论管壳式换热器制造关键技术
管壳式换热器设计及软件开发

管壳式换热器设计及软件开发本文主要介绍管壳式换热器设计及软件开发的相关知识。
对管壳式换热器的基本概念、特点及用途进行简要阐述;详细介绍了管壳式换热器的设计要点和计算方法;探讨了管壳式换热器软件开发的流程和模块功能。
关键词:管壳式换热器、设计、软件开发、计算方法、流程管壳式换热器是一种广泛应用于化工、石油、能源等领域的传热设备,其作用是将热量从一种介质传递到另一种介质。
这种换热器的特点是结构紧凑、传热效率高、适用范围广等,因此备受。
本文将介绍管壳式换热器的设计及软件开发,以期为相关领域的研究和应用提供参考。
管壳式换热器的设计是整个换热器的核心部分。
在设计过程中,需要考虑传热面积、材料选择、结构设计、防腐蚀措施等多种因素。
同时,还需要根据不同的工艺条件和实际需求进行优化,以获得最佳的传热效果和经济效益。
具体来说,管壳式换热器设计的要点包括以下几个方面:工艺计算:根据实际工艺条件,进行传热面积、流速、压力等工艺参数的计算,以确定换热器的规格和型号。
材料选择:根据实际需求和使用环境,选择合适的材料,以保证换热器的耐腐蚀、耐高温、耐高压等特性。
结构设计:根据实际工艺条件和材料特性,设计换热器的结构,以获得最佳的传热效果和机械强度。
防腐蚀措施:针对不同的工艺条件和使用环境,采取相应的防腐蚀措施,以保证换热器的使用寿命。
在管壳式换热器的软件开发方面,需要结合实际需求进行流程设计和模块开发。
一般来说,管壳式换热器软件开发的流程包括以下几个步骤:需求分析:根据实际需求,明确软件的功能和性能要求,以及用户界面设计等。
数据输入:根据需求分析结果,设计数据输入界面,以方便用户输入相关工艺参数和技术要求。
计算及优化:利用相关算法和模型,对输入数据进行计算和优化,以获得最佳的换热器设计方案。
结果输出:将计算和优化结果以图表或报告的形式输出,以便用户进行评估和选择。
用户反馈及维护:根据用户反馈,不断完善软件功能和性能,确保软件的稳定性和可靠性。
管壳式换热器工艺设计说明书

管壳式换热器工艺设计说明书1.设计方案简介1.1工艺流程概述由于循环冷却水较易结垢,为便于水垢清洗,应使循环水走管程,甲苯走壳程。
如图1,苯经泵抽上来,经管道从接管A进入换热器壳程;冷却水则由泵抽上来经管道从接管C进入换热器管程。
两物质在换热器中进行交换,苯从80℃被冷却至55℃之后,由接管B流出;循环冷却水则从30℃升至50℃,由接管D流出。
图1 工艺流程草图1.2选择列管式换热器的类型列管式换热器,又称管壳式换热器,是目前化工生产中应用最广泛的传热设备。
其主要优点是:单位体积所具有的传热面积大以及窜热效果较好;此外,结构简单,制造的材料围广,操作弹性也较大等。
因此在高温、高压和大型装置上多采用列壳式换热器。
如下图所示。
1.2.1列管式换热器的分类根据列管式换热器结构特点的不同,主要分为以下几种:⑴固定管板式换热器固定管板式换热器,结构比较简单,造价较低。
两管板由管子互相支承,因而在各种列管式换热器中,其管板最薄。
其缺点是管外清洗困难,管壳间有温差应力存在,当两种介质温差较大时,必须设置膨胀节。
固定管板式换热器适用于壳程介质清洁,不易结垢,管程需清洗及温差不大或温差虽大但壳程压力不高的场合。
固定板式换热器⑵浮头式换热器浮头式换热器,一端管板式固定的,另一端管板可在壳体移动,因而管、壳间不产生温差应力。
管束可以抽出,便于清洗。
但这类换热器结构较复杂,金属耗量较大;浮头处发生漏时不便检查;管束与壳体间隙较大,影响传热。
浮头式换热器适用于管、壳温差较大及介质易结垢的场合。
⑶填料函式换热器填料函式换热器,管束一端可以自由膨胀,造价也比浮头式换热器低,检修、清洗容易,填函处泄漏能及时发现。
但壳程介质有外漏的可能,壳程中不宜处理易挥发、易燃、易爆、有毒的介质。
⑷U形管式换热器U形管式换热器,只有一个管板,管程至少为两程,管束可以抽出清洗,管子可以自由膨胀。
其缺点是管不便清洗,管板上布管少,结垢不紧凑,管外介质易短路,影响传热效果,层管子损坏后不易更换。
固定管板式换热器机械设计【精品毕业设计(论文)】[管理资料]
![固定管板式换热器机械设计【精品毕业设计(论文)】[管理资料]](https://img.taocdn.com/s3/m/072b172184254b35effd3410.png)
固定管板式换热器机械设计摘要固定管板式换热器是管壳式换热器的一种典型结构,也是目前应用比较广泛的一种换热器。
这类换热器具有结构简单、紧凑、可靠性高、适应性广的特点,并且生产成本低、选用的材料范围广、换热表面的清洗比较方便。
固定管板式换热器能承受较高的操作压力和温度,在高温高压和大型换热器中,其占有绝对优势。
本次设计的题目是乙二醇塔底进料换热器的设计,课题预期达到的目标为:换热器面积的计算),管程壳程压力降的计算(),工艺结构尺寸的计算:管程数(6管程),换热管的确定(内径:25mm 数量450根),壳体内径(800mm),壳程数(1壳程)的计算,折流板的选型(形式:弓形折流板,数量:13)等。
换热器的强度计算:对筒体、管箱厚度的计算和校核,对壳体及管箱各处开孔补强,对延长部分兼做法兰的计算及强度核算。
经水压试验、压力校核后显示结果全部合格。
换热器的结构设计:折流板、法兰(乙型平焊法兰)、换热管、支座(鞍式支座)、垫片(石棉橡胶板垫片)的规格及选型。
完善设计图纸及设计说明书。
关键词:换热器;工艺;结构;强度Mechanical design of fixed tube-sheet heat exchangerAbstractFixed tube plate heat exchanger is a typical structure of the shell and tube heat exchanger and a wide range of heat exchanger. This type of heat exchanger has the characteristics of a simple structure, compact, high reliability and wide adaptability , and low cost of the production, wide choice of used materials, more convenient of cleaning heat exchanger