钢坯称重系统的改进设计
称重系统设计方案
称重系统设计方案1. 引言称重系统是一种常见的用于测量物体重量的设备,广泛应用于仓储物流、生产制造、商业零售等领域。
本文将介绍一个称重系统的设计方案,包括硬件设备、软件实现及相关技术考虑。
本方案旨在实现精准、高效、可靠的称重功能,以满足不同场景下的需求。
2. 系统设计2.1 硬件设备称重系统的硬件设备主要包括传感器、称重平台、显示器和控制电路等组成部分。
1.传感器:传感器是称重系统中最关键的部件之一,用于测量物体的重量。
常见的传感器有压力传感器、应变传感器等。
在设计中,需要根据具体需求选择适合的传感器类型和规格。
2.称重平台:称重平台是放置待测物体的区域,通常采用坚固耐用的材料制作,以确保测量的准确性和稳定性。
3.显示器:显示器用于展示物体的重量信息,可以采用LED显示屏、液晶显示屏等,需考虑显示效果清晰、耐用等因素。
4.控制电路:控制电路用于实现传感器数据的采集和处理,通常包括模拟信号转换、数据放大和滤波等功能。
2.2 软件实现称重系统的软件实现主要包括数据采集与处理、界面设计和用户交互等方面。
1.数据采集与处理:通过控制电路采集到的模拟信号,需要进行模数转换并进行数字滤波、放大等处理,以得到准确的重量数据。
可以使用C/C++、Python等编程语言进行开发。
2.界面设计:界面设计是用户与称重系统进行交互的关键环节,需要清晰简洁、易于操作。
可以采用图形界面或命令行界面,根据具体需求进行设计。
3.用户交互:用户交互功能包括用户输入、数据显示和结果输出等,需要通过软件与硬件设备进行交互,以实现称重操作的完成。
2.3 技术考虑在设计称重系统时,需要考虑以下技术因素:1.精度:称重系统的精度是衡量其性能的重要指标,需要根据具体需求选择合适的传感器、控制电路和算法,以确保测量精度达到要求。
同时,需要考虑环境因素对测量结果的影响,如温度、湿度等。
2.可靠性:称重系统需要具备较高的可靠性,能够长时间稳定运行。
连铸大包回转台称重精度优化改进

连铸大包回转台称重精度优化改进发布时间:2022-07-26T06:38:43.278Z 来源:《新型城镇化》2022年15期作者:张桂宝[导读] 当钢包就位后,所显示的重量值会比实际重量轻5~20t左右,而且这种称量结果的偏差情况出现是无规律的。
江阴兴澄特种钢铁股份有限公司江苏江阴 214400摘要:连铸大包称重主要用途控制连铸大包余钢量,准确的对钢包进行计量,配合下渣检测设备提高下渣检测的准确率,保证钢包内钢渣不下渣,提高浇铸钢水的纯净度,以保证连铸坯的内在质量减少由于下渣造成的大颗粒夹杂超标。
关键词:称重余钢量下渣纯净度大颗粒夹杂一、连铸大包称重使用现状:目前我厂连铸大包称重由于客观条件限制,主要存在以下问题:1、钢包在就位后的2、3分钟内,秤所显示的重量会跌落2~4t;2、当钢包就位后,所显示的重量值会比实际重量轻5~20t左右,而且这种称量结果的偏差情况出现是无规律的。
3、浇铸过器对位时,称量显示值会突变2~4t。
上述问题对整个连铸大包称重系统的准确程度产生很大的影响,现场作业人员无法判断钢水量,无法控制余钢量。
过多余钢造成成本浪费,控制较少可能出现下渣,影响产品质量。
使得现场生产指挥判定经常出现偏差,影响成本、质量。
