聚乙烯压力管道焊接中的问题探讨_郑伟义
聚乙烯(PE)燃气管道工程焊接质量管理之探索

引言 深圳 是 国 内最 先 将聚 乙烯 ( 简称 P ) E 管道应 用 于燃 气 工程 的城 市 之一 经过近 二十 年 的实践探 索, E P 管道在 燃气 工程 中的应 用 已越来越 广泛 , 从最初 试 用 于庭 院 管道 逐 渐 扩 展 到 市政 管 网,管道 公 称 直 径 由 DN6 mm扩 大 到 3 D 4 0m 焊接 方法 也 由原始 的手动 焊 接发 展到现 在 的全 自动控 制 的 电熔 焊 、 N0m, 热熔 焊 。P 管与 钢管 相 比, 有投 资 省 、运 输 便利 、重 量轻 、施 工 方便 、 E 具 高 断裂延 伸 率 、强耐 腐 蚀性 、 良好 的挠 曲性 、使 用寿 命 长等 诸 多优 点 。 目 前, 深圳 市的 新建 、改建 地下 ( 包括 庭 院和 市政) 气 管道 工程 的管 道材 质 已 燃 基本 上 由 P E管替 代 了钢 质管 道 。 但 由于P 燃气 管道 焊接施 工过 程的特 殊 性和 焊 接质量 检验 的方法 相对 于 E 钢质 管道来 说存 在的局 限性 , P 即 E管焊接 质 量至今 仍没 有一 种方 便、可 靠 的 无损探 测手 段, 同时, 为管道 工程 , 作 焊接 是整个 工程 质量 最为关键 的一环, 因
序号
l
2
此, E 气管 道的焊 接工 程质 量管 理尤 显重要 , 就要 求我们 对 其焊接 施工 过 P燃 这 程 中影 响焊 接质 量 的各 环 节 的控 制 、管 理更 为 严格 。作 为深 圳 市 第一 家 施 工 P 燃 气 管道工程 的 施工单 位, 司从 l9 年 开始至 今, 旖工 了近 二 百公 E 我 93 共 里 的各 种规 格 的 P 燃 气管 道 , 累了丰 富 的施工 管 理经 验 。本文就 P 燃 气 E 积 E 管道 工程 焊 接 质量 管 理的 探 索经 验 进行 了总 结 。 1人员 培训 管 理 1 1 全员培 训 . 直 以来 , 司就十分 重视 员工 技术 素养 的培训 。在深 圳 开始试 用 P 我 E管 于燃气 庭院 管的过 程 中, 司更 是积 极参 加有 关 P 燃 气 管道焊 接旅 工 的各种 我 E 培 训 。 当时 , 气 管道 施 工 作 为~ 种全 新 的管 道连 接 技 术,其设 备 、材 P E燃 料 、工艺 对 我 们来 说 都 十分 的 陌 生 。因 此,公 司经 常 聘 请外 籍 专 家 、设 备 及 材料 生产 厂家 的专业人 员来 司进行 理论上 课培训或 现场 示范操 作指导, 参加 人 员包 括 公 司 领 导 、所 有 的专 业 技 术 人 员 、 项 目管 理 人 员 、质 量 管 理 人 员、班 组长 和一线 施工 人 员等 , 通过 对 P E燃气 管道 的相 关基本 知 识和管 道施 工 焊接技术 进行 全员培 训等一系 列 的培 训, 与其麓 工质量相 关 的所 有人 员对 使 P E燃气 管道 有 了初 步 的 、整体 性的 认知 。近些 年 来, 随着 P E原 材料 (E 0 P8~ P 10 的推广更 新 、焊接 设备和 焊接 方法 改进和 换代 ( E 0) 手动一 半 自动一 全 自 动) 、从 小管 径 到大 管径 、从 庭 院管 到市 政 管 的应 用推 广等 等 , 要涉 及 到 只 材 料设 备应 用等 各方 面 的变化 更 新, 我们均 组 织 了一 系列有 针 对性 的相 应培
压力管道安装中焊接存在不足点及解决策略
压力管道安装中焊接存在不足点及解决策略摘要:现如今在许多行业当中都新建起了各类设施,随着我国公共服务基础设施的不断完善,在很多工业领域或者生活领域都使用到了作用十分强大的压力管道,在安装压力管道的过程里必不可少的一大重要环节是对管道进行焊接操作,很多产品就是在安装与焊接的过程里出现了质量的问题,这些质量问题极有可能会使得整体装置受到极大的损害,影响了最终成品的安全性与稳定性。
为了能够更好地促进压力管道安装工程的进展,为了提升我国管道发展事业的水准,就应当切实采取各种有效措施,控制压力管道安装焊接过程中的质量缺陷,并解决缺陷问题。
如果任由这些问题蔓延,则可能会造成更大的经济损失。
因此为了切实提升压力管道的安装焊接质量,在制定解决策略之前,应当对压力管道压力焊接工序的不足点和问题发生的区域与原因等细则进行详细分析。
关键词:压力管道安装;焊接;问题;解决策略1影响压力管道安装焊接工程质量的主要原因影响压力管道安装焊接工程质量的原因有很多种,在实际执行安装焊接工程的过程里,最重要的一大因素就是管道的材质,这可能会直接关系到焊接工艺参数的评定。
因为对于不同的材质,其耐受性能、耐温度、耐压度、承载力等各项参数都有所区别,如果统一采取特定的焊接强度,可能会使得温度或其他因素超出该管道材质的特定标准,造成一系列的安全隐患,甚至使得整体安装工作都受到极大的损害。
还有一个重要原因是焊接的方法、焊接质量也会受到材质的影响,不同的实际场景下,其恒流电源、恒流电压和外部温湿度条件都有所差别,所需要采取的适宜的焊接方法也有所不同。
除此之外,焊接工作人员的服务质量和技能水平也是重要的质量影响因素,许多工程当中的压力管道焊接操作人员并没有具备专业的操作资格,在对接项目时采取了暴力焊接的方式,既有可能损坏管道,也没办法提升焊接操作的质量,焊接材料及焊接的环境就会影响到管道的质量。
一般来说,焊接材料包括电焊丝和电焊条。
如果这些材料会与压力管道的材料形成不可避免的摩擦效应或者化学反应,可能会大大降低焊接操作的效率,甚至会造成安全风险。
浅谈压力管道焊接问题及质量控制

,
用
不
浅谈压 力管道焊接 问题及质量控制
任 毅 丁春雄 江苏省化 工压力容器安全监督检 验 中心 江 苏南京 2 1 0 0 0 0
[ 摘要 ] 压 力管道 的建设 中比较重要 的工作 是焊接 ,而压 力管 道安装控制主要 的 内容也是焊接 。焊接是 关键 的过程 中质量形成 过程,并且焊接质 量将会 直接影ቤተ መጻሕፍቲ ባይዱ到工程竣工验收 系统的安全运行 。本文探讨 了压 力管道焊接缺 陷的成因及控 制措 施。 [ 关键词 ]因素; 问题及危 害;控制方 法 中图分类号 :T V 7 3 2 . 4 文献标识号 :h 文章编号 :2 3 0 6 — 1 4 9 9( 2 0 1 3 )1 7 - 0 3 0 6 - 2 伴 随着现代经 济与科 技的不断 发展与进 步,压力管道 在生产 以及生 活 当中 已经 被人们 使用 了,但 是在使 用当 中,这 些管道 也有很大程 度 的 风 险会 出现 ,如燃烧爆炸或者毒气 泄漏等情况 ,不仅危害周 围人身安全 , 还对周 围的环境 造成强烈 的污染 。因此我们 在进行正 常的生产 过程 当中 应该严格 执行对 压力管道 的安装 以及运行 、检修和检 验规范 ,在源头 上 减少此 类频发 的事故 。同时还要杜 绝压力 管道 的爆 炸性损 失,对管道 运 行本 身的安全 性进行提 高。压 力管道与锅 炉 同属 特种设 备,我们应 有实 现国家安全 的保障意识 。 1 . 压 力管道焊接缺陷有关的因素 压力 管道构件 当 中最为 薄弱 的环 节就是焊 接点,每 一个焊接 点都关 系 到整个压 力管道对 压力的承 载能力 。因此如果 压力管 道的焊接 点存在 着缺 陷,则很 容 易产生泄漏 的问题 以至于 引发事故。在 焊接 当中产生 的 主要 问题有 以下几点 : 裂痕 、焊接不彻底、焊接面 没有 融合、焊接面咬边 、 焊接面夹 渣、焊接 面出现大 量气孔 等严重 问题 。这些 问题一般 用 肉眼无 法 观察 出来 ,存在 于整个金 属基体 当中 ,使 得整个金 属面被 割裂 ,最终 产生应力集 中的现象 , 在介质 内压 的作用力下对 以上缺 陷进 行压力施 加, 使得基 杆逐渐 开裂,并 慢慢发展 成为宏观 意义上 的裂纹 ,最 终对管 道 内 壁进行贯 穿,直接导致泄露 以及爆炸 的事故 频繁发生 。 因此对于压力管 道来 说,焊接 的质量将 会直接 影响到压 力管道 的安全程度 ,从某种 意义