the surface . Fixed tube plate heat exchanger can withstands the higher operating pressure and temperature, so it has the absolute advantage in the possession of high temperature and high pressure heat exchangers and large,.This design topic is naphtha condenser design, the goal which the topic anticipated achieved:The craft design of heat exchanger:the heat transfer area computation;tube side pressure drop computation(≤);the craft structure size computation:number of tube passes(2 tube passes),the number of heat exchange tube(insidediameter:25mm,number:450),the inside diameter of shell, number of shell passes(1 shell passes),the lectotype of baffle board(form:segmental baffle,number:13)etcThe strength calculation of heat exchanger:the computation and check of cylinder thinckness and channel thinckness,the shell and the reinforcement for opening supplements the intensity,the extension part concurrently makes the flange the computation and the intensity calculation. Examinatation part carried on the hydraulic pressure test, the pressure examination and so on, in which all results has been all qualified The structural design of the heat exchanger:The specification and lectotype of baffle plate、flange(type A manhole weded flange)、heat exchange tube、suppot(saddle support)、gasket(paronite gasket)Consummates the design paper and the design instruction booklet Key words: heat exchanger; crafts; structure; strength目录1 引言 (1)换热器的用途 (1) (1)换热器的发展趋势 (2)2 固定管板式换热器的结构设计 (4)设计参数的确定 (4)设计压力 (4)计算压力 (5)设计温度 (5)厚度及厚度附加量 (5)焊接接头系数 (6)许用应力 (6)材料的选取 (7)力学性能 (8)化学成分 (8)管程结构 (9)换热管 (9)管板 (9)管箱 (10)管束分程 (10)换热管与管板连接 (11)壳程结构 (13)壳体 (13)折流杆 (13)折流板 (14)防短路结构 (15) (16)开孔和开孔补强设计 (16)补强结构 (16)开孔补强设计准则 (17)允许不另行补强的最大开孔直径 (18)密封装置设计 (19)焊接接头结构 (19)焊接接头形式 (20)坡口形式 (21)压力容器焊接接头分类 (21)3 换热器结构计算 (23)壳程圆筒计算 (23)厚度计算 (23)液压试验校核 (24)压力及应力计算 (24)前端管箱筒体计算 (25)厚度计算 (25)液压试验校核 (26)压力及应力计算 (27)后端管箱筒体计算 (27)厚度计算 (27)液压试验校核 (28)压力及应力计算 (29)封头计算 (30)前端封头计算 (30) (30) (31)垫片 (31)螺栓 (31) (33)管箱开孔补强计算 (33) (36)内构件的选取 (38) (38)管束分程 (39) (39)管板的计算与校核 (39)壳层圆筒 (39)管箱圆筒 (40)换热管 (40)管板 (41)管箱法兰 (42)壳体法兰 (42)系数计算 (43)管板参数计算 (43)系数计算 (43) (44)P (44)sP (46)t4 结论 (50)参考文献 (51)谢辞 (52)1引言换热器的用途换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。
管壳式换热器的结构设计

管壳式换热器的结构设计摘要本文首先叙述了管壳式换热器的概念意义、发展历史、应用和发展前景、市场状况等。
以及关于管壳式换热器标准的常见问题,管壳式换热器的结构形式及传热性能比较,管壳式换热器的特性与用途及优缺点分析,进而确定设计换热器的类型。
本文设计主要是一些管壳式换热器结构的主要部件的确定跟选择,由于篇幅原因,一些小的参数跟附件并未涉及。
换热器的设计部分主要包括管子数确定及其排列方式,壳体壁厚计算,封头和容器法兰的选择,还有折流板支座的设计等。
管壳式换热器的结构设计,是为了保证换热器的质量和运行寿命,必须考虑很多因素,如材料、压力、温度、壁温差、结垢情况、流体性质以及检修与清理等等来选择某一种合适的结构形式。
对同一种形式的换热器,由于各种条件不同,往往采用的结构亦不相同。
在工程设计中,除尽量选用定型系列产品外,也常按其特定的条件进行设计,以满足工艺上的需要(得到适合工况下最合理最有效也最经济的便于生产制造的换热器等等)。
