化学镍镀层的厚度要求
化学镀镍镀层性能

化学镀镍:镀层性能发布日期:2013-04-10 浏览次数:14核心提示:化学镀层,特别是化学镀镍层有着广泛的工业应用,这主要是由于它具有独特的耐蚀性和耐磨性,镀层的结构和化学组成直接决定它们的这些性能及其他重要特性。
1结构化学镀层,特别是化学镀镍层有着广泛的工业应用,这主要是由于它具有独特的耐蚀性和耐磨性,镀层的结构和化学组成直接决定它们的这些性能及其他重要特性。
这些性能同样取决于槽液组成和沉积参数(如,温度和搅拌),化学镀的另一个重要优点是它能够在任意形状的物体上沉积均匀的镀层。
化学镀镍层依据所使用的还原剂分为两类:一类是Ni—P合金;另一类是N —B合金。
镀态化学镀层是一种亚稳态过饱和合金[13],在酸性镀槽中用次磷酸盐作还原剂沉积的化学镀层结构为非晶态或液体状[13],在330℃左右热处理发现(文献[3,13],见“基本原理”第16章)产生半结晶,面心立方(fcc)镍分布在金属互化物(如,Ni3P和Ni3B)中。
沉积过程中不会形成金属互化物,因此镀态化学镀镍层中,P原子不规则地夹杂在Ni原子之间,正如上面所讨论(如图18—3所示),Ni-P镀层中的P含量取决于镀槽的pH值。
通常,槽液pH值越高,镀层的含P量越低,镍的结晶态越高,也就是说,P含量越低,组成膜层的单元镍晶粒的平均尺寸越大。
因此,可以认为,P在晶体形成中起抑制剂的作用。
可以通过下面简单形式进行解释:当P原子夹杂到Ni原子之间时,P原子的存在,减少了Ni原子之间接触形成延展镍晶体的可能性。
沉积过程中伴随H2的逸出,接近生长膜处的pH值将升高,而随后的搅拌使pH值回到原来的较低值,这种周期变化使得P含量随膜层厚度变化,20世纪50年代[14]某些研究人员已经观察到了这一现象。
另外,P含量还决定材料密度,图18—4表明,在P含量为0时,镀层的密度接近其金属块的密度[15]。
图18—4合金组成对Ni—P和Ni—B镀层的影响2硬度硬度是指材料对外力引起局部永久变形或压痕的抵抗强度,硬度是一个容易测量的质量指标,并且经常进行测量。
镀镍
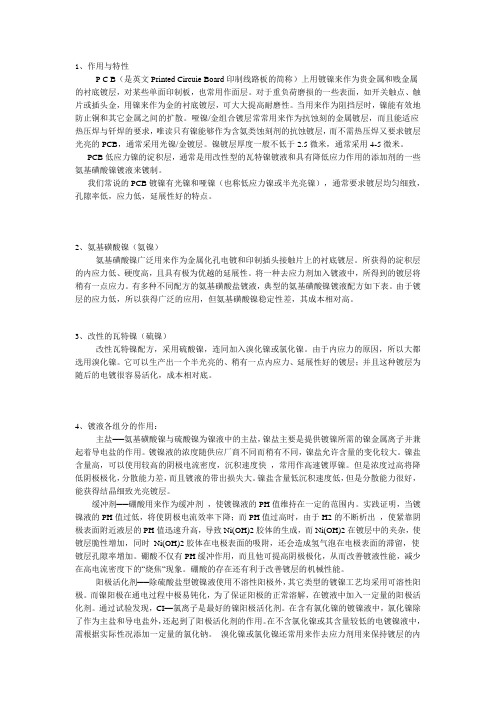
1、作用与特性P C B(是英文Printed Circuie Board印制线路板的简称)上用镀镍来作为贵金属和贱金属的衬底镀层,对某些单面印制板,也常用作面层。
对于重负荷磨损的一些表面,如开关触点、触片或插头金,用镍来作为金的衬底镀层,可大大提高耐磨性。
当用来作为阻挡层时,镍能有效地防止铜和其它金属之间的扩散。
哑镍/金组合镀层常常用来作为抗蚀刻的金属镀层,而且能适应热压焊与钎焊的要求,唯读只有镍能够作为含氨类蚀刻剂的抗蚀镀层,而不需热压焊又要求镀层光亮的PCB,通常采用光镍/金镀层。
镍镀层厚度一般不低于2.5微米,通常采用4-5微米。
PCB低应力镍的淀积层,通常是用改性型的瓦特镍镀液和具有降低应力作用的添加剂的一些氨基磺酸镍镀液来镀制。
我们常说的PCB镀镍有光镍和哑镍(也称低应力镍或半光亮镍),通常要求镀层均匀细致,孔隙率低,应力低,延展性好的特点。
2、氨基磺酸镍(氨镍)氨基磺酸镍广泛用来作为金属化孔电镀和印制插头接触片上的衬底镀层。
所获得的淀积层的内应力低、硬度高,且具有极为优越的延展性。
将一种去应力剂加入镀液中,所得到的镀层将稍有一点应力。
有多种不同配方的氨基磺酸盐镀液,典型的氨基磺酸镍镀液配方如下表。
由于镀层的应力低,所以获得广泛的应用,但氨基磺酸镍稳定性差,其成本相对高。
3、改性的瓦特镍(硫镍)改性瓦特镍配方,采用硫酸镍,连同加入溴化镍或氯化镍。
由于内应力的原因,所以大都选用溴化镍。
它可以生产出一个半光亮的、稍有一点内应力、延展性好的镀层;并且这种镀层为随后的电镀很容易活化,成本相对底。
4、镀液各组分的作用:主盐──氨基磺酸镍与硫酸镍为镍液中的主盐,镍盐主要是提供镀镍所需的镍金属离子并兼起着导电盐的作用。
镀镍液的浓度随供应厂商不同而稍有不同,镍盐允许含量的变化较大。
镍盐含量高,可以使用较高的阴极电流密度,沉积速度快,常用作高速镀厚镍。
但是浓度过高将降低阴极极化,分散能力差,而且镀液的带出损失大。
化学镀镍与电镀镍工艺及相互之间的区别

化学镀镍与电镀镍工艺及相互之间的区别1 电镀镍电镀是一种电化学过程,也是一种氧化还原过程。
电镀镍是将零件浸入镍盐的溶液中作为阴极,金属镍板作为阳极,接通直流电源后,在零件上就会沉积出金属镍镀层。
电镀镍的配方及工艺条件见表1。
电镀镍的工艺流程为:①清洗金属化瓷件;②稀盐酸浸泡;③冲净;④浸入镀液;⑤调节电流进行电镀;⑥自镀液中取出;⑦冲净;⑧去离子水设备煮;⑨烘干。
表1 电镀镍的配方及工艺条件成分含量/g/L 温度/0C PH值电流密度/A/dm2硫酸镍硫酸镁硼酸氯化钠100-170 21-30 14-30 4-12 室温5-6 0.5电镀镍的优点是镀层结晶细致,平滑光亮,内应力较小,与陶瓷金属化层结合力强。