压力管道焊接缺陷成因及对策探索

压力管道焊接缺陷成因及对策探索辽宁同益石化有限公司摘要:伴随着近些年来我国的管道焊接技术不断发展提升,加上各类航空航天以及机器制造等领域对于管道焊接技术的要求越来越精,压力管道的焊接质量问题也成为其中备受关注的焦点。
基于此,本文就从压力管道的焊接缺陷成因角度展开分析,同时详细谈谈其有效地解决对策。
关键词:压力管道;焊接缺陷;对策探究引言:从压力管道的安装焊接等角度来看,由于操作工艺以及操作规范性等的原因影响,有可能会导致其产生未熔合、焊接裂纹等多种问题,从而导致整体结构存在隐患。
因此,探究压力管道的焊接缺陷成因以及对策十分重要。
1压力管道安全监督检验的相关注意事项1.1管道元件与焊接材料的检验确认在压力管道施工之前,负责监督质量检验的相关人员应当对施工材料进行抽查,确保所使用的各类元件、管件、阀门等耗材的材质符合标准,具备完善的质量证明材料和出厂合格证。
对于特殊的元器件,还应当进行专业的检测,从材料安全的角度对其进行严格要求,避免在后续因为材料质量问题所导致的安全隐患,尽最大限度降低以次充好或者偷工减料的情况发生概率,及时消除安全隐患。
1.2检测管道焊接的质量压力管道的安装,关键在于管道焊接,如果在管道焊接的过程中出现问题或者遗留安全隐患,很有可能会对后期压力管道的安装质量以及使用寿命等产生关键性的影响,甚至由此可能会导致使用寿命缩短,质量下降。
因此,如何控制管道焊接质量十分重要,是整个压力管道安装工作中的重中之重。
无论是哪一项的抽查,都必须要参考对应标准设计文件,判定其是否符合设计文件,若不符合,应及时调整,督促施工单位定位原因并找出问题,解决安全隐患,及时做出预防或处理措施,避免风险变成事故。
1.3管道压力的试验阶段试验阶段非常重要,相关监督检验人员需要在试验阶段展开检查试压工作,参照对应的检测标准,对管道进行压力测试,并记录完善的检测数据,用以进行对照,确保管道压力施工的合理性与正确性。
此外,现场检测人员在检测完毕之后还应对所有的试压情况进行判断,确定合格之后,还应当进行签字确认,留下完善的试压文件文档,以备后期核查。
浅谈聚乙烯压力管道焊接施工及检测

浅谈聚乙烯压力管道焊接施工及检测作者:王标来源:《城市建设理论研究》2013年第01期【摘要】:随着我国经济与科技的迅猛发展,由于聚乙烯压力管道具有焊接迅速、容易掌握以及操作简单等特点,聚乙烯管被广泛的应用在输水、输气等工程项目中。
特别是近几年在我国城市低压管网建设中得到广泛的应用,与传统的钢管、铸铁管的管道相比,聚乙烯压力管的使用寿命长等特点,可以达到近50年,并且其密封性能以及耐腐蚀性能也比较好。
在城市低压输气管网建设中,钢管道被聚乙烯压力管道代替将成为必然的趋势。
但是与钢管、铸铁管管道工程相比聚乙烯压力管管道工程在焊接以及其质量检验等方面具有特殊性,因此本文针对聚乙烯压力管道的焊接和质量检测问题进行了分析,并结合我在实际工作中积累的一些经验,提出了一些管道焊接质量检验的措施和建议,希望能对聚乙烯焊接技术的发展有所帮助。
【关键词】:聚乙烯管道;焊接施工;质量检测[ Abstract ]:Along with our country economy and the rapid development of science and technology, as a result of polyethylene pressure pipe welding rapid, easy and simple operation and other characteristics, polyethylene pipe is widely used in the application of water, gas and other projects. Especially in recent years in our country city and low pressure pipe network construction are widely used, and the traditional steel pipe, cast iron pipe, polyethylene pressure pipes, long life and other characteristics, can reach nearly 50 years, and the sealing performance and corrosion resistance is better. In the city of low pressure gas pipe network construction, steel pipes are polyethylene pressure pipes replaced will become the inevitable trend. But with the steel pipe, cast iron pipe system compared with polyethylene pressure pipes for pipeline engineering in the welding and quality inspection and other aspects of particularity, therefore this paper polyethylene pressure pipe welding and testing the quality problems are analyzed, and based on actual work experience, puts forward some measures and quality inspection of pipeline welding suggestions, hoping to help the development of welding technology of polyethylene.[ Key words ]: polyethylene pipe; welding; quality inspection中图分类号: TQ325.1+2文献标识码:文章编号:一、引言目前我国的聚乙烯压力管道的推广使用十分的迅速。
提高聚乙烯(PE)燃气管网施工焊接质量的建议
1 )必须是燃气管的专用料 , 密度为中、 高密度 。
如 :FNA30 B、北欧 化工 34 I 82 4 0等 。应 严格 禁止 使 用 混配料 、水管用 料 。
2 )必须采用进 口的全 自 动生产设备, 至少应有
自动 烘料 、 自动 加料 、在 线检 测壁 厚 、 自动切 断 等
功能。
1 管材
选用符合国家标准或欧洲标准 的管件,最好是 选用实践 已经证明兼容性好的管件 。 特别要注意的 是 ,电熔 管件 的选用必须和焊接机具的选用相结
合 ,它 f 的兼 容性 至 关重 要 。 1 ' ] 33 焊接 机 具 _
必须选用符合设计要求 ,符合国家标准 ,有 良
好 信誉 和质 量保 证 的产 品。重 点考虑 的因 素有 :
3 )生 严 J 应 通 过 I O 质 量 体 勇 S
选用焊接机具要和管件、管材 的选用相结合, 厂家必须提供熔接 P 管道 的焊接参数和工艺文 E
件 ,必要时要求厂家提供焊接该种管材( 或管件) 的 焊接 工 艺评 定报 告 ;最 好选 用具 有 防错 功能 的全 自 动焊接机具 。 ( 下转第 3 8页)
2 )电熔 类 管件 ,电气性 能不 符合 要求 , 和焊接 机 具不 匹配等 。 23 焊接 机 具 问题 .
