中国浮法玻璃生产设备
浮法玻璃生产技术与设备
浮法玻璃生产技术与设备浮法玻璃是一种常见的平板玻璃制造技术,广泛应用于建筑、汽车和电子等领域。
本文将介绍浮法玻璃的生产技术和相关设备。
一、浮法玻璃生产技术概述浮法玻璃生产技术是一种通过将玻璃原料熔化后,将其均匀地浮在锡液上,然后逐渐冷却和固化而制成的平板玻璃。
这种技术具有高效、高质量和低成本的特点,因此成为了主流的玻璃生产方法。
二、浮法玻璃生产工艺1. 玻璃原料准备:将石英砂、碳酸钠、石灰石等原料按一定比例混合,并进行破碎、洗净等处理,制成玻璃熔料。
2. 玻璃熔化:将玻璃熔料加热至高温,使其熔化成液态。
3. 浮法成型:将熔化的玻璃液均匀地倒在一槽锡液上,由于玻璃密度较大,所以能够在锡液上浮起来,并形成一块平整的玻璃带。
4. 玻璃冷却:玻璃带在浮在锡液上的同时,逐渐冷却,使其固化成平板玻璃。
5. 玻璃切割:将固化的玻璃带切割成所需尺寸的平板玻璃。
6. 玻璃淬火:对切割好的平板玻璃进行淬火处理,增强其强度和耐热性。
三、浮法玻璃生产设备1. 玻璃熔化炉:用于将玻璃原料加热至高温,使其熔化成液态。
2. 浮法槽:用于将熔化的玻璃液均匀地倒在锡液上,形成玻璃带。
3. 冷却系统:用于控制玻璃带的冷却速度,使其逐渐固化成平板玻璃。
4. 切割机:用于将固化的玻璃带切割成所需尺寸的平板玻璃。
5. 淬火炉:用于对切割好的平板玻璃进行淬火处理,增强其强度和耐热性。
四、浮法玻璃生产的优势和应用浮法玻璃生产技术具有以下优势:1. 高效:浮法玻璃生产线能够连续生产大量玻璃,提高生产效率。
2. 高质量:浮法玻璃具有平整度高、光洁度好等优点,适用于各种高要求的应用领域。
3. 低成本:相比传统的玻璃生产方法,浮法玻璃生产技术成本更低,能够降低产品价格。
4. 环保:浮法玻璃生产过程中的废气、废水等可以进行处理和回收利用,减少对环境的污染。
浮法玻璃广泛应用于建筑行业,如建筑外墙、窗户、玻璃幕墙等;汽车行业,如汽车前挡风玻璃、车窗等;电子行业,如显示器、太阳能电池板等。
信义700T/D浮法玻璃生产线点火

钢化 炉具 有世 界领 先 的技 术水 平 , 还包 含 追 求艺 术 的 情愫 。 T i e gas 司 不仅生 产 各种 夹层 、中空 玻璃 , ri l 公 vw s 而且 为 其 姊 妹 公 司 Lfsae R i p cA T生 产 创 意 艺术 玻 璃 e
所 需 的 钢 化 玻 璃 基 板 。Lfsa e R i p cA T是 由一 群 艺 术 e 家、 图案设 计 师组 成 的 一 家公 司 , 们将 自己 的灵 感 他 和创 意直 接绘 制在 玻璃 上 , 通 过钢 化 过程 使美 丽 的 并 图案 牢 固的 附着在 玻璃 上 , 日常 的建筑 与 艺 术完 美 令 的融 合在 一起 。 因此 , r iwgas Ti e ls 无论 对 钢化玻 璃 产 v
到 了 Ae l x的订单 。
中航 三 鑫 光 伏 玻 璃 生产 线 一 期 投产 典 礼
3月 2 8日上 午 ,在 蚌埠 —— 中 国玻 璃新 材 料 科 技 产业 园 内 , 行 中航 三鑫 太 阳能 光伏 玻璃 生产 线 一 举 期 工程 投 产典 礼仪式 。 中航 三 鑫 太 阳能光 伏 玻 璃 生 产线 一期 项 目是 蚌
在欧美 市场 , 其是 在 高端 产 品市 场 的知 名度 和 接受 尤 度普遍 较低 , 因此像 对 流炉 这样 的具有 高 技术 水 平 的