电镀镍的缺点是:①受金属化瓷件表面的清洁和镀液纯净程度的影响大,造成电镀后金属化瓷件的缺陷较多,例如起皮,起泡,麻点,黑点等;②极易受电镀挂具和在镀缸中位置不同的影响,造成均镀能力差,此外金属化瓷件之间的相互遮挡也会造成瓷件表面有阴阳面的现象;③对于形状复杂或有细小的深孔或盲孔的瓷件不能获得较好的电镀表面;④需要用镍丝捆绑金属化瓷件,对于形状复杂、尺寸较小、数量多的生产情况下,需耗费大量的人力。
2 化学镀镍化学镀镍又称无电镀或自催化镀,它是一种不加外在电流的情况下,利用还原剂在活化零件表面上自催化还原沉积得到镍层,当镍层沉积到活化的零件表面后由于镍具有自催化能力,所以该过程将自动进行下去。
一般化学镀镍得到的为合金镀层,常见的是Ni-P合金和Ni-B合金。
相较Ni-P合金而言,Ni—B合金的熔焊能力更好,共晶温度高,内应力较小,是一种更为理想的化学镀镍方式。
但本文着重讨论的是Ni-P合金镀层。
化学镀镍的配方及工艺条件见表2。
表2化学镀镍的配方及工艺条件成分含量/g/L 温度/0C PH值硫酸镍次磷酸钠柠檬酸钠氯化铵45-50 45-60 20-30 5-8 85 9.5化学镀镍的工艺流程为:①清洗金属化瓷件;②去离子水设备冲洗;③活化液浸泡;④冲净;⑤还原液浸泡;⑥浸入镀液并不时调节pH值;⑦自镀液中取出;⑧冲净;⑨去离子水设备煮;⑩烘干。
镀镍黄铜成分含量-概述说明以及解释
镀镍黄铜成分含量-概述说明以及解释1.引言1.1 概述在镀镍黄铜的制备过程中,我们通常会将黄铜表面镀上一层镍。
这样做的目的是为了赋予黄铜更好的耐腐蚀性和外观效果,同时也提高了其机械性能。
镀镍黄铜是一种常见的金属材料,被广泛应用于各个领域。
它在制造业中扮演着重要的角色,例如电子元件、仪器仪表、汽车零部件等。
镀镍黄铜除了能够保护基础材料免受腐蚀的侵害,还能够提供更加美观、耐磨的表面。
在分析镀镍黄铜的成分含量时,我们主要关注两个元素:铜(Cu)和镍(Ni)。
这两个元素的比例会直接影响到镀层的性能和质量。
一般情况下,黄铜中铜的含量为60-80,而镍的含量则为20-40。
不同的应用需要不同比例的镍与铜,以满足特定的要求。
除了铜和镍,镀镍黄铜中还可能含有少量的其他元素,如锌(Zn)、锡(Sn)和铅(Pb),这些元素的添加也有助于改善镀层的性能。
此外,还需要考虑到镀液的成分和温度等因素,它们同样会对镀层的成分含量产生一定影响。
总而言之,镀镍黄铜作为一种重要的金属材料,其成分含量对其性能和应用具有重要意义。
进一步研究镀层中各元素的含量和比例,将有助于优化镀层工艺,提高镀层质量,并推动其在各个领域的广泛应用。
1.2 文章结构文章结构部分的内容可以包括以下内容:本文将主要包括以下几个部分来讨论镀镍黄铜的成分含量。
首先,在引言部分概述镀镍黄铜的定义和用途,以便读者能够对此有一个基本的理解。
接下来,将详细介绍镀镍黄铜的成分含量,包括其主要成分和相应的含量范围。
重点介绍铜、锌和镍这三种主要成分的含量变化对镀镍黄铜性能的影响。
在结论部分,将对镀镍黄铜的成分含量进行总结,并强调其对材料性能的重要影响。
同时,还将展望镀镍黄铜在未来的应用前景,探讨其在各个领域的潜在应用价值。
通过这篇文章,读者将能够更加深入地了解镀镍黄铜的成分含量及其应用前景,为相关领域的研究和应用提供参考和指导。
1.3 目的本文旨在探讨镀镍黄铜的成分含量,以提供关于该材料的详尽了解。
金属镀覆要求及镀层厚度的规定

纯铜、黄铜
锡青铜 Cu / Ep•Ag
(D•Ag) Ag :3~5 先预镀银,再镀光亮银
5 镀覆要求
5.1 有底层镀铜的导磁零件,其镀层厚度应根据设计要求来确定。
为了规范各镀种镀覆要求及镀层厚度,便于生产组织和工艺准备,从而降低生产成本,制定出本标准。
1 主题内容
本标金属镀覆要求及镀层厚度。
2 适用范围
本标准可参照使用。
3 引用标准
GB/T 13911-1992 金属镀覆和化学处理表示方法
7 工艺应按Q/FVF 2003.32《金属镀层和化学处理质量技术要求》和本标准的规定以及设计文件中镀覆标记要求编制电镀工艺操作指导卡。
8 镀层厚度测量方法按SJ 20129-1992规定的方法进行。
(D•L1Ni) Ni :2~4 Ni :1~3 先镀暗镍,后镀亮镍。
电工纯铁 Fe / Ep•Cu
(D•Cu) Cu :7~10
电工纯铁
碳素结构钢 Fe / Ep•Cu Ni
纯铜、锡青铜 Cu / Ep•Sn
(D•Sn) Sn :3~7
黄铜 Cu / Ep• Ni Sn
(D• Ni / Sn) Ni :1~3 Sn :3~7
电工纯铁
碳素结构钢 Fe / Ep•Cu Sn
(D•Cu / Sn) Cu: 1~3 Sn :3~7
电工纯铁
碳素结构钢 Fe / Ep•Ni m
(D•Ni) Ni :3~7
电工纯铁
碳素结构钢 Fe / Ep•Ni s
5.2 有焊接要求的零件,可不镀亮镍或亮锡层。
5.3 黄铜镀锡,必须加底层镀Ni,厚度1μm~3μm。
化学镀镍相关标准与规范