关键词:管壳式换热器管壳式换热器结构Structure design of shell-and-tube heat exchangerAbstractThis paper first describes the shell and tube heat exchanger conceptual meaning , history, application and development prospects, market conditions . And on shell and tube heat exchanger standards FAQs , shell and tube heat exchanger structure and heat transfer performance compared to shell and tube heat exchanger analysis of the characteristics and uses , advantages and disadvantages , and to determine the design of the heat exchanger types.This design choice is mainly identified with some of the major components of the shell and tube heat exchanger structure due to space reasons, some small argument with attachments not involved . The main part of the heat exchanger design includes determining the number and arrangement of tubes , shell wall thickness calculation , head and vessel flange options, there are baffles bearing design. Shell and tube heat exchanger design of the heat exchanger in order to ensure the quality and operating life , you must consider many factors , such as material , pressure, temperature , wall temperature, fouling , fluid properties , and to repair and clean-up , etc. select one of the appropriate structure.A form of the same heat exchanger, a variety of different conditions , is not the same structure are often used . In engineering design , in addition to try to use styling products , but also often carried out in accordance with specific conditions designed to meet the needs of workmanship ( to get the most reasonable and appropriate conditions effective to facilitate also the most economical manufacturing heat exchangers etc. ) .Keywords : shell and tube heat exchanger shell and tube heat exchanger structure目录摘要 (I)1绪论 (1)1.1换热器的概念及意义 (1)1.2换热器的发展历史 (1)1.3换热器的应用和发展前景 (2)1.4换热器的市场状况 (3)1.5管壳式换热器的分类以及各自特点 (4)1.5.1 固定管板式换热器 (4)1.5.2 浮头式换热器浮头 (5)1.5.3 U形管式换热器 (5)1.5.4 填料函式换热器 (6).1.6管壳式换热器的设计与选型 (7)1.6.1管壳式换热器的设计与选型 (7)1.6.2.设计与选型的具体步骤 (9)1.7设计条件 (10)2换热器设计部分 (11)2.1管数的确定 (11)2.2管子排列方式、管间距的确定 (11)2.3换热器壳体直径的确定 (12)2.4换热器壳体壁厚的计算 (12)2.4.1厚度计算 (12)2.4.2校核水压试验强度 (13)2.4.3强度校核 (13)2.5换热器封头的选择 (14)2.6容器法兰的选择 (14)2.7管板尺寸的确定 (15)2.8管子拉脱力的计算 (15)2.9计算是否安装膨胀节 (17)2.10折流板设计 (18)2.11开孔补强 (20)2.12支座 (21)2.12.1裙座设计 (21)2.12.2基础环设计 (23)2.12.3地脚栓的设计 (24)符号说明 (26)参考文献 (29)1绪论1.1换热器的概念及意义换热器(英语翻译:heat exchanger),是将热流体的部分热量传递给冷流体的设备,又称热交换器。
浅谈管壳式换热器的制造工艺方法(精)

浅谈管壳式换热器的制造工艺方法(精)浅谈管壳式换热器的制造工艺方法在换热器的制造中,筒体、封头等零件的制造工艺与一般容器制造无异,只是要求不同,其中重点把握材料的检验,管板、折流板管孔的配钻,筒体的焊接,法兰的加工等。
纵观其制造工艺,大部分用的是传统工艺,其中焊接占的比例较高,因而必须严格按照焊接工艺施焊,并且对焊缝探伤。
1 检验材料换热器用的材料中,钢材(钢板、钢管、型材、锻件)的质量及规格应符合下列现行国家标准、行业标准或有关技术条件,钢材应符合GB GB713-2008的要求,钢材的选用应接受国家质量技术监督局颁发《压力容器安全技术监察规程》的监察。
其中,受压元件以及直接与受压元件焊接的非受压元件用钢材,必须附有钢厂的钢材质量证明书(或复制件,复制件上应加盖供应部门的印章)。
常见的有碳素钢和低合金钢(如Q235-B、Q235-C、Q245R、Q345R等)。
根据设备的使用条件,需注意材料的供货状态,如正火状态;必要时复验材料的化学成分和检验其机械性能;进行超声波检验等。