设 备要 进入 美 国是很 困难 的。 以在 与这 个 客户 的 沟 所
月 开工 建设 , 已于 2 0 0 9年 1 1月 2 8日点 火试 运行 。 该
建筑 玻璃 与工 业 玻璃 2 1 , _ 0 0N 4 o
真正 强制 对流设 备 出 口至美 国的钢化 炉 制造 商 ! 早 而 在 20 0 4年 l O月 , 内众 多钢 化炉 制造 商 中第 一 个 闯 国
浮法玻璃生产线技术说明设备说明
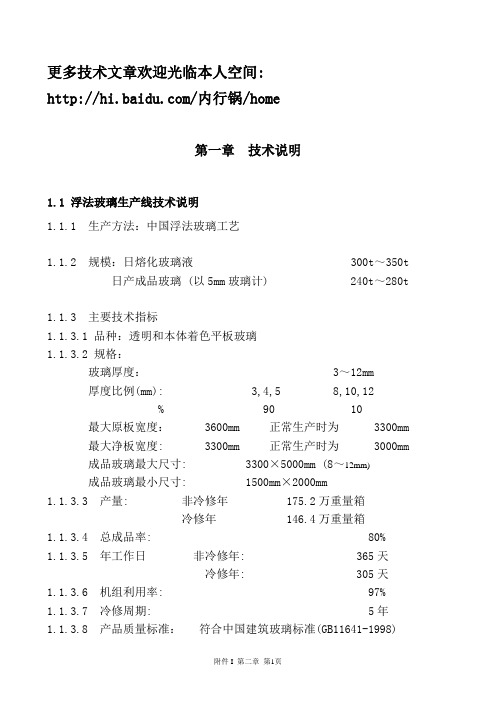
更多技术文章欢迎光临本人空间:/内行锅/home第一章技术说明1.1 浮法玻璃生产线技术说明1.1.1 生产方法:中国浮法玻璃工艺1.1.2 规模:日熔化玻璃液 300t~350t日产成品玻璃 (以5mm玻璃计) 240t~280t1.1.3 主要技术指标1.1.3.1 品种:透明和本体着色平板玻璃1.1.3.2 规格:玻璃厚度: 3~12mm厚度比例(mm): 3,4,5 8,10,12% 90 10 最大原板宽度: 3600mm 正常生产时为 3300mm最大净板宽度: 3300mm 正常生产时为 3000mm成品玻璃最大尺寸: 3300³5000mm (8~12mm)成品玻璃最小尺寸: 1500mm³2000mm1.1.3.3 产量: 非冷修年 175.2万重量箱冷修年 146.4万重量箱1.1.3.4 总成品率: 80%1.1.3.5 年工作日非冷修年: 365天冷修年: 305天1.1.3.6 机组利用率: 97%1.1.3.7 冷修周期: 5年1.1.3.8 产品质量标准:符合中国建筑玻璃标准(GB11641-1998)1.1.4 三大热工设备技术指标1.1.4.1 熔窑熔窑主要经济技术指标1、熔化量 300~350t/d2、熔化率 1.80t/ m2.d3、熔化面积 196 m24、熔化部面积 293.51 m25、末对小炉中心线外1米至冷却部末端面积 F=271.77 m26、玻璃液热耗 7327KJ/Kg(1800Kcal/Kg)7、池深 1200mm8、小炉对数 6对9、燃料消耗量 67t/d(窑老期73.7t/d)1.1.4.2锡槽锡槽主要工艺技术指标生产能力 300~350t/d玻璃原板量大宽度 3600mm生产玻璃厚度范围 3~12mm玻璃液进锡槽温度 1050~1100玻璃液出锡槽温度 600~610℃锡槽总长 45.6m锡容量~120t装机功率 3490KW锡槽冷修周期 5年耗水量 300t/d宽段长 27.8m窄段长 14.8m收缩段长 3.0m宽段外宽 7.5m窄段外宽 5.0m1.1.4.3 退火窑退火窑主要工艺技术指标生产能力300~350t/d玻璃原板最大宽度3600mm生产玻璃厚度范围3~12mm玻璃板进口处温度600±10℃玻璃板出口处温度~70℃总长87.75m内宽 4.3m电加热功率~588KW1.1.5 原料技术说明1.1.5.1 主要原料技术指标:●硅砂颗粒度:≤ 0.7mm水份:≤5%SiO2含量≥98.7%Fe2O3含量≤0.09%合格散装料进厂1.1.5.2 长石、白云石、石灰石均以合格袋装粉料进厂纯碱、芒硝、碳粉均以防潮袋装进厂1.1.5.3 原料储存1) 硅砂储存于硅砂库或堆棚内。
我国首条自主研发的超白浮法玻璃生产线在巨野投产

注: 按行 政 区域排 序
我 国首 条 自主研 发 的 超 白浮 法玻 璃 生产 线 在 巨野投 产
