KR500控制原理图
磁控溅射定义和原理

A-B:无光放电区 B-C:汤森放电区 C-D:过渡区 D-E:正常辉光放电区 E-F:异常辉光放电区 F-G:弧光放电区
在“异常辉光放电区”内,电流可以通 过电压来控制,从而使这一区域成为溅射 所选择的工作区域。
形成“异常辉光放电”
的关键是击穿电压VB。
主要取决于二次电子
的平均自由程和阴阳
F m aqE (x,y,z)q vB (x,y,z) B (x,y,z)
其中 mv 2
2B
磁阻力与磁场的梯度成正比, 但方向始终指向梯 度的负向,该力总是阻碍运动电荷从弱磁场向强 磁场区域的运动
氩离子入射不同元素的溅射阈值
500eV下元素溅射率
溅射率随离子入射角度的变化
150eV氩离子轰击下,镍的溅射率和气压的关系
溅射粒子的速度和能量 溅射原子获得比热蒸发大1~2个数量
级的能量在1~10eV之间,它与靶材,入射 离子质量和能量有关。
溅射的优缺点
溅射工艺可重复性较好,膜厚可控制,可以在大面积
2.3 磁控溅射(megnetron sputtering)
2.3.1 磁控溅射原理 磁控溅射是利用磁场束缚电子的运动,
提高电子的离化率。并且与传统溅射相比 具有“低温”、“高速”两大特点。
通过磁场提高溅射率的基本原理由 Penning在60多年前发明,后来由Kay和 其他人发展起来,并研制出溅射枪和柱式 磁场源。1979年Chapin引入了平面磁控 结构。
磁控溅射定义和原理
主要内容
溅射原理
溅射装置
定义 原理 特点
直流溅射 射频溅射 磁控溅射
磁控溅 射实例
镀膜
一、溅射原理
1.1 溅射定义
就像往平静的湖水里投入石子会溅起水 花一样,用高速离子轰击固体表面使固体 中近表面的原子(或分子)从固体表面逸
唐山松下YM500KR2焊机原理分析与维修
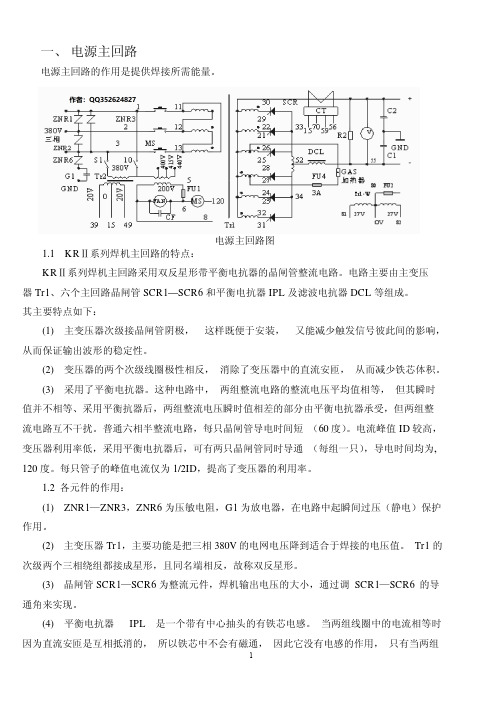
线圈中的电流不相等时, 才会产生磁通, 它才具有电感的作用从而使电流趋于平衡, 所以称 为平衡电抗器。
(5) 直流电抗器 DCL 可改善焊机输出特性,使电弧燃烧稳定。 (6) R2 为续流电阻,提供电流通路,保证晶闸管的维持电流。 (7) 电容 C1、C2 起滤除高频干扰作用。
二、程序控制电路
程序控制电路的核心是模块 IC1。 这个电路实现了收弧“有/无” 选择、 焊接控制, 提
2.8 起动电路 TS“ON”时,28 脚输出高电平。
7
(1)首先,这个电压经 D17、R51 使 QI4 导通,因此 CR1 动作,其常开点 CR1-1 吸合,使得 MS 吸合,主变压器开始供电。
(2)同时,这个电压又经缓冲器 IC20 的 4 脚开始输出: 第一路,经 D79 由 G 点输出到触发电路,使 PC15 导通,触发电路开始工作,从而主回路晶 闸管导通,输出焊接电压; 第二路, 输出到 D82 阴极, 使 D82 反向截止, +15V 经 R251 由 J 点输出到送丝控制电路, 送丝电路开始工作; 第三路,经 IC20(10)由 M 点输出到运算电路,使 QR5 导通,切断 FTT 控制电路。