过一个多世纪 的风雨历程后 ,借着改革开放的大 潮 ,上海市的燃气管 网建设取得 了突飞猛进 的发 展 。同时 ,应 用 了大量 的新 产 品 、新技 术 ,特 别 是 聚乙烯(E燃气管道得到了大量 的应用。这对加快 P) 上海市的现代化建设,提高城市高科技产 品应用水 平, 加强环境保护 , 减少资源浪费 , 合理利用能源 ,
产品应通 验管理体
过A Z安全 认证 。有 完整 的实验 设
压力管道施工焊接质量控制要点探讨

压力管道施工焊接质量控制要点探讨摘要:在压力管道工程的安装过程中,进行管道之间的焊接是非常普遍的方法,管道焊接质量的好坏能够影响管道的使用寿命和运行稳定性。
此外,在压力管道发生的事故当中,由于管道焊接的质量而导致事故发生的比重是很大的。
所以,必须提升管道焊接技术专业人员的焊接技术和焊接能力,提高管道焊接的质量,从而使得整个压力管道工程的安装质量得到提升。
鉴于此,文章首先分析了压力管道的焊接技术措施,然后提出了具体的质量管理方法,以供参考。
关键词:压力管道;焊接技术;质量控制1压力管道与焊接工艺的概述在压力管道安装的工程里,焊接操作可谓是十分关键的一项操作。
压力管道的连接部位和转折部位通常都需要进行焊接,才能够让整体的压力管道具备更强的变动性和更高的自由度。
具体的焊接工艺操作是针对不同的钢种、不同的焊接最低环境温度,以及实际的环境温度,来确定预热温度、低温焊接温度、预热时间等条件。
完成各项参数的设定之后,就可以开始进行焊接工艺的实体操作,其工艺在执行的过程里经常会遇到各种阻碍,需要在焊接之前做好检查,才能够实现专业的焊接操作。
通常需要规范地表示在设计图纸当中,验证合格之后才能够实施焊接操作流程。
在焊接的过程里,通常会使用到许多与工程上相关的零件,这些零部件也都要进行检测和考核后才能够使用,焊接试剂的加工要求同样需要遵循焊接工艺标准。
尤其是为了保证许多重大场合当中的特殊压力管道可以具备更强的耐受性、抗压性、承载强度、抗风险程度,应当不断提升安装工程中焊接质量的要求,根据标准严格执行各项指标,最大限度保证安装焊接工作的完成水准,提高控制压力管道安全的意识,进一步提升安装工艺。
2影响压力管道焊接质量的主要因素2.1焊接工艺压力管道焊接工艺主要由以下几方面构成:焊接前准备工作、焊接原材料质量、焊接质控技术、管材质量以及加工坡口质量等等。
在以上内容之中,焊接原料直接决定管道的质量。
结合大量的案例分析发现,如果原材料质量存在问题,必然影响压力管道的焊接质量。
压力管道焊接质量控制方法分析

与 焊 工 签 订 相 应 的劳 动 合 同 。 焊 接 机 组 所 焊 后 的 应 力 与 变 形 , 为 此 必 须 从 影 响 焊 接 有 人 员都 必 须 以 保 证 焊 接 质 量 为 中心 , 尽 变 形 的 各种 因 素 进 行 分 析 。
1 焊接质 量管理 的概 念
砭 冀
工 程 管 理
S CI E NCE & TE CHN0LOGY .
皿圆
压 力管 道 焊 接 质 量 控 制 方 法 分 析
蒙 慰 艳 ( 重庆钢 铁 集 团建 设 工程有 限公 司
摘 重庆 4 0 00 8 0) 要: 压 力管道 是广泛使 用在工业和 民 用项 目中, 从 油 气输 送管道 到住 宅水 气管线应 用很 广。 其焊接 质量 的好 坏直接 影响 自身使 用寿
命 和人 身安 全 , 同时也 影响 生产 活动 的正常进 行 , 所 以要 控 制好 压 力管道 的焊接 质量 。 本 文就压 力管道焊接 质量 控 制方法进行 探讨 。
关 键词 : 压 力管 道 焊接 质量 控制 中图分类 号 : Tu7 文献 标识 码 : A 文章编号: 1 6 7 2 —3 7 9 1 ( 2 0 1 3 ) 0 7 ( a ) -0 1 3 7 -0 2
在任 何 施 工 质 量控 制 过 程 中“ 人” 始 终 接 方 法 或 改 变 某 些 工 艺 参 数 的 方 案 。
量 的 好 坏 直 接 影 响 管 道 内 介 质 的流 量 、 流 是 第 一 要 素 , 在 焊接 质量 控制 中也 一 样 。 要 2 . 4 分 析焊 接结 构形 状 和尺寸 向, 因此 对 工 业 项 目和 民 用 项 目压 力 管 道 想 对 压 力 管 道 受 压 元 件 进 行 焊 接 施 工 , 施
聚乙烯管道电熔焊焊接缺陷及焊接质量影响因素分析
关 键词 管道 电熔焊
中图分 类号 T G 4 4 2
聚 乙烯
焊接 缺 陷 焊接 质 量
DOI : 1 0 . 1 6 7 5 9  ̄. c n k i . i s s n . 1 0 0 7 — 7 2 5 1 . 2 0 1 7 . 0 4 . 0 1 5
图 1 未 熔 合 剖 面
图 3
金 属 丝错 位
的减小 会造 成熔 接 区域 的受 热量 增大 ,造 成过焊 。
造 成熔 合 面缺 陷的 主要 原 因有 :焊 接时 间不 足
造 成金 属丝错 位 的主要 原 因是焊 接过 热 。焊接 过热导 致 聚乙烯 材料 流动性 增加 .电热丝 随着 聚 乙 烯 熔体 的流 动发 生偏 移 。此 外 ,工装 备技 术
第3 8卷 第 2期 2 0 1 7年 4月
聚 乙烯管道 电熔焊焊接缺 陷及焊接质量影响 因素分析
王 谦
( 上 海 华 谊建 设 有 限公 司1
摘 要 分析 了聚 乙烯 管道 电熔焊 的缺 陷 类型和 影 响 电熔 焊质 量 的 因素 .提 出 了控 制 聚 乙烯
合 、错 位 、气 泡 、空洞 、夹 杂及 金属 丝错 位 等 。根
据聚 乙烯 电熔 焊接 头缺 陷 的成 因 、特 征及 其 引起 的 失效 形式 ,可 将 电熔 焊 焊接 缺陷 分为 以下 几 类 :熔 合面 缺 陷 、孔 洞 、金属 丝错 位和 冷焊 等 。
连 接普遍 采 用不 可拆 卸 的焊接 接头 。聚 乙烯 管 焊接
未熔 合 主要是 指管 件 内壁 与管 子外 壁 间 出现没
有完 全熔 合在 一起 的现 象 ,此 时管 件 内壁 与管 子外
压力管道焊接质量控制方法分析