我 国第 一 条 自主研 发 的 超 白浮 法玻 璃 生 产线 在 巨野巨润 建材有 限公 司正式 投产 , 日产 超 白浮法玻 璃
7 0吨 。 0
高 档玻璃 加工 、精 密 电子 行业 和高 档建筑 等领 域 , 国 家大 剧 院 、 上海 歌剧 院 以及 香港 会展 中心都 有广 泛应
95906 6x3x Om ) (m
.
20 —7 2 090- l
不 国家 安全玻璃 及石英玻 合格 碎 片状 态 璃质 量监督检 验 中心
80 6 0 6 8x4x Om ) (m
.
不 国家安 全玻璃及 石英玻 20 — 7 2 合格 碎 片状 态 璃质 量监督检 验 中心 090—7
Ar hi e t ra & F c o c tcu l un ti nal Gl s _ 2 0 as No l 0l
序
口
企 业名称
产 品 名 称
商标
规格 型 号
生 产 日期 ( 号) 批
抽 查 主要 不 结 果 合 格 项 目
承检 机 构
4 1
4 2
20 0 3年 以来历 时 7年 的两 个企 业 园 区的搬 迁工 作结
束。
超 白玻 璃可 见光 透 过率 、 阳能获 得 率 、 太 紫外 线 透 过
率等 指标均达 到 了国际 同类 产 品的先进水 平 。 据 巨润建 材 有 限公 司生 产 技术 副 总 经理 常 革 庆 介绍 ,超 白浮法 玻璃 的品质 和 功 能优 于一 般 浮 法玻
.
—
教学PPT浮法玻璃成形设备
内容提要
概述 浮法玻璃及特点 浮法玻璃成形原理 浮法玻璃的拉薄及堆厚 锡槽 锡槽的保护气体 锡槽的生产操作及控制
8 浮法玻璃成形设备
1.平板玻璃的定义
指其厚度远远小于其长和宽,上下表面 平行的板状玻璃制品。
2. 分为窗玻璃、压花玻璃、夹丝玻璃、夹层 玻璃、双层中空玻璃、有色玻璃、吸热和反 射玻璃、光致变色玻璃、釉面玻璃、玻璃空 心砖、波形玻璃。槽形玻璃、镀膜玻璃等。
8 浮法玻璃成形设备
玻璃熔制、澄清、抛光、展薄、冷固退火对 应粘度值:(玻璃组成对应前表中国设计)
对于成 形区域
1、熔化澄清 2、成形 3、析晶 4、焊接 5、自由流动 6、制品出模 7、软化点 8、烧结
粘度值logη/ P
1.5~2 4~8 4~6 4~6 5 7 7.6 7~10
温度/℃
1646.7~1460.96 1037.02~707.19 1037.02~829.92 1037.02~829.92 918.29 761.60 727.56 761.6~625.98
8 浮法玻璃成形设备
对于成形区域 粘度值logη/ P
温度/℃
18、拉薄
Байду номын сангаас
5.25~6.75
19、最佳拉薄
6.5
20、最佳退火
11~12
21、应力残存
13
22、退火区段
11~14.6
23、弹性体
14.6
24、过渡为完全弹 13~14.6 性体
25、弹性体初态 12~13
893.85~777.18 793.71 594.88~568.28 545.27 594.88~514.29 514.29 545.27~514.29
浮法玻璃生产成套装备通用技术要求