这部分逻辑如下图所示:
2.5 节电电路 I.P.B“ON”时,PC9 导通,+15V 经 PC9 D16 D93 给电容 C9 充电。
TS“ON”状态时,28 脚电压经 IC20-5 脚
பைடு நூலகம்
4脚
D79
IC20
7脚 6脚
D14 给 C9 充电。
I.P.B 和 TS“OFF”时,C9 通 过 R50 D15 R51 R52
TS 再次“ON”时,IC5 的 6 脚和 7 脚都为高电平,所以其 3 脚输出为高电平,IC7 再次 转换,从而又转入收弧状态。
500kr系列CO2气体保护焊机维修指南设计

唐山松下产业机器有限公司
前言
唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员服务,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。由于时间及水平所限,对其中不足之处,敬请读者批评指正。
当气阀动作时烧P板上1A保险。
61(3)
开机后,有空载电压,有送丝,气阀动作。
T.S ON时,无空载电压,无送丝,气阀频繁动作。
——
开机后,有空载电压,有送丝,送丝速度异常,气阀动作。
开机后,有空载电压,有送丝,气阀动作。
67(4)
67、77、61三点短路时,开机后,有空载电压,有送丝,送丝速度异常,气阀动作。
(4)
(5)输入电源缺相。
(6)
(7)输入、输出电缆过细。
(8)
(9)输入、输出电缆连接不牢固。
(10)
(11)作业环境恶劣(如粉尘、油烟较大或有腐蚀性气体的场所)。
(12)
5.人为原因
6.
(1)超负载持续率使用。
(2)
(3)操作、保养不当(如移动送丝机时拉拽电缆、焊接时导电嘴未拧紧等等)。
(4)
(5)搬运过程中摔坏。
三、时序图:
1.无收弧:
2.
电
源
开
关
ON
焊
枪
开
CO2气体保护焊操作技能培训讲义

无
焊接
焊丝 药芯
实芯
电源 开
关
收弧(无)操作基本要领
收弧“无”:适用于工件的点固,短焊缝等场合。
在收弧“无”方式下焊接首先将焊机前面板上收弧开关置于
“无”的位置,然后设定焊接电压、焊接电流旋钮。收弧“无”
方式焊接时工作过程如下图所示:
(焊枪开关用TS表示)
焊接电流 焊接
停止焊接
收弧“有”
A
焊接电流 收弧电流
CO2焊接技能培训内容
1. 焊接基本知识 2. CO2焊主要规范参数 3. CO2焊机的特长与功能 4. 焊机的正确使用与维护保养 5. 焊接操作基础 6. 常见故障与焊接缺陷
1.焊接基本知识
1.1 焊接方法分类 1.2 熔化焊接的主要特征 1.3 气体保护电弧焊 1.4 C02气体保护电弧焊的工作原理 1.5 C02气体保护焊的特点
焊接速度过快时:焊道变窄,熔深和余高变小。
2.4 干伸长度
定义:焊丝从导电咀到工件的距离
.
