目,(ji副tf教hx授m、2高01级91工5程)师,硕士,主要从事机器视觉应用技术研究。
第36卷第2期
金陵科技学院学报
2020年6月 JOURNALOFJINLINGINSTITUTEOFTECHNOLOGY
基于机器视觉的包装质量检测系统设计
基于机器视觉的包装质量检测系统设计随着现代工业的发展,包装在商品生产中起着至关重要的作用。
无论是食品、药品、电子产品还是其他商品,包装质量的好坏直接关系到商品的安全性、品质以及形象。
传统的人工包装质量检测方法效率低、费用高、精度不高,且受人为主观因素的影响。
相比之下,基于机器视觉的包装质量检测系统成为了一种可行的解决方案。
本文将介绍一种基于机器视觉的包装质量检测系统设计。
该系统利用先进的计算机视觉技术,采集并分析包装图像,准确检测和评估包装质量。
以下是该系统的设计要点和关键步骤:1. 图像采集与预处理为了获取高质量的包装图像,需要使用高分辨率的摄像头或工业相机。
图像采集过程需要考虑光线、角度、距离等因素,以确保图像清晰、准确。
为了降低图像噪声、增强对比度和边缘信息,预处理步骤可以包括图像平滑、灰度化、边缘检测和直方图均衡化等。
2. 特征提取与选择在图像处理的基础上,需要从包装图像中提取有用的特征,用于后续的包装质量评估。
一般可以选择形状特征、纹理特征、颜色特征、轮廓特征等。
特征提取可以通过边缘检测算法、纹理特征描述算法、颜色特征提取算法等实现。
此外,还需要注意选择适当的特征子集,以避免特征冗余和计算复杂度过高。
3. 包装质量评估算法基于特征提取结果,可以使用机器学习或图像处理算法进行包装质量评估。
常用的算法包括支持向量机(SVM)、卷积神经网络(CNN)、决策树等。
这些算法可以根据已标定的包装样本训练模型,并基于模型对新的包装图像进行分类和质量评估。
需要注意的是,算法的选择应根据具体的包装质量检测任务来进行,并结合实际的应用场景进行优化和调整。
4. 系统集成与应用设计好的基于机器视觉的包装质量检测系统需要进行系统集成和应用。
这包括硬件设备的连接和调试、软件系统的开发和优化、参数设置和调整等。
系统集成时需要保证数据的实时性、稳定性和可靠性,以及用户友好性和操作便捷性。
基于机器视觉的包装质量检测系统设计具有以下几个优点:1. 高效性:相比传统的人工检测方式,机器视觉系统能够实现更快、更准确的包装质量检测结果。
基于机器视觉的卷烟包装外观质量瑕疵在线识别方法
基于机器视觉的卷烟包装外观质量瑕疵在线识别方法曾丹梦 舒娟*廖强重庆中烟工业有限责任公司 重庆 400060摘要:传统卷烟外观质量瑕疵在线识别方法直接对图像瑕疵特征进行提取,未对卷烟外观图像数据进行预处理,造成传统方法识别精度低,因此提出基于机器视觉的卷烟外观质量瑕疵在线识别方法。
首先,对卷烟外观图像进行数据预处理,去除背景区域,提高对比度和图像瑕疵特征提取的准确性;其次,利用提取到的瑕疵特征,设计基于机器视觉的卷烟外观质量瑕疵在线识别流程;最后,基于机器视觉实现卷烟外观质量瑕疵在线识别。
通过实验结果表明:此设计方法的识别正确率为100%,具有更高的识别精度。
关键词:机器视觉 卷烟外观 质量瑕疵识别 识别方法中图分类号:TS452文献标识码:A 文章编号:1672-3791(2024)05-0084-04 An online Identification Method for the Quality Defects of Cigarette Packaging Appearance Based on Machine VisionZENG Danmeng SHU Juan*LIAO QiangChina Tobacco Chongqing Industrial Co., Ltd., Chongqing, 400060 ChinaAbstract:Traditional online identification methods for the quality defects of cigarette appearance directly extract the defect features of images, without preprocessing the image data of cigarette appearance, resulting in their low identification accuracy, so this paper proposes an online identification method for the quality