ICS91.110Q 93中华人民共和国国家标准GB/T XXXXX—XXXX浮法玻璃生产成套装备通用技术要求General technical requirement for complete set of float glass production equipment添加与国际标准一致性程度的标识(征求意见稿)在提交反馈意见时,请将您知道的相关专利连同支持性文件一并附上XXXX-XX-XX发布XXXX-XX-XX实施前言本标准按照GB/T 1.1—2009给出的规则起草。
请注意本标准的某些内容有可能涉及专利,本标准的发布机构不承担识别这些专利的责任。
本标准由中国建筑材料联合会提出。
本标准由全国建材装备标准化技术委员会(SAC/TC465)归口。
本标准负责起草单位:中国建材国际工程集团有限公司、本标准主要起草人:浮法玻璃生产成套装备通用技术要求1 范围本标准规定了浮法玻璃生产成套装备的构成、技术要求、安全环保要求、安装和试车、性能测试及交货文件。
本标准适用于浮法玻璃生产成套装备的技术要求。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1234-2012 高电阻电热合金GB 2894 安全标志及其使用导则GB 5083 生产设备安全卫生设计总则GB/T 7932 气动对系统及其元件的一般规则和安全要求GB/T 8196 机械设备防护罩安全标准GB/T 10595 带式输送机GB 11614-2009 平板玻璃GB/T 14048.1 低压开关设备和控制设备第1部分:总则的要求GB 16754 机械安全急停设计原则GB/T 17888.2-2008 机械安全进入机器和工业设备的固定设施第2部分:工作平台和通道GB 18613-2012 中小型三相异步电动机能效限定值及能效等GB/T 18831 机械安全与护装置相关的联锁装置设计和选择原则GB/T 19670 机械安全防止意外启动GB/T 20641 低压成套开关设备和控制设备空壳体的一般要求GB/T 25295 电气设备安全设计导则GB/T 26336 工业通信网络工业环境中的通信网络安装GB/T 35076 机械安全生产设备安全通则GB/T 36054 浮法玻璃拉边机GB/T 50087 工业企业噪声控制设计规范GB 50435-2016 平板玻璃工厂设计规范GB 50559 平板玻璃工厂环境保护设施设计标准GB/T 50561-2010 建材工业设备安装工程施工及验收规范JB/T 3926 垂直斗式提升机JB/T 7679 螺旋输送机JC/T 532 建材机械钢焊接件通用技术条件JC/T 604 浮法玻璃退火窑3 浮法玻璃生产成套装备构成浮法玻璃生产成套装备由原料系统设备、熔化系统设备、成形系统设备、退火系统设备、冷端系统设备等构成。
TCO玻璃生产工艺及设备

TCO玻璃生产工艺及设备本文主要介绍了TCO玻璃生产工艺过程和TCO玻璃生产线的主要设备及其功能。
标签:TCO;玻璃;工艺;设备0 引言TCO部是浮法玻璃的深加工车间,有一条超白玻璃镀膜生产线,该生产线用于生产具有一定导电能力的薄膜电池基板玻璃。
1 TCO玻璃生产工艺TCO玻璃生产线主要由玻璃预处理、上片、磨边、清洗、加热、镀膜、再加热、退火、冷却、在线检测、喷粉、下片等生产工序组成。
TCO玻璃生产工艺过程分述如下:1.1 玻璃预处理玻璃预处理设备由切割机、玻璃清洗干燥机组成。
大片玻璃由装有吸盘的上片机送到上片台上;对于小片玻璃,则可由人工上片至上片台。
玻璃清洗过程主要包括普通水清洗和空气干燥。
玻璃清洗为连续进行,首先采用一般清水清洗,分冷热水二道,其中热水清洗水温35℃~45℃。