小于300A时: L= (10--15)倍焊丝直径. 大于300A时: L= (10--15)倍焊丝直径 + 5mm
导电咀
举例: 直径1.2mm焊丝可用电流120-350A, 电流小时乘10倍的焊丝直径, 电流大时乘15倍的焊丝直径 。
2.6 气体
2.7 极性
2.1 焊接电流
焊接电流:根据焊接条件(板厚、焊接位置、焊 接速度、材质等参数)选定相应的焊接电流。 CO2焊机调电流实际上是在调整送丝速度。因 此CO2焊机的焊接电流必须与焊接电压相匹配, 既一定要保证送丝速度与焊接电压对焊丝的熔 化能力一致,以保证电弧长度的稳定。
2.2 焊接电压
1.3 气体保护电弧焊
隔离开关原理介绍

隔离开关一种开关器件,主要用于“隔离电源、倒闸操作、用以连通和切断小电流电路”,无灭弧功能。
隔离开关(switch),即在分位置时,触头间有符合规定要求的绝缘距离和明显的断开标志;在合位置时,能承载正常回路条件下的电流及在规定时间内异常条件(例如短路)下的电流的开关设备。
(IEV441-14-05)隔离开关(俗称“刀闸”),一般指的是高压隔离开关,即额定电压在1kV以上的隔离开关,通常简称为隔离开关,是高压开关电器中使用最多的一种电器,它本身的工作原理及结构比较简单,但是由于使用量大,工作可靠性要求高,对变电所、电厂的设计、建立和安全运行的影响均较大。
隔离开关的主要特点是无灭弧能力,只能在没有负荷电流的情况下分、合电路。
隔离开关用于各级电压,用作改变电路连接或使线路或设备与电源隔离,它没有断流能力,只能先用其它设备将线路断开后再操作。
一般带有防止开关带负荷时误操作的联锁装置,有时需要销子来防止在大的故障的磁力作用下断开开关。
中文名隔离开关外文名Isolating switch作用电路隔离俗称刀闸电闸主要作用编辑(1)分闸后,建立可靠的绝缘间隙,将需要检修的设备或线路与电源用一个明显断开点隔开,以保证检修人员和设备的安全。
隔离开关(2)根据运行需要,换接线路。
(3)可用来分、合线路中的小电流,如套管、母线、连接头、短电缆的充电电流,开关均压电容的电容电流,双母线换接时的环流以及电压互感器的励磁电流等。
(4)根据不同结构类型的具体情况,可用来分、合一定容量变压器的空载励磁电流。
高压隔离开关按其安装方式的不同,可分为户外高压隔离开关与户内高压隔离开关。
户外高压隔离开关指能承受风、雨、雪、污秽、凝露、冰及浓霜等作用,适于安装在露台使用的高压隔离开关。
按其绝缘支柱结构的不同可分为单柱式隔离开关(single-column disconnector)、双柱式隔离开关(double-column disconnector)、三柱式隔离开关(three-column disconnector)。
卡特KR-500中文完整版

卡特:KR-500 越野式轮胎起重机最大起重量50T19米变幅副臂,无极变幅,角度变化范围:10°-60°卡特新推出越野式轮胎起重机制作低挠度的紧凑型长臂高强钢的主臂在操作过程中降低了侧向和竖直方向的挠度,还能在单手柄控制时为主臂在9.2米到33.8米之间的伸缩提供很高的速度。
搭配13米飞臂时的最大臂长为46.8米。
地面以上的最大起升高度是46.8米。
更厉害的是,在安装了19米飞臂后最大起升高度为53.9米。
强劲的前置式变幅油缸该变幅油缸为KR-500提供了极大的变幅范围,0°-82°。
主臂销位于操作室后方,能为操作者提供更开阔的视野,而且还使近距离施工变得更容易。
端部旋转式飞臂装在主臂下方的飞臂能简便地朝前旋转至工作位置。
这种方式所需的空间远比侧方旋转的副臂少得多。
即使是在受限制的工作区域,其安装也一样方便快捷。
3种变幅角度的通用型飞臂飞臂有5°、17°、30°三种变幅夹角。