国家及行业标准称量要求称重误差控制在3‰左右,现生产空钢包自重约在30吨,电炉出钢重量在40吨左右,总重量为70吨,每次称重误差需控制在200公斤范围内,方为合格。
基于上述事实,我厂连铸大包称重必须进行相应的优化,已解决目前存在的问题。
二、产生问题原因分析:上述的三种问题现象有时单独出现,有时组合出现,大多数情况是组合出现。
经过现场的长期跟踪观察,我们认为问题产生的根源主要有两方面:一是当钢包就位后,限位器与钢包耳座的加强筋有卡位现象;二是钢包座位后,钢包下部边缘与回转台大包臂有严重的卡位现象。
当这二者同时卡位时,就会出现误差加大、显示称量值跌落或增加、称量显示值产生突变等现象。
钢坯秤的改进设计
7 6・
・
山西 冶金
E— ma i h s x y j b j b @1 2 6 . c o m
第3 8 卷
传感器 的使用寿命 。
传感器通过压头支撑着上称 台, 由于该秤要频繁称 重, 称 重传 感器 需 随着上 秤 台一起 上升 下降 , 在启 停
时要承受钢坯的冲击 , 使得传感器与压头经常移位 、 损坏 。最初 , 设计 了 2 个 定位 杆 , 定位 杆 的一 端被 固 定在安装传感器的钢板上 , 另一端穿过上秤台上开 有的孔洞 , 靠定位杆 的作用不让传感器与压头发生 移位 , 但 使用 后 定位 杆 有 时也 会 发 生 卡 阻或 断裂 现 象 。分 析 原 因可知 , 是柱 式 压力 传 感 器 自复 位 能力
过对钢坯秤 结构进行改进 以及 对称 重传感器 、 限位 装置进行合理 的选择 , 达 到快捷 、 自动、 准确 计量的 目的 , 使
钢 坯 秤 能 够 更 好 地 满 足 生 产 工 艺 需要 。
关键词 : 钢坯秤 改进设计 称 重 计 量
中图分类号 : T H7 1 5 . 1 9 4
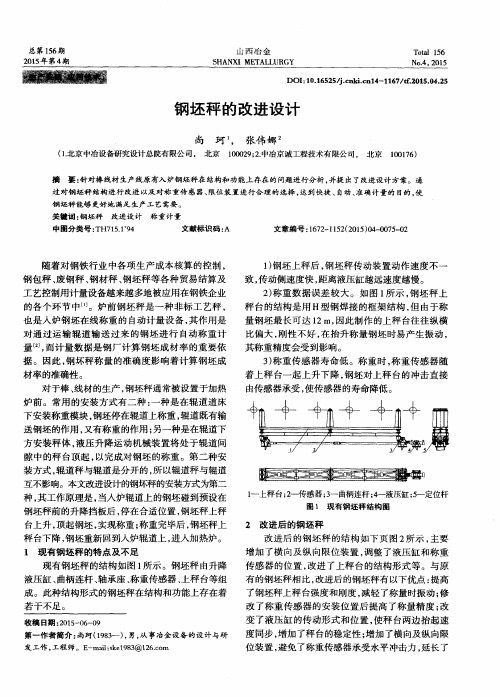
3 ) 称重传感器寿命低 。称重时 , 称重传感器 随
着上秤 台一起上升下降 , 钢坯对上秤台的冲击直接
由传感器承受 , 使传感器的寿命降低 。
下安装称重模块 , 钢坯停在辊道上称重 , 辊道既有输 送钢坯 的作用 , 又有称重的作用 ; 另一种是在辊道下 方安装秤体 , 液压升降运动机械装置将处于辊道间 隙中的秤台顶起 , 以完成对钢坯 的称重。第二种安 装 方式 , 辊 道秤 与辊 道是 分 开 的 , 所 以辊道 秤 与辊 道
钢 坯 秤 的 改进 设 计
尚 珂 , 张伟 娜
薄板坯连铸钢包回转台电子秤的改进
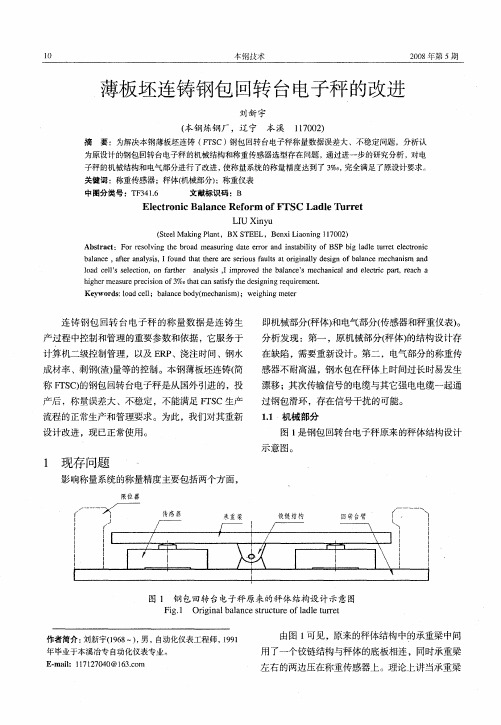
器 。但实际上无论是加工 、 安装或钢包就位位置变 化等原 因都不可能使铰链结构部分处于完全 自由
状态。如果真的能做到这一条 ,这个铰链结构也就 失去存在 的意义了。因此在实际使用 中钢包的重量 是通过承重梁 同时传递给两个 称重传感器 和中间
依据上述分析 ,对原来的秤体结构和电气部分
11 机 械 部分 .
图1 是钢包回转台电子秤原来 的秤体结构设计
示意 图 。
1 现存问题
影响称量系统的称量精度ห้องสมุดไป่ตู้要包括两个方面,
限位 器
= j
I / .
/ 广 1 —1 、
;
j/
! / ,
[ 、 、 \
.