预处理后存放等待镀膜。
1.2 磨边与清洗(1)本工艺磨边为湿法磨边。
由上片机将玻璃片放在输送辊台上,进入第一次磨边,磨长边;转向后第二次磨边,磨短边。
(2)清洗分为两次,第一次使用自來水清洗,第二次使用去离子水清洗。
清洗过后将玻璃烘干。
1.3 加热本工艺采用格拉司通加热炉,格拉司通加热炉是目前世界上最为先进的加热设备,整个炉体内部各个点的温差不大于2度,保证玻璃在加热过程中受热均匀,为镀膜做准备。
两次再加热是为了保持工艺温度。
1.4 镀膜本工艺镀膜分为两种,一种是镀氧化硅膜,另一种是镀TCO膜。
氧化硅膜层直接镀在玻璃基板表面,TCO膜层镀在氧化硅膜层上。
镀膜臂将原料融合成气溶胶,在常压600度高温的情况下均匀的镀在玻璃上。
1.5 光谱性能检测在玻璃前、后处理,镀膜和过渡层沉积等工序均实现了全线在线检测、实时数据采集和自动形成图表,自主设计生产线各环节的自动控制软件及工艺窗口,实现生产线的全线自动控制。
1.6 卸片、包装、入库镀膜后的玻璃由机械或人工卸片,根据检验结果分类包装。
2 TCO玻璃生产设备2.1 TCO镀膜设备TCO部的核心设备是镀膜设备,由Beneq公司提供,由三层镀膜设备以及原料混合、供应设备组成。
第二代中国浮法玻璃技术装备创新研发技术达标要求

主 要 开发 增 加各 种 超 薄玻 璃 , 满 足 新 的领 域 和新 1 浮 法玻璃 质量品种创 新提 升技 术攻关达 标 璃 ,
要 求
要把 攻 克我 国浮法 玻璃 原 片质量 微缺 陷 多 、 稳 定
的 功能 的需要 , 尤 其要 攻 克 生产 汽 车前 风 挡玻 璃 , 既 是 质 量提 升 的标 志又是 代替 引 进 的必 须 , 拓展 在线 阳
品种 , 提 高在 线 T C O玻 璃技 术 , 增加 太 阳能利 用玻 璃 ,
延伸 电子显示屏玻璃 , 提升高档制镜玻璃等 以满足新 兴 产业 领域 、 节能建筑领域、 新型环保领域、 新 兴 汽
车 产 业领 域 等 各 种需 求 的高 品质玻 璃 生 产 技 术 为 目
高档用途不足等问题 , 致力研究原料优化技术 、 奠定
水 平 降低 2 0 %~ 3 0 %, 排 放浓度 S O 2 ≤0 . 1 1 k g / 重量箱 ,
N O ≤0 . 4 k g / 重量箱 , 颗粒物≤O . 0 7 2 k g / 重量箱。 注: ( 1 ) 确 定 以天 然 气为燃料 消耗 考量 。( 2 ) 余 热发 电 、 电助 熔辅 助 节 能措 施 扣 除之 后 计 算耗 能耗 电 。( 3 ) 鼓
产品质量基础 , 着力提升与优化熔窑熔化技术作为稳 定原片质量的关键 , 创新提升优化锡槽结构作为提升 功能 、 增 加 品种 的重要 支 撑 , 使 浮法 玻 璃 整体 技术 与
装备 水平 全 面升级 , 达 到 国际领 先水 平 。浮 法玻璃 的
标, 实现我 国浮法玻璃生产 品种全面拓展 和全面升
应用 。
日产300吨浮法玻璃窑炉课程设计
日产300吨浮法玻璃窑炉课程设计一、引言浮法玻璃是一种广泛应用于建筑、汽车等领域的重要材料,其生产过程中的关键设备是浮法玻璃窑炉。
本课程设计旨在设计一台日产300吨浮法玻璃窑炉,以满足生产需求。
二、浮法玻璃窑炉原理及流程1. 原理浮法玻璃窑炉是通过将玻璃原料加热至熔融状态后,由玻璃熔池通过浮法工艺在液面上形成一层均匀的玻璃带,然后经过冷却固化形成平整的玻璃板。