标准规定,压力容器用碳素钢和低合金钢,当壳体厚度大于30mm的Q245R和Q345R,其他受压元件(法兰、管板、平盖等)厚度大于50mm的Q245R和Q345R,以及厚度大于16mm的15MnVR,应在正火状态下使用;调质状态下和用于多层包扎容器内筒的碳素钢和低合金钢要逐张进行拉力试验和夏比(V型)常温或低温冲击试验。
凡符合下列条件之一的,应逐张进行超声波检测:①盛装介质毒性程度为极度、高度危害的压力容器②盛装介质为液化石油气且硫化氢含量大于100mg/l的压力容器③最高工作压力大于等于10MPa的压力容器④GB150第二章和附录C、GB151《管壳式换热器》、GB2337《钢制球形储罐》及其他国家标准和行业标准中规定应逐张进行超声波检测的钢板(详见各标准)⑤移动式压力容器。
选材时,经常要对材料焊接试板进行力学性能检验,主要有拉伸试验,弯曲试验和冲击试验。
完整版HTRI管壳式换热器设计基础教程讲解

市场前景
随着科技的不断进步和工业的快速发展,管 壳式换热器的应用领域将不断扩大。同时, 随着环保意识的提高和节能减排政策的实施, 高效、节能、环保的管壳式换热器将成为未
来市场的主流产品。
02
HTRI软件简介及功能
HTRI软件发展历程
01
初始开发阶段
HTRI软件最初由美国Heat Transfer Research Inc.公司开发,专注于管
04
HTRI在管壳式换热器设 计中的应用
工艺流程模拟与优化
工艺流程建模
使用HTRI软件对管壳式换热器工艺流程进行 建模,包括输入工艺参数、物性数据和设备尺 寸等。
模拟计算
通过软件内置的算法和模型,对工艺流程进行模拟计 算,得出各物流的温度、压力、流量和物性变化等关 键参数。
优化设计
根据模拟结果,对换热器的结构、尺寸和布局 等进行优化设计,以提高换热效率和降低能耗。
换热器类型选择依据
传热方式
根据工艺要求选择合适的传热方式,如并流、逆 流或错流。
操作条件
根据操作压力、温度、流量等条件选择合适的换 热器类型。
ABCD
流体性质
考虑流体的物理性质(如密度、粘度、比热容等) 和化学性质(如腐蚀性、结垢性等)。
经济性
在满足工艺要求的前提下,考虑换热器的制造成 本、运行费用和维修费用等因素。
壳式换热器的热工水力设计计算。
02
逐步完善阶段
随着技术的发展和用户需求的变化,HTRI软件逐步增加了新的功能模
块,如振动分析、腐蚀预测等,并不断优化算法以提高计算精度和效率。
03
广泛应用阶段
目前,HTRI软件已成为全球范围内广泛应用于石油、化工、制冷等领
管壳式换热器的工作原理

管壳式换热器的工作原理
管壳式换热器是一种常用的热交换装置,用于将两种介质之间的热量传递。
它由一个外壳和一组内部管子组成。
工作原理如下:
1. 媒体流动:热交换的两种介质通过各自的入口进入换热器,一个在管道内流动,被称为“管侧媒体”,另一个在外壳内流动,被称为“壳侧媒体”。
2. 热传导:管侧和壳侧媒体之间通过热传导进行热量交换。
通常,一个介质在管侧流动,将热量传递给壳侧的另一个介质。
3. 热量交换:热量通过管壁传导,从管侧媒体流向壳侧媒体。
热量传递的方向取决于各介质的温度差和流速。
4. 冷却或加热:根据实际需求,换热器可被用于冷却或加热流体。
冷却时,管侧媒体温度较高,而壳侧媒体温度较低,使得管侧媒体的热量传递到壳侧媒体中。
加热时,情况相反。
5. 出口排放:经过热交换后,已经冷却或加热的介质分别通过各自的出口排放。
总之,管壳式换热器通过管内和壳内的介质流动,使热量在两者之间传导,实现了热量交换的目的。
这种设计可以高效地将热量从一个介质传递到另一个介质,广泛应用于工业生产和能源领域。
浅谈换热器制造过程中的控制要点
浅谈换热器制造过程中的控制要点摘要:换热器是目前国内石油化工行业中最常用的设备之一,被广泛地应用于连续重整、重整加氢装置中。
根据大型立式换热器的结构特点和技术原理,针对设备在使用过程中可能出现的问题,在制造过程中对设备的焊接等一些关键部位予以控制,使设备在制造完毕后能够正常运行。
关键词:换热器制造过程设计标准焊接膨胀节Abstract: The heat exchanger is the present domestic oil chemical industry in one of the most commonly used equipment, and is widely used continuous reforming, reforming hydrogenation. According to the structure characteristics of large vertical heat exchanger and technical principle, in view of the equipment in use process problems that may occur, in the process of welding equipment in some key parts to control, make the equipment in manufacturing after the completion of the working.Keywords: exchanger; design standard; welding; expansion; joint;process 在化工生产中随着热量释放与交换的频繁发生,加热能使化学反应达到最佳工艺条件,而化学反应产生的热量也需要其他介质吸收,化工反应吸热或放热都在换热容器中进行。
电解生产,盐水经过处理后由盐水预热器蒸汽加热进入电解槽电解;烧碱生产,顺流和三效四体蒸发都是在蒸发汽箱由蒸汽加热成品液碱;氯乙烯生产过程中,干EDC经过E203炉子进料预热器、E213裂解炉进料预热器、E201EDC汽化器等加热后进入F201裂解炉,以最佳的温度裂解产生VCM。
利用HTRI进行管壳式换热器的设计
利用HTRI进行管壳式换热器的设计发布时间:2021-07-05T02:51:01.218Z 来源:《中国科技人才》2021年第10期作者:王建航[导读] 常用的管壳式换热器主要有固定管板式,浮头式及U型管式。
一般优先选用固定板式换热器。
对壳体和管子温差超过30°C或冷热流体进口温差超过110°C的情况应考虑选用浮头式换热器。
对于高温高压流体应考虑选用U型管换热器。