该特点使KR-500能广泛应用于建筑工地上狭小区域所需求的大高度、近距离作业工况。
21世纪的新技术! 无极变幅副臂变幅副臂系统的最新技术 KR-500越野式起重机装备了一套无极变幅副臂系统。
19米变幅副臂的独特布置使之能在10°~60°之间无极变幅,与此同时,基本臂也同样可以变幅。
ACS 力矩限制器能自动平衡主臂的长度和角度,副臂夹角。
然后返回在电脑上进行计算,再给出建议的起重量。
这不仅使得狭窄范围内的近距离施工变得更容易,同时也能完成更高和更远的作业。
该副臂的优势极好地解释了下图中这种典型的副臂工作状况,展现了该系统更优越的越过障碍的能力及在狭窄范围内作业的性能。
双卷扬操作 两个独立驱动的大型卷扬均配备了自动制动系统。
主、副卷扬分别由各自的操纵手柄操作。
各自的起升、下落动作能同步输出。
抗旋转钢丝绳及配有防乱绳绳槽的大直径卷筒的使用,能减小钢丝绳的应力及防止钢丝绳互相缠绕、乱做一团。
磁控溅射.ppt

通过磁场提高溅射率的基本原理由
Penning在60多年前发明,后来由Kay和
其他人发展起来,并研制出溅射枪和柱式
磁场源。1979年Chapin引入了平面磁控
结构。
速度为v的电子在电场E和磁感强度为B
的磁场中将受到洛仑兹力的作用:
F e( E v B )
电荷在均匀电磁场中运动
镜像磁场磁力线分布示意图
地球本身磁场的分布也属于镜像场,在外层空间运 动的带电粒子进入地球磁场影响范围后, 将绕地磁感 应线做变幅螺旋运动, 在两极间来回振荡, 形成有名 的范· 阿伦辐射带即地球大气层中的电离层 。 有时范· 阿伦辐射带中的带电粒子因空间磁场的变化 而在两极附近进入地球大气层,引起极光。
溅射的优缺点
溅射工艺可重复性较好,膜厚可控制,可以在大面积 优点 基片上获得厚度均匀的薄膜。 对于任何材料,只要能做成靶材,就可实现溅射; 溅射所获得的薄膜与基片结合较好; 溅射所获得的薄膜纯度较高,致密性好;
缺点 它的沉积速率低,基片温升高
易受杂质气体影响
二、溅射装置
2.1 直流溅射(DC sputtering)
+
假设t= 0 时电子位于坐标原点并且初速 为零, E、B均为常数, 该方程的解为
运动轨迹为在YOZ 平面内沿Z 轴平行前 进的摆线
电荷在非均匀电磁场中运动
电荷在非均匀磁场中运动除了受到洛伦兹力外,还 要受到一个由于磁场的空间分布不均匀性而引起的磁 阻力
F m a q E ( x, y , z ) q v B( x, y , z ) B( x, y , z )
溅射率和离子能量的关系
Cu膜溅射蒸发速度对粒子数的 分布曲线
光敏电阻器的特性和应用

光敏电阻器的特性和应用站长2006-4-2 15:05:30光敏电阻是采用半导体材料制作,利用内光电效应工作的光电元件。
它在光线的作用下其阻值往往变小,这种现象称为光导效应,因此,光敏电阻又称光导管。
用于制造光敏电阻的材料主要是金属的硫化物、硒化物和碲化物等半导体。
通常采用涂敷、喷涂、烧结等方法在绝缘衬底上制作很薄的光敏电阻体及梳状欧姆电极,然后接出引线,封装在具有透光镜的密封壳体内,以免受潮影响其灵敏度。
光敏电阻的原理结构如图所示。
在黑暗环境里,它的电阻值很高,当受到光照时,只要光子能量大于半导体材料的禁带宽度,则价带中的电子吸收一个光子的能量后可跃迁到导带,并在价带中产生一个带正电荷的空穴,这种由光照产生的电子—空穴对增加了半导体材料中载流子的数目,使其电阻率变小,从而造成光敏电阻阻值下降。
光照愈强,阻值愈低。
入射光消失后,由光子激发产生的电子—空穴对将逐渐复合,光敏电阻的阻值也就逐渐恢复原值。
在光敏电阻两端的金属电极之间加上电压,其中便有电流通过,受到适当波长的光线照射时,电流就会随光强的增加而变大,从而实现光电转换。