化学镀镍相关标准与规范化学镀镍过程的标准和规范有许多,几乎各国都有自己的标准,这些标准和规范是由许多学科的专业人员共同制定的,为了方便我国技术人员参考,现将其中比较重要的一些标准名称列出:国际标准:ISO 4527(1987),ISO/TC107 自催化镍磷镀层-规范和试验方法(Autocatalyticnickel-phosphoruscoatings-specification and test methods)中国:自催化镍-磷镀层技术要求和试验方法 GB/T 13913-92美国:ASTM B733-97 金属上自催化镍磷镀层标准规范(Standard Specification for Autocatalytic(Electroless) Nickel-Phosphorous Coatings on Metal)ASTMB656-91 工程用金属自催化镍磷沉积标准(Standard Guide for Autocatalytic (Electroless)Nickel-Phosphorus on Metals for Engineering Use)ASTM B656-79 金属上工程用自催化镀镍标准实施办法(该标准于2000年废止)MILC 26074B-军用规范,化学镀镍层的技术要求(Coatings,Electroless Nickel Requirements for Military)AMS 2404A-航空材料规范化学镀镍(Electroless Nickel Plating)AMS 2405-航空材料规范化学镀镍,低磷(Electroless Nickel Plating,Low Phosphrous) NACE T-6A-54 美国腐蚀工程师学会文件化学镀镍层英国:DEE STD 03-5/1 材料的化学镀镍层(Electroless Nickel Coatings of Material)法国:NFA 91-105 化学镀镍层特性和测试方法(Dépôt Chimique s de Nickel-Propciétés Caractéristiques atMéthodes Déssais德国:DIN 50966(1987) 功能化学镀镍层RAL-RG 660(第二部分)(1984)硬铬和化学镀镍层的质量保证苏联标准:ΓOCT 9.305-84奥地利:ÖNOrm c2550(1987) 化学镀镍磷镀层-技术要求和测试日本标准:JISH 8654-89 金属上自催化镍磷镀层H8645-99 ??解ンツケル?りんめフき11.1 国际标准ISO4527该国际标准于1987年发布,论述了含磷2~15wt%的化学镀镍,并阐述了实际的沉积和预处理步骤。
化学镀镍

化学镀镍/浸金的状况ENIG Introduction作为PCB的表面镀层,镍层的厚度要求>5um,而浸金层厚度在0.05-0.15um 之间。
化学镀镍/浸金镀层的焊接性是由Ni层来体现的,因此Au层的厚度不能太高,否则会产生脆性和焊点不牢的故障。
Au只起保护Ni层的作用,防止Ni 的氧化和渗析,所以又不能太薄。
As one of the surface finishing for PCB, the thickness of nickel layer shall be more than 5um, while the thickness of immersion gold shall be between 0.05-0.15 um.As the solderability of ENIG is reflected from Ni layer, so the au layer shall not be too thick. Or else there will be frangibility and solder pot unstable issue. Au is to protect the Ni layer and prevent from Ni oxidation and dialysis. So it shall not be too thin.现在的Ni/Au生产线都采用Atotech公司的Atotech化学Ni/Au工艺。
Nowadays most Ni/Au production lines are adopting atotech chemical Ni/Au technology developed by Atotech company.沉镍Electroless Nickel1 沉镍原理概述Electroless Nickel Principle introduction沉镍金工艺的沉镍的原理,实际上反而从“化镍浸金”一词中能够较容易地被我们所理解。
电镀层和化学处理层技术条件
电镀层和化学处理层技术条件目录1 范围 (2)2 标准性引用文件 (2)3 技术要求 (2)3.1 使用条件 (2)3.2 选择原则 (2)3.3 锌电镀层 (3)3.4 铜电镀层 (3)3.5 镍镀层 (3)3.6 铬镀层 (4)3.7 锡镀层 (4)3.8 银镀层 (4)4 覆盖层厚度标识方法 (4)4.1 覆盖层组成部分 (4)4.2 紧固件镀层厚度 (7)5 外表质量及镀层检验 (7)5.1 外表质量 (7)5.2 湿热试验 (8)5.3 盐雾试验 (8)5.4 覆层 (8)6 运输及贮存 (8)6.1 运输 (8)6.2 贮存 (8)电镀层和化学处理层技术条件1 范围本标准规定了产品零〔部〕件金属电镀层和化学处理层〔以下简称覆盖层〕的使用条件分类、选用原则、厚度及标识方法、外表质量和镀层检验、运输及贮存。