r1 —1
\ l
\
l/ l
’
I
f
I
l
}
l \
、
图 1 钢 包回转 台电子秤原来的秤体结构设计示意图
F g 1 Org n l aa c tu t r f a l re i. i i a ln e s c u eo d et r t b r l u
作者简介 : 刘新宇( 6 一 , , 1 8 )男 自动化仪表 工程师 , 91 9 19
Absr c :F rr s l i g t e b o d me s rn ae e F r a d i sa i t f BS i a l u te e t n c ta t o e o v n h r a a u i g d t ro n n tb l y o P b g ld e t ̄e lc r i i o
b ln e, f ra ay i, o n h tt e e ae s r u a l t rg n l e i n o a a c c a im n aa c a t n l ss If u d t a h r r e o sf u t a i i al d s fb ln e me h n s a d e i s o y g
H型生产线钢坯称重液压系统优化

【 摘 要】 本 文对型钢 生产线称 重机 液压站进行分析 , 优化 了液压 系统主要工作元件 , 实现 了液压 系统安 全, 稳定运行 , 为称重 系统提 供 了 可靠保障。
【 关 键词 1 称 重机 ; 液压 系统; 系统优化 0 前言
莱钢大 H型钢生产线异形坯称重机安装 于加 热炉人料延伸 辊道 之间 . 装 机量 为四个 . 负责 称量从连铸机输送来 的坯料重量 。 自我厂投 产以来 . 由于该 称重系统不适 应现场生产环节 . 故 障频发 , 并且 维护困 难, 易造 成系统的二次污染。 由于该系统是我厂生产的第一道工序 , 它 的工作状态直接影 响到我厂的成本核 算指标 . 因此 。 我车 间对称 重机 液压系统进行 了优化改造 . 在降低设备 故障率 的前提 下 . 简化 了维修 过程 . 减少设 备损坏 . 提高使用 寿ቤተ መጻሕፍቲ ባይዱ 。
1 现 状 分 析
1 . 1 泵组的安装设计 不符合现场维护 要求 。 在原设计 中, 称重机 液压站为 泵体 内置立式结 构 , 泵体 和驱动电 2 优 化 方 案 机垂直布置于油箱顶 部 , 泵体安置 于油 箱内部 , 电机顶置于油箱 上部 针对原设计 中的不完善点 .我车 间决定对此系统进行优化改造 . ( 见图 1 ) 。 以此减少设备的损坏 . 延 长设备 寿命 2 . 1 改变液压站的布置方式 将泵组立式布置改造为泵组 卧式布置 , 将立式内置柱塞泵改为卧 式外置叶片泵 。改造后的液压 站泵体 和电机都在油箱一侧 . 且连接有 截止阀 , 当更换泵体时关 闭截止 阀 . 就可进行检修作业。 更换 电机仅需 停站 即可 , 不需要抽走油液 . 改造后设备维护方便 . 维修作业时间显著 缩短 . 且不会造成油液的二次污染 2 . 2 增大油箱容积 原液压站油箱容积为 4 0 0 L. 现增大为 6 0 0 L. 液压油液可在较大的 油箱 中更加充分 的冷却循环 。 由此降低 了油品 的使用周期 . 降低了油 液 的温度 。 同时也有利于沉淀油液 中得杂质 . 提高了油液 的清洁度 . 更 好 的保障系统 的稳定运行 2 - 3 泵 出口增设电磁卸荷 阀 在泵 出口处增设 电磁卸荷 阀. 当称 重机不工作时 . 液压泵处于卸 图1 改造前称重机液压站结构简 图 载状态 , 这 时系统 的压力为零 , 与之相关 的设备均处于较低 的工作强 由此可 以减少设备的损坏 . 有效 提高 了液压泵 的使用寿命 . 同时 在实 际运行 中. 这个液压站存在诸多问题。 由于工作环境恶劣 . 且 度下 , 电磁卸荷 阀的使用也可以减 少功率损失 . 降低油液温升 系统采用 间歇加 载式 . 内置式柱塞 泵和 电机经 常出现故障 . 且 每次更 . 4 控制阀组 中增加减压阀 换泵组或 电机时 . 都必须停站。 由于泵体 的位置安装在油箱 内部 . 每次 2 当称重机带动钢坯下落 时 .会对液压缸底部形成较大的冲击 . 我 更换时 . 都要将油箱 内油液抽空 . 然后 打开油箱侧面孔 E 1 . 由于作业空 车 间在控制阀组件中增加了一个单 向减压 阀. 压力设定为 5 0 B a r , 当钢 间狭小 . 检 修人员只能通过侧 面人孔 . 将泵体 固定螺栓及 内部 管路拆 作用在 有杆腔 的系统压力 为 5 0 B a r . 相 比改造 前的 8 0 B a r . 卸下来 , 然后才可以更换电机或进行其他作业 。 在安装时 . 同样必须重 坯下落 时 , 也最大限度 的减 小冲击 . 延长 了液压缸的使用 复上述过 程 . 由于每次更换作业 都要打开人孔进入 到油箱 内部 . 因此 可 以减少很大 的压力 . 造成职工 劳动 强度大 . 效率低 . 且检 修作业过程 中极易对油箱及 油液 寿命
板坯连铸机钢包回转台称重梁结构改进

第 39卷 2021年 第 3 期(总第213期)
罐 时 钢 水 罐 支 座 容 易 滑 出 称 重 梁 接 触 面 ,造成生 产 事 故 。因 此 ,必须在原包臂两侧防碰撞装置上 增加挡板,保证钢水罐安全顺利座罐。
易 积 渣 ,积渣的高度很容易高于接触凸点,使钢水 称 重 梁 接 触 点 ,减小称重梁本体上表面与钢水罐
罐与称重梁的接触点(4个 凸 点 )受力 不 均 匀 ,在生 支 座 的 接 触 面 积 。② 取 消 原 始 设 计 定 位 轴 、缓冲
产 中 钢 水 罐 处 在 一 个 倾 斜 状 态 ,最终影响包臂对 套 。③ 更 改 传 感 器 的 安 装 方 式 ,使 其 灵 活 耐 用 。
技术改造与改进
第 39卷 2021年 第 3 期(总第213期)
板坯连铸机钢包回转台称重梁结构改进
吕成新苏宽 (鞍钢股份鲅鱼圈钢铁分公司炼钢部营口 115007)
【摘 要 】 针 对 鞍 钢 股 份 鲅 鱼 圈 钢 铁 分 公 司 炼 钢 连 铸 大 包 回 转 台 包 臂 称 重 系 统 称 重 传 感 器 受 力 不 均 、重量
检 测 不 准 确 等 缺 陷 ,采 用 分 离 式 称 重 梁 结 构 进 行 改 进 ,同 时 增 加 了 冷 却 防 护 装 置 和 设 计 合 理 的 外 形 结 构 。 改造 后 的 称 重 系 统 提 高 了 耐 高 温 、抗 冲 击 、防 钢 水 飞 溅 能 力 。
Improvement of Ladle Turret Weighing Beam Structure of Slab Continuous Caster
泰钢炼钢板坯计量秤的优化

一
引轨
引轨
图 1
车上秤时造成的秤体震动 ,如图 2 所示 。
称 量轨 改造前 f 轨
[二=二二] .. :
● ● .