defects of cigarette ap⁃pearance based on machine vision. Firstly, it performs data preprocessing of the images of cigarette appearance, and removes background areas, in order to improve the contrast ratio and the accuracy of extracting the defect features of images. Then, it uses the extracted defect features to design an online identification process for the quality defects of cigarette appearance based on machine vision. Finally, it achieves the online identification of the quality defects of cigarette appearance based on machine vision. Experimental results show that the designed method in this paper holds an identification accuracy rate of 100% and higher identification accuracy.Key Words: Machine vision; Cigarette appearance; Quality defect identification; Identification method随着现代社会经济发展和精神文明水平的提高,人们对卷烟包装质量要求逐渐提高。
基于机器视觉的卷烟条盒包装质量检测系统设计_4578
基于机器视觉的卷烟条盒包装质量检测系统设计1 引言机器视觉系统是指通过机器视觉产品,如CCD、CMOS和光电管等,将被摄取的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,再根据判别的结果控制现场的设备。
典型的工业机器视觉应用系统包括如下部分:光源,镜头,CCD照相机,图像处理单元(或图像采集卡),图像处理软件,监视器,通讯/输入输出单元等。
随着中国加入WTO,市场竞争日益激烈,卷烟企业为了提高产品的竞争力,更好的开拓市场,在加大卷烟质量的技改力度、提高卷烟质量的同时,对卷烟制品的包装形式及包装质量也加大了改造力度,以在激烈的市场竞争中更好的巩固和开拓市场。
卷烟产品包装质量的检测,是市场营销过程中保证质量的一个重要手段。
传统的烟支条盒包装质量完全由人眼检测,而长时间工作会使人眼产生视觉疲劳,难以避免产品错检、漏检情况的出现。
基于机器视觉开发的检测系统使得在产品质量的检测过程中用机器代替人眼来做测量和判断,降低了人为因素对产品质量的影响,在提高卷烟包装质量的技改方面满足了企业的需求。
2 系统的设计方案系统采用线性光源以产生照明能量集中、光强分布均匀的一条光带;采用多个相机对条盒需要检测的各个面进行拍照,以保证检测的全面性;采用外触发模式使各个面的图像分通道进入图像采集单元;经过处理单元对各通道的图像进行复杂的表面检测运算,如果发现任何一个通道的图像存在表面质量缺陷,则对下位机给出控制信号,使执行单元在该不合格条盒通过时将其剔除;系统显示器实时显示各通道图像及其检测结果,并给出缺陷的分析结果。
系统的图像采集单元包括图像采集卡、D/A转换卡、光源、CCD相机,工业控制计算机作为图像处理单元,以PLC控制系统控制执行单元。
3 图像采集图像的获取实际上是将被测物体的可视化图像和内在特征转化成能被计算机处理的数据,它直接影响到系统的稳定性及可靠性。
一种新型烟标印刷缺陷在线检测系统
一种新型烟标印刷缺陷在线检测系统1 概述ﻫ近年来,国内烟包印刷竞争日趋激烈,精美烟包产品不断涌现,烟包设计和印刷工艺越来越复杂,所用材料也越来越讲究,凹印、胶印、柔印、丝印、UV印刷、UV上光、全息烫印、镭射铝箔纸等技术纷纷上阵,多种印刷技术组合的烟盒随处可见。
随着印刷工艺的复杂化和多样化,对成品检验的要求也越来越高。
各道工序出现缺陷产品(如飞墨、刀丝、套印不正等)后,最终流入到最后检验工序,若全部由人工完成,工作量极大,且依靠人的视力检测很难保持持久和稳定,容易产生疲劳和漏检现象,流入到烟厂或用户手中,将造成质量事故。