本标准适用于产品零〔部〕件〔金属和非金属制件〕的电镀和化学处理。
本标准在图样、技术文件中引用时,其标注方法为:电镀层和化学处理按Q/JC J129。
2 标准性引用文件以下文件对于本文件的应用是必不可少的。
但凡注日期的引用文件,仅所注日期的版本适用于本文件。
但凡不注日期的引用文件,其最新版本〔包括所有的修改单〕适用于本文件。
GB/T 131—2006 产品几何技术标准〔GPS〕技术产品文件中外表结构的表示法GB/T 2423.4—2008 电工电子产品环境试验第2部分:试验方法试验Db:交变湿热〔12h+12h循环〕GB/T 2423.17—2008 电工电子产品环境试验第2部分:试验方法试验Ka:盐雾GB/T 2828.1—2012 计数抽样检验程序第1部分:按接收质量限〔AQL〕检索的逐批检验抽样计划GB/T 5267.1—2002 紧固件电镀层GB/T 9797—2005 金属覆盖层镍+铬和铜+镍+铬电镀层GB/T 9798—2005 金属覆盖层镍电沉积层GB/T 9799—2011 金属及其他无机覆盖层钢铁上经过处理的锌电镀层GB/T 11379—2008 金属覆盖层工程用铬电镀层GB/T 12599—2002 金属覆盖层锡电镀层技术标准和试验方法GB/T 12600—2005 金属覆盖层塑料上镍+铬电镀层GB/T 13346—2012 金属及其它无机覆盖层钢铁上经过处理的镉电镀GB/T 13911—2008 金属镀覆和化学处理标识方法GB/T 17461—1998 金属覆盖层锡-铅合金电镀层GB/T 17462—1998 金属覆盖层锡-镍合金电镀层ISO 4521 金属覆盖层工程用银和银合金电镀层3 技术要求3.1 使用条件覆盖层使用条件,按气候环境变化的程度分为三类。
化学镍参考
化学镍常识介绍一般将化学镍按照磷含量分为高磷(磷含量10-12%),中磷(磷含量7-9%)低磷(磷含量3-6%)三种,其物理化学性质为耐蚀性对于钢铁基体,化学镍层属于阴极性镀层,若要达到防护的作用,那么就要做到镀层无孔隙。
但不同的底材达到无孔隙的厚度是不一样的。
比如光滑致密的铁基体,5个微米的镀层基本就无孔隙了,但是压铸件,基本要做25微米以上才能做到无孔隙,同样的镀层厚度,耐蚀性和磷含量有关。
一般高磷好于中磷,含有硫化物的镀液的镀层耐蚀性较差,镀层的后处理对耐蚀性影响也很大。
钝化处理好的钝化处理也有很大的帮助:现在市场有两种后处理:一种是防锈油类的(有的溶于水,有的直接使用),优点是耐蚀性好,能提高数小时。
缺点是不能水洗,表面有油性。
小件还好,大件外观很差。
另一种是水溶性的。
刚好和油性相反,不影响外观,但是耐蚀性不好。
硬度与耐磨性E不同磷含量的化学镍镀层其镀态硬度和热处理后的硬度有很大的不同,磷含量越低的镀层,其镀态硬度越高。
但经过适当的热处理(最佳345-400度,1H),各种磷含量的镀层硬度都急剧升高到一个很高的范围(HV 850-950)。
这基本达到了硬铬的硬度,因此很多地方正逐步取代硬铬。
为了使工件不变色,热处理应在惰性气体的保护下进行。
有时我们为了提高硬度,又不想影响基体的硬度,那么就要选用较低的问题,热处理较长的时间来实现。
磷含量不同,热处理的影响也不同:低磷的热处理后达到最高硬度后,继续热处理,其硬度会下降,而高磷则不会。
有时我们既要求硬度,又要求耐蚀,那么我们就采用高磷的镀层,然后在250-270度下保温5-8小时,硬度达到850-900,这样就能兼顾了。
延展性化学镍层延展性差,伸长率低,脆性大,不抗冲击。
磷含量越高,延展性性稍好。
热处理化学镀镍层的硬度可通过热处理进行调整,组织仍为非晶状,使底层含量分布趋于均匀,且从基体就开始有少量的磷,使底层与镀层的结合力更好,组织更均匀细小,弥散度提高,镀层表面的光洁度、镀层的耐蚀性、耐磨性均有所提高。
化学镀镍工艺配方及制程管理
化学镀镍在石油机械产品的工艺及制程管理摘要:化学镀镍磷因其优异性能,被广泛用于石油机械工业。
但随着技术要求的不断提高以及用户对镍磷镀层新的要求;表面光洁度达到镀前水准,工作面粗糙度Ra0.4μm;镀层不允许有针孔,每件产品小于0.38毫米的针孔不超过3个;镀层厚70~90μm,单边均匀误差2微米;镀层硬度HRC65~70等等。
针对在生产中出现的问题,经多年践行及验证,确定最佳工艺条件,最终达到和满足用户要求。
1 前言化学镀镍磷合金具有耐酸、碱、盐,耐磨,镀层均匀等优异性能,特别是在含硫化物和二氧化碳介质中突出的耐蚀性,使得其在石油机械产品中有良好的应用。
本文针对在施镀过程中出现的问题和解决的途径进行阐述,期望与从事化学镀镍技术的同仁交流,在提高质量,降低成本,创新、拓宽先进功能产品技术上,互相借鉴和参考。
2 石油机械产品对镀层要求2.1 石油机械设备大多暴露在氢化物、硫化物、二氧化碳、盐水、海水等恶劣的环境下,并还兼有吸入泥沙引起的磨损和高达280℃高温的浸蚀。
因此,设备的腐蚀、磨损十分严重。