[二=二 二]
改造 前 ,小车 上秤到连 接处震 动较 大 ,而 且引轨 及秤 体 容易造成 移位 。大约 每半 月需 调 整一次 。
称量 轨 引轨
改造后
改造 后 ,小车上秤 无震 动 ,秤 体 自改造后 无移位
图 2
实施三:添加小车简易限位装置 ,减小对秤体 造成 的侧 向力 。同时协调操作工调整小 车抱 闸装 置,达到紧度适宜 , 满足使用要求 ,如图 3 所示 。 实施 四:根据板坯秤 的量程确定负载量 ,用
板坯制作标秤物 。制定 了标准规范 ,司秤员每班
B l l
“
| | 誓 曩 誊零鬃 | || 誓 毫l| 菇 誊
誊 毒 曩 囊 ≯
| \ 谚 。 |
鬈/ _j 、 ,。 / 、、
薯警
蓦 尊 — 誊 _ |I l 孽碧 ≯薯 |
\
| ,
誊 | / 一
jj 一 一_ 誊 \i, ■ \ 委 ≮ 一一
谚 ≯誊\l; j ≯ \ 雾 t . 镕 | 誊 雾≯誊 i
}后 趟
( | 螽§每 善 ≯ 甓 \黪 二 - 一 —_
|§黪 _ g簿一 ∥譬 | | 黪| i _,
|0 羹
\i 参 一 一 _
坯 秤 的限位 效果 ,如 图 1 示 。 所
改造前 .承雁 柱与挡 块无 间隙卡 死 ,容 易给秤体 造 成侧 向顶力 ,易造 成角差 ,影 响称量 准确性 。
修 磨挡块 ,使承 压柱 与挡块 有 ( 卜2 mm 隙。 ) 间
基于计算方法的钢坯长度自动测量系统设计

基于计算方法的钢坯长度自动测量系统设计钢铁工业是国民经济发展中的重要支柱产业,钢坯的生产和加工过程中,对于钢坯长度的准确测量是至关重要的。
传统的手动测量方法既耗时又精度有限,因此建立一个基于计算方法的钢坯长度自动测量系统是十分必要的。
本文将介绍该系统的设计方案及实现过程。
一、系统设计方案1. 系统硬件部分系统硬件主要包括图像采集设备、计算机和显示设备。
图像采集设备将用于拍摄钢坯的图像,一般采用高分辨率的工业相机;计算机将作为系统的核心部件,负责图像处理和计算;显示设备用于显示测量结果。
2. 系统软件部分系统软件包括钢坯图像处理算法和测量算法两个主要部分。
钢坯图像处理算法将用于提取出钢坯的轮廓,并进行图像增强和去噪处理;测量算法将根据钢坯的轮廓计算出其长度。
二、系统实现过程1. 数据采集首先需要使用图像采集设备拍摄钢坯的图像。
为了保证测量的准确性,在拍摄时应注意光照均匀,背景清晰,避免出现逆光或阴影情况。
2. 钢坯图像处理通过图像处理算法对采集到的钢坯图像进行处理,提取出钢坯的轮廓。
常用的处理方法包括边缘检测、二值化和轮廓提取等。
此外,还可以采用图像增强和去噪处理方法,以提高后续测量的准确性。
3. 钢坯长度计算根据钢坯的轮廓,可以利用测量算法计算出钢坯的长度。
一种常用的方法是基于图像边缘像素点的距离计算,即将所有边缘像素点的距离相加,得到钢坯的长度。
还可以根据轮廓的数学模型利用曲线长度计算公式进行计算。
4. 结果显示与输出最后,将测量结果显示在显示设备上,并可以进行数据输出。
同时,为了验证测量结果的准确性,可以通过与人工测量结果的比对进行误差分析。
三、系统优化与改进为了提高系统测量的精度和稳定性,可以进行以下的优化与改进:1. 采用更高分辨率的图像采集设备,以获得更清晰的钢坯图像。
2. 针对不同形状和尺寸的钢坯,设计适应性强的图像处理算法和测量算法。
3. 引入自动对焦技术,确保图像的清晰度。
4. 增加光照控制系统,避免光照不均对测量结果的影响。
关于冶金钢坯辊道称量装置的设计应用简介
关于冶金钢坯辊道称量装置的设计应用简介余姚市通用仪表有限公司罗伏隆[摘要]钢坯连铸生产,是钢铁冶金企业的重要生产线。
钢坯产品下线或进入轧钢续轧工序,都需要对钢坯实物进行称重作业。
钢坯和钢材生产都需要在线称重计量。
冶金辊道工作现场,属高温环境、不利因素较多;辊道为连续工作方式。
传统型结构电子秤不能适应在线计量需要。
杠杆式辊道称量装置,模块化、杠杆式机械手结构。
承载器(秤体)固定于辊道的一侧,仅载物台位于辊道之间;辊道运行对称重传感器基本无冲击,称重受力直接,计量准确度高。
称量装置安装时,无需对原辊道进行改造,制造简单、方便,整体成本降低。
[关键词]钢铁企业;生产线;钢坯钢材;称量计量;辊道;杠杆式机械手;高温环境[中图分类号]TH715.1+92[文献标识码]B[文章编号]1003-5729(2021)11-0015-06Design and Application of Weighing Device for Metallurgical Billet Roller TableArticle abstract:Billet continuous casting production is an important production line of iron and steel metallurgical enterprises.When billet products are off-line or enter the continuous rolling process of steel rolling,it is necessary to weigh the billet.Billet and steel production need on-line weighing and measurement.The working site of metallurgical roller table belongs to high temperature environment with many adverse factors;The roller table works continuously.The traditional structure electronic scale can not meet the needs of on-line measurement.Lever roller weighing device,modular,lever manipulator structure.The carrier (scale body)is fixed on one side of the roller table,and only the loading table is located between the roller tables;The roller table runs symmetrically,theweight sensor basically has no impact,the weighing force is direct,and the measurement accuracy is high.When installing the weighing device,there is no need to transform the original roller table,the manufacturing is simple and convenient,and the overall cost is reduced.Key words:iron and steel enterprises;production line;billet steel;weighing and metering;roller;lever manipulator;high temperature environment一、前言钢坯连铸生产,是钢铁冶金企业的重要生产线。