ﻫﻫ根据印刷的重复性原理,印刷缺陷在线检测系统通过高速摄像头连续拍摄印刷图案,并将其与一个完好无缺的基准作比较,当二者差异超出了设定的范围时,检测系统即判定印刷缺陷产生,保存缺陷图案并声光报警,同时控制贴标机对有缺陷的纸张进行贴标。
ﻫ最早用于印刷品质量检测的是将标准影像与被检测影像进行灰度对比的技术,现在普遍采用的技术是以RGB三原色为基础进行对比。
从实际使用上来说,影响1)印刷材质的问题ﻫ检测能力的因素如下。
ﻫﻫ印刷材质除了常见的白卡纸、铜版纸外,还存在很大比例的转移纸(包括金银卡纸、镭射纸);纸上除了印刷外,还有素面烫金、全息定位烫金等印后工艺,其强反射特性给普通照明条件下的检测带来难度;而且压凸图案由于低色差特性也给检测带来困难。
2)设备波动造成的纸张蛇形跑动问题在印刷过程中,随着张力和速度的波动,纸张在前进过程中会产生蛇形跑动现象,表现在运动方向的不同程度的拉伸,以及宽度方向的不同程度的偏移,给图像的采集和比对造成困难。
ﻫ3)检测精度的问题ﻫ基于摄像的检测系统其检测依据是图像的色彩信息,如果缺陷的尺寸或色差超出摄像的观测范围,这种缺陷理论上检测不出,或者称不可信检测,如何使检测精度与企业的质量标准达成一致,是检测设备商面临的主要问题。
ﻫ4)检测后的处理问题ﻫﻫ检测只是质量管理的手段,检测的目的是为了指导生产,及时杜绝连续废品的发生;同时也应当为成品出厂提供判断依据。
基于DSP的印刷品缺陷在线检测系统设计的开题报告

基于DSP的印刷品缺陷在线检测系统设计的开题报告一、选题背景与意义随着科技的快速发展以及行业的不断升级,印刷行业也不例外。
在印刷过程中,印刷品上的缺陷问题一直是困扰着印刷行业的一个难题,如印刷偏斜、字迹不清晰、色差等问题。
对于这些缺陷问题的检测不仅耗时费力,而且对于企业的成本和效益也有着严重的影响。
因此,建立一套准确高效的印刷品缺陷在线检测系统成为当务之急。
目前,传统的印刷品质量检测主要是靠人工操作和肉眼观察,一方面成本高且效率低,另一方面还存在着检测标准不一致、误判率高等问题。
因此,使用数字信号处理(DSP)技术来实现印刷品缺陷在线检测系统是可行的解决方案。
数字信号处理技术的优势在于可以实现高精度、高速处理,同时可以降低人工干预的操作难度,更好地实现自动化检测。
二、研究目的与内容本次研究的目的是设计并实现一套基于DSP的印刷品缺陷在线检测系统。
具体来说,研究内容如下:1.印刷品图像获取与处理。
设计合适的图像采集装置,与DSP系统进行连接,完成印刷品图像的获取和预处理,为后续的缺陷检测打下基础。
2.印刷品缺陷分类。
针对不同的印刷缺陷类型,设计相应的检测算法,包括横向偏斜、竖向偏斜、字迹模糊、色差等,实现印刷品缺陷的分类,并将检测结果通过界面呈现给用户。
3.系统设计与实现。
在硬件与软件方面,设计一套符合实际需求的DSP系统,在实现高速、高效检测的同时,还需考虑系统的工作稳定性和可靠性。
三、预期成果本研究预计能够实现高速、高效、准确的基于DSP的印刷品缺陷在线检测系统,并达到以下预期成果:1.设计并实现一套合适的硬件架构和软件系统,实现印刷品图像采集、处理、缺陷分类等功能。
2.通过实验验证检测方法的效果,检测算法的准确性和稳定性,并得到实验数据分析结果。
3.通过与市面上的同类产品对比,进一步优化系统的性能和用户界面,实现高性价比的在线检测系统。
四、研究方法本次研究采用实验研究方法,将印刷品缺陷检测的任务分解为图像采集与处理、特征提取、分类检测等几个部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
视频信号 , 根据检测目的对 图像数据 进行 图像处理运 算 , 并将
运算结果传送至 M U控制器。主要由 T S2 C21D P和 C M 30 60 S
SaaX P A搭建而成 , pr n LF G t 工作 时将成 像 单元 采集 的视 频 信
号, 经过 S A 11 A 7 1A芯片解码后传递 给 F G P A进行图像 的预处 理 。D P将 F G S P A预处 理后 的图像读 取进来 并进行 一定的 软
mac n a ea ge a ef a y i e t id i h ia ie i g .T i t o se ce t n t e h g p e t h a d r k n l r n l d n i e n t e b n r d。 i l f z ma e h sme h d i f in ih s e d i i h a d a t ma m p c a e is e t n n uo t 。 a k g n p ci . o