光敏电阻没有极性,纯粹是一个电阻器件,使用时既可加直流电压,也可以加交流电压。
基本特性及其主要参数1、暗电阻、亮电阻光敏电阻在室温和全暗条件下测得的稳定电阻值称为暗电阻,或暗阻。
此时流过的电流称为暗电流。
例如MG41-21型光敏电阻暗阻大于等于0.1M。
光敏电阻在室温和一定光照条件下测得的稳定电阻值称为亮电阻或亮阻。
此时流过的电流称为亮电流。
MG41-21型光敏电阻亮阻小于等于1k。
亮电流与暗电流之差称为光电流。
显然,光敏电阻的暗阻越大越好,而亮阻越小越好,也就是说暗电流要小,亮电流要大,这样光敏电阻的灵敏度就高。
2、伏安特性在一定照度下,光敏电阻两端所加的电压与流过光敏电阻的电流之间的关系,称为伏安特性。
由图2.6.2可知,光敏电阻伏安特性近似直线,而且没有饱和现象。
受耗散功率的限制,在使用时,光敏电阻两端的电压不能超过最高工作电压,图中虚线为允许功耗曲线,由此可确定光敏电阻正常工作电压。
三星麦迪森超声成像设备与控制方法说明书

(19)中华人民共和国国家知识产权局(12)发明专利(10)授权公告号 (45)授权公告日 (21)申请号 201680061709.X(22)申请日 2016.10.12(65)同一申请的已公布的文献号申请公布号 CN 108135570 A(43)申请公布日 2018.06.08(30)优先权数据10-2015-0146212 2015.10.20 KR(85)PCT国际申请进入国家阶段日2018.04.20(86)PCT国际申请的申请数据PCT/KR2016/011412 2016.10.12(87)PCT国际申请的公布数据WO2017/069451 EN 2017.04.27(73)专利权人 三星麦迪森株式会社地址 韩国江原道洪川郡(72)发明人 申东国 高达权 金钟植 吴受荣 郭东旭 金建佑 金文暎 朴玄洙 薛贤周 崔世炅 洪焌硕 黃汉成 (74)专利代理机构 北京铭硕知识产权代理有限公司 11286代理人 何巨 孙丽妍(51)Int.Cl.A61B 8/00(2006.01)A61B 8/08(2006.01)A61B 5/00(2006.01)(56)对比文件US 2009030314 A1,2009.01.29US 2015265247 A1,2015.09.24CN 102711626 A ,2012.10.03审查员 卢晓萍 (54)发明名称超声成像设备和超声成像设备的控制方法(57)摘要在此公开一种能够在子宫颈的弹性图像中设置具有与子宫颈管的形状对应的形状的感兴趣区域并显示所述感兴趣区域的超声成像设备及其控制方法。
所述超声成像设备包括:显示单元,被配置为显示超声弹性图像;以及控制器,被配置为在所述显示单元上显示的子宫颈的所述超声弹性图像中选择与子宫颈管对应的路径中包括的点,被配置为基于所述选择的点设置具有与所述子宫颈管的至少一部分的形状对应的形状的感兴趣区域,并且被配置为在所述显示单元上显示所述感兴趣区域。
(仅供参考)松下KR焊机维修
低速旋转 不能控制
旋转摆动 无慢送丝
P 板损坏
P 板损坏 P 板损坏
有慢送丝
P 板损坏
电机不转
P 板损坏
12
5.焊接电压 异常
无焊接电压
交流接触器 MS 未吸合
交流接触器 MS 吸合
(1)P 板损坏 (2)交流接触器不良
P 板损坏
电压控制异常
最高电压不能控制
P 板损坏
最低电压不能控制
P 板损坏
电压调整不符 (输出波形异常)
开
开
时
停
延
关
关
间
气
时
ON
OFF
9
五、 焊机故障原因的分析:
KR1 系列 CO2 气体保护焊机以其先进的控制技术、良好的焊接性能及高可靠性赢得了 广大用户的认可。由于作业环境一般较差,加之使用者的一些不正确的操作,所以电焊机 出现一些故障也是在所难免的。究其故障产生的原因主要有以下三个方面:
1. 焊机自身原因 主要有: (1) P 板损坏。 (2) 主电源部分的部件(晶闸管模块、交流接触器等)损坏。 (3) 送丝机部分的部件(送丝电机、气阀等)损坏。 (4) 控制电缆损坏。 (5) 主电路中的连接电缆、线扎损坏。 2. 外部原因 主要有: (1) 未按说明书中所要求的场所进行安装。 (2) 输入电压波动过大,超过焊机正常工作所允许的电压范围 380V±10% 。 (3) 输入电源缺相。 (4) 输入、输出电缆过细。 (5) 输入、输出电缆连接不牢固。 (6) 作业环境恶劣(如粉尘、油烟较大或有腐蚀性气体的场所)。 3. 人为原因 主要有: (1) 超负载持续率使用。 (2) 操作、保养不当(如移动送丝机时拉拽电缆、焊接时导电嘴未拧紧等等)。 (3) 搬运过程中摔坏。 (4) 非专业人员维修造成损坏。
教你如何看懂原理图

电子设备中有各种各样的图。
能够说明它们工作原理的是电原理图,简称电路图。
电路图有两种一种是说明模拟电子电路工作原理的。
它用各种图形符号表示电阻器、电容器、开关、晶体管等实物,用线条把元器件和单元电路按工作原理的关系连接起来。
这种图长期以来就一直被叫做电路图。
另一种是说明数字电子电路工作原理的。
它用各种图形符号表示门、触发器和各种逻辑部件,用线条把它们按逻辑关系连接起来,它是用来说明各个逻辑单元之间的逻辑关系和整机的逻辑功能的。
为了和模拟电路的电路图区别开来,就把这种图叫做逻辑电路图,简称逻辑图。
除了这两种图外,常用的还有方框图。
它用一个框表示电路的一部分,它能简洁明了地说明电路各部分的关系和整机的工作原理。
一张电路图就好象是一篇文章,各种单元电路就好比是句子,而各种元器件就是组成句子的单词。
所以要想看懂电路图,还得从认识单词——元器件开始。
有关电阻器、电容器、电感线圈、晶体管等元器件的用途、类别、使用方法等内容可以点击本文相关文章下的各个链接,本文只把电路图中常出现的各种符号重述一遍,希望初学者熟悉它们,并记住不忘。
电阻器与电位器(什么是电位器)符号详见图 1 所示,其中( a )表示一般的阻值固定的电阻器,( b )表示半可调或微调电阻器;( c )表示电位器;( d )表示带开关的电位器。
电阻器的文字符号是“ R ”,电位器是“ RP ”,即在 R 的后面再加一个说明它有调节功能的字符“ P ”。
在某些电路中,对电阻器的功率有一定要求,可分别用图 1 中( e )、( f )、( g )、( h )所示符号来表示。
几种特殊电阻器的符号:第 1 种是热敏电阻符号,热敏电阻器的电阻值是随外界温度而变化的。
有的是负温度系数的,用NTC来表示;有的是正温度系数的,用PTC来表示。
它的符号见图( i ),用θ或t° 来表示温度。
它的文字符号是“ RT ”。
第 2 种是光敏电阻器符号,见图 1 ( j ),有两个斜向的箭头表示光线。
二氧化碳气体保护焊

焊接电流 焊接电流的大小应根据焊接厚度、焊丝直径、焊接位置及熔滴过渡
形式来确定。焊接电流越大,焊缝厚度、焊缝宽度及余高相应增加。通 常0.8~1.6 mm短路过渡时,焊接电流在50~230A内细滴过渡焊接电流在 250~500A
松下CO2 气体保护焊直流机
培训用标准机型:Panasonic YD-350GM3
• 操作简单,使用方便。内置焊接专家数据,只需调节焊接电流旋钮, 焊接电压和电弧参数自动匹配,获得最佳焊接规范,实现了单一旋钮 的焊接规范设定,实现完全的一元化调节。
• YD-350GM3 为逆变式弧焊整流器,即工频交流直流高、中频交流降压 交流并再次变成直流。
CO2焊的分类