压力管道指的是在日常生产、生活中用到的可能会引起燃爆或中毒等具有危险性的特殊设备,因为管道施工绝大多数是在现场施工的,相对与其他施工,现场施工作业面积广,对于质量控制的难度比较大,影响因素比较多,而且投入使用后又是带压工作,尤其是化学工业管道,质量稍有问题就会带来巨大隐患。
所以如何控制管道焊接施工过程是保证管道施工质量的关键,压力管道是广泛使用在工业和民用项目中,从油气输送管道到住宅水气管线应用很广。
管道的施工主要是焊接施工,监理过程中管道的焊接过程分为管道焊前组对、焊接施工、焊后检验、试验等过程,其质量的好坏直接影响管道内介质的流量、流向,因此对工业项目和民用项目压力管道的施工国家和行业标准都有着极为严格的要求,管道磨损情况和管道本身安全运行都与这方面内容息息相关,从焊缝表面缺陷大小和焊缝内部缺陷检查都有相关的标准。
1 焊接质量管理的概念质量管理指的是在整个生产过程中要满足产品的使用目的,焊接质量不仅仅是焊接本身的质量要好而且焊接之前各工序的质量,主要是分段和部件装配的精度,也就是零部件尺寸的正确性和精度也要好,简单地对于焊接来说,焊接本身最为注重的就是焊接构件的质量问题,要保证焊接质量,不仅仅是焊接质量本身的质量要好,还要在焊接之前,焊接当中以及焊接完成以后来做焊接质量的管理,只有在焊接当中做好质量的监督和管理,才能够保证于优质的焊接产品。
焊接工序本身的质量管理是根据不同的操作者的技能而定的,这个时候自主质量管理就起到主导的地位。
质量管理的目标大致来说可分为以下三种。
(1)以降低生产成本为目的。
(2)以保证最终产品质量和使用性能为目的。
(3)以提高产品价值为主而达到良好的外观质量为目的。
所以,对于焊接质量管理必须考虑到产品的性能,价值和生产成本等综合因素,采用全面的质量管理方法,将产品质量控制在上部界限和下部界限之间自主质量管理的特点是经常以略高于操作者实际能力水平为目标,并向这一目标迈进,也就是说,自主质量管理是一种通过不断改进生产技能努力实现目标的质量管理方式。
聚乙烯压力管道焊接施工技术浅述

聚乙烯压力管道焊接施工技术浅述随着我国社会经济的不断发展和进步,使得我国的塑料管道工业也得到了很好的发展机会,最近几年,在建筑和市政的给水领域以及燃气的输送等一些领域塑料管道应用的都是非常广泛。
但是对于聚乙烯压力管道来说,因为在我国使用的时间不是很长,在施工应用以及生产等方面经验不是很足,同时在进行检测的时候手段也不是很足,所以对于聚乙烯管道的系统质量很多人在使用的时候还是比较缺乏信心。
本文主要对聚乙烯压力管道的焊接施工技术以及检测的方法进行了介绍。
一、聚乙烯压力管道焊接施工介绍在对聚乙烯压力管道进行焊接施工的时候,主要的方法就是电容焊接以及热熔焊接。
(一)电熔焊接。
在对聚乙烯压力管道进行焊接施工的时候,如果是采用电熔焊接的话,一般有三种主要的形式。
第一种就是在进行电熔焊接的时候,把具有正温度系数效应以及混有黑炭的聚乙烯树脂当做是连接件,然后把电流引入到导电树脂当中,让聚乙烯树脂放热然后就能够达到焊接的效果,通过相关的实验证明这种方法是可行的,但是到现在为止,这种方式还没有进行大规模的市场应用。
第二种形式就是在熔融界面当中嵌入金属的线网,然后在金属线网上连接上可以变化的磁场那么就可以产生诱导电流,对熔融管道进行加热,从而就能够达到焊接的目的,而这种方式也没有进行大规模的商业化的应用。
第三种形式就是在聚乙烯压力管道当中嵌入电阻丝,然后通入电流来进行加热,这样就可以让聚乙烯压力管道熔融焊接在一起,这种方式的电熔焊接施工技术,现在应用的非常广泛。
在进行电熔焊接的时候,主要的过程就是四个步骤。
首先就是准备的阶段,主要就是对焊接的表面进行准备,要把塑料表面的泥土、油污以及氧化皮清理掉;其次就是定位阶段,主要就是要将电熔的接头装在两个焊接的管道上;第三就是焊接的阶段,主要就是焊接设备来对电熔的接头和管道进行加热,在进行焊接的时候,应该要对加热的时间、加热的电压或者是电流进行控制,从而才能够使焊接的质量得到保证;最后就是保持阶段,管道和电熔接头的相对位置要保持好,最后到它们都完全的冷却。
压力管道施工焊接质量控制要点探讨

压力管道施工焊接质量控制要点探讨摘要:在各种气体和液体运输过程中,压力管道发挥着重要作用,不同类型的气体和液体在运输过程中往往要进行加压,以此才能够保障气体和液体的有效输送。
但是管道内部压力的增加也对管道安装工艺、管材质量以及管道连接效果提出更高要求。
管道不仅要承受来自内部的压力,同时还要承载外部产生的压力,只有确保压力管道质量在复杂环境下不受影响才能有效提升各类物质输送效率。
在压力管道的安装中,焊接是其关键环节,其质量对后期管道工程施工质量有很大的影响。
基于此,文章主要分析了压力管道施工焊接质量控制的要点。
关键词:压力管道施工;焊接;质量控制;要点1压力管道安装中焊接存在的不足点1.1管道材料、焊接材料选择不当在选择管道材料和焊接材料时,最主要的评判标准不是其性能有多强,而是其是否适合该管道安装工程。
通常来说,大多数的压力管道不会对管道材料和焊接材料有过多需求,但是如果可以采取更加严谨的态度来挑选合适的材料,就能够规避很多问题,很多工程都在挑选材料时出了小错误,如果没有选择与实际压力管道安装流程各方面参数相匹配的材料,一旦材料参数匹配不当,则会连带影响后续的各个安装环节。
许多工程团队不仅没能结合实际的背景需求,选择恰当的材料,还容易出现超出成本购买材料的情况,这会导致成本不足或资源浪费的不良后果。
在选择并且购买了材料之后,许多团队也没有对材料进行合理的管控,导致管道材料或焊接材料在后续的安装流程里出现了不同程度的质量问题,这些或大或小的质量问题都会对整个安装工程的质量控制水准造成负面的影响。
1.2操作人员专业水平不足压力管道焊接质量还和焊接技术人员有关,焊接技术人员因素主要包含焊接人员综合素质、焊接工艺熟练程度以及工作经验等等。
一般情况下焊接技术人员的个体综合素质直接影响着压力管道焊接质量。
如果焊接技术人员个体综合素质较高,专业性较强,则可以有效提升压力管道焊接质量。
