高压变频器在热轧线高压水除磷系统的应用
杭钢中轧高压水除鳞系统的设计应用
杭钢中轧高压水除鳞系统的设计应用【摘要】简述高压水除鳞的机理,重点介绍高压水系统设计选型及主要参数计算方法,并对系统工作步骤进行了说明。
【关键词】高压水除鳞;系统方案;主要参数;设计应用前言在轧钢生产线中,钢坯在加热过程中被氧化,在轧制前如果钢坯表面氧化铁皮未被除去,在轧制过程中它们会被轧辊压入到钢材表面,影响产品表面质量。
残留的氧化铁皮也会加速轧辊的磨损,降低轧辊的使用寿命。
目前,利用高压水的机械冲击力来除去氧化铁皮(高压水除磷)的方法是目前最通行有效的作法并广泛运用于轧钢生产线,为轧钢生产线重要质量控制设备。
1 概况杭钢中轧厂是杭钢集团重要生产线之一,产品包括圆钢系列、履带板、轨道等中型材系列,为提高产品质量,决定在轧机前设置高压水除鳞系统,对加热后的钢坯表面进行去氧化皮处理,主要工艺参数为:断面尺寸:150×150mm~240×280mm;长度:2600~6000mm。
钢种:普碳钢、低合金钢、耐候钢等。
辊道速度:1.97m/s 。
钢坯出炉温度:1050~1180℃。
供水条件:浊环水。
除鳞后钢坯的表面温降<20℃。
2 系统方案选择根据杭钢中轧厂生产工艺状况,除鳞系统应设计为周期性间断喷水除鳞。
选择柱塞式高压泵+变频器控制方案,将除鳞点位置设置为加热炉出口至粗轧机方向,钢坯四面除磷。
根据德马格―萨克公司推荐,当除鳞装置耗水量大于60 m3/h时,选用离心泵;否则,选用柱塞泵。
对于可逆式板轧机、型钢轧机的除鳞泵站,选用柱塞泵为宜。
柱塞泵的优点是效率高,一般大于90%,空载电流低。
当除鳞装置不喷水时,柱塞泵作循环运转,其空载电流仅为额定电流的12~15%左右。
对于杭钢中轧厂轧钢工艺要求,选择柱塞泵比较合适。
机电设备装备配置要求:系统由高压泵、过滤器、水箱、控制阀、除鳞箱、除鳞环和喷嘴等组成。
电机由变频器调速运行。
3 主要参数选择3.1 高压泵选择3.1.1 水泵的压力对普碳钢在炉内生成的氧化铁皮来说,均匀的打击力希望为2×105~2.5×105Pa,高压水压力一般为16~28MPa。
高压变频调速技术在轧钢高压水除鳞系统中的应用

高压变频调速技术在轧钢高压水除鳞系统中的应用作者:万焱尹宏来源:《科技创新导报》 2011年第19期万焱尹宏(唐钢中厚板材有限公司轧钢部河北唐山 063009)摘要:本文结合唐钢中厚板材有限公司轧钢工作部高压水除鳞系统中的电机改为变频电机的安装调试运行情况,介绍了LCI型电流源变频器的系统组成和工作原理,重点分析了高压变频调速技术在高压水除鳞系统的应用特点和发展趋势,展望了变频电机在高压水除鳞系统中的应用前景。
关键词:高压变频调速技术 LCI型电流源变频器同步电动机中图分类号:TP31 文献标识码:A 文章编号:1674-098X(2011)07(a)-0087-02随着我国对冶金生产节能减排、可持续发展的要求及设备的变频化,越来越多的新建高压水设备采用高压变频调速技术为作为除鳞系统的动力。
唐钢中厚板材有限公司轧钢部在2010年先后将两条生产线成功地引进了两套高压水变频调速系统。
这两套高压变频调速系统在高压水除鳞系统中的良好应用取代了传统的电机系统,节约了能源,改善了环境,提高了效率,带来了明显的经济效益,同时锻炼了队伍。
1 高压变频调速技术简介通常,我们把用来驱动1KV以上交流电动机的中小、大容量变频器称为高压变频器。
按照国际惯例和我国国家标准,当供电电压大于或等于10kV时称高压,小于10kV时称中压。
我国工矿企业把1000V以上的交流电动机例如3kV、6kV、10kV等交流电机都称为高压电动机,对应用于这类电动机的变频器都称为高压变频器[1]。
高压变频器可分为交-交变频器、同步电机高压变频器和异步电机高压变频器。
高压大容量变频器是一种技术含量高、难度大的高新技术产品,目前该技术在风机泵类负载调速节能运行中的应用已相当成熟[2]。
尽管高压变频器至今尚未形成如低压变频器那样的统一的拓扑结构,随着电力电子器件研发、制造水平的不断提高,高压变频技术仍在发展之中。
2 负载换相式电流源型变频器特点2.1 电流源型变频器高压变频器按照高压组成方式可分为直接高压型和高-低-高型,根据有无中间直流环节来分,可分为交-交变频器和交-直-交变频器,在交-直-交变频器中,按中间直流滤波环节的不同,可分为电压源型和电流源型。
变频器在高压水除鳞中的应用
0 引 言