2.2 工艺要求镀层厚0.03~0.09mm,单边均匀误差2μm;镀层硬度≥HRC50;有的产品硬度≥HRC65~70;要求耐腐蚀性在中性盐雾(NSS)试验后,满足经120小时达到10级(未出现明显腐蚀缺陷);还有的要求更苛刻,工作面镀层粗糙度Ra0.4μm,不允许有针孔,每件产品小于0.38毫米的针孔不超过3个;中心孔及其非镀区要进行遮蔽等等,有些用户还签订化学镀镍技术协议,每批产品提供标准试片,随产品同槽镀覆,若未达到规定的性能要求,需方有权索赔。
3 化学镀镍应用及工艺操作3.1 化学镀镍磷合金镀层规范和试验方法的最新指南,是依据国家标准GB/T 13913—2008/ISO 4527:2003,采用自制的中磷酸性化学镀镍液,确定工艺技术参数和流程。
3.2 镀液组成及操作条件:25g/L NiSO4·6 H2O,30g/LNaH2PO2,15g/L CH3COONa·3H2,DL—苹果酸+甘氨酸+乳酸,45mg/LKI,20mg/LCuSO4·5H2O;PH值4.5~5.0,温度:85~90℃;硫酸镍(吉恩镍业英文包装)、次磷酸钠(湖北兴发出口的)、其他材料均选用食品级,且镀层达到欧盟ROHS标准。
表面处理质量检验工作抽样规定

表面处理质量检验工作抽样规定一、镉镀层零件的抽检规定1、外观检验。
关键零件和重要零件应100%检查,其余按GB12609抽样进行检查。
2、厚度检验。
关键零件和重要零件应100%检查,其余按GB12609抽样进行检查。
3、结合力检验。
1)当新配镀液或镀液有较大变化时,必须进行结合力检验。
连续生产时须定期检验,检验周期为每槽产品1次/周。
2)镀层结合力检验可以在100mm×25mm×1mm或Φ10mm×100mm的试样上进行。
4、耐蚀性检验。
当新配镀液或镀液有较大变化时,必须进行耐蚀性检验。
或连续生产时定期检验。
5、氢脆性检验。
当抗拉强度σb≥140MPa的钢关键件、重要件进行镀镉时,必须进行延迟破坏试验。
二、化学镍镀层零件抽检规定1、外观检验。
大零件和重要零件应100%进行检验。
小零件应每批(或每槽)抽取5~10%进行验收。
其中若有一个零件不合格,再取双倍的零件复验,若仍有一个零件不合格,则该批(或槽)零件全部退回处理。
2、厚度检验。
从每一槽的不同位置抽取2~3件进行厚度测定。
允许用与零件同类材料、同槽化学镀的试件测定厚度。
3、结合力检验。
结合力的检验可以定期或按批抽查,检验次数根据工艺规程规定执行。
抽取1~2个零件进行试验,若有一个零件不合格,再取双倍数量的零件进行复验,若仍有一个零件不合格,则除该批零件需要返修外,并应采取措施,直至检验结合力合格为止。
4、硬度检验。
硬度检验按产品图纸和工艺文件的需要进行。
检验时,按批抽查,每批抽查数量为1~2件,每件测三点,在三点中有一点不合格,则退回生产单位返修或报废。
三、金镀层零件抽检规定1、外观检验。
镀金零件应100%进行外观检验,不合格的零件应退回处理。
必要时,可用3~5倍放大镜检查。
2、厚度检验。
进行厚度检验时,可从每一槽的不同位置上抽取2~3个零件,其中若有一个零件不合格,则取加倍数量的零件复验,若仍有一个零件不合格,则该槽零件应退回处理。
化学镀镍相关标准与规范
化学镀镍相关标准与规范化学镀镍过程的标准和规范有许多,几乎各国都有自己的标准,这些标准和规范是由许多学科的专业人员共同制定的,为了方便我国技术人员参考,现将其中比较重要的一些标准名称列出:国际标准:ISO 4527(1987),ISO/TC107 自催化镍磷镀层-规范和试验方法(Autocatalyticnickel-phosphoruscoatings-specification and test methods)中国:自催化镍-磷镀层技术要求和试验方法 GB/T 13913-92美国:ASTM B733-97 金属上自催化镍磷镀层标准规范(Standard Specification for Autocatalytic(Electroless) Nickel-Phosphorous Coatings on Metal)ASTMB656-91 工程用金属自催化镍磷沉积标准(Standard Guide for Autocatalytic (Electroless)Nickel-Phosphorus on Metals for Engineering Use)ASTM B656-79 金属上工程用自催化镀镍标准实施办法(该标准于2000年废止)MILC 26074B-军用规范,化学镀镍层的技术要求(Coatings,Electroless Nickel Requirements for Military)AMS 2404A-航空材料规范化学镀镍(Electroless Nickel Plating)AMS 2405-航空材料规范化学镀镍,低磷(Electroless Nickel Plating,Low Phosphrous) NACE T-6A-54 美国腐蚀工程师学会文件化学镀镍层英国:DEE STD 03-5/1 材料的化学镀镍层(Electroless Nickel Coatings of Material)法国:NFA 91-105 化学镀镍层特性和测试方法(Dépôt Chimique s de Nickel-Propciétés Caractéristiques atMéthodes Déssais德国:DIN 50966(1987) 功能化学镀镍层RAL-RG 660(第二部分)(1984)硬铬和化学镀镍层的质量保证苏联标准:ΓOCT 9.305-84奥地利:ÖNOrm c2550(1987) 化学镀镍磷镀层-技术要求和测试日本标准:JISH 8654-89 金属上自催化镍磷镀层H8645-99 ??解ンツケル?りんめフき11.1 国际标准ISO4527该国际标准于1987年发布,论述了含磷2~15wt%的化学镀镍,并阐述了实际的沉积和预处理步骤。