反言之如果焊接技术人员的综合素质低下,则容易导致压力管道焊接质量出现各类问题。
聚乙烯电熔接头冷焊缺陷的超声检测方法
聚乙烯电熔接头冷焊缺陷的超声检测方法郑津洋;郭伟灿;施建峰;丁守宝;王卉;丁良玉【期刊名称】《焊接学报》【年(卷),期】2008(029)009【摘要】聚乙烯管道广泛应用于城市燃气输送.冷焊是聚乙烯管道接头最危险的缺陷之一,也是现有无损检测方法难以发现的一类缺陷.文中在电熔焊接接头检测中首次发现聚乙烯电熔接头内部存在一条由微小气泡造成的特征线,特征线与电阻丝之间的距离与冷焊程度有明确的对应关系.在此基础上,提出一种全新的冷焊缺陷超声检测方法.即先利用相控阵超声检测系统测量特征线和电阻丝间的距离,再利用经验公式评估冷焊程度.结果表明,所提方法判断冷焊具有足够的精度,可以应用于聚乙烯管道焊接工艺研究和接头质量检测.【总页数】4页(P1-4)【作者】郑津洋;郭伟灿;施建峰;丁守宝;王卉;丁良玉【作者单位】浙江大学,化工机械研究所,杭州,310027;浙江大学,化工机械研究所,杭州,310027;浙江省特种设备检验研究院,杭州,310020;浙江大学,化工机械研究所,杭州,310027;浙江省特种设备检验研究院,杭州,310020;浙江大学,化工机械研究所,杭州,310027;浙江中财管道科技股份有限公司,浙江,新昌,312500【正文语种】中文【中图分类】TQ320.67【相关文献】1.聚乙烯管道电熔接头的超声相控阵成像及缺陷特征 [J], 黄跃鑫;钟舜聪;伏喜斌;黄学斌;涂善东2.聚乙烯电熔接头超声相控阵检测缺陷自动识别方法 [J], 郭伟灿;施建峰;缪存坚;侯东圣3.聚乙烯管道电熔接头缺陷超声相控阵成像模拟和实验研究 [J], 伏喜斌4.聚乙烯管道热熔接头冷焊缺陷的微波检测和真密度测试研究 [J], 祝新伟;潘金平;谭连江5.聚乙烯燃气管道电熔接头熔区应力分析 [J], 胡安琪;聂新宇;姚登樽;陈贤朋;郑津洋;施建峰因版权原因,仅展示原文概要,查看原文内容请购买。
压力管道焊接质量控制探讨

压力管道焊接质量控制探讨摘要:在社会经济全面快速发展的今天,压力管道的应用范围越来越广,压力管道的质量标准也越来越高。
在压力管道使用过程中,焊接是非常重要的工序。
为更好地发挥压力管道的作用,应该采用科学有效的焊接技术,同时做好全方位的质量控制工作,以更好地提升压力管道的使用质量以及使用可靠性。
关键词:压力管道;焊接技术;质量控制在社会实践中,压力管道的应用范围不断扩大。
在压力管道的正常使用过程中,需要采用科学的焊接工艺以及焊接技术,保障压力管道整体的密封性,同时更需要做好压力管道防腐蚀性的防治以及处理等工作,只有这样才能够更好地提升压力管道的使用质量。
同时,在压力管道使用中,焊接面是相对薄弱的区域。
为综合提升压力管道的使用长效,必须采用科学的焊接技术,运用规范的焊接工艺,以更好地提升它的焊接标准。
1压力管道焊接技术在压力管道的使用过程中,应该结合实际需要,科学选择压力管道焊接技术。
1.1定位与组对工作压力管道的焊接是一项非常系统且非常复杂的工程,在压力管道的焊接前,应该做好科学的准备工作,充分规划,更好地提升焊接进度。
在正式焊接前,要为焊接工作选取合适的接头,从根本上保证间隙、坡口形式与钝边大小之间的规格匹配,依托这一科学的形式,能够在很大程度上保障焊接质量。
在压力管道的焊接过程中,要做好精准的定位以及组对工作,在这项工作开展过程中要严格管理它的缝隙,避免缝隙过大影响焊接质量,同时也要规避接口组对中可能存在的问题,从源头上做好焊接准备工作。
1.2填充工作压力管道内的压力非常大,所以对于焊接面的要求也非常高。
为更好地提升压力管道的焊接质量,全方位优化压力管道的焊接工艺,应该做好科学全面的清理以及填充作业。
在焊接正式开始前,要对焊接面进行全面的清理,避免出现的杂质或者其他异物,继而在很大程度上提升焊接质量以及焊接水平。
在焊接过程中,按照科学的原则来进行有效的作业,遵从“中间快,两侧慢”的原则对运条进行全面的摆动,从根本上保证填充层的平整性。
提高聚乙烯燃气管道施工焊接质量的一点体会

提高聚乙烯燃气管道施工焊接质量的一点体会摘要:聚乙烯管材由于其良好的性能、简便的施工技术等,而在燃气管道施工中占有非常重要的地位,并且在其它市政工程中得到了广泛的应用。
本文结合工作实践谈谈聚乙烯(PE)燃气管道工程焊接质量的保证措施和管理体系。
关键词:聚乙烯管道;施工管理;焊接Abstract: the polyethylene pipe due to its good performance, simple construction techniques, and in the gas pipeline construction plays a very important role, and in other municipal engineering in a wide range of applications. Based on practice talk about polyethylene (PE) gas pipeline engineering measures to guarantee the quality of welding and management system.Keywords: polyethylene pipe; Construction management; welding引言在燃气输送工程中,目前城镇燃气管道多采用聚乙烯管材连接,此管材具有良好的柔韧性使得将管材弯曲变形后也不易破裂,适合于任何地形,耐腐蚀性能也很好,可耐多种化学介质的侵蚀,无电化学腐蚀。
随着聚乙烯管道的应用日渐广泛,相应的聚乙烯管道的施工工艺也不断的提高和完善,逐步系统化。
而其中聚乙烯管道系统连接技术的优劣,直接关系到燃气管道的运行效果和使用寿命。
因此如何提高聚乙烯燃气管道的施工质量,最重要的就是管道的连接质量。
深圳是国内最先将聚乙烯(简称PE)管道应用于燃气工程的城市之一。