空气产品(山东)工程设计有限公司山东省淄博市 255000摘要:管壳式换热器作为重要的换热设备,在石油石化行业应用广泛。
本文阐述了如何借助HTRI进行管壳式换热器的设计,以及在设计过程中需要注意的问题,从而设计出经济实用的换热器。
关键词:管壳式换热器;HTRI管壳式换热器又称列管式换热器,因其制造容易,生产成本低,适应性强,处理量大,工作可靠,维护方便,在石油,化工,能源等行业的应用中处于主导地位。
【1】相比于其他型式的换热器,其理论研究,设计技术及标准化和规范化也是最完善的。
【2】随着计算机技术的发展,专门的换热器计算软件HTRI,HTFS已经成为换热器计算的主要手段,并很好的符合实际的生产工况。
本文主要叙述如何利用HTRI进行管壳式换热器的设计。
1 设计前应确定的条件1.1明确两股流体的工艺参数及要求初步确定换热器的形式。
常用的管壳式换热器主要有固定管板式,浮头式及U型管式。
一般优先选用固定板式换热器。
对壳体和管子温差超过30°C或冷热流体进口温差超过110°C的情况应考虑选用浮头式换热器。
对于高温高压流体应考虑选用U型管换热器。
1.2根据两股流体的物性确定冷热流体的流程。
1/易结垢的物料应走容易清洗的一侧;2/有毒,有腐蚀性或高压的物料应走管程;3/通常蒸汽为便于排凝,一般通入壳程;4/高粘度流体或在管程为层流的流体,可考虑其走壳程。
因为壳程中的挡板有利于流体达到湍流,提高换热系数;1.3根据流体物性确定合适的污垢系数流体的结垢会严重影响换热器的换热效果。
管壳式换热器热力计算软件的开发

汇报人:
目录
PART One
添加目录标题
PART Two
软件背景与目标
PART Three
软件功能与特点
PART Five
应用场景与案例分 析
PART Four
开发流程与技术实 现
PART Six
未来发展与展望
单击添加章节标题
软件背景与目标
管壳式换热器的应用领域
关键技术实现方法
热力计算算法:采用先进的热力计算算法,确保计算结果的准确性和可靠性 软件开发技术:采用面向对象编程技术,实现软件的模块化和可扩展性 数据处理技术:对输入数据进行校验和预处理,提高计算效率和准确性 用户界面设计:采用直观易用的界面设计,方便用户操作和使用
数据处理与存储技术
数据采集:通过传感器、仪表等设 备采集数据
案例一:某石油化工企业管 壳式换热器的热力计算
案例三:某钢铁企业高炉煤 气余热回收系统的热力计算
案例四:某核电站反应堆冷 却剂系统的热力计算
用户反馈与评价
用户对软件使用的满意度
用户对软件功能的评价
添加标题
添加标题
用户对软件性能的认可度
添加标题
添加标题
用户对软件易用性的评价
未来发展与展望
技术发展趋势预测
技术挑战:需要解决计算过程中的精度和稳定性问题,提高软件的易用性和可维护性
软件功能与特点
热力计算功能
输入参数:用户可以输入相关的热力参数,如温度、压力等 计算模型:软件采用高效的计算模型,快速准确地完成热力计算 输出结果:软件将计算结果以图表或数据形式输出,方便用户查看和分析 自定义功能:用户可以根据实际需求,自定义计算模型和输出结果
我国大型换热器的技术进展

我国大型换热器的技术进展一、本文概述随着全球能源需求的持续增长以及环保意识的日益加强,换热器作为能源转换和利用过程中的关键设备,其技术发展和应用创新在我国工业领域具有举足轻重的地位。
本文旨在深入探讨我国大型换热器的技术进展,分析其在材料、设计、制造及运行控制等方面的最新研究成果,并展望未来的发展趋势。
文章首先将对换热器的基本原理、分类及其在工业领域的应用进行简要概述,为后续的技术进展分析提供基础。
随后,将重点介绍近年来我国在大型换热器技术研发方面所取得的突破,包括新型材料的开发、先进设计理念的提出、制造工艺的改进以及智能化运行控制技术的应用等。
还将对大型换热器技术在我国工业领域的应用案例进行剖析,以展示其在实际生产中的成效和潜力。
文章将对我国大型换热器技术的未来发展进行展望,提出针对性的建议,以期为我国工业领域的节能减排和可持续发展贡献力量。
二、大型换热器的主要类型及特点大型换热器是工业领域中用于实现热能传递和转换的关键设备,其种类繁多,各具特色。
在我国,随着科技的不断进步和工业需求的日益增长,大型换热器的技术也得到了显著提升。
目前,我国常用的大型换热器主要包括管壳式、板式、螺旋板式、热管式以及蓄热式等几种类型。
管壳式换热器以其结构稳固、适应性强、处理能力大等特点广泛应用于石油、化工、电力等行业。
板式换热器则以其紧凑的结构、高效的传热性能、易于清洗和维护等优点在食品、医药、制冷等领域得到广泛应用。
螺旋板式换热器则因其结构紧凑、传热效果好、承压能力强等特点,在化工、石油、食品等行业得到广泛使用。
热管式换热器以其独特的热传导方式,实现了高效、快速的热能传递,被广泛应用于太阳能、余热回收、电力等领域。
蓄热式换热器则以其能够实现热能储存和释放的特性,在节能减排、提高能源利用效率方面发挥了重要作用。
各类大型换热器各具特点,适应于不同的工业环境和需求。
随着我国工业结构的优化升级和环保要求的提高,大型换热器的技术研发和应用也将不断向高效、节能、环保方向发展。
完整版HTRI管壳式换热器设计基础教程讲解
收集设计资料
收集相关的工艺数据、物性数 据、设备规格等必要信息。
选择设计软件
根据设计任务和设计资料,选 择合适的管壳式换热器设计软
件,如HTRI等。
热力计算与选型分析
热力计算
根据工艺条件和物性数据,进行 热量衡算,确定传热面积、热负 荷等关键参数。
选型分析
根据热力计算结果,选择合适的 换热器型号、管径、管长、管数 等结构参数。
结构组成
管壳式换热器主要由壳体、管束、管板、折流板、封头等部件组成。
结构特点
管壳式换热器具有结构紧凑、传热效率高、适应性强、使用寿命长等特点。
工作原理与性能参数
工作原理
管壳式换热器通过热传导和对流换热的方式,实现热量从高温流体向低温流体的传递。
性能参数
评价管壳式换热器性能的参数主要包括传热系数、压力降、热效率等。
计算实例
以某具体换热器为例,展示详细的热力计算 过程,包括物性参数计算、传热系数确定、 压降计算等。
结构设计优化建议
要点一
结构优化方向
从提高传热效率、降低压降、增强结构强度等方面提出优 化建议。
要点二
具体优化措施
采用高效传热管型、优化折流板结构、改进管板连接方式 等。
性能评估与改进方向
性能评估方法
案例分析:典型管壳式换热器设计实 例
案例背景介绍及设计要求
案例背景
某化工厂需要一种高效、可靠的管壳式 换热器来满足生产过程中的热量交换需 求。