镀镍镀层标准
镀镍镀层标准《镀镍镀层标准》前言嘿,朋友!你知道吗?在我们的生活和工业生产中,镀镍可是个挺常见的事儿呢。
不管是那些亮晶晶的小饰品,还是工业设备里的一些零件,镀镍都起着非常重要的作用。
它可以让东西变得更加美观,还能提高耐腐蚀性能等。
但是呢,为了确保镀镍的质量达到一定的要求,我们就得有个标准呀,这就好比大家都按照同一个规则来玩游戏,这样才能保证公平,也能保证产品的质量稳定可靠。
今天呀,咱们就来好好唠唠这个镀镍镀层标准。
适用范围这个镀镍镀层标准适用的场景可不少呢。
比如说在装饰性行业,那些我们日常佩戴的项链、手链、耳环等首饰,如果镀镍层不符合标准,可能戴着戴着就掉色了,变得很难看。
再比如在汽车制造业,很多汽车零部件为了防止生锈腐蚀,也会进行镀镍处理。
像发动机的一些小零件,要是镀镍没做好,在汽车运行过程中,就容易因为腐蚀而出现故障。
在电子工业里也同样适用,一些电子元件镀镍后可以提高导电性和焊接性,如果镀镍层不达标,可能会影响整个电子设备的性能。
简单来说,只要是涉及到需要镀镍来提高外观、抗腐蚀、导电性等性能的产品或者零件,这个标准都适用。
术语定义1. 镀镍层说白了,就是通过电镀的方法在物体表面形成的一层镍金属层。
就像给物体穿上了一层镍做的衣服。
这层“衣服”的厚度、均匀性等都有一定的要求。
2. 基体材料这个呢,就是被镀镍的那个东西本身。
比如说要给一个铁制的小零件镀镍,这个铁制零件就是基体材料。
它的材质、表面状态等都会影响镀镍的效果。
3. 附着力你可以想象一下,镀镍层就像贴在基体材料上的贴纸,如果贴纸很容易就掉下来,那肯定不行。
附着力就是指镀镍层与基体材料结合的牢固程度。
如果附着力不好,镀镍层就容易脱落,那镀镍也就失去意义了。
正文1. 化学成分- 镍含量在镀镍层中,镍的含量是一个重要的指标。
一般来说,纯镍镀镍层中镍的含量应该在99%以上。
这就好比我们做蛋糕,面粉是主要原料,那在镀镍这个“蛋糕”里,镍就是主要成分。
化学镀镍的质量检测
化学镀镍的质量检测
化学镀镍的质量检测
化学镀镍的质量检测主要分为以下六种:
一、外观
按主要表面的外观可为光亮、半光亮或无光泽。
除另有规定,当用目视检查,表面应均匀,不应有麻点、裂纹、起泡、分层或结瘤等缺陷。
二、表面粗糙度
如果需方规定了粗糙度,应按GB 3505的规定进行测定。
镀层的表面粗糙度一般不会优于镀前基体的表面粗糙度。
三、厚度
主要表面镀覆的自催化镍-磷合金和底层的最小厚度及测量方法应由需方规定。
四、弯曲试验
将试样沿直径最小为12mm的或试样厚度4倍的心轴绕180°用4倍的放大镜检查,有无脱皮,起泡。
五、硬度
如果需方要求硬度值,应按GB 9790规定的方法,在热处理后测量,其结果应在需方规定的硬度值的±10%以内。
六、镀层的耐蚀性
参照ASTM-B-117进行,如果需要,需方应规定镀层的耐蚀性及其试验和评价方法。
磁铁镀层镍铜镍厚度
磁铁镀层镍铜镍厚度全文共四篇示例,供读者参考第一篇示例:磁铁镀层镍铜镍是一种常用的电镀技朧,主要应用于磁铁产品的表面镀层。
在这种工艺中,首先将磁铁产品经过清洗、酸洗等处理后,通过电镀的方式在其表面镀上一层镍,再在镍层上镀一层铜,最后再在铜层上镀一层镍,形成一个镀层镍铜镍的复合结构。
这种工艺既可以提高磁铁产品的耐腐蚀性能,又可以提高其外观质感,广泛应用于汽车、家电、通讯设备等领域。
磁铁产品在生产和使用过程中,往往会受到各种外界环境的影响,比如潮气、氧气、酸雨等。
这些环境因素都会对磁铁产品表面造成一定的腐蚀,导致其表面失去光泽,生锈甚至变色。
为了提高磁铁产品的耐腐蚀性能,保护其表面免受腐蚀的侵害,人们就发展出了磁铁镀层镍铜镍的工艺。
在磁铁镀层镍铜镍的工艺中,镀层的厚度是一个非常关键的参数。
镀层的厚度直接影响着镀层的耐腐蚀性能、导电性能和外观质感等方面。
过薄的镀层容易受到腐蚀侵害,降低产品的使用寿命;过厚的镀层不仅会增加生产成本,还可能影响产品的尺寸精度和外观光泽。
控制镀层厚度是磁铁镀层镍铜镍工艺中的一个关键技术。
一般来说,磁铁镀层镍铜镍的工艺要求镍层的厚度在5-20μm之间,铜层的厚度在0.5-5μm之间,镍层的厚度在5-15μm之间。
这样可以保证镀层的耐腐蚀性能和外观质感。
在实际生产中,人们通常通过控制电镀时间、电流密度、温度等参数来控制镀层的厚度,确保镀层的质量达到要求。
除了镍铜镍的复合结构外,磁铁产品在表面镀层方面还有其他选择,比如镀铬、镀锌、镀金等。
每种镀层材料都有其特定的特性和应用范围,选择合适的镀层材料和合适的镀层厚度是确保产品质量的关键。