经过近二十年的实践探索,PE管道在燃气工程中的应用已越来越广泛,从最初试用于庭院管道逐渐扩展到市政管网,管道公称直径由DN63mm扩大到DN400mm,焊接方法也由原始的手动焊接发展到现在的全自动控制的电熔焊、热熔焊。
压力管道施工焊接质量控制要点探讨
压力管道施工焊接质量控制要点探讨
孙大伟
【期刊名称】《建筑与装饰》
【年(卷),期】2024()11
【摘要】城市化进程的加快带动了我国各行业领域的进步。
近年来,在“双碳”目标的驱使下,我国新能源材料产业迅速崛起,压力管道在新能源材料的制备生产中起到了极为重要的作用。
在这种情况下,本文通过对压力管道施工焊接质量控制要点进行探索,分析焊接过程中的工艺以及检验步骤,来切实保障压力管道的焊接质量,并结合龙岩市上杭县蛟洋工业区的压力管道施工案例,来探讨焊接质量控制的要点。
【总页数】3页(P67-69)
【作者】孙大伟
【作者单位】海洋石油工程(青岛)有限公司
【正文语种】中文
【中图分类】F42
【相关文献】
1.压力管道施工焊接质量控制探讨
2.结合宁波NAE项目探讨压力管道施工质量控制要点
3.压力管道焊接施工质量控制要点
4.压力管道施工焊接质量控制要点探讨
5.试析压力管道施工焊接质量控制要点
因版权原因,仅展示原文概要,查看原文内容请购买。
压力管道焊接缺陷成因及对策探索_1
压力管道焊接缺陷成因及对策探索发布时间:2021-11-05T07:00:15.216Z 来源:《科学与技术》2021年第17期作者:姜珍强[导读] 当前,我国国内的管道运输已拥有了空前的发展进度,姜珍强浙江省特种设备科学研究院 310020摘要:当前,我国国内的管道运输已拥有了空前的发展进度,作为五大交通运输业的其中一种运输手段,对工业生产具有关键作用,可以为我国国民经济的增加大有裨益。
因此,对管道的维修和安装起到了非常重要的影响,对管道焊接的质量提升起到了关键作用。
建筑中管道的焊接仍然存在着非常多的问题,例如:建筑行业的网站很繁复,不简洁;建筑的稳定性很低;大型建筑的工作环境都是不满足现实的情况,往往受到外界因素比如自然环境的影响等。
虽然我国拥有相对成熟的管道焊接的能力,这些技术程序主要包括根焊、填充、覆盖等,但是依然摆脱不了高压管道焊接中存在着质量不高的问题,所以高压管道的焊接质量的提高已经成为主要研究学者重视的内容。
关键词:压力管道;管道焊接;焊接缺陷引言近年来,我国管道运输飞速发展,焊接技术的应用也逐渐广泛起来,其应用在如航空航天、交通运输、机器制造等几乎所有的工业化领域,为我国国民经济的增加大有裨益。
压力管道的运输与管道的安全检测成为当前的重中之重,对于压力管道的维修和安装有着重要的影响,对压力管道焊接的质量提升起到了关键作用。
本文就压力管道的焊接缺陷的成因及其解决方法对策进行探讨。
1压力管道焊接缺陷的成因压力管道所有部件中最关键也是最容易出问题的部分就是焊接点,任何一个焊接点都有极大的可能性对总体压力管道的承载力产生影响。
所以,若管道焊接点有缺陷存在,就极易出现压力管道泄漏的情况,甚至导致安全事故的发生。
进行压力管道焊接的过程中导致缺陷的关键因素为如下几个方面:管道出现裂痕、焊接不充分、焊接部位未完全融合、焊接面沿焊趾的母材部位产生的沟槽或凹陷、焊接中残留在焊缝中的熔渣以及焊接部位存在许多气孔等情况。
关于压力管道焊接缺陷成因及控制对策探析
关于压力管道焊接缺陷成因及控制对策探析摘要:在我国发生的压力管道事故里,最常见的就是因为管道爆炸或者是漏气造成的事故。
发生这种事故的主要原因就是因为气管道腐蚀太过严重,导致压强过高温度过高或者是焊接时的质量并不能达到要求,因此造成的泄露,本文对压力管道焊接中存在的关键问题及缺陷进行了讲解,并且提出了针对性的建议与意见。
关键词: 压力管道;焊接缺陷;对策现阶段,我国对管道运输已经有了空前的发展,身为五大交通运输业的其中一项运输手段,对工业生产有着关键的作用,能够帮助我国国民经济得到大幅度的提升,所以管道的维修跟安装是引起了相关人员的重视。
这也对管道焊接的质量进行提升,企业管道焊接依旧存在着很多的问题,比如说化工行业的管网比较复杂,不简洁,导致施工的稳定性降低,大型建筑的工作环境跟现实情况不符合,受到外界因素影响较多等等,虽然我国当前拥有比较成熟的管道焊接能力,但是我国当前掌握的技术主要是根焊、填充及覆盖等。
因此没有办法对管道质量进行有效提升。
因此该怎么做才能够将其质量进行提升已经是我国当前技术学者关注的问题。
一、压力管道焊接概念(一)概念管道的内外同时承载压力,或者能够对特殊的物质进行运输工作,里面不包含能够引起燃烧、中毒及爆炸的物质,我国对这类管道称作压力管道,因为其管道的特殊性,所以在进行焊接时,就需要进行认真的管理。
进而保障管理的质量以及使用寿命。
在安装中,最重要的一个步骤就是焊接,只有将这一步做好,才能够有效保障管道质量,因此就需要对这项工作进行严格控制,这样才能保证整个管道的安全,且具备优良的品质。
如图一。
(图一压力管道焊接流程图)(二)导致压力管道焊接缺陷的原因焊接点作为管道施工里相对单薄的一个工作点,在进行施工时,无论哪个焊接点都跟管道内部起到关键用处,所以,焊接点若是有问题发生,那么管道泄漏就避免不了了,若是在焊接时出现气孔、夹渣、未焊透、未熔、裂痕跟咬边的状况发生,就说明该管道有缺陷。
压力管道焊接问题研究(全文)

压力管道焊接问题研究(全文)【【压力管道属于一种特种设备,在生产及生活当中被人们应用。
但是在使用当中,这些管道也有很大程度的风险会出现,如燃烧爆炸或者毒气泄漏等情况,不仅危害周围人身安全,还对周围的环境造成强烈的污染。
因此我们在进行正常的生产过程当中应该严格执行对压力管道的安装以及运行、检修和检验规范,在源头上减少此类频发的事故。
同时还要杜绝压力管道的爆炸性损失,对管道运行本身的安全性进行提高。
压力管道与锅炉同属特种设备,我们应有实现GJ安全的保障意识。
1.和压力管道焊接缺陷有关的因素压力管道构件当中最为薄弱的环节就是焊接点,每一个焊接点都关系到整个压力管道对压力的承载能力。
因此如果压力管道的焊接点存在着缺陷,则很容易产生泄漏的问题以至于引发事故。