VS
设计要求
换热器需要能够承受高温高压的工作环境 ,同时保证高效的热量传递效率,降低能 耗,提高生产效率。
热力计算过程展示
热力计算流程
确定设计参数 -> 选择合适的热力学模型 > 进行热量平衡计算 -> 确定换热器的主要 尺寸和性能参数。
管壳式换热器制造有效贴胀技术1

管壳式换热器制造有效液压贴胀工艺生产运行部黄科达摘要介绍管壳式换热器制造进程中常经常使用到的一种有效的液压贴胀工艺。
关键词管壳式管热器液压贴胀工艺Abstract Present a way of practical light hydraulic expansion jointing which is used frequently in the manufacture of the tube and shell heat exchanger.Key words: tube and shell heat exchanger, light hydraulic expansion jointing1 绪论在炼厂及化工厂中要用到许多管壳式换热器,随着工业的进展,换热器的工作压力、温度和容量不断提高。
换热器上管子和管板的连接部位多、要求简单节省、连接靠得住,因此液压胀管工艺取得大力进展。
我公司承制的广西石化271-E110换热器,换热管与管板的连接采纳强度焊加贴胀。
换热管管板厚度50mm,胀接长度32mm,但由于我公司只有一台液压胀管机,故只能采纳液压贴胀工艺。
2 胀接设备和胀接原理胀接设备用的是吴江市长江特种工具厂生产的型号为YZJ- A—5型300MPa液压胀管机,它有一个用来安装液压胀头的胀管头,实施胀接的时候,把液压胀头装在那个胀管头上,然后插入换热管内,在管热管和液压胀头间形成一个很小的间隙,实际胀接的时候高压水流被压入液压胀头中,使得液压胀头的胶体部位膨胀,进而使换热管发生弹性和塑性变形,在换热管胀大的进程中管子外径贴到管板孔内表面,管板也要发生弹性和塑性变形。
当液压胀管机的压力释放后,由于管板的弹性恢复比管子要多,因此在连接处就有牢靠、均匀的结合。
3 液压胀接的优势液压胀接,较之于机械胀接,具有效率高、胀接均匀、操作简单方便等优势。
只是液压胀接对管板孔的尺寸误差、粗糙度,管孔的尺寸误差、粗糙度等阻碍胀接的因素要求较高,因此,要用好液压胀接技术就必需做好相关的工作。
管壳式换热器制造关键技术

口一壳体组 装一壳 体与管板 焊接一穿管一管端 处
理一 焊 接 列 管一 试 压一 氦 检一 胀 管 一试 压一 氦
检一热处理 ( 部分换热器 ) 一管箱及管板密封面加 工一安装管箱一试压一外壳防腐一完工报检。
管 壳 式 换 热 器 制 造 关 键 因素 总结 起 来 主 要 有
够 承受更高压力 , 整体结构更加紧固 , 拆装 和维修 更 加 方 便 的特 点 。我 公 司 为 国 内较 大 型 的氯 碱 企
业, 在 逐 步 向石 化 行 业 转 型 过 程 中 , 对 管 壳 式 换 热 器 的制 造质 量要 求越来 越 高 。近几 年来公 司投 产 的 V C M 二期 、 三期 , 1 O万 t 双氧水 , 临港苯 乙烯 及 A B S
两个方面 : 加工精度 、 焊接及胀接质量控制 , 以下详
细说 明。
侧并等值 。如图 1 所示。
收稿 日期: 2 0 1 4 — 0 3 — 2 1
2 加工精度
作者简介: 吴海耀( 1 9 7 7 一 ) , 男, 本科 , 工程师 , 主要从事生产计划工作 。
第2 8 卷第 5 期
第2 8 卷第 5期
2 0 1 4年 9月
天 津 化 工 T i a n j i n C h e m i c a l I n d u s t r y
Vo 1 . 2 8 No . 5 S e p . 2 01 4
管壳式换热器 制造关键技术
吴海耀 。 王 剑
( 天 津 大 沽机 电设 备 安 全 工 程 有 限 公 司 , 天津 3 0 0 4 5 0 )
管壳式换热器换热管与管板的特殊连接结构
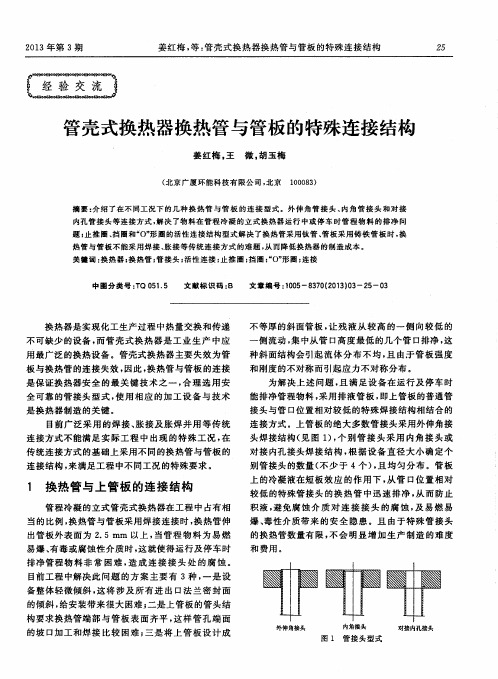
是换 热器 制造 的关 键 。
不 等厚 的斜面管 板 , 让 残 液从 较 高 的一 侧 向 较低 的
一
侧流动 , 集 中从 管 口高度 最低 的几 个管 口排净 , 这
种 斜面结 构会 引起 流 体 分 布不 均 , 且 由于 管 板强 度 和 刚度 的不对称 而 引起应 力不 对称 分布 。 为 解决 上 述 问题 , 且 满 足设 备在 运行 及 停 车时
2 0 1 3年第 3期
姜 红梅 , 等: 管 壳式 换 热器 换热 管与 管板 的特 殊连 接结 构
2 5
管壳 式换热器换热管与 管板的特殊连接结构
姜红 梅 。 王 微。 胡玉梅
( 北 京 广 厦环 能科 技 有 限公 司 , 北 京 1 0 0 0 8 3 )
摘要 : 介 绍 了在 不 同工 况 下 的几 种 换 热 管 与 管 板 的 连 接 型 式 。外 伸 角 管 接 头 、 内 角 管 接 头 和 对 接 内孔 管 接 头 等 连 接 方 式 , 解 决 了物 料 在 管 程 冷 凝 的 立 式 换 热 器 运 行 中或 停 车 时 管 程 物 料 的 排 净 问 题; 止推 圈、 挡圈和“ 0” 形 圈 的 活 性 连 接 结 构 型 式 解 决 了换 热管 采 用 钛 管 、 管 板采 用 铸 铁 管 板 时 , 换 热管与管板不能采用焊接 、 胀接等传统连接方 式的难题 , 从而降低换热器的制造成本 。 关键词 : 换热 器; 换热管 ; 管接头 ; 活性 连接 ; 止推 圈 ; 挡圈 ; “ O ” 形圈 ; 连 接
的坡 口加 工 和焊接 比较 困难 ; 三 是 将 上 管板 设 计 成
目视检测技术在核电管壳式换热器类产品制造过程中的应用

目视检测技术在核电管壳式换热器类产品制造过程中的应用姜楠;舒哲;崔兵卫
【期刊名称】《锅炉制造》
【年(卷),期】2024()2
【摘要】目视检测具有简单、经济、速度快、可弥补其他仪器检测设备的不足的特点。
文章重点介绍了目视检测在核工业用换热器容器产品检验中的应用,对目视检测的控制重点进行深入分析和介绍,有针对性的提出目视检测的控制措施和方案,并重点介绍换热器制造的各个环节中容易出现的表面缺陷形貌和产生机理。
同时针对换热器特殊结构的尺寸检查,提出简便快捷的检测工装,进而提高工作效率,具有广泛推广的作用.