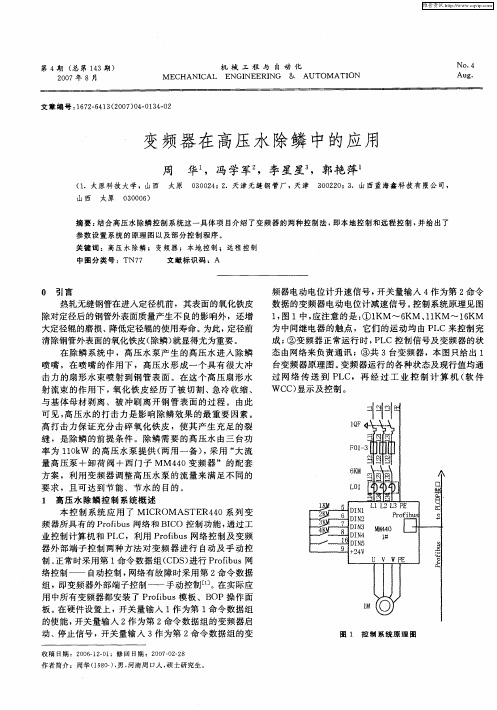
热轧无缝 钢管在进 入定径机前 ,其 表面的氧化铁皮 除对定径后的钢管外表面质量产生不 良的影 响外 ,还增 大定径辊 的磨损 、 降低定径辊的使用 寿命 。 为此 , 定径前 清除钢管外表面的氧化铁皮 ( 除鳞 ) 就显得尤 为重要 。 在 除鳞 系统 中 ,高 压水 泵产 生 的高 压水 进入 除鳞 喷嘴 ,在 喷 嘴的作 用 下 ,高压水 形成 一 个具 有很 大 冲 击力 的扇 形水 束 喷射 到钢 管表 面 。在这 个高 压扇 形水 射流 束 的作用 下 , 氧化 铁 皮经 历 了被 切割 、急冷 收缩 、 与基 体母 材剥 离 、被 冲刷离 开 钢管 表面 的过 程 。 由此 可见 , 高压 水 的打击 力 是影 响 除鳞效 果 的最 重要 因素 。 高打击 力保 证 充分 击碎 氧化 铁皮 ,使 其 产生 充足 的裂 缝 ,是除 鳞 的前提 条件 。除鳞需 要 的高 压水 由三 台功 率 为 l O W 的高压 水 泵提供 ( 用 一备 ) 采用 “ 流 1k 两 , 大 量高 压泵 +卸 荷 阀 +西 门子 MM4 0变频 器 ” 的配套 4 方案 ,利 用变 频器 调整 高压 水泵 的流量 来满 足不 同的 要求 ,且 可达 到节 能 、节水 的 目的 。 1 高压 水 除鳞控 制 系统概 述
维普资讯
第4 期 ( 第 1 3期 ) 总 4
2O O 7年 8 月
机 械 工 程 与 自 动 化
M ECHANI CAL ENGI NEERI NG & AUTOM ATI ON
NO 4 . Au . g
文 章 编 号 :6 26 1 (0 7 0 - 140 17 —4 3 2 0 ) 40 3 -2
热轧带钢高压水除鳞系统的改造
热轧带钢高压水除鳞系统的改造叶凡(武钢集团鄂钢公司热轧带钢厂,湖北鄂州436002)摘要: 针对武钢集团鄂钢公司热轧带钢厂高压水除鳞系统存在的除鳞效果不稳定、设备运行不稳定、维修费用高等问题,对热轧带钢高压水除鳞系统采取了一系列的改造措施,有效地降低了喷嘴的消耗量和高压水系统的检修时间,减少了带钢表面黑带的产生,保证了产品的质量。
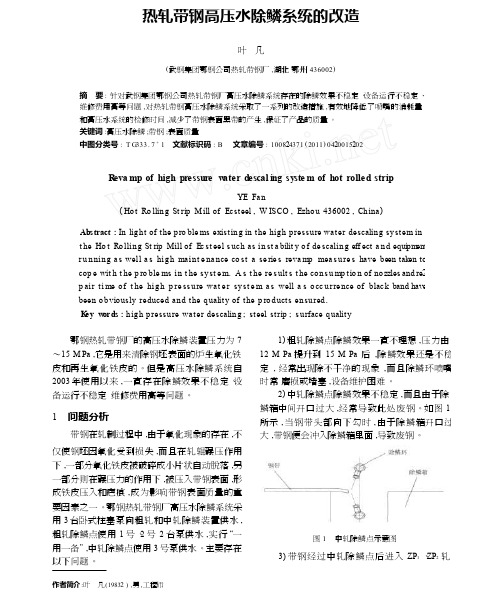
关键词:高压水除鳞;带钢;表面质量中图分类号: T G333 . 7 + 1 文献标识码: B文章编号: 100824371 (2011) 0420015202R eva mp of high pressure w a t er d escal ing syste m of hot rolled stripYE Fa n( Ho t Ro lli n g St rip Mill of Ec s t e el , W ISCO , Ezho u436002 , Chi n a)Abstract : In li g ht of t h e p r o b le m s e x i s ti n g i n t h e hi g h p r e s sure wat e r de s cali n g syst e m i n t he Ho t Rolli ng St rip Mill of E c st eel s uch a s i n st a bilit y of de scali ng eff ect a nd equi p m e n t r u nni ng a s well a s hi gh mai nt e na nce co st a se rie s reva mp mea s ure s have bee n t a k e n to cop e wit h t he p ro ble ms i n t he syst e m. A s t he re s ult s t he co n s u mp tio n of nozzle s a n d re2 p ai r ti me of t he hi gh p re ss u re wat e r syst e m a s well a s occ ur re nce of black ba n d have bee n o b vio u s l y re d uced a n d t h e qualit y of t h e p ro d uct s e n s ured.K ey w ords : hi g h p r e s sure wat e r de s cali n g ; st e el st r ip ; s urf a ce qualit y鄂钢热轧带钢厂的高压水除鳞装置压力为7 ~15 M P a ,它是用来清除钢坯表面的炉生氧化铁皮和再生氧化铁皮的。