在焊接当中产生的主要问题有以下几点:裂痕、焊接不彻底、焊接面没有融合、焊接面咬边、焊接面夹渣、焊接面出现大量气孔等严峻问题。
这些问题一般用肉眼无法观察出来,存在于整个金属基体当中,使得整个金属面被割裂,最终产生应力集中的现象,在介质内压的作用力下对以上缺陷进行压力施加,使得基杆逐渐开裂,并慢慢进展成为宏观意义上的裂纹,最终对管道内壁进行贯穿,直接导致泄露以及爆炸的事故频繁发生。
因此对于压力管道来说,焊接的质量将会直接影响到压力管道的安全程度,从某种意义上来说,也会对管道本身的安全运行产生十分重大的影响。
焊接缺陷一般说来会被以下的若干因素决定:焊接材料、焊接参数指标、坡口形式以及焊接工人本身的手艺技术。
2.压力管道焊缝的具体种类2.1夹渣夹渣是一种常见于焊缝当中的焊接失误。
夹渣主要分为两种,首先是金属夹渣,其次是非金属夹渣。
其分布的种类样式有很多,主要包括以下的几种样式:斑点状、条纹状、锁链状、密集分布形状的夹渣。
根据统计,在焊缝内部被深埋的斑点状夹渣以及条纹状夹渣是在管道的检查当中被发现次数最多的一种焊接缺陷,对于这一类夹渣的断面观察,我们可以发现其形状一般都是近似椭圆的光滑面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚乙烯压力管道焊接中的问题探讨郑伟义1吴文栋2马建萍3(1.国家塑料制品质量监督检验中心,福州350002;2.广州市特种承压设备检测研究院,广州510100;3.西安塑龙熔接设备有限公司,西安710043)摘要概述了聚乙烯压力管道的材料性能和焊接机理,分析了焊接机具和环境因素对焊接质量的影响。
认为在聚乙烯材料加工(焊接、挤出、注塑)过程中,不仅应考虑MFR 和PE 80级、PE 100级材料强度,还应用差示扫描量热法(DSC )检测聚烯烃材料的性能,提供贴近加工的性能参数;非金属中塑料焊接是相对分子质量在一定区间的混合物相互活动渗透,故非金属中塑料的焊接一定要考虑到材料匹配的兼容性。
焊接机具要考虑控制仪表的精度和热传递的点面及热扩散均匀的关系,还要注意自然环境中温度、风速、湿度和海拔高度等因素,特别是海拔高度带来的影响,一定要模拟该环境条件进行工艺评定。
关键词聚乙烯;压力管道;焊接;控制中图分类号TQ325.1+2文献标识码BDOI 10.3969/j.issn.1006-6829.2014.05.012以塑代钢,减少环境污染、降低能耗是我国的基本国策。
在积极发展化学建材的国家纲要下,塑料建材代替金属建材的发展相当迅猛,特别是用低压法工艺生产的高密度聚乙烯(HDPE ),这种热塑性塑料制品在不改变原来的塑性情况下,以它较好的刚性、硬度、强度、耐腐蚀性、电绝缘性和耐吸水性等物理化学性能,在城市燃气、给水的压力输配管网系统中得到了广泛的使用,并且年使用量已近百万吨。
但是在大力推广使用埋地聚乙烯压力管道的同时,材料的生产、管道的制造和安装技术还存在不足之处,市场的恶性竞争已带来并可能即将带来很多的工程质量问题。
虽然政府职能部门和标准化组织已出台了许多相应的技术规范和技术标准,但滞后的现象暂无法改变。
就此,本文在原应用差示扫描量热法(DSC )测试技术对HDPE 材性和加工性能了解的基础上,再论聚乙烯压力管道焊接中存在的问题[1]。
1聚烯烃材料的性能热塑性塑料中的聚烯烃材料包括聚乙烯、聚丙烯等大类。
之所以聚烯烃材料用焊接方法作为主要压力管道系统的连接方法,是由于其材料的分子结构特点所决定的。
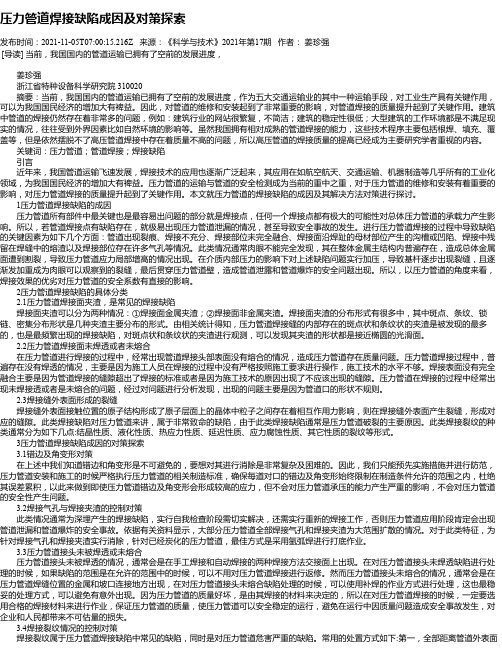
其中,聚乙烯材料是一种高结晶度的聚合物,如图1所示,具有非极性长链分子结构,相互能贯穿、重叠、缠绕,无规则线团结构。
随着分子链的加长,结晶度的增高,分子键能也逐渐增强,长链分子间具有强大的吸引力,从而使聚乙烯表现出良好的物理力学性能。
另外,它的结晶态、高弹态、粘流态三态随着一定的升温降温曲线的变化是可逆的,不会导致材料性能的变化。
聚乙烯是高分子聚合物,它的相对分子质量是在一定的区间内,它的区间大小取决于聚合控制技术,区间大小决定了材料的各项特性,也决定了焊接工艺的要求。
2聚乙烯压力管道的焊接机理聚乙烯材料的焊接,由于相对分子质量不一,在一定的区间范围内,所以聚乙烯材料的焊接可以视为混合物的焊接,基本有以下2种焊接方法。
1)热熔对接法:使用专门加热工具对元件两端部加热至粘流状态后,在压力下将其焊合;2)电熔连接法:将非金属材料制电熔管件通电加热至表面熔化,使之与相接触的另一元件焊合。
它们的焊接机理均为:用外加热能的方法,使分!!!!!!!!!"!"!!!!!!!!!"!"非金属管道与容器收稿日期:2014-08-29郑伟义等聚乙烯压力管道焊接中的问题探讨非金属管道与容器·46·2014年第21卷第5期化工生产与技术Chemical Production and Technology子间相互运动、渗透,使相对分子质量相对在同一区间的2种聚乙烯材料的端表面粘流、熔化,并在一定条件下使其焊合。
3焊接质量的影响因素3.1聚乙烯材料焊接机理的探讨表明,材料表面虽然相互渗透,但材料并没有真正兼容,这是目前聚乙烯焊接中存在的一个很重要的问题。
聚乙烯压力管道焊接,与材料有关的现有依据为[2]:1)材料强度PE80级,焊接温度(210±10)℃;材料强度PE100级,焊接温度(225±10)℃;2)熔体质量流动速率(MFR)差值≤0.5g/10min (190℃,5kg)。
作为PE80级、PE100级只是材料强度,与焊接工艺条件有一定的关系,但不能作为根本依据;MFR测试结果对聚乙烯材料而言,仅表示材料在该检测条件下受热后的流动状态,虽与焊接工艺条件也有一定的关系,但也不能作为主要的依据。
材料的正确互焊,根本要考虑材料的兼容性,也就是材料的匹配性,它的材料特征最根本的应为相对分子质量的分布。
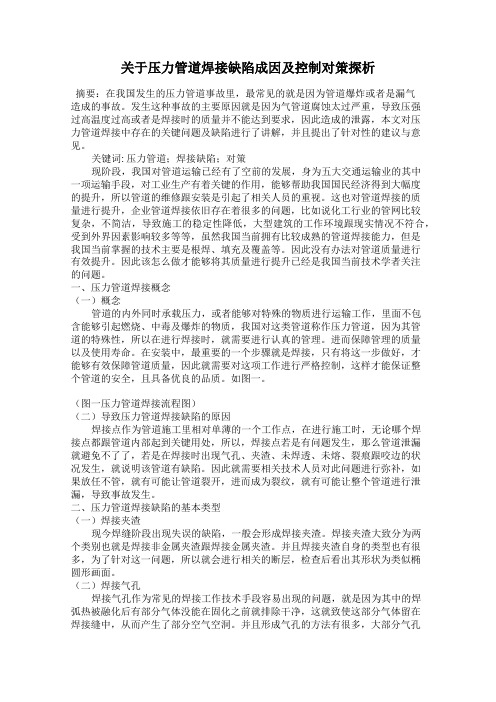
