旋转机械故障诊断_1955439077.ppt
设备状态监测与故障诊断技术第5章-旋转机械故障诊断技术-PPT
3.滚动轴承偏斜地固定在轴上
不对中的滚动轴承卡在轴上时,将产生明显的轴向振动。 通常,必须卸下轴承并重新正确安装。
2020/6/17
17
17
第一节 旋转机械典型故障的机理和特征
当转子存在不对中时,将产生一种附加弯矩,给轴承增加一 种附加载荷,致使轴承间的负荷重新分配,形成附加激励,引起 机组强烈振动,严重时导致轴承和联轴器损坏、地脚螺栓断裂或 扭弯、油膜失稳、转轴弯曲、转子与定子间产生碰磨等严重后果, 所以及时预测处理不对中故障对确保设备正常运行,减少事故损 失十分重要。
有资料表明现有企业在役设备 30%~50%存在不同程度的不
电机
MO
MI
PI PO
对中,严重的不对中会造成设
备部件的过早损坏,同时会造
水泵
成能源的浪费。典型不对中如 图所示:
图5.6 典型不对中示意图
旋转机械单转子系统通常由两个轴承支承。由多个转子串接组成 的复杂转子系统,转子与转子间用联轴器联接。因此转子不对中 具有两种含义:一是指转子与转子间的联接不对中,主要反映在
第五章 旋转机械故障诊断技术
旋转机械是指齿轮箱、离心风机、离心泵、汽轮机、燃气轮 机、发电机、电动机、离心压缩机、水轮机、航空发动机等 机械设备,它们广泛应用于电力、石化、冶金、机械、造纸、 船舶、航空以及一些军事工业部门。
随着科学技术和现代工业的发展,旋转机械正朝着大型、高 速和自动化方向发展,这对提高安全性和可靠性,对发展先 进的状态监测与故障诊断技术,提出了迫切的要求。
3.轴弯曲:弯曲的轴引起大的轴向振动,如果弯曲接近轴的中 部,占优势的振动出现在转子转速频率,如果弯曲接近力偶, 则占优势的振动出现在2倍转速频率。用千分表可以证实轴的 弯曲。在汽轮发电机组中,通常是在盘车时和盘车后测量晃动 度的大小来判断转子是否存在初始弯曲。
旋转机械的故障诊断

旋转机械的故障诊断1. 不平衡不平衡是各种旋转机械中最普遍存在的故障。
引起转子不平衡的原因是多方面的,如转子的结构设计不合理、机械加工质量偏差、装配误差、材质不均匀、动平衡精度差;运行中联轴器相对位置的改变;转子部件缺损,如:运行中由于腐蚀、磨损、介质不均匀结垢、脱落;转子受疲劳应力作用造成转子的零部件(如叶轮、叶片、围带、拉筋等)局部损坏、脱落,产生碎块飞出等。
2. 不对中转子不对中通常是指相邻两转子的轴心线与轴承中心线的倾斜或偏移程度。
转子不对中可分为联轴器不对中和轴承不对中。
联轴器不对中又可分为平行不对中、偏角不对中和平行偏角不对中三种情况。
平行不对中时振动频率为转子工频的两倍。
偏角不对中使联轴器附加一个弯矩,以力图减小两个轴中心线的偏角。
轴每旋转一周,弯矩作用方向就交变一次,因此,偏角不对中增加了转子的轴向力,使转子在轴向产生工频振动。
平行偏角不对中是以上两种情况的综合,使转子发生径向和轴向振动。
轴承不对中实际上反映的是轴承座标高和轴中心位置的偏差。
轴承不对中使轴系的载荷重新分配。
负荷较大的轴承可能会出现高次谐波振动,负荷较轻的轴承容易失稳,同时还使轴系的临界转速发生改变。
3. 轴弯曲和热弯曲轴弯曲是指转子的中心线处于不直状态。
转子弯曲分为永久性弯曲和临时性弯曲两种类型。
转子永久性弯曲是指转子的轴呈永久性的弓形,它是由于转子结构不合理、制造误差大、材质不均匀、转子长期存放不当而发生永久性的弯曲变形,或是热态停车时未及时盘车或盘车不当、转子的热稳定性差、长期运行后轴的自然弯曲加大等原因所造成。
转子临时性弯曲是指转子上有较大预负荷、开机运行时的暖机操作不当、升速过快、转轴热变形不均匀等原因造成。