2. 流程浮法玻璃窑炉的生产流程主要包括玻璃原料的配料、熔化、成带、冷却和切割等环节。
具体流程如下:(1) 玻璃原料的配料:根据玻璃成分的要求,按一定比例配制玻璃原料,包括二氧化硅、碳酸钠、石灰石等。
(2) 熔化:将配制好的玻璃原料送入玻璃窑炉,通过高温加热使其熔化成为玻璃熔浆。
(3) 成带:熔融的玻璃熔浆在玻璃窑炉中形成一层均匀的玻璃带,通过浮法工艺在液面上浮动。
(4) 冷却:玻璃带通过冷却区域,逐渐降温并固化成平整的玻璃板。
(5) 切割:将冷却固化的玻璃板按照要求进行切割成标准尺寸的玻璃产品。
三、日产300吨浮法玻璃窑炉设计要点1. 窑炉容量:根据日产量为300吨,需要设计具备足够容量的窑炉,以满足生产需求。
2. 燃料选择:选择适合的燃料,如天然气、重油等,保证窑炉的高效运行。
3. 温度控制:合理设计温度控制系统,确保玻璃熔浆在窑炉中达到适宜的熔化温度,并且在成带和冷却过程中保持稳定。
4. 玻璃带成型:通过合理的玻璃带成型机构,使得玻璃带在浮法工艺中形成均匀、平整的带状结构。
5. 冷却系统:设计合理的冷却系统,使得玻璃带能够逐渐降温并固化成平整的玻璃板。
6. 切割系统:设计高效的玻璃板切割系统,确保按照要求将玻璃板切割成标准尺寸的产品。
四、日产300吨浮法玻璃窑炉课程设计步骤1. 确定窑炉规格和参数,包括窑炉容量、燃料种类、温度控制范围等。
2. 设计窑炉结构,包括炉体、隔热层、加热系统、玻璃带成型机构、冷却系统和切割系统等。
3. 设计温度控制系统,包括温度传感器、温度控制器和加热控制装置等。
浅谈浮法玻璃生产线冷端设备与网络结构
浅谈浮法玻璃生产线冷端设备与网络结构邮编:065000摘要:冷端设备在整个玻璃制造流程中起着十分关键的角色,它将从退火处理窑中生产出来的玻璃带进行优化切裁、解断分割、去边除碎,终于将合格商品按级别运送至码垛区,完成堆垛封箱。
近几年来冷端设备性能有了飞速的提升,其自动化、集成化程度之高已经逼近了智能化的顶点,所以人们应该了解更多冷端设备方面的专业知识。
关键词:玻璃自动化集成化设备网络前言冷端设备主要进行生产工艺流程中经过退火处理后的玻璃带(板)的各种检验、切裁掰断、表面防护、堆垛装箱,包括实现上述所有工艺流程的运输。
目前浮法玻璃生产线的规模正日益壮大,年产可达250~1000,原板宽2.4~4.5m。
2mm厚度的玻璃拉制速率已达到了1500m/h,平均每小时要切装800片玻璃,由于各道工序的频繁,切裁机器一天就要工作2万多次。
浮法生产线的一次投入,就需要全部冷端设备在3~10小时内不停地运行,再加上冷端主要采用的单轨制生产设备,如果冷端设备中的任意一个环节出现了问题,就会导致工厂被迫停工,将会对公司的产品和效益造成巨大损失。
所以需要选择性能良好、坚固耐用并且具备较好机械化和自动化程度的冷端设备,才可以达到对生产工艺的最高要求。
一、冷端设备的工艺流程(一)应急切割区。
紧急切割区分了紧急切割桥与紧急落板,其中紧急切割桥是将连续的玻璃条带断开,通过紧急落板辊道下落并加速将玻璃送到碎玻璃回收装置。
(二)炸板检测光电开关。
在应急切割区放置了一个炸板的光电开关,是专门用于检查炸板的。
但如果有任意一种光电的开关在探测不到玻璃时,都会发生报警。
(三)缺陷检测仪。
使用意大利lasor公司开发的先进的在线缺陷检测仪技术,减少了人工检查的一些问题。
(四)切割区。
切割单元由grenzebach公司所引入[1],包含了边部测试仪、测速轮、纵切桥、横切桥,以及掰断装置等。