【总页数】3页(P62-64)
【作者】姜楠;舒哲;崔兵卫
【作者单位】哈尔滨锅炉厂有限责任公司
【正文语种】中文
【中图分类】TM623
【相关文献】
1.基于虚拟制造技术的管壳式换热器失效解决方案
2.大型管壳式换热器设计制造技术
3.某管壳式换热器制造工艺技术
4.管壳式换热器制造关键技术
5.核电站用不锈钢无缝管制造过程中的目视检测
因版权原因,仅展示原文概要,查看原文内容请购买。
管壳式换热器的工作原理及结构

管壳式换热器的工作原理及结构作者:张麒丁海超李京富来源:《山东工业技术》2015年第17期(山东华昱压力容器有限公司,济南 250305)摘要:随着今天快速发展的科技,换热器已广泛运用于我国各个生产区域,换热器跟人们生活一脉相连。
用来热交换的机械设备就是所谓的换热器。
本文综述了管壳式换热器的工作原理及结构。
关键词:管壳式换热器;工作原理;结构1 管壳式换热器的工作原理属于间壁式换热器的就是管壳式换热器,其换热管内组成的流体通道称为管程,换热管外组成的流体通道称为壳程。
管程以及壳程分别经过2个不一样温度的流体时,温度相对高的流体经过换热管壁把热量传递给温度相对低的流体,温度相对高的流体被冷却,温度相对低的流体被加热,进而完成两流体换热工艺的目标。
(工作原理和结构见图1)管壳式换热器关键由管箱、管板、管子、壳体以及折流板等组成。
一般圆筒形为壳体;直管或U形管为管子。
为把换热器的传热效能提高,也能使用螺纹管、翅片管等。
管子的安排有等边三角形、正方形、正方形斜转45°以及同心圆形等几种方式,最为常见的是前面三种。
依照三角形部署时,在一样直径的壳体内能排列相对多的管子,以把传热面积增加,但管间很难用机械办法清洗,也相对大的流体阻力。
在管束中横向部署一些折流板,引导壳程流体几次改变流动目标,管子有效地冲刷,以把传热效能提高,同时对管子起支承作用。
弓形、圆形以及矩形等是折流板的形状。
为把壳程以及管程流体的流通截面减小、流速加快,以把传热效能提高,能在管箱以及壳体内纵向安排分程隔板,把壳程分为二程以及把管程分为二程、四程、六程以及八程等。
管壳式换热器的传热系数,水换热在水时为1400~2850瓦每平方米每摄氏度〔W/(m(℃)〕;气体用水冷却时,为10~280W/(m(℃);水蒸汽用水冷凝时,为570~4000W/(m(℃)。
2 管壳式换热器依据结构特征能分为下面2类2.1 刚性构造的管壳式换热器:固定管板式是这种换热器的另一个名称,一般能可分为单管程以及多管程2种。
管壳式换热器制作过程关键点的质量控制
管壳式换热器制作过程关键点的质量控制管壳式换热器是应用比较广泛的热交换装置,在化工生产、食品加工、轻工和能源等领域起着非常重要的作用。
管壳式换热器由壳体、传热管束、换热管、管板、折流板等构件组成。
近年来,随着工业等生产过程对换热器要求的提升,管壳式换热器逐渐朝向大型化方向发展,这对换热器的质量突出了更高的要求。
因此在生产过程中,要根据管壳式换热器制作过程的关键点的质量控制,包括换热管材料的定货控制,管板和折流板加工控制,加热管、管板和折流板的质量检验、清理和安装等过程中的工艺控制,来控制管壳式换热器的质量,保证产品质量合格,为工业生产提供优质的产品。
标签:管壳式换热器;质量控制;检验;清理组装;1引言管壳式换热器,又称列管式换热器,是以封闭在壳体中管束的壁面作为传热面的间壁式换热器。
这种换热器结构较简单,操作可靠,可用各种结构材料(主要是金属材料)制造,能在高温、高压下使用,是目前应用最广的类型。
管壳式换热器由壳体、传热管束、管板、折流板(挡板)和管箱等部件组成。
管壳式换热器的壳体多为圆筒形,内部装有管束,管束两端固定在管板上。
进行换热的冷热两种流体,一种在管内流动,称为管程流体;另一种在管外流动,称为壳程流体。
为提高管外流体的传热分系数,通常在壳体内安装若干挡板。
挡板可提高壳程流体速度,迫使流体按规定路程多次横向通过管束,增强流体湍流程度。
换热管在管板上可按等边三角形或正方形排列。
等边三角形排列较紧凑,管外流体湍动程度高,传热分系数大;正方形排列则管外清洗方便,适用于易结垢的流体。
管壳式换热器因为管内外流体的温度不同,所以壳体和管束的温度也不同,当管束和壳体的温度差距过大时,换热器内会产生较大的热应力,导致换热管弯曲、断裂、或从管板上拉脱。
因此在管束和壳体的温差超过50℃时,要采取一定的补偿措施,以减少或消除换热器内的热应力。
管壳式换热器的类型划分就是依据采取的补偿措施的不同分为:固定管板式换热器、浮头式换热器、U型管式换热器和涡流热膜换热器。
管壳式换热器技术要求

管壳式换热器技术要求编制:鄢胜军2015年 6 月9 日汽机车间:年月日技术部:年月日装备部:年月日生产部:年月日安环部:年月日总师:年月日主管厂长:年月日管壳式换热器技术要求一、换热器现状襄阳热电厂目前使用的两台75m2卧式管壳式换热器用于移动供热加热自来水,目前主要存在如下问题,需对两台换热器进行大修:1、换热器的冬季供水量偏小:2014~2015年冬季移动供热的热电厂产能与客户需求的矛盾突出,每小时供水量约为40t/台,最大日供水量900t左右,难以满足市场要求。
2、换热器无安全阀、压力表,不符合TSG 0004-2009《固定式压力容器安全技术监察规程》要求。
二、换热器大修工作范围1、型式:卧式管壳式换热器2、数量:两台注:①包含配套附件及压力表、安全阀、水位计等②供货方应承担设备的往返运输费用三、换热器大修后应达到的设备参数1、换热方式:汽-水表面式换热器2、换热面积:75 m2/台3、加热蒸汽参数:压力0.08~0.15MPa,温度150~230℃4、被加热介质:自来水,压力0.2~0.4MPa5、换热器额定供水能力为每台50t/h,水温升为80℃四、换热器技术要求1、换热器在设计、原材料采购、制造、检验及运输过程中,严格按照GB/T 151-2014《热交换器》标准执行。
2、换热器的型式为卧式,结构为单壳程双管程方式,且管束与壳体应为可拆卸式。
3、换热器中管程走水,壳程走汽。
4、换热器中水的流程为下进上出,汽的流程为上进下出。
5、换热器的进汽及出水法兰接口应尽可能根据现场管道情况改造。
6、换热器材料的选择原则:钢材按GB150-2011《钢制压力容器》标准选用。