转子永久性弯曲与临时性弯曲是两种不同的故障,但其故障的机理是相同的。
转子不论发生永久性弯曲还是临时性弯曲,都会产生与质量偏心情况相类似的旋转矢量激振力。
4. 油膜涡动和油膜振荡油膜涡动和油膜振荡是滑动轴承中由于油膜的动力学特性而引起的一种自激振动。
工学Chapter旋转机械故障诊断PPT课件

3.1.3 转子不平衡振动的故障特征
3、频谱图上转子转速频率对应的振幅具有突出的峰值,因为 不平衡故障主要引起转子或轴承径向振动。
典型的转子不平衡振动频谱和轴心轨迹
4、三维全息图中,转频的振幅椭圆较大,其它成份较小。
第13页/共205页
3.1.3 转子不平衡振动的故障特征
5、转子的进动方向为同步正进动。 6、转子振幅对转速变化很敏感,转速下降,振幅将明显下降。 7、除了悬臂转子之外,对于普通两端支承的转子,不平衡在 轴向上的振幅一般不明显。 8、敏感参数(振幅)具有如下特征: ①振幅随转速变化明显,这是因为,激振力与转速ω是平方指 数关系。 ②当转子上的部件破损时,振幅会突然变大。例如某烧结厂 抽风机转子焊接的合金耐磨层突然脱落,造成振幅突然增大。
第19页/共205页
3.1.4.2 转子运行中的不平衡
转子运行过程中的不平衡,可分成: 1、转子弯曲:
1)临时性弯曲 2)永久性弯曲 2、原始平衡状态破坏: 1)转子上零件破裂或飞离 2)固体杂质在叶轮上沉积 3)叶轮除锈后产生的不平衡 4)轴上零件松动
第20页/共205页
3.1.4.2.1 转轴临时性弯曲
3.1.1 转子不平衡的类型
旋转机械的转子由于受材料的质量分布、加工误差、装配因 素以及运行中的冲蚀和沉积等因素的影响,致使其质量中心与 旋转中心存在一定程度的偏心距,使得转子在工作时形成周期 性的离心力干扰,在轴承上产生动载荷,从而引起机器振动的 现象,就是不平衡故障。
不平衡可分为静不平衡、偶不平衡和动不平衡。
另外又从转子过程的极坐标图上看出, 转子在做高速动平衡时,也曾显示9700~ 11000r/min之间具有明显峰值。
Ⅵ375测点的极坐标图
动设备课件-旋转机械故障诊断解析
当ω<ωn,即在临界转速下,振幅随着转速的增加而增大;
当ω接近ωn时,发生共振,振幅具有最大峰值;
当ω>ωn,即在临界转速上,转速增加时振幅趋于一个较小 的稳定值;
当工作转速一定时,相位稳定
转子不平衡故障机理与诊断
旋转机械故障诊断 转子不平衡
诊断实例1
某大型离心式压缩机组蒸汽透平经检修更换转子后,机组启 动时发生强烈振动。压缩机两端轴承处径向振幅达到报警值, 机器不能正常运行。
振动频率
• 径向振动以工频的2倍频为主,也有1倍频的成分 • 轴向振动以工频的1倍频为主,也有2x,3x。
不对中故障 转子不对中的故障特征
振动幅值
• 平行不对中:振动频谱中2x幅值超过1x幅值的50% • 角不不对中:轴向2x或3x幅值约是1x转频幅值的30%~50% • 2x值相对于1x幅值的高度常取决于联轴器的类型和结构
或在临界区停留时间过长
旋转机械振动及故障概述
旋转机械故障原因分类
机器劣化的原因
• 长期运行,转子的挠度增大或动平衡劣化 • 转子局部损坏、脱落或产生裂纹 • 零部件磨损、点蚀或腐蚀 • 配合面受力劣化、产生过盈不足或松动等,破坏了配合的
性质和精度 • 机器基础沉降不均匀,机器壳体变形
离心压缩机 典型的表盘式监测系统
机器寿命较长。 减少意外停机。 备件库存较少。
意外停机引起生产损失。 过剩维修导致维修费用增加。 过剩维修引起人为维修故障。
预测维修体制
有计划地对设备作检查和测试,以确定 其健康状态,必要时才进行维修。