高压水除鳞装置在现代轧钢生产中的应用
维普资讯
第 2期 பைடு நூலகம்
高 压 水 除鳞 装 置 在 现 代 轧 钢 生 产 中 的应 用
3 3
由于 氧 化 时 间 的不 同 , 氧 化 铁皮 的 破 坏 强 度 其
也 不 同 。 具 体 数 据 见 表 1 。
表 I 氧化 铁 皮 破 坏 强 度 表
厂 , 速 线 材 厂 , 钢 4 0无 缝 厂 ,8 高 包 0 10无 缝 厂 , 板 薄 坯 连 铸 连 轧 生 产厂 得 到 了 广 泛 的应 用 采 用高 压水除 鳞装 置 , 要效 果为 : 主 ( ) 去 钢 坯 表 面 的 氧 化 铁 皮 可 改 善 钢 坯 的 轧 1除 制 条件 , 高产 品的表 面质 量 ; 提 () 改 善钢坯 的 咬人 条件 : 2可 () 少 轧辊 的磨损 ; 3减
分 、 鳞 部分所 组成 。 除
3 1 1 供 水 部 分 ..
供水 分为低 压 供水 和高压 供水 。
低 压 供水作 用 是将 蓄水箱 中的 常压水 提 到高 压
泵 所 需 要 的 0 0 MP .4 a的 人 口 压 力 , 用 轨 粱 厂 的 净 采
04 1 ) 10 0
摘
要 : 着 轧 钢 技 术 的 发 展 , 应 的 轧 制 辅 助 技 术 也 得 到 了 发展 ,文 中 介 绍 了高 压 水 除 鳞 系统 的 主 要 原 理 、 备 随 相 设
应 用 的 范 围 成 系 统 的 主 要 机 械 和 电气 设 备 。 建 议 尽 快 将 此 项 技 术 应 用 到包 钢 轧 钢 生 产 中 , 高包 钢 钢铁 产 品 组 提
的 质量 。 美 键词: 压水 ; 鳞 ; 高 脒 系统 应 用
高压变频调速系统在宝钢除鳞泵上的应用

高压变频调速系统在宝钢除鳞泵上的应用一、工程概况宝钢不锈钢1780 热轧除鳞系统由日本三菱公司负责设计,其中高压除鳞电机由日本三菱与上海电机厂合作制造,中冶赛迪负责工程设计,系统于2003 年12 月正式投入运行。
宝钢不锈钢1780 热轧机组的轧制钢种有不锈钢和碳钢两个钢种,除鳞泵年工作时间约为6935 小时,其中用于碳钢除鳞每年约为4435 小时,不锈钢除鳞每年约为2500 小时。
除鳞为热轧过程中的一道很重要的工序,除鳞系统由除鳞泵和喷射阀组成,其作用是通过高压水的强大冲击力,清除热轧钢坯在加热过程中产生的炉生氧化铁皮和轧制过程中再生的二次氧化铁皮,从而保证钢材成品表面质量。
除鳞泵将水流向母管,再由母管上的喷射阀的开启完成除鳞过程。
二、除鳞工艺介绍热轧轧线上配备四组喷射阀,除鳞点分别为除鳞箱入口、出口除鳞(HBSa+HBSb)、粗轧机入口除鳞(RMa)、出口除鳞(RMb)、精轧机入口、出口除鳞(FSBa+FSBb )。
各除鳞点用水的流量需求为:除鳞箱入口、出口除鳞喷嘴各需3630L/min、粗轧机入口需要3250L/min、粗轧机出口喷嘴需要3250L/min、精轧机上、下喷嘴各需要4200L/min。
碳钢、不锈钢的不同产品和不同的生产轧制节奏,使除鳞点的数量、位置、除鳞的流量在随时变化。
除鳞点的判断是通过钢坯在生产线上的线位进行判断,除鳞点数越多,则喷射阀打开越多,则母管压力要求越高。
除鳞系统还设置一个10m3 的平衡气水罐,四台除鳞泵采用共用母管方式。
总管出口压力在18MPa~ 22MPa 之间变化。
除鳞泵工作在两种状态:一种是除鳞状态,需要压力为18MPa;一种是非除鳞状态,当除鳞泵流量低于110t/h 时,则打开热保护旁通阀,将水流入地沟,这是防止在非除鳞时喷射阀关闭,导致打闷泵的情况。
热轧带钢生产线高压水除鳞装置简介

热轧带钢生产线高压水除鳞装置简介【钢铁工艺】热轧带钢生产线高压水除鳞装置简介(一)在热轧带钢生产过程中,钢坯在加热炉中加热时会氧化而生成很厚的一次氧化铁皮,在轧制过程中又存在二次氧化过程,形成较薄的二次氧化铁皮。
在轧制过程中氧化铁皮会被压入带钢表面而形成夹杂和疤痕,影响产品的性能质量。
高压水除鳞技术对氧化铁皮除净效率高、无污染、综合成本低,被广泛采用。
目前热轧带钢生产线通常设置粗轧高压水除鳞系统与精轧高压水除鳞系统。