热轧平整分卷秤改造的设计方案

热轧平整分卷秤改造的设计方案1. 热轧平整分卷秤系统的现状热轧平整分卷秤是钢铁工业中常见的一种设备,用于对热轧薄板或中板进行重量计量和分卷处理。
现有热轧平整分卷秤系统通常采用机械式秤表,具有计量不准确、维护成本高、人工操作工作强度大等缺点。
因此,需要对现有系统进行改造以提升其计量精度和操作效率。
本文针对热轧平整分卷秤系统进行设计方案的改进研究和探讨。
2. 设计方案选取针对热轧平整分卷秤系统的改造,我们选取了电子式秤表技术,采用称重传感器、计算机数据处理和显示传输系统等设备来实现计量,具有计量准确、调整方便、维护容易等优点。
3. 系统设计方案3.1 称重传感器的选型与布置根据热轧平整分卷秤系统的特点和需求,选用称重传感器,传感器分布布置在机架、辊子、传动轴等部位,利用高精度压电晶体传感器加以测量,可以实时检测物体重量,并将数据传输给计算机进行数据处理。
3.2 计算机数据处理系统的设计计算机数据处理系统是热轧平整分卷秤系统的重要组成部分。
我们选取了高性能计算机,并根据需要选择合适的计算机软件对数据进行处理和存储管理,实现了数据实时监控、数据存储和报表制作。
3.3 显示传输系统的设计显示传输系统通过实现传感器数据与计算机数据的相互传输,实现了数据的实时监控和记载。
本系统采用液晶显示屏,将实时传输的重量数据直接显示,以便操作人员快速准确地获取数据。
4. 设计方案效果通过对热轧平整分卷秤系统的改造,我们解决了现有系统计量精度低、维护成本高、人工操作工作强度大等问题,达到了提高计量精度、操作效率的目的,在实际应用中取得了良好的效果和广泛的应用。
钢铁企业工序计量存在问题与改进措施

钢铁企业工序计量存在问题与改进措施摘要:目前,钢铁企业的材料计量存在诸多问题,尤其是工艺测量水平有待提高。
信息化建设水平低,测量设备使用寿命长,设备维护水平低,严重影响了测量数据的准确性和可靠性。
针对这些问题,本文提出了相应的改进措施。
关键词:钢铁企业;工序计量;改进措施工序计量是物资计量管理范畴的重中之重。
从焦化,高炉炼铁,连铸板坯到成品轧制,每个工艺之间的材料计量贯穿公司的主要生产工艺 - 主要生产工厂。
另外,生产过程中所需的材料量很大,并且使用越来越多种材料。
各种材料的测量精度直接影响产品质量和生产成本。
目前,钢铁行业投入的基础测量设备很少,过程测量过程仍然不足。
它们之间的测量过程尚未实现使用实时准确的测量数据来指导生产实践并支持公司的财务成本核算。
因此,解决过程测量中存在的问题,提高过程测量水平是深化钢铁企业物料计量控制的最佳手段。
一、工序计量现存问题1.1设备维护不足设备维护水平在设备运行中起着至关重要的作用。
由于过程之间的测量设备数量众多,所有维护不仅需要维护人员足够的专业知识,还需要大量的备件支持。
有些企业不重视设备的维护,缺乏足够的专业维修人员。
设备维护水平低导致设备运行不良,不能满足精确测量的要求。
1.2信息化建设不足据统计,由于测量设备不足,一些钢铁生产线无法测量投入生产的材料量。
他们只能根据材料包装的重量计算投入生产的材料数量。
但是,所交付材料的重量受到包装的完整性或材料供应商的测量水平的限制,这不能保证与材料的实际重量相匹配。
因此,交付的材料数量已不能满足精细生产的要求。
此外,手动计算操作员输入的材料量将使最终的材料使用数据受到人为因素的影响,增加了不确定性。
1.3计量设备使用年限长虽然有些企业在生产车间配备了测量设备,但使用寿命长,表,缓冲器,传感器等测量设备的老化,特别是称重传感器的老化,对测量精度起着决定性的作用,最终测量数据的不准确性。
二、现状分析2.1炼钢生产的特点1) 目前,部分钢厂年生产能力为350万吨钢,方钢,板坯生产线可生产:普通碳钢,低合金钢,焊接钢,冷墩钢,抗震加固,制造st 12系列,管线钢,弹簧钢,硬钢丝系列,标准系列钢,汽车钢梁板等60多种钢材产品。
炼钢转炉出坯秤计量信息自动采集系统的改造
炼钢转炉出坯秤计量信息自动采集系统的改造耿秀英【摘要】This article introduces the measure system of converter billet weight and fineness by collecting steel billet signal from positive rotation and reverse of roller motor online using PLC , during using Yanhua PCI switch card and the switch quantity signal. According to the roller motor forward and reverse and into the furnace signal ,the VB software is used to accurately determine the weight and number of collection, preservation and storage of each batch of basic infor-mation, measuring a single print and class daily report, reducing the artificial interference of the weight and the number of errors. Through the measures above, the measurement dissent were reduced, the efficiency and the level of automation of metering weighing operation were raised.%文章介绍了为了在线准确计量炼钢转炉出坯重量和支数,利用炼钢PLC柜采集的钢坯辊道电机正转、电机反转和入炉(或有钢)信号,使用研华PCI开关量卡,引入开关量信号,根据辊道电机正转、反转和入炉信号使用VB软件来准确判断重量和支数的采集、保存及基础信息入库,实现各批计量单打印和班日报表统计,减少了因人工干预造成重量和支数的错误,减少了计量异议,大大提高了工作效率,提高了计量司磅作业管理的自动化水平。