它是一个不同相对分子质量的混合物,可以用相对性来描述,如使用DSC检测,如图2所示,可以得到在温度条件下的熔程曲线,明确材料相对分子质量的分布,并可以计算出相对分子质量分布的相对量化,描述了受热后温度与熔化过程的关系及焓变量,给成型加工(焊接、挤出、注塑)提供了依据,特别是结晶转化点温度(分解温度)对焊接而言,限制了最高焊接温度。
图2焊接材料的DSC曲线Fig2The DSC curve of welding material3.2机具聚乙烯压力管道的焊接机具有明确的产品标准———GB/T20674.1—2006和GB/T20674.2—2006[3-4]。
标准中对机具要求是最低要求。
在实际生产和应用过程中,还是存在许多问题,主要是制造技术水平低以及市场恶性竞争而导致机具的产品质量低下,其中热熔对接焊机具尤为严重。
3.2.1热熔对接焊机具热熔对接焊机具是用电热板加热熔接聚乙烯压力管道的机具,分为机动焊和自动焊2种机具。
按GB/T20674.1—2006的要求,有机架及夹具要求、界面作用力传递、铣刀、加热板等主要技术要求。
机架及夹具主要要求包括强度、导向、切换、刚性和复圆功能;界面作用力传递主要要求为机具使用过程中的压力显示;铣刀、加热板,顾名思义,提出了一些具体要求。
在实际应用中,热熔对接焊机具中的加热板是一个很重要的组成部分,而加热板的制图1聚烯烃材料的结晶CT影像Fig1The CT images of polyolefin material crystallization ·47·作不单为标准中所提到的厚度与间距的要求,而更重要的应该是加热板内的热源分布和热均匀扩散的要求,并且对温度控制系统的控制及精度必须有更高的要求。
对这些问题的忽视,会产生端面各点受热不均匀的现象,焊接后的质量会出现一个端面有不同强度的问题,还会发生超过实际的焊接温度,突破材料玻璃化转换温度(分解温度)的问题,降低了焊缝的强度。
3.2.2电熔连接焊机具电熔连接焊机具是用电压和电流的方式进行控制,采用电阻丝加热熔化连接聚乙烯压力管道的机具。
按GB/T20674.2—2006的要求,有结构和工作等主要技术要求。
在结构要求中,标准罗列了表观的操作要求和用电安全性能要求;在工作要求中,提了对温度和电阻的测试控制仪表的要求以及对进入机具的电流、电压的高低限要求,但对控制仪表本身的精度均无要求。
众所周知,用电阻丝加热给能的依据就是电流、电压和时间。
能够精确测量和控制电压、电流和时间的电熔连接焊机具是焊接质量的根本保证。
3.3环境在充分认识聚乙烯材料材性的基础上,操作人员必须经过专业培训合格上岗[5]。
在达到要求的焊接机具保证下,由于我国地域辽阔,自然环境条件相差很大,因此对焊接质量也会有很大的影响。
3.3.1温度聚乙烯压力管道系统焊接,机具使用应在-10~40℃的正常范围内,若不在正常温度范围内则可以采取保护的方法满足该要求。
但在实际施工中,往往施工焊接仅考虑到满足机具的要求,而忽视了材性的根本要求。
例如在某地,环境温度仅有-25℃的条件下,进行抢修施工,在焊接中,用保护的方法达到了机具-10~40℃的要求,但焊接完毕后立即撤除了保护装置,使焊缝温度由大于200℃急骤冷却至环境温度,未能达到材料可逆性的粘流、高弹、结晶温度曲线要求,严重影响了焊缝的强度质量。
3.3.2风速在施焊过程中,即使环境温度在-10~40℃的正常范围内,符合机具的使用要求,但若风速过高,机具给定的热能易被风带走,会造成焊接能量不够或加热不均匀的现象,从而产生焊接质量下降的后果。
3.3.3湿度我国东南沿海地区及重庆、四川、贵州和云南等地区,普遍会出现季节性的高湿度环境。
在施焊过程中,用电熔承插连接出现的问题较多,往往未处理表面水分就实施焊接,水分受热膨胀而产生气泡,造成焊接缺陷。
在这种情况下,热熔对接也会产生缺陷,主要是加热冷却间,温度的下降会使端面吸收水分,在压合过程中带入的水分受余热影响而膨胀,从而同样产生气泡,造成缺陷。
3.3.4海拔在海拔高度为1.5~3.5km区域的高原上进行焊接施工已是普遍现象。
要在这些区域内施工,不但要考虑温度、风速的影响,也要考虑到海拔高度所带来的低气压影响,如表1所示。
从表1可以看出,大气压在一般情况下,海拔高度每升高1km,相对大气压力大约降低12%;空气温度在对流层下,海拔高度每升高1km,平均温度也会降低5℃。
表1海拔高度与大气密度和温度间关系Tab1The relationships between altitude and atmosphericdensity and temperature海拔高、大气压低,会造成材料熔点、焓变量的变化,在这种情况下,为了确保焊接质量,建议一定要事先模拟现场环境进行焊接工艺评定,制订焊接操作规程。
4结论在聚乙烯材料加工(焊接、挤出、注塑)过程中,仅考虑MFR和PE80级、PE100级材料强度作为基本依据是不够全面和科学的。
用DSC检测聚烯烃材料的性能,能进一步提供贴近加工(焊接、挤出、注塑)的性能参数。
非金属中塑料的焊接机理,不单与金属焊接机理有类似的机理,即在加能情况下,让分子相互活动渗透;但2者也有不同之处,金属焊接是单质分子的相互活动渗透,而非金属中塑料焊接是相对分子质量在一定区间的混合物相互活动渗透,故非金属中塑料的焊接一定要考虑到材料匹配的兼容性。
(下转第51页)m/kPa//0 1.000 101.31.0 0.881 89.25 20.0 40.01.5 17.5 37.52.0 0.774 78.41 15.0 35.02.5 12.5 32.53.0 0.677 68.59 10.0 30.03.5 7.5 27.54.0 0.591 59.875.0 25.05.0 0.514 52.07郑伟义等聚乙烯压力管道焊接中的问题探讨非金属管道与容器·48·2014年第21卷第5期化工生产与技术Chemical Production and Technology!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!(上接第48页)焊接机具不但要考虑实用性,而且为保证质量,还要考虑控制仪表的精度和热传递的点面及热扩散均匀的关系。