壳体为压力容器用钢Q345R,内部管程为304材料,管板为Q345R。
7、换热管采用直管型式。
8、换热器汽侧应设置水位计接口,水位计为磁翻柱式。
9、换热管的涨口处理方式应在产品说明书中明确。
10、换热管端盖连接采用金属垫,并提供备用金属垫一套。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
论管壳式换热器制造关键技术
作者:谭琇遥
来源:《科学与财富》2020年第11期
摘要:在介绍当前的管壳式换热器发展情况的基础上,从自身的换热器加工制造经验出发,重点从管壳式换热器制造中的加工精度、焊接以及胀接质量控制等方面探讨了如何有效提升管壳式换热器制造关键技术,希望对于今后广大同行起到一定的借鉴作用。
关键词:管壳式换热器;制造技术;加工技术;关键技术
1引言
在当前工业化发展过程中,换热器则是满足物料之间热量传递的化工设备,在化工生产中有着较为广泛的应用。
其中,管壳式换热器占据换热器制造总量的七成以上,其主要在实践应用中体现出拆装和维修方便、整体结构紧凑以及能够承受较高压力等特点,在特别是高温、高压,介质危害较大的工况要求下应用比较多,当然,这些也是对于换热器的制造质量提出更高的要求。
结合管壳式换热器制造的情况进行分析,主要可以从加工精度、焊接以及胀接质量控制等角度进行分析。
2 加工精度
结合管壳式换热器的加工精度方面,主要涉及到壳体加工成型和管板、折流板的加工情况,参照相关标准规范要求则应重视以下方面的内容。
2.1壳体加工成型
在进行筒体制造过程中,应该重视筒节成型以及组对的质量控制问题,其具体来说,则应应保证能够满足筒节的直线度、圆度对接错边量等满足公差要求。
保障准确化的筒节下料尺寸,有效控制筒节成型的尺寸要求。
在进行下料前,应有效复核材料内容,满足相应外观质量、标记规格要求方可以下料处理。
要求专人检查下料过程,严格控制相应的加工坡口精度,满足规范标准的公差要求方可以开展下道工序。
结合实际加工情况,要求换热器接管及支座、鞍座等满足尺寸加工要求,符合公差尺寸范围。
为了保障管道安装质量,重点落实好接管垂直度及伸出长度的要求,保障满足后期的设备可替换的要求,杜绝可能存在着的连接应力情况,有效解决泄露隐患。
在进行接管组装过程中,应重视进行轴向以及环向检查垂直度情况,重视相应的记录工作。
在开展环向垂直度检查中,落实两个测量基准点,并依次向左右两侧并等值处理;轴向垂直度检查则是通过弯尺和直尺测量即可。
2.2管板、折流板加工
在换热器加工过程中,则应重视管板、折流板的加工问题。
所关注的加工精度问题主要涉及到管板、折流板同心度、管孔内的粗糙度以及管孔孔径公差等参数。
在具体的过程中,则是通过模拟试件上试钻从而选择最优的工艺参数,符合加工精度的要求。
尽量采用高精度的数控钻床则更好。
在完成管板孔钻的基础上,利用引钻或配钻方式进行折流板加工,满足相应的同心度要求,方便于后续的穿管要求。
在逐步发展的胀接工艺的要求下,则以该结合实际来有效进行胀接方法的优化,合理化确定胀管槽的参数要求。
同时,合理化选择划槽器,保障加工精度的要求。
所以,为了保障胀接质量的具体要求,则应选择先进的质量过硬的划槽器。
3焊接及脹接质量控制
3.1胀接
对于胀接质量进行分析,其主要是由于管端上径向残余压缩应力的影响,而这方面的数值则是涉及到管板材料、结构尺寸、开槽情况、径向间隙、胀管率、粗糙度等影响因素。
为了保障实现总体质量要求,实现良好的胀接性能,在保障管板的加工精度要求的基础上,明确管板材料和管子材料的硬度差值要求,则应从实际出发,从工艺角度出发来选择合适的胀管器、胀管动力,以及相应的有效控制措施,选择合适的胀接工艺。
在具体的实践过程中,利用机械胀接或者液压胀接的方式,都应要求结合模拟实验来进一步优化确定胀接工艺参数,从而结合实际来明确胀接工艺评定,并能在实践中严格执行。
3.2 焊接
在进行管子和管板焊接的过程中,主要问题集中于焊接缺陷问题。
其中,应该采取的有效预防措施涉及到如下方面:一是,根据规范标准要求来进行坡口尺寸及换热管外伸的检查,以保障符合工艺要求;二是,进行必要的除锈、除污等操作,明确处理长度应该大于两倍的管板厚度,还应重视结合需求来进行管板清理工作;三是,针对存在着容易产生裂纹的问题,可通过焊接前贴胀的方式,有效控制好管孔的间隙问题;四是,焊接前工艺评定必不可少,结合实际实现焊接工艺的编制,在条件允许时可以利用全自动氨弧焊的方式;五是,针对厚管板来说,则应重视有效开展焊前预热和焊后热处理的工作;六是,进行焊接处理的过程中,为了避免出现管板变形的问题,可以在中央开始呈放射形的对角内开展依次的焊接处理。
3.3焊接加胀接
(1)先焊后胀
在采用先焊后胀工序过程中,一定要保障坡口的清洗干净,能够在管板两侧进行相应的间隙的空气排出操作,避免产生气孔问题。
同时,后胀方式能有效避免焊接高温的影响,有效解决胀接不起作用的问题。
如果在进行管子和管板接头的焊接中,相应的焊接性能比较差,为了避免出现微裂纹,则应进行深度胀的方式,实现胀接部位避开焊道的情况,从而进一步有效缩短胀接对焊道的影响。
结合实际的制造情况来看,通过这种制造工艺技术,能有效实现均匀化的焊缝外观要求,具有很少的气孔与未熔合现象,能获得较好的焊接质量。
(2)先胀后焊
在这种工艺情况下,胀接过程中,则会造成大量油污及铁锈留在管端及坡口的位置,在进行焊接前一定要重点进行清洗处理。
从实际情况来看,坡口的彻底清洗存在较大的困难。
这样就会造成焊接过程中,遗留杂物存在着受热膨胀的问题,会造成一定的化学反应,造成管子与管孔的间隙存在一定的压力,由于这样情况下,造成气体容易穿出焊道的情况,造成高低不平的焊缝,严重情况下还会造成蜂窝状。
在焊缝冷却环节,还有可能形成气孔。
另外,在高温的影响下,已胀接的部位变形则容易出现,造成胀紧力减小甚至消失。
总体来看,结合当前的生产条件,难以实现保障焊接以及胀接质量,相关的制造设备都是采用先焊后胀工序。
4结束语
综上所述,在进行管壳式换热器制造过程中,为了全方位保障制造质量,则应要求制造工艺技术科学合理,利用有效措施保障实现制造加工精度及焊接及胀接质量的全方位提升,严格相应的检验以及检测措施手段,从实际出发落实好相应的管理工作,以保障为用户制造性能更加优异的产品,满足化学工业生产的要求。