钢坯提升机称重液压系统的设计 毕业设计

摘要钢铁企业以其特有的生产方式和特有的原料与产品,使其与称重计量有着密不可分的联系。
在钢铁企业里的所有计量工作中,称重计量放在重中之重。
而在我国工业企业里唯有冶金企业对称重计量要求更为突出。
抓好冶金企业的称重计量工作是冶金生产顺行与发展的需要。
本设计主要是对钢坯提升机称重液压系统的设计。
其液压系统中的执行机构动作和系统的稳定将直接影响到称重精度,如果液压系统中的执行机构出现不稳定或者液压系统出现不稳定将会对称重精度和设备带来严重的后果。
根据对钢坯提升机称重液压系统工艺要求,在生产过程中液压系统要完成以下动作,液压缸:快速提升;液压缸:缓慢提升;液压缸:停止(电子称重设备称重);液压缸:缓降;液压缸:快降;液压缸:停止(完成一个称重周期)。
钢坯提升机称重系统主要是轧钢厂用于称量进入加热炉钢坯的重量,以便为检查、分析钢坯在加热过程中的烧损情况,而为精确计算成材率,提供参考数据的装置。
考虑由于钢坯表面的氧化皮受提升机振动的影响而脱落在压力应变电阻片(电子称重设备)上,影响称重精度,导致其不能正常使用。
采用钢坯提升机称重系统能很好的处理由钢坯氧化脱落带来的影响。
几亿吨的铁矿石和辅料,经过多道工艺周转变成近亿吨钢材,每一步都承受着巨额计量。
从排岩到采矿,从磨矿到选矿和铁精矿输出,从烧结的配料到烧结矿的输出,从炼铁的配料到铁水的输出,从炼钢的配料到连铸坯的形成,钢材的轧制与输出,它们承受着最大的计量数额。
关键词:称重计量;液压系统;精确计算;钢坯提升AbstractIron and steel enterprises with its unique mode of production and unique raw materials and products to match the weight measurement is inextricably linked. Weight measurement on the top priority in all metrological work in the iron and steel enterprises. Only metallurgical enterprises in China's industrial enterprises, more prominent weight measurement requirements. Anterograde and development of metallurgical production needs to grasp the weight measurement of the metallurgical enterprises.This design is the design billet hoist weighing the hydraulic system. Executive body movements and stability of the system in its hydraulic system will directly affect the weighing accuracy, if the implementing agency in the hydraulic system instability or hydraulic system instability will have serious consequences for weighing accuracy and equipment. Billet upgrade a machine weighing hydraulic system process requirements, the hydraulic system to complete the following actions in the production process, hydraulic cylinders: rapid promotion; hydraulic cylinder: slow improvement; hydraulic cylinder: stop (electronic weighing equipment, weighing); hydraulic cylinder : slow down; hydraulic cylinder: quick drop; hydraulic cylinder: stop (completion of a weighing cycle).The billet hoist weighing system is to enter the weight of the furnace and billet rolling mills used for weighing, in order to check the analysis of the burning of steel billet in the heating process for the accurate calculation of the finished product rate, to provide reference data for the device. Consider off in the pressure strain resistance film (electronic weighing devices) on the hoist vibration due to the slab surface oxide, affect weighing accuracy, and result from normal use.Hundreds of millions of t of iron ore and accessories, multi-channel technology turnover into a hundred million t of steel, every step