粗轧高压水除鳞系统工作原理某热轧带钢生产线粗轧除高压水除鳞系统为离心泵+蓄能器组配置,离心泵提供平均水量,蓄能器提供峰值时的泵供之外的水量。
由于粗轧除鳞系统的工作制为间断供水,当除鳞点开始用水时,喷射阀打开,由蓄能器提供所需高压水,蓄能器的水位开始下降,蓄能器压力下降到切换点(21MPa)时,由压力传感器发出信号,两台离心泵同时升速至工作转速(2800r∕min),排出高压水,对钢坯进行高压水除鳞,当除鳞点停止用水时,喷射阀关闭,两台离心泵继续保持工作转速向蓄能器补充消耗掉的高压水。
当蓄能器压力达到设定上限值(22MPa)或水位达到蓄能器设定的5#水位时,两台离心泵同时由工作转速降至基速(650r∕min),此时离心泵输出近似零流量,完成一个工作循环。
精轧高压水除鳞系统工作原理某热轧带钢生产线精轧高压水除鳞系统采用3台离心泵直供形式,分别供应精轧高压水除鳞箱前排和后排集水管用水,而且两台工作离心泵分别与前后排集水管对应且互不干涉;第三台离心泵是两台工作泵的备用泵,通过两个高压截止阀开或关的切换分别实现与前排或后排集水管高压水主管道相通。
当轧线发出开始除鳞信号时,两台工作离心泵升速(2800r∕min)升压(22MPa)进行带钢除鳞(喷射阀处于“长开”状态),精轧除鳞离心泵相对于粗轧离心泵来说是较长时间连续稳定压力供水的模式;当轧线发出终止除鳞信号时,离心泵降至基速状态(650r∕min),此时除鳞喷射阀仍处于“长开”状态,系统压力通常不会超过3MPa,完成精轧除鳞系统一个工作循环。
杭钢中轧高压水除鳞系统的设计应用
压 . s 雁 s m ,
式中:v 一水射流速度 , m / s p 一水压力,k g / c m 根据动量转换 ,该射流速度转换 满足钢坯表面去氧化铁的打击 力要求
3 . 2 . 2除鳞喷嘴的基本要求 ( 1 )喷 出水流要宽而扁, 要形成象锋利 的刀子一样的水流 。 ( 2 )水流的打击力沿水流宽度上的分布要尽可能均匀 。 ( 3 )喷嘴的材料要求 耐磨根据试验 得知, 矩形断面的喷、 口不适 用于高压水除鳞, 因为这种 喷口在边 缘上的冲击力大, 而在中间的冲 击力小。试验 资料及生产实践表明, 椭圆形的喷 口断面最佳。 根据 以上要求选择椭 圆形喷 口耐磨喷头,根据这几年喷射技术 的发展 ,并在 喷头前设置节流 阀。 3 . 3 高低 压 水 管 选 型 3 . 3 . 1高压水输送管 当水压 2 2 M P a时 ,高压 管道流速 不能超过 4 . 5 m/S 。根据经验 , 管道的流速一般限制在 3 ~4 m / s 。取 4 m / s ,则管子 内径为t
前 言
个临界破碎压力值 ,达到这 一数值 ,就可以除鳞,如果超过这一 数值压力过大等于能源浪费 。 那么取喷嘴喷射压力 2 0 M ' P a ( 2 0 0 k g f / c m  ̄ ) 计算 :
一
一
. s
在 轧钢生产线 中,钢坯 在加 热过程中被氧化 ,在轧制前 如果钢 坯表面 氧化 铁皮未被 除去 ,在 轧制 过程中它们会被轧辊压入 到钢材 表面 ,影 响产品表面质量 。残 留的氧化 铁皮也会加速轧辊 的磨损 , 降低轧 辊的使用寿命 。目前 ,利 用高压 水的机械冲击力来 除去氧化 铁皮 ( 高压 水除磷 )的方法 是 目前最通行有效 的作法 并广泛 运用于
取 d =1 O O m m
高压水除鳞系统在热轧型钢中的应用
Ap l a i n o g r s u e W a e s a i g S se p i to f Hi h P e s r c t r De c l y t m n i t Ro ld S ci n S e l n Ho l e t t e e o
F NG in g o E Ja - u
后生产特殊钢种的工艺要求 , 论述了如何更好用高压水去除钢坯表面氧化铁皮 , 提高钢材的加工质量。通过实 践表明 , 高压水除鳞系统水压和流量所产生 的打击力对除鳞效果至关重要 。
【 关键词】高压水 除鳞 ; 喷嘴; 特殊钢 ; 氧化铁皮 【 中图分类号 】 G 3. T 35 5 【 文献标识码 】B 【 文章编号】0666(0 0—060 10—742 1)607— 3 1
【 e od 】ds i yh h pe uew t ; p ynz e sei t l i n s l K y w rs ee n b i r sr a r sr o l pc ls e r c e l a g g s e a z; a e ; o a
1 前言
11 高压水 除鳞 的重要性 .