CO2焊按使用焊丝直径的不同,可分为 细丝CO2焊(焊丝直径小于1.6mm)和 粗丝CO2焊(焊丝直径大于1.6mm)。
按操作的方式分类,又可分为半自动 CO2焊 和自动CO2焊。
缺点
• 1) 飞溅率较大,并且焊缝表面成形较差。金属飞 溅是CO2焊中较为突出的问题,这是主要缺点。
• 2)很难用交流电源进行焊接,焊接设备比较复杂 。
时 • 3容易烧坏工作服、甚至产生烫伤
防止措施
• 1采用含锰、硅脱氧元素的焊丝,并降低焊 丝中的含碳量
• 2、采用直流反接 • 3、调节回路中的电感 • 4、避免非非轴向过渡造成的飞溅 • 5、选择恰当的工艺参数
焊枪
• 焊枪的作用是导电、导丝、 导气
• 按送丝方式分为推丝焊枪和 拉丝焊枪
• 按冷却方式分为空气冷却和 内循环水冷却焊枪
2、脱氧方法是采取有足够的脱氧元素的焊丝
• 常用的脱氧元素是锰,硅、吕钛等。对于低碳钢主要采用 锰、硅联合脱氧的方法,因此焊后生成MnO和SIO2能形成 复合物浮出熔池,形成一层微薄的渣壳覆盖在焊缝表面。
松下焊机维修指南
松下电焊机维修指南目录第一章KR 系列CO2 气体保护焊机典型故障及排除方法 (1)第二章YM-500CL4 焊机典型故障分析 (15)第三章YC—300TSP 焊机典型故障及排除方法 (18)第四章YC—300WP4 焊机典型故障及排除方法 (22)第五章YE-150TM 工作原理简述及典型故障分析 (28)第六章直流弧焊机典型故障分析 (30)第七章YP—060PS 切割机工作原理简述及典型故障分析 (32)第八章YC—315TR5HGE 逆变氩弧焊机故障排除方法 (41)第一章KR 系列CO2 气保焊机典型故障及排除方法一. 焊机故障原因KR 系列CO2 气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。
众所周知, 电焊机不同于家电,大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。
究其产生故障的原因,从维修的角度看不外乎以下三种:1。
内部原因2。
外部原因3. 人为原因具体来说造成电焊机故障的内部原因主要是:1。
P 板上的元器件损坏。
2. 晶闸管模块损坏。
3。
接触器、控变损坏。
4。
主变、电抗器等器件损坏。
5。
电流互感器损坏。
6。
输入组件损坏.造成电焊机故障的外部原因主要是:1。
外电波动较大,其波动范围超过了焊机正常工作所允许电压范围380V±10% 。
2. 送丝机控制电缆损伤。
3. 输入、输出电缆连接不牢固。
4。
CO2 气体不纯。
5。
环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用).6。
动物(蛇、老鼠等)进入机内。
7。
其它金属异物进入机内。
造成电焊机故障的人为原因主要是:1. 运输中损坏(特别是流动作业的用户经常搬运电焊机).2。
使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等).3. 修理中P 板上的电位器调乱,或将保险插错位置。
对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。
工业机器人工作站安装与调试(ABB)课件完整

第一篇 绪论——走进工业机器人
工业机器人是汽车生产中非常重要的设备,各个部件的生产都需 要有工业机器人的参与。工业机器人在汽车生产线上的工作主要有 弧焊、点焊、装配、搬运、喷漆、检测、码垛、研磨抛光和激光加 工等。图0-5所示为工业机器人在汽车生产线上常见的四类工作。
第一篇 绪论——走进工业机器人
第一篇 绪论——走进工业机器人