under a huge amount of measurement. From the row of rocks to the mining, dressing and iron ore concentrate output from the grinding, sintering ingredients to the output of the sinter from ironmaking ingredients to the hot metal output from the steel-making ingredients to the formation of billet, steel rolling and output them to withstand the greatest amount of measurement.Keywords: Weight measurement; Hydraulic system; Accurate calculation; Billet lifting目录前言 (1)1 系统设计方案的确定 (2)1.1设计要求 (2)1.11 液压系统控制的机械动作 (2)1.2主要技术参数 (2)1.3系统驱动方案的选择 (2)1.4控制方式 (3)1.5 草拟液压系统原理图 (3)2 执行元件主要参数的计算与选型 (4)2.1液压缸计算与选型 (4)2.1.1 液压缸主要参数计算与选型 (4)2.1.2 液压缸校核 (5)3 泵与电机 (6)3.1泵的计算 (6)3.1.1 确定泵的工作压力 (7)3.1.2 确定泵的流量 (7)3.1.3 泵的安装 (7)3.2电机的选择 (8)4 液压元件的选择 (8)4.1泵入口液压阀的选择 (9)4.1.1 溢流阀的选择 (9)4.1.2 截止阀及减震喉管的选择 (9)4.1.3 单向阀的选择 (9)4.2执行元件控制阀的选择 (9)4.2.1 提升液压缸回路阀的选择 (9)5 辅助元件的选择计算 (10)5.1油箱的设计 (10)5.1.1 油箱尺寸的确定 (11)5.1.2 油箱安装 (12)5.2工作介质的选择 (12)5.3冷却器的选择与计算 (12)5.4加热器 (14)5.5管路选择 (15)5.6吸油过滤器的选择 (16)5.7回油过滤器的选择 (17)5.8空气滤清器的选择 (17)5.9液位液温计的选择 (18)5.10压力表的选择 (18)5.11联轴器的选择 (18)5.12放油阀的选择 (18)5.13隔板 (18)5.14油箱清洗端盖 (18)5.15液压系统的日常维护和定期检查 (19)6 控制阀块的设计 (19)6.1.1 设计原则 (19)6.1.2 控制阀安装 (20)6.1.3 注意事项 (20)结论 (20)参考文献 (21)致谢 (22)前言钢铁企业以其特有的生产方式和特有的原料与产品,使其与称重计量有着密不可分的联系。
称重产品短装改善对策分析
称重产品短装改善对策分析
涉及称重产品短装的改善对策分析,我可以给予一些一般性的建议。
首先,短装是指产品的实际重量少于标称重量。
针对短装问题,可以考虑以下对策:
1. 加强质量管理:建立完善的质量管理体系,包括进货验收、生产过程控制、产品出厂质检等环节,确保产品的重量符合标准。
2. 引入自动化设备:采用自动化称重设备,提高称重精度,减少人为因素对称重误差的影响。
3. 加强供应链管理:与供应商建立紧密的合作关系,确保供应方提供的原材料符合质量要求,减少原材料的变质、丢失等情况。
4. 提高员工培训:加强对操作员的培训,使其掌握正确的操作方法和严格的质量控制要求,减少人为失误造成的短装问题。
5. 增加质量抽检频率:加大对产品质量的抽检力度,及时发现并纠正问题,并对问题严重的供应商进行整改或更换。
6. 合理设置补货机制:对于出现较多短装问题的产品,及时通知相关部门进行补货,并加强供应链的管理和监控,确保及时补货的质量符合要求。
请注意,以上建议仅供参考。
具体的改善对策需要根据企业实际情况和产品特点进行分析和制定。
冶金起重机电子称重系统精度提高的措施
冶金起重机电子称重系统精度提高的措施摘要:钢铁企业不断向前发展,工艺水平也有所提升,因此,称量系统中的起重机电子称重使用越来越频繁,也越来越重要。
冶金起重机电子称重系统也包含在内。
冶金起重机电子称重系统的组成部分较多,有传感器、信号变送器、控制仪表、大屏显示器、电缆附件等等,在冶金作业中,对工艺进行称重,操作省时,可以连接互联网,进行程序化操作。
本篇文章将探讨冶金起重机电子称重系统精度提高的措施,将冶金起重机电子称重的便利使用最大化,提高冶金作业质量。
关键词:冶金起重机;冶金起重机电子称重系统;措施前言:在钢铁企业中,冶金起重机是较为重要的作业工具。
为了能够更好的进行金属冶炼、扎制和热加工工作,需要操作人员和相关钢铁企业不断精进电子称重系统,让冶金起重机电子称重系统在作业中可以发挥其作用,有效进行工艺称重,科学实施冶金作业。
如何提高冶金起重机电子称重系统,是亟待解决的问题,需要时间和人力去做出改变。
1冶金起重机电子称重系统问题1.1.环境温度引起误差冶金起重机电子称重系统在作业时,周围环境的温度会直接影响到冶金起重机电子称重系统的正常作业,可能会因为周围环境的温度变化,影响测量值的准确性,导致在测量过程中出现数值的误差性。
例如,周围环境从温暖舒适的零上温度降到偏寒冷的零度,就会出现零点漂移现象[1]。
因此,如何根据冶金起重机电子称重系统周围环境的温度进行作业调整,维持冶金起重机电子称重系统的正确测值,是目前必要解决的问题。
1.1.传感器类型较多传感器是冶金起重机电子称重系统在作业时的必要装置,它可以将力转换成电信号。
传感器的作用可以影响到冶金起重机电子称重系统的称重数值,也就是说,可能会导致称重数值出现误差,或者称重数值一直处于不稳定状态。
传感器的类型较多,每一个类型的传感器特征也截然不同,需要相关操作人员在挑选时极为慎重,在了解每一种传感器的类型的前提下,结合实际情况,采购传感器。
1.1.传感器的安装操作不规范传感器的安装是有相关操作标准的,如果在安装时,相关操作人员不按照标准安装传感器,可能会导致传感器安装位置不对,造成传感器水平偏差、传感器受力不够均匀等问题,影响冶金起重机正常运行。
一种改进型高精度定量称重系统的设计

一种改进型高精度定量称重系统的设计
孙春虎;方愿捷
【期刊名称】《包装与食品机械》
【年(卷),期】2023(41)1
【摘要】针对传统定量称重系统存在的精度低、误差大且不稳定的问题,基于PLC 平台设计一种新颖的改进型高精度定量称重系统。