的扇形水束 , 喷射到钢坯表面。 在这个高压扇形水射 流束的作用下 , 氧化铁皮经历 了被切割 , 急冷收缩 , 与基体母材剥离 , 并被冲刷到离开钢坯表面的过程 , 从而将氧化铁皮清除干净 。
钢坯在高温状态下将会被氧化 ,在其表面形成 层致密的氧化铁皮(鳞” 。在轧制前如果不能将 “ ) 这层氧化铁皮除去,在轧制过程 中它们会被轧辊压
南钢集团棒材厂 中型线 于 20 年 5 08 月进行 了 技术 改造 , 改造后 主要 轧制 大规格 圆钢棒 材 , 品规 成
格 为  ̄0 10 m,钢 坯 原 料 规 格 为 断面 30 40 4 8m 2x 8 mm和 10 20mm两 种 , 轧为  ̄5 8x 4 粗 80可逆式 轧机 ,
西门子高压变频器在钢厂高压水除鳞系统上应用

西门子高压变频器在钢厂高压水除鳞系统上应用摘要通过西门子完美无谐波高压变频器应用在高压水除鳞泵的变频改造上,取得了预期的经济效益,减少了维护工作量,有利于公司节能减排。
关键词高压变频;高压水除鳞系统;节能中图分类号TM921 文献标识码 A 文章编号1673-9671-(2012)052-0132-021 概述完美无谐波变频器是西门子公司设计的脉宽调制PWM技术的高压变频器系列,该变频器技术是目前业界最广泛采用的技术。
为了实现优质的可变频的正弦电压和电流的输出,将从三个方面考虑:第一是将很多低压功率单元串联成高压采用直接高一高变换的方式,第二是多电平串联倍压的技术方案,第三是提升的PWM控制算法,实现精准控制。
唐山不锈钢1?580 mm热轧生产线高压水除鳞系统目前有除鳞泵主电机4台,电压6 kV AC,电流387.5 A,功率3?550 kW。
根据工艺要求,生产时需开三备一,其中两台工作在工频状态下,一台工作在变频状态下,轧线上无钢时,除鳞泵以20 Hz频率运行;过钢时,以50 Hz频率运行。
除鳞泵在变频改造前存在两方面的问题:一方面,除鳞泵启动时,机械冲击大,造成轴承及传动系统使用寿命的降低,且对电网产生多次谐波,有时候会误动高压微保;另一方面,在除鳞泵工频运行时,无法调速,造成电能的极大浪费。
为了进一步优化除鳞泵运行工况,节能降耗,所以对高压水除鳞泵进行了高压变频改造。
2 设计方案及调试过程2.1 功率单元串联多电平型高压变频器工作原理这种变频器采用世界上比较先进的技术,原理是各相将很多低压功率单元串联在一起实现高压,每个功率单元由一个多绕组的变压器供电,同时变压器还起到了降压、移相、隔离的作用,可有效消除对电网的谐波污染,保护电网的稳定运行。
输出侧采用PWM技术.用微处理器高速计算来实现精准控制,为减少干扰用光导纤维隔离驱动,普遍适用于各种高、中、低电压的电机。
另外,当某个功率单元在出现损坏时,其余的功率单元可继续保持电机的运行,此时不但保证生产的连续稳定,同时也保证了设备的安全运行。
高压变频器应用案例

高压变频器应用案例高压变频器是一种用于调节电动机转速的设备,广泛应用于工业生产和能源领域。
下面列举了十个高压变频器的应用案例,以展示其在不同领域的实际应用。
1. 石油化工行业:高压变频器在石油化工行业中被广泛应用于泵、风机和压缩机等设备的控制。
通过调节电机的转速,可以实现能源的节约和生产过程的精确控制。
2. 钢铁冶金行业:高压变频器在钢铁冶金行业中被用于控制轧机、连铸机等设备的电机转速。
通过精确的控制,可以提高产品质量、降低能耗和减少生产成本。
3. 水处理行业:高压变频器被广泛应用于水处理行业的泵站和污水处理设备中。
通过调节电机转速,可以根据实际需求进行流量和压力的控制,实现高效的水处理过程。
4. 制药行业:高压变频器在制药行业中被用于控制搅拌器、混合器、离心机等设备的转速。
通过精确的控制,可以确保药物的制备过程稳定可靠,提高产品质量。
5. 食品加工行业:高压变频器在食品加工行业中被广泛应用于搅拌机、输送机等设备的控制。
通过调节电机转速,可以实现食品加工过程中的精确搅拌、输送和包装等操作。
6. 纺织印染行业:高压变频器在纺织印染行业中被用于控制纺纱机、织机等设备的转速。
通过精确的控制,可以提高纺织品的质量和生产效率。
7. 汽车制造行业:高压变频器在汽车制造行业中被广泛应用于焊接机器人、喷涂设备等设备的控制。
通过调节电机转速,可以实现精确的焊接和喷涂操作,提高汽车制造的质量和效率。
8. 矿山行业:高压变频器在矿山行业中被用于控制提升机、输送机等设备的转速。