在汽车工业的应用中,机器人用于上料/卸料占很大数量。对于点 焊应用来说,目前已广泛采用电驱动的伺服焊枪,丰田公司已决定将这 种技术作为标准来装备国内和海外的所有点焊机器人,可以提高焊接 质量,在短距离内的运动时间也大为缩短。就控制网络而言,日本汽车 工业中最普遍的总线是Device-Net,而丰田则采用其自行制订的ME-N et,日产采用JEMA-Net(日本电机工业会网)。在日本汽车工业中是否 会实现通信系统的标准化,目前还不能确定。另一方面,日本机器人制 造商提出了一种“现实机器人仿真”(RRS)兼容软件接口。因此,目 前日本汽车制造商(尤其是对于点焊应用)通过诸如RoBCAD、I-Grip 等商用仿真软件,可以做出各种机器人的动态仿真。
工业机器人工作站 安装与调试(ABB)
第一篇 绪论——走进工业机器人
机器人技术是综合了计算器、控制论、机构学、信息和传感技术 、人工智能、仿生学等多学科而形成的高新技术。它一般由机械本 体、控制器、伺服驱动系统和检测传感装置构成,是一种综合了人和 机器特长、能在三维空间完成各种作业的机电一体化装置。它既有 人对环境状态的快速反应和分析判断能力,又有机器可长时间持续工 作、精确度高、抗恶劣环境的能力,可以用来完成人类无法完成的任 务,其应用领域日益广泛。
中国智能机器人和特种机器人在“863”计划的支持下,也取得了 显著的成果。其中6000m水下无缆机器人的成果居世界领先水平,该 机器人在1995年深海试验获得成功,使中国能够对大洋海底进行精确 、高效、全覆盖的观察、测量、储存和进行实时传输,并能精确绘制 深海矿区的二维、三维海底地形地貌图,推动了中国海洋科技的发展 。
KR系列电焊机电气工作原理及故障维修

KR系列电焊机电气工作原理及故障维修KR系列二氧化碳气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可,但是二氧化碳气体保护焊相对于手工电弧焊又比较复杂,因此在使用过程中出现一些问题是在所难免的,维修人员要根据操作人员的故障现象描述以及自身专业知识对焊机故障做出合理判断,通过检查测试找出故障点用合格的元件更换损坏件。
标签:气体保护焊机;控制技术;焊接性能;电弧焊;故障;元件一、简介KR500气体保护焊的电流密度大,电弧热量集中,焊丝的融敷大,远大于焊条电弧焊,其生产率是焊条电弧焊的1至4倍;电弧热能利用率高实心焊丝基本没有焊渣或焊剂消耗能量,焊接成本低,其成本只有埋弧焊、焊条电弧焊40-50%,因此气体保护焊是目前较为廉价的焊接方法;气体保护焊的热量集中,加热面积小,并且气体从喷嘴喷向焊件,可以带走一些焊件的热量,从而使焊接热影响区减小,焊接变形明显减小,角变形为千分之五,不平度只有千分之三,尤其在焊接薄板时更为突出;气体保护焊对铁锈和水分的敏感性比埋弧焊和氩弧焊低,对工件品质和环境要求相对较低;气体保护焊的焊缝抗裂性能高,焊缝低氢且含氮量也较少,焊接飞溅小,当采用超低碳合金焊丝或药芯焊丝,或在CO2中加入Ar,都可以降低焊接飞溅;因此KRⅡ500气体保护焊机在中车齐齐哈尔车辆有限公司得到了广泛应用[1]。
二、电气工作原理KR500气体保护焊机电气系统主要由电源主回路、程序控制电路、控制电路、触发电路和送丝机控制电路等组成。
各个电路组合成一个整体,是实现焊机优良性能不可或缺的一部分[2]。
其主要作用如下:1. 焊机电源是焊机的核心部分,是为焊接电弧提供焊接能量的专用设备。
2. 程序控制电路实现了收弧选择、焊接控制、提前送气以及报警等功能,集成模块的使用减少了分离元件从而提高了焊机的可靠性。
3. 控制电路控制着焊枪开关和点动开关、焊接电压电流基准信号以及运算、电流检测和过流保护以及稳压等工作,各种复杂的运算保证了焊接的顺利进行。