减少非计划停机损失。 维修时间间隔可以延长。 维修费用大为减少。 备件库存最小。
旋转机械故障诊断 转子不平衡
转子不平衡故障的时域特征
旋转机械故障诊断1
轴孔太大
• 不平衡的种类
▫ 按发生不平衡的过程可分为:
原始不平衡 渐发性不平衡 突发性不平衡
▫ 按机理可分为:
静不平衡 偶不平衡 动不平衡
= 静不平衡 + 偶不平衡
旋转机械故障诊断 转子不平衡
静不平衡
偶不平衡
355
旋转机械故障诊断 转子不平衡
• 故障机理
▫ 如下图所示单盘转子系统,由于质心与旋转中心不重合而产生 不平衡
亚同步振动:振动频率 < 工作频率 自激振动:振动过程中,由于系统内部不断有能量输入
而产生的共振现象
222
• 两种转子系统振动特点比较
刚性系统
柔性系统
振动特点
强迫振动
自激振动
激振原因
由于外部激振力或激振位移引起的
在振动过程中,由于系统内部有能量输入 而引起的
频率与工作频 率的关系
频率与转速变 化的关系
随转速的变化振幅有突发变化的可能(增 大或减小)
阻尼的影响
阻尼对临界转速无影响,但对共振峰的 高低有较大影响
对频率及振幅影响不大
233
• 旋转机械故障分类
旋转机械故障
刚性转子 柔性转子
同步振动(强迫振动) 亚同步振动(自激振动
▫ 操作运行的原因
工艺参数(如介质的温度、压力、流量、负荷)偏离设计 值
转速接近或落入临界转速区 润滑或冷却不良 启停机或升降速过程操作不当,暖机不够,热膨胀不均
匀或在临界区停留时间过长
266
• 旋转机械故障原因分类
▫ 机器劣化的原因
长期运行,转子的挠度增大或动平衡劣化 转子局部损坏、脱落或产生裂纹 零部件磨损、点蚀或腐蚀 配合面受力劣化、产生过盈不足或松动等,破坏了配合
旋转机械的状态监测与故障诊断PPT课件

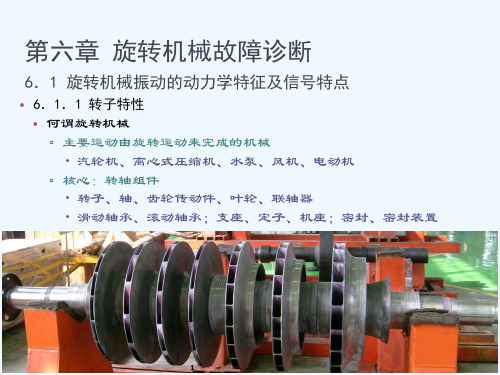
6.1 转子系统振动故障诊断
旋转机械的核心----转子系统(转轴组件),它包 括:
转子(轴、齿轮传动件、叶轮、联轴器); 滑动轴承、滚动轴承; 支座(定子、机座); 密封、密封装置。
1)转子系统的振动分类:
横向振动----振动发生在包括转轴的横向xoy平面内,大多 数故障所激发的振动为此类振动;
x p-p
峰-峰值的测量方法
1)以轴承振动位移峰峰值作评定标准
2 旋转机械振动评定标准
2)以轴承振动烈度作为评定标准
V rms
1 T v 2 t dt
T0
式中: T v ( t )曲线样本长度;
n
设: v ( t ) v k sin 2 f k t k 1
其中: v k 1,2,3, n 为各组成分量的幅值,
1 旋转机械的状态特征参数与测试
测点数量与布置
原则:通过对整个机组结构特性的全面了解和认真分 析,以最少的传感器,最灵敏地测出整个机组系统的工况。
注意:对于在机壳(轴承座)上的振动测量,测点的 选择应考虑环境因素,避免选择高温、高湿度、出风口和 温度变化剧烈的地方作为测量点,以保证测量的有效性。
注意:为降低系统成本,对于高频的随机振动和冲击 振动可以只确定一个方向为测量点。但对于低频段的确定 性振动(常为低频振动)必须同时测量水平和垂直两个方 向,有条件时还应增加轴向测点。
键相位传感器的安装
键相位信号是通过对键相标记(即在被测轴上设置的 一个凹槽或凸键)测量得到的,当这个凹槽或凸键转到探 头安装位置时,相当于探头与被测面间距突变,传感器会 产生一个脉冲信号。轴每转一圈,就会产生一个脉冲信号, 通过将脉冲与轴的振动信号比较,可以确定振动的相位角, 也可用于轴的动平衡分析以及设备的故障分析与诊断等方 面。