通过精确的控制,可以实现矿石的高效提取和输送,提高矿山生产的效率。
9. 电力行业:高压变频器在电力行业中被广泛应用于发电机组的控制。
通过调节发电机组的转速,可以实现电力输出的稳定调节,确保电网的安全运行。
10. 船舶工业:高压变频器在船舶工业中被用于控制船舶主机的转速。
通过精确的控制,可以实现船舶的高效推进和节能减排,提高航行效率。
高压变频器在各个行业中都有着广泛的应用。
【技术前沿】高压水除鳞技术的应用与发展
【技术前沿】高压水除鳞技术的应用与发展本文结合鞍钢股份2350中板生产线高压水除鳞系统20年的应用实践,对轧钢生产中高压水除鳞系统的技术发展趋势进行总结分析,提出了高压水除鳞技术高效、稳定、可靠、节能的发展方向,对高压水除鳞技术的应用发展具有一定的指导借鉴意义。
1高压水除鳞技术概述在热轧钢板生产过程中,钢坯在加热炉加热时会产生氧化,生成一次氧化铁皮,附着在钢坯表面上。
另外,钢坯在轧制过程中,还会产生二次氧化,形成二次氧化铁皮。
轧件氧化不仅使金属因氧化受到损失,而且轧件在轧辐的碾压下,一部分氧化铁皮被破碎成小片自动脱落,另一部分则被压入金属表面,形成夹杂、麻点或疤痕等,造成钢板表面质量缺陷,因此,清除氧化铁皮是热轧生产过程中非常关键的工艺环节,这个清除氧化铁皮的过程称之为除鳞。
为了有效清除氧化铁皮,生产中采取过很多可行的除鳞方法,主要分为人工除鳞、简易机械除鳞和高压水除鳞。
最初采用的人工除鳞方法,包括用铁丝、竹枝、杏条扫帚扫,盐撒在热轧件上爆破等,这些人工除鳞方法,工作效率低、劳动强度大、安全性差,除鳞效果不佳。
之后采用齿式银压机、钢丝刷车昆配压缩空气吹扫简易机械除鳞。
虽然加大了钢坯一次氧化铁皮的清除,替代了人工除磷,但轧制过程中产生的二次氧化铁皮难以清除,钢板表面缺陷没有本质的改变。
采用高压水除鳞不仅有利于轧钢工艺布置,实现钢坯一次氧化铁皮清除,而且可实现轧件轧制过程中二次氧化铁皮的清除,即能保证除鳞效果,还能满足钢板表面质量不断提高的要求。
因此,高压水除鳞在现代轧钢工艺过程中,被不断认知、接受,并已成为不可缺少的必备工艺装备。
同时,对高压水除鳞技术的开发、应用、完善、提升也成为各轧钢企业提高钢板表面质量的发展方向。
高压水除鳞技术是从高压水射流技术发展出来的一项技术,是高压水射流技术的一个具体应用。
钢铁生产的高压水除鳞技术从上世纪五十年代开始试验使用,到上世纪七十年代在国外各冶金企业率先广泛应用。
变频器在高压泵除鳞控制系统改造中的应用

变频器在高压泵除鳞控制系统改造中的应用
展恩颖
【期刊名称】《信息技术与信息化》
【年(卷),期】2015(0)6
【摘要】莱钢特钢小型成材车间高压泵除鳞系统由变频器、高压配电、高压电机、电气运行、自动控制和检测仪表等部分构成,根据工况可以完成控制功能,实现手自动的切换、配合精轧机(650#轧机)主控系统等.
【总页数】2页(P78-79)
【作者】展恩颖
【作者单位】山东钢铁集团莱钢自动化部山东莱芜 271104
【正文语种】中文
【相关文献】
1.高压变频器在高压水除鳞系统节能改造中的应用 [J], 王枫;李磊;马亚峰
2.变频器和PLC在高压水除鳞系统中的应用 [J], 翟世宽
3.高压变频器在除鳞水泵中的应用 [J], 曹凌
4.高压变频器在高压水除鳞节能改造中的应用 [J], 孙云;孙顺富;张江为;郑新华
5.1500PLC与V20变频器以太网转换通讯在除鳞系统中的应用 [J], 张兴国
因版权原因,仅展示原文概要,查看原文内容请购买。
高压变频器在除磷泵上的应用

质
在工艺执行 中供水系统采用调节阀门的大小实现供
嚣
图 1 除磷 泵现 场 工 艺
水量调节 。供水 高低 峰在人为 的调节 下 , 不 仅精度难 以达 到, 同时也造成 了水资源和 电能 的较大浪费 。因此 , 借 鉴高 压变频调速 系统恒 压供 水方式对 系统 进行改造 , 达到 了改 善工艺与节能的效 果显 著。
钢5 0 0万 吨以上规模 、集 多元 产业并举 的跨 行业 、
跨 薹、 跨 所有制 的大型企 业集 团 , 是福建 省最 大的钢铁
生 壹 地和化肥生产基地。
蔷 压除磷泵站 是为粗除磷工 艺供 给高压水 , 其作用是
用 E 水除去板坯表 面的氧化铁皮 , 提 高成 品板带 的表 面
除磷 系统最佳 的节能控制模 式。
清洗 维 护 量 过 高 ,增 加 维 护 费 用 。 三 钢 中板 厂 采 用 B L H — C K系列空 一水冷却系统。该 系统从根本上解决 了单 位散热密度高 、 功率大 , 有效提高系统安全可靠 性 、 降低运