提出改进型称重系统的结构框图;从I/O地址分配、闭环转速控制电路设计和称重电路设计3个方面对PLC系统的硬件电路进行设计;对细给料精确控制方法进行研究,提出一种新颖的定量称重系统控制策略;搭建PLC试验平台,进行传统称重试验和改进型称重试验。
试验结果表明,改进型系统测试误差<2.5%,较传统系统测试误差小、精度高、系统稳定、可靠性高。
研究为提高产品包装精度和速度,提升劳动效率提供参考。
【总页数】6页(P86-90)
【作者】孙春虎;方愿捷
【作者单位】巢湖学院电子工程学院
【正文语种】中文
【中图分类】TB486.2;TH165.2
【相关文献】
1.一种煤矿压磁称重定量装载系统的设计及实现
2.基于改进型限幅平均滤波法的高精度称重系统研究
3.磷酸定量自动灌装机—高精度定量称重的研究开发
4.间歇式
改进型积分分离PID控制算法在定量包装称重系统中的应用技术研究5.论绿色建筑材料在房屋建筑工程中的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I pr v me sg f t o m e g n y t m m o e ntDe i n o he Bl o W i hi g S s e
XUE Fe g ,J Qu n y n n U a — o g ( . h he C mpn f asa o & Sel t . Man hn2 3 1 ,C i I T e el o a yo nhnI n W Ma r te Ld . asa 4 0 1 hn a
i g r plc me tfe u n l r e o v d e f c iey b mp o i g org na i hi g s s e . n e a e n r q e ty a e r s l e fe tv l y i r v n i i lweg n y tm
过 对 称 重 系 统 的 技 术 改 造 , 效 地解 决 了 称 重 测 量 不 准 及称 量 感 应 器 件需 要 经 常 更 换 的 问题 。 有
关 键 词 : 重 ; 压 系 统 ; 压 泵 ; 进 设 计 称 液 液 改 中 图分 类 号 : 3 TH 1 7 文献标识码 : A 文 章 编 号 :6 2 5 X( 0 7 0 1 7 —7 5 2 0 ) 3—0 2 —0 01 3
1 称 重 系统 改 造 前 后 的 情 况
1 1 改造 前 的称重 系统 .
统 , 准确 与否直 接关 系生 产 的质量 及 经济 效 益。 其
由于 生产现 场环境 的 复杂性 , 重设 备 在现 场 称 的耗损 是 十分 巨大 的 , 一方 面会 影 响生 产 中计量 的 准确性 , 接地 带 来 巨大 的经 济 效 益 损 失 ; 一 方 间 另 面称重 设 备使用 寿命 的降 低 , 也会增 加称 重 设 备维 修 和更 新 上 的投 入 。 马钢车轮公 司在 钢坯切割工 序使用 了奥地 利 的 硬质合金 圆盘冷锯设备 。在该 套设备 中使 用称 重 系
统对 切下 的钢 坯进 行重 量 检测 , 判定 钢 坯 重量 是 以
在 旧 的称重 系 统 中 , 测量 元件 与称 重 台采 用 刚 性 连接 方式 , 完 的 钢 坯 直 接在 称 重 台 表 面拖 动 。 切 采用 这种 结 构 , 致 了 两 个 问题 : 导 一是 测 量 元 件 直 接 承受 拖 动时 的摩 擦 力 , 造成 元 件 寿 命 低 ; 是 摩 二
Ke r s:wegh n y wo d i i g;hy r ui y t m ;hy r ui u p;m p o e e e i n d a l s se c da l p m c i r v m ntd sg
物 料 的称 重 系统 在 生 产 中具 有 重要 作 用 。在
原料进 入 以及成 品 出厂 等场 合 会 经 常 使 用 称 重 系
h d a l o t h e weg i g s s e a d t e r f r n ed t ft e r lt e e u p n s r i— y r u i r u e i t en w ih n y tm n h e e e c a ao h ea i q i me t ed s c n v a c se l .Th r b e f i h n y t m i ly n n o r c n s n i h n n u t rr q i— u s d as o ep o lmso g i g s s e d s a i g i c r e t e sa d weg i g i d co e u r we p
擦 力不 能 传递 到底 座 , 长期使 用后 , 重 台坍 塌 , 称 不
能工 作 。 以上两 个 问题 的存 在 给 生产 带 来ห้องสมุดไป่ตู้了 很 大
影 响 , 常更 换 称 重 设 备及 其 零 部 件 , 加 了生 产 经 增
费用。 1 2 改 造 方 案 及 改 造 后 的 系 统 .
20 0 7年 9月
钢 坯称 重 系统 的 改 进 设 计
薛 峰 ,鞠 全 勇
(. 鞍山钢铁股份有限公司车轮公司 , 徽 1马 安 马鞍 山 2 3 1 ; . 陵科 技 学 院 机 电 工 程 学 院 ,江苏 4 0 12 金 南京 200 ) 1 0 1
摘
要 : 绍 了物 料 称 重 系统 的改 进 方 案 , 介 阐述 了新 称 重 系 统 的油 路 系 统 的 设 计 及 相 关 设 备 的 参 数 的设 计 。通
否符 合工艺规 定 的投 料重 量 。由 于设 计 原 因 , 系 该 统 的结 构不稳 定 , 以长期 可靠 运 行 。针 对称 重 设 难
为 了解 决 旧系 统存 在的 问题 , 笔者 制定 了改 进
2Jni ntue f eh o g , n n 1 0 1 C ia .i n Istt o cn l y Naj g2 0 0 , hn ) lg i T o i
Absr c :Thei pr v m e c m e o he m ae ilw eg i g s s e s r s a c d Th e in f ta t m o e nts he f t t ra i h n y t m i e e r he e d sg o
维普资讯
第2 3卷
第 3 期
金 陵 科 技 学 院 学 报
J OUR NAL O I I N TI FJNL NG I S TUT E HNOL GY E OF T C O
Vo123. . No. 3
Se p., 07 20