在实际生产中,制造商需要根据产品的具体要求和使用环境来选择合适的镀层工艺,确保产品的性能和质量满足用户的需求。
第二篇示例:磁铁镀层镍铜镍是指在磁铁表面涂覆一层镍、一层铜和再一层镍的复合镀层。
这种镀层结构不仅具有良好的耐腐蚀性能,同时还具有很高的抗磨损性能和导电性能。
化学镍镀层的厚度要求
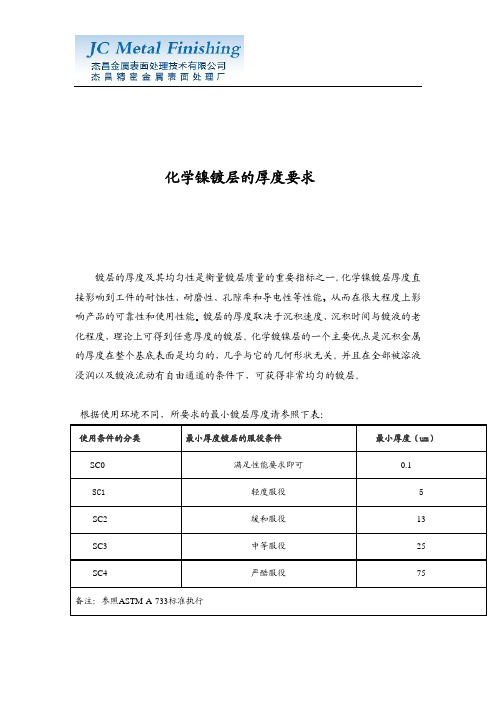
化学镍镀层的厚度要求
镀层的厚度及其均匀性是衡量镀层质量的重要指标之一。
化学镍镀层厚度直
接影响到工件的耐蚀性、耐磨性、孔隙率和导电性等性能,从而在很大程度上影
响产品的可靠性和使用性能。
镀层的厚度取决于沉积速度、沉积时间与镀液的老
化程度,理论上可得到任意厚度的镀层。
化学镀镍层的一个主要优点是沉积金属
的厚度在整个基底表面是均匀的,几乎与它的几何形状无关。
并且在全部被溶液
浸润以及镀液流动有自由通道的条件下,可获得非常均匀的镀层。
根据使用环境不同,所要求的最小镀层厚度请参照下表:
使用条件的分类最小厚度镀层的服役条件最小厚度(um)
SC0 满足性能要求即可 0.1
SC1 轻度服役 5
SC2 缓和服役 13 SC3 中等服役 25 SC4 严酷服役 75 备注:参照ASTM-A-733标准执行
杰昌金属表面处理技术有限公司提供。
化学镀镍综述

化学镀镍综述化学镀镍,又称为无电解镀镍,是在金属盐和还原剂共同存在的溶液中靠自催化的化学反应而在金属表面沉积了金属镀层的新的成膜技术。
电镀是利用外电流将电镀液中的金属离子在阴极上还原成金属的过程。
而化学镀是不外加电流,在金属表面的催化作用下经控制化学还原法进行的金属沉积过程。
因不用外电源直译为无电镀或不通电镀。
由于反应必须在具有自催化性的材料表面进行,美国材料试验协会(ASTMB—347)推荐用自催化镀一词(Autocatalytic plating)。
对化学镀镍而言,我国1992年颁布的国家标准(GB/T13913—92)则称为自催化镍-磷镀层(Autocatalytic Nickel Phosphorus Coating),其意义与美国材料试验协会的名称相同。
由于金属的沉积过程是纯化学反应(催化作用当然是重要的),所以将这种金属沉积工艺称为“化学镀"最为恰当,这样它才能充分反映该工艺过程的本质.从语言学角度看Chemical,Non electrolytic,Electroless三个词主是一个意义了,直译为无电镀一词是不确切的。
“化学镀”这个术语目前在国内外已被大家认同和采用。
化学镀镍所镀出的镀层为镍磷合金,按其磷含量的不同可分为低磷、中磷、高磷三大类:·磷含量低于3%的称为低磷;·磷含量在3—10%的为中磷;·磷含量高于10%的为高磷;其中中磷的跨度比较大,一般我们常见的中磷镀层为6—9%的磷含量.当然,本站主要介绍的是化学镀镍磷合金,有时为了方便我们简称化学镀了,而且EN也是化学镀镍简称。
但化学镀不仅此一种镀种,比较成熟的还有化学镀铜,化学镀金,化学镀锡,还有一种复合镀层.其它镀种的市场占有量不足总量的1%,本站不做重点介绍。
化学镀层的物理性质与化学性质密度:镍的密度在20℃时为8。
91。
含磷量1%—4%时为8.5;含磷量7%-9%时为8。
1;含磷量10%-12%时为7.9。
化学镀镍金及其温度的影响
化学镀镍金及其温度的影响核心提示:近年来,随着电子技术飞速发展,电子设备的线路设计越来越复杂,对印刷电路板设计提出了新的挑战。
复杂印制板要求其最后的外表处理工艺具有更多功能,平整性要求也越来越高。
早先的外表处理方法通过图形电镀法产生锡铅抗蚀镀层,后来出现SMOBC掩蔽技术和热风整平工艺。
随着更加精细的SMT、BGA等外表贴装技术的发展和PCB制作无铅化的要求,产生了化学镀镍金、电镀镍金、有机可焊性保护膜(OSP)、电镀铅锡、化学镀银、化学镀锡等外表处理方法[1]。
化学镀镍金(ENIG)作为线路板最终外表处理,在过去几年里,以其在多次回流焊、波峰焊中表现出的优良平整度和可焊性,已广泛用于移动、医疗器械、电脑、汽车电子设备等诸多电子行业。
化学镀镍金分散性好,无论孔内、孔外还是通孔、盲孔,都可以获得较均匀的镀层[2],且镀层有优良的抗变色性、耐磨性、钎焊性和键合功能,可满足多种组装的要求。
虽然化学镀镍金工艺技术经过多年的发展,目前已相当成熟,但从国内外相关报道来看,仍然存在温度、添加剂加入量等控制较困难的问题。
本文主要深入探讨化学镀镍金工艺中温度对整个工艺过程及镀金品质的影响,以期找到合适的解决方案。
2化学镀镍金工艺流程及控制2.1工艺流程化学镀镍金的工艺流程如图l所示l3-51:图1工艺流程图 (2)微蚀工序2.2.2 化学镀镍化学镀镍由复原剂提供电子进行复原反应[7],镍首先围绕Pd的活性中心沉积出来,先沉积出来的镍具有自催化作用,随时间延长,镍厚度不断增加。
镍槽中的溶液是多组分的。
通常使用酸性镀液体系,其中包括镍盐(硫酸盐、氯化物),复原剂(次磷酸钠或硼氢化物)[8],配位剂(柠檬酸、乙酸、琥珀酸、丙酸或乙醇酸),稳定剂(重金属盐、硫脲、氟化物)[9]。
化学镀镍对药水成分范围要求严格,生产过程中必须每班分析化验两次,并需不断补加复原剂。
镀镍槽液pH、温度对镍层厚度影响较大,温度越高,镀速越快。