营成本 的问题 。
2 . 2 系统改造 中的检查事项
通过调节 速度 , 使实 际压 力接 近于压力设 置值 , 以保 证系
统的压力恒定。
2 ) 避免高压水除磷 系统突然泄压和突然增压 。 3 ) 变频器上下限频率的设定 , 一定要确保 的出水输 出
压力能达到工艺要求 的除磷压力 。
2 . 3 冷 却 系统 的安全保 障
高压变频器对运行 环境温度通常要求 在 0— 4 0℃, 环
高压 离心泵的转速 , 当蓄 能器 液位达到上工作液位 或压力
达 到上 限时 , 离 心泵降速运 行 ; 当蓄 能器液位 达到下 工作
高压水除鳞系统在2250热轧线的应用
河 北冶全
HEBEI M ETAL LU R GY
T o N O 1 8 t .9
2 2 , u b r6 01 N m e
高 压 水 除 鳞 系 统 在 22 0热 轧 线 的 应 用 5
孙 蕾 , 王称 芳 , 力 刚 , 赵 王艳 阳
止 时 , 可 承受 足 够 大 的 瞬 时 轴 向力 以保 证 泵 组 稳 其 定 可靠 运行 。
轴 向力 。泵转 子部件 上 的残余 轴 向力和 泵启 动 瞬时
的轴 向力 采用 自动 找正 推 力 盘 系 统来 承 担 , 力 盘 推
立 压 力 时 , 子部 件频 繁左 右移 动 , 易 造成 平衡 盘 转 极 和平衡 鼓 咬合 烧死 而 断轴事 故 。 同时在泵 的末 端 设 置 了承受 瞬 时轴 向力 的 推力 系统 , 当泵 组 启 动 或 停
密封 环 , 可能 地减少 了级 间 的渗漏 , 尽 和普 通 离心 泵 采 用 的单独 机 械密 封 或 填 料 密封 相 比 , 封 效 果 更 密
叶轮所 产 生 的轴 向力相 互 抵 消 , 在运 转 过 程 中泵 腔 内巨大 的轴 向力 自动平衡 而不 需外 加平 衡 机构 或 推
力 轴承 。 因此 不需 采 用 平 衡 盘 或平 衡 鼓 结 构 , 能 就
APP CATI LI oN GH —P OF HI RES URE ATER S W DES CALI NG YS S TEM N 5 I 2 2 0 HOT —ROLLI NG NE LI
S i un Le ,W a g Ch n f n n e g a g,Zha g n o Li a g,W a g Y a ya g n n n
两种不同的高压水热态除鳞系统及其应用

两种不同的高压水热态除鳞系统及其应用樊丽霞周卓锁罗建华唐山钢铁集团公司带钢厂长沙矿山研究院高压水射流技术研究所[摘要] 本文介绍了“泵+蓄能器”和“泵+卸荷阀”两种高压水热态除鳞系统的原理和组成,详细研究了它们之间的异同,分析了它们各自的应用范围,并结合实际,论述了唐钢带钢厂除鳞系统的选择。
关键词:高压水射流技术,热轧带钢,热态除鳞,除鳞系统,高压水除鳞。
TWO DIFFERENT TYPES OF THERMAL-STATE DESCALING SYSTEMS USING HIGH-PRESSURE W ATERJET AND THEIR APPLICATIONFan Lixia(The Hot Rolled Steel Strip Factory,Tangshan Iron and Steel Group Corp)Luo Jianhua(The High-pressure Waterjet Technology Subinstitute,Changsha Institute of Mining Research)ABSTRACTAn introduction to the principles and structures of two types of thermal-state descaling systems,in which one is equipped with pump+accumulator and the other with pump+relief valve,using high-press waterjet is made.。
The differences between them are researched in detail and the scopes of their application are analyzed。