K ey or w ds:cg r te;p c g n;ma h n iin;DSP;FPGA ia et a ka e i c i e vso
在卷烟包装 生产 中 , 已全部实现 了自动化 生产。但 由于 现
烟包包装速 度非常快 ( 例如 国内常用的 G X / 包 装生产线的 D 1 2 包装速度 高达 40 mn , 经常 出现卷 烟包装过 程中 的 0 包/ i 因此 )
Vi ua ns s lI pec i n t o Sys e f Ci ar t e Pac ge Fa t s t m o g e t ka ul s Ba ed on DSP +FPGA
QU C a . H NXn- o I h o C E i z u g h
口 口 口
— 一
[] 传送带
有速度快 、 本低 , 成 而且还 具有 精度高的优点 , 是一种较好的在
线检测方法。
图 1 检测系统的总体结构
Fg 1Srcueo e is e t nsse i. t tr f n p ci ytm u h t o
1 硬件 平 台构 建
( ea nvri f eh ooy Z e ghu4 00 , hn ) H nnU i syo cnlg , hnzo 5 0 7 C ia e t T
Ab t a t s r c :A h r w r lt r d sg i c ie vso o i s e t t e i g f cg r t a k g a d a e p af m e i w t ma h n iin t n p c h ma e o i a et p c a e o n h e
维普资讯
包装工程
P C GNGE GN E I o.9N . 08 0 A KA I N I E RNGV 12 o72 0 .7
基于 D P+ P A的烟 包包装缺陷视觉检测 系统研究 S FG
邱 超 ,陈兴 洲
( 河南工业大学 , 郑州 400) 507
wa r p s d a d t e s f r a e eo e .F rt ,t e i tn i f it r ss o l e p o e s d b r y sp o o e n h ot e w s d v l p d wa is y h ne st o c u e h u d b r c s e y g a l y p s ae,t e e os d a d bn f e i 。 o e i a iain T e f u t o a k g a a e u h a s cl h n d n ie n i a z d w t p p r b n r t . h a l fp c a e tg p p r s c s mi— i h r z o s
摘 要 : 出了采 用机 器视 觉技 术, 提 对卷烟企业生产的烟 包进行 图像识 别及检测 的 D P+F G S P A硬
件 平 台设 计 方 案 , 并对 烟 包 包装 缺 陷 检 测 的 软 件 实现 进 行 研 究 , 出选 取 图像 强 度 分 量 进 行 灰 度 处 提
理, 选择合适的二值化和滤噪 方案对 图像进 行二值 化及滤噪处理 , 最终在二值化 图像 中进 行包装检 测
系统硬件按功能可分 为 3 部分 : 像单元 、 像采集 与 个 成 图 处理 单元、 控制单元。总体结构见 图 1 。 成像 单元由 C D摄像机 、 光源构成 , 责原始图像 数 C 照明 负 据 的 采集 ,C 摄 像机 向图 像处 理 子 系统 输 出模 拟 视 频 信 CD 号 。本系统采用线阵带异步 重置外触发 功 能的摄像 机 + 漫
的过程 , 为烟 包 高速 自动 化 包装 检 测提 供 一 种 高效 可 行 的 实施 方 案 。 关 键 词 : 包 ;包装 检 测 ; 器视 觉 ; S ;F G 烟 机 DP P A 中图分类号 : B 8 ; S3 文献标识码 : T 47 T4 A 文 章 编 号 : 0 1 5 3 20 )7~ 0 0—0 10 —36 (0 8 0 0 4 3
种种瑕疵 , 如烟包包装破 损 、 边 、 翘 翻盖 、 白、 露 反包 、 装 这严 重影 响 了产 品的外 在质量。 采 用 D P+F G S P A架构 机 器视 觉技 术对 生产 线上 的高 速 烟包进 行在线实时检测分析 , 将包 装不合格 的烟包 在线剔 除 , 不但 具