镀厚层时,使用低温以获得致密的镀层。
化学沉镍金部分
化学沉镍金部分发布时间:2009-03-23 点击量:788化学沉镍金部分本公司EC-303系列为弱酸性镍/磷合金化学镍镀液,具有如下特性:1、镀层磷含量稳定,镀层组成Ni93±1% P 7±1% 。
2、适用于PCB/FPC沉镍金,FPC沉镍金时仅镍缸参数有所不同。
3、操作温度范围宽,对绿油攻击极小。
4、槽液稳定,管理简易方便,镍槽可使用自动加药装置。
5、化学镍沉积速率稳定:PCB一般为10~13um/hr,FPC一般为8~11 um/hr。
一、生产中前后制程对化学沉镍金的影响1、板材:特殊板材吸附钯能力特强,在水洗不足或镍缸活性较强时,易出现渗镀现象。
如一些无卤素单面板材,孔及背面易上镍金。
一般采用过毒钯液处理或适当降低镍缸活性做板,即可避免。
2、钻孔:钻孔进、退刀速率控制不良,钻咀刀锋前缘有损坏,导致钻孔后孔壁太粗糙,则化镍金时N-PTH孔易上镍金。
3、图形制作/图形电镀:在线路制作工序,因板面显影不良易导致图形电镀时板面粗糙、发白。
此类缺陷是电镀铜后夹在铜层下面,经表面处理无法去除,而在化镍金时镍层无法掩盖此缺陷,最终的结果直接导致报废。
图形电铜面本身颗粒、针孔、发白、子弹孔等问题在化镍金时亦会呈现类似问题。
4、蚀刻/退锡:蚀刻不净问题,在化镍金时可能会长胖或架桥,或N-PTH孔上镍金;有NPTH孔的化镍金板在蚀刻后、退锡前需做毒钯处理,否则NPTH孔容易上Ni/Au;剥锡不净问题,在化镍金时可能会出现白点或露铜甚至甩镍金现象。
5、丝印阻焊油:渗油(干绿油)、显影不净(感光绿油)等常见问题,在化镍金时极易出现发白、漏镀或甩镍金;油墨烘烤不够,曝光能量过低或者油墨厚度低于15um,在化镍金后极易出现掉油,油墨起泡。
曝光菲林上有垃圾时,化镍金后防焊油墨会点状上镍金。
若显影液残留板面未处理干净则化镍金时容易出现白点与阴阳色问题。
6、化镍金前处理的刷磨:①.最好使用800#以上或1000#、1200#磨辘细磨,磨辘太粗磨痕太深,化镍金时,金面可能会粗糙或发白,同时也会伤及阻焊油与保护膜,刷磨太轻太浅,则达不到应有的效果。
化学镍TDS报告
化学镍TDS报告1. 概述化学镍是一种广泛应用于工业领域的镀层材料,它具有耐腐蚀、抗磨损和导电性良好的特点。
本文将针对化学镍的技术数据表(TDS)进行分析和解读。
2. 化学镍的组成化学镍主要由镍和一系列添加剂组成,其中包括金属盐和有机化合物。
这些添加剂的选择和比例直接影响了化学镍的性能和特性。
3. 化学镍的特性3.1 耐腐蚀性:化学镍具有良好的耐腐蚀性能,可以在酸碱环境下长期稳定地工作,不会被腐蚀。
3.2 抗磨损性:化学镍具有出色的抗磨损性能,可以在高摩擦和高温条件下保持其表面的完整性和光洁度。
3.3 导电性:化学镍是一种良好的导电材料,可以广泛应用于电子设备和电气元件。
4. 化学镍的应用化学镍广泛应用于以下领域: 4.1 电子工业:化学镍被用作电子元件的保护和电镀材料,如半导体器件、连接器和导线。
4.2 汽车工业:化学镍被用作汽车发动机的涂层材料,提高发动机部件的耐磨和耐腐蚀性。
4.3 航空航天工业:化学镍被用作飞机零部件的防腐蚀和涂层材料,提高飞机的性能和寿命。
5. 化学镍的制备过程化学镍的制备过程可以简单概括为以下几个步骤: 5.1 表面准备:将待镀件进行表面处理,清除油脂和杂质,以确保镀层的附着力。
5.2 镀液配制:将所需的镀液配制好,包括溶液的组成和浓度等参数。
5.3 镀层过程:将待镀件浸入镀液中,通过电解作用使金属离子在表面沉积形成化学镍镀层。
5.4 后处理:对镀层进行清洗和干燥等后处理工序,以提高镀层的质量和外观。
6. 化学镍的质量控制为了确保化学镍的质量和性能,质量控制是必不可少的。
以下是常见的化学镍质量控制方法: 6.1 镀层厚度:通过测量镀层的厚度来判断镀层的质量和均匀性。
6.2 耐腐蚀性测试:将化学镍镀层暴露在特定腐蚀介质中,观察其腐蚀程度,以评估其耐腐蚀性能。
6.3 粗糙度测试:测量化学镍镀层的表面粗糙度,以判断其光洁度和质量。
6.4 附着力测试:对化学镍镀层进行附着力测试,以确保镀层与基材之间的结合力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化学镍镀层的厚度要求
镀层的厚度及其均匀性是衡量镀层质量的重要指标之一。
化学镍镀层厚度直
接影响到工件的耐蚀性、耐磨性、孔隙率和导电性等性能,从而在很大程度上影
响产品的可靠性和使用性能。
镀层的厚度取决于沉积速度、沉积时间与镀液的老
化程度,理论上可得到任意厚度的镀层。
化学镀镍层的一个主要优点是沉积金属
的厚度在整个基底表面是均匀的,几乎与它的几何形状无关。
并且在全部被溶液
浸润以及镀液流动有自由通道的条件下,可获得非常均匀的镀层。
根据使用环境不同,所要求的最小镀层厚度请参照下表:
使用条件的分类最小厚度镀层的服役条件最小厚度(um)
SC0 满足性能要求即可 0.1
SC1 轻度服役 5
SC2 缓和服役 13 SC3 中等服役 25 SC4 严酷服役 75 备注:参照ASTM-A-733标准执行
杰昌金属表面处理技术有限公司提供。