Meanwhile,the selection of descaling systems used for The Hot Rolled Steel Strip Factory (Tangshan Iron and Steel Group Corp) is described。
高压水除磷系统在柳钢热轧生产线上的使用和创新
高压水除磷系统在柳钢热轧生产线上的使用和创新作者:万祖勇刘汉洪来源:《企业技术开发·中旬刊》2015年第05期摘要:随着生产的不断发展和市场要求的不断提高,客户对热轧板卷的表面质量要求也越来越高,而高压水除磷系统正是传统热连轧生产线上影响钢卷表面质量最核心的设备,它的稳定顺行直接关乎钢卷的表面质量,文章将主要阐述高压水除磷系统在柳钢热连轧生产线上的使用和创新。
关键词:高压水除磷系统;表面质量;使用和创新中图分类号:TG333 文献标识码:A 文章编号:1006-8937(2015)14-0050-03在传统热连轧生产线中,刚出炉的红钢坯温度能够达到1 260 ℃多,而红坯在高温情况下和空气中的氧气、水分等极易发生氧化作用,在表面生成一层氧化膜,也叫氧化铁皮。
红坯在粗轧机组和精轧机组上进行轧制时,由于轧机压下作用力巨大,容易将氧化铁皮直接压入钢材,从而影响到钢材的表面质量,因此去除钢板表面氧化铁皮显得十分重要。
传统的板坯除磷方法有很多,如超声波除磷、水除磷等。
我国目前的除磷方法主要还是集中在高压水除磷方面。
生产中如果遭遇除磷系统运行异常,会导致大批量的氧化铁皮压入、钢板表面暗淡、黑斑、色斑等等出现,同时也会造成巨大的经济损失。
合理科学的除磷关乎钢材的表面质量,同时也关乎我国经济的发展水平。
柳钢热轧厂高压水除磷系统由于其高压力、大流量、高能耗的特点,也有许多问题等待我们解决,如何降低本厂高压水除磷系统的高能耗,成为了我们面临的一个重要的攻关课题。
1 高压水除磷系统在柳钢热轧生产线上的应用1.1 柳钢热轧厂高压水除磷系统的基本配置情况柳钢热轧厂拥有2032和1450两条热连轧生产线,其中高压水除磷系统两线各有一条,分别独立控制。
其设备配置、工作原理基本相同,两条高压水除磷系统均由国内领先的重庆水泵厂设计安装调试。
该系统主要由自清洗过滤器、除磷电机、泵组、蓄能器、阀组(含最小流量阀、最低液面阀、高压电动闸阀、旁通阀、喷射阀、节流装置等)、高低压管路、各除磷点、高压空压机、电气控制部分组成。
热轧高压水除鳞系统的设计
热轧高压水除鳞系统的设计轧钢制品的除鳞,即清除其表面的氧化铁皮,主要有四种方法:即爆破法、机械法、变形法、高压水清除法。
由于采用高压水除鳞具有无可比拟的优越性,因此在当今世界现代化的轧钢生产中,被广泛地采用,无论特厚板、厚板、中板、热轧带钢、热轧钢管、热轧棒材、热轧型钢、车轮轮箍等轧制线上均得到广泛的应用。
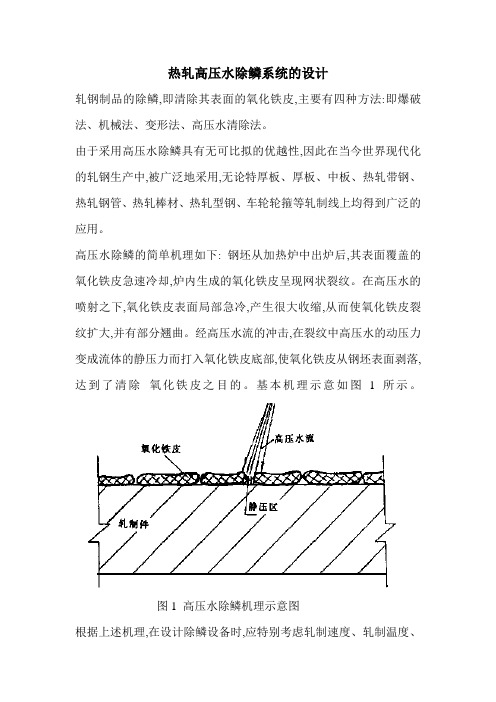
高压水除鳞的简单机理如下: 钢坯从加热炉中出炉后,其表面覆盖的氧化铁皮急速冷却,炉内生成的氧化铁皮呈现网状裂纹。
在高压水的喷射之下,氧化铁皮表面局部急冷,产生很大收缩,从而使氧化铁皮裂纹扩大,并有部分翘曲。
经高压水流的冲击,在裂纹中高压水的动压力变成流体的静压力而打入氧化铁皮底部,使氧化铁皮从钢坯表面剥落,达到了清除氧化铁皮之目的。
基本机理示意如图1所示。
图1 高压水除鳞机理示意图根据上述机理,在设计除鳞设备时,应特别考虑轧制速度、轧制温度、喷嘴的水流量、喷嘴处的水流压力等因素的影响。
再有,氧化铁皮的化学成分及位层的组成与钢材的原料成分、加热温度、加热时间、炉内气氛条件和轧制工艺有密切关系。
对于碳钢而言,氧化铁皮表层为Fe2O3,中间层为Fe3O4,内层为FeO。
2 喷嘴的选择及安装2.1 喷嘴的选择高压水除鳞效果的好坏,在很大程度上取决于喷嘴的结构及喷口的形状。
除鳞喷嘴的基本要求有三点: (1)喷出水流要宽而扁,要形成象锋利的刀子一样的水流。
(2)水流的打击力沿水流宽度上的分布要尽可能均匀。
对普碳钢在炉内生成的氧化铁皮来说均匀的打击力希望为2×105~215×105 Pa。
高压水压力一般为16~28MPa。
(3)喷嘴的材料要求耐磨根据计算,当水压达到16MPa时,喷嘴口处的水流速度可达144m/s左右。
因此没有耐磨的材料,喷嘴就要经常更换增加停轧时间,影响生产效率。
根据试验得知,矩形断面的喷口不适用于高压水除鳞,因为这种喷口在边缘上的冲击力大,而在中间的冲击力小。
试验资料及生产实践表明,椭圆形的喷口断面最佳。