这套装置也是我们生产的基础设备之一:1.侧部测量仪一般用于测定玻璃的边部并将此信号传递给切割桥。
浮法玻璃工厂和生产基本流
A.4 给料设备 A.4.1 电磁振动给料机 A.4.2 圆盘给料机
A.5 混料设备 A.5.1 混料设备一般以选用强制式的固定容器混料机为宜,在混料过程中
应加入适当水量。混料机一般应设吸风罩。 A.6 窑头加料设备
A.6.1 窑头料仓一般宜采用斗式提升机或胶带输送机的方式上料,并设备 密闭罩或大容积密闭室,辅以吸尘装置;对以箕斗或料罐方式上料的,应设 置敞开式吸风罩。
酸性氧化物:SiO2、Al2O3、B2O3等 碱性氧化物:K2O、Na2O、Li2O等 碱土金属氧化物: BeO、MgO、CaO等 二价金属氧化物:ZnO、PbO、CdO等 多价金属氧化物:TiO2、ZrO2等
பைடு நூலகம்
1.2辅助原料 • 辅助原料主要用以改善玻璃的熔化、澄清和成型性能或使 产品具有某些特殊性能,使玻璃获得某些必要的性能和加 速熔制过程的原料。辅助原料的用量虽少,但作用却很重 要。
定的形状,但还略带塑性。在这样的粘度下将玻璃带拉引 出锡槽,不容易断裂。粘度大于1011dPa·s时,玻璃则呈现 一定程度的脆性,容易发生断板事故。粘度小于1011dPa·s, 玻璃带在出口处常常会变形和被擦伤。
• 显然,在玻璃生产过程中,必须严格控制各工艺阶段玻
璃的粘度。一定成分的玻璃在某温度时的粘度为常数,所 以,通常只要对温度进行控制,就可以间接地控制粘度。 当然,要做到这 一点,必须掌握所生产的那种成分玻璃 的准确的温度—粘度关系。
• 根据作用的不同,辅助原料分为澄清剂、助熔剂、氧化剂
与还原剂、着色剂与脱色剂等。如加入萤石作助熔剂,加 入三氧化锑作澄清剂,加入碳粉作还原剂,加入硒、钴作 着色剂等。
• 澄清剂:As2O3、Sb2O3、硝酸盐等 • 着色剂:Mn2O3、Cr2O3等 • 脱色剂:硝酸钠、CeO2等 • 乳浊剂:氟化合物、磷酸盐等 • 氧化剂:硝酸盐、As2O3、CeO2等 • 还原剂:碳粉等 • 助熔剂:萤石、硼化合物等 • 熟料:碎玻璃
浮法玻璃生产工艺及设备

从玻璃池窑熔化部进入冷却部的玻璃液要进一步澄清、均化和冷却才能满足玻璃液成型的要求。玻璃池窑冷却部结构与熔化部结构基本上相同,也分为下部窑池和上部空间两部分。其中,下部窑池由池底和池壁组成,上部空间由胸墙和大碹组成。只是冷却部窑池深度比熔化部窑池深度稍浅,即浅冷却池。
(4)成型部
浮法成型的平板玻璃池窑与其他成型方法的平板玻璃池窑之间的最根本区别就在于成型部的异同上,关于浮法成型平板玻璃池窑的成型部
余热回收原理:
利用废气与空气交替地通过其内的格子体,以格子体为传热的中间体,从而使得空气间接地获得废气的余热。
ቤተ መጻሕፍቲ ባይዱ
排烟供气部分
蓄热式玻璃池窑的排烟供气部分包括:烟道、换向设备和烟囱。 换热设备:跳罩式是煤气换向器 圆盘阀水冷闸板空气换向器 闸板式空气换向设备 水冷闸板式空气换热设备
锡槽
分类:1、宽流式、窄流式 直通型、宽窄型 活动胸墙式、固定胸墙式 锡槽结构:流道、流槽、流槽本体、过渡 辊台 生产厚玻璃板的方法: 挡墙法 采用负角度机械拉边法 挡墙拉边机法
浮法玻璃生产工艺及设备
此处添加副标题内容
一、浮法玻璃生产工艺优点
浮法玻璃产品质量可与磨光玻璃相媲美 拉制速度却数倍乃至数十倍于传统成型工艺 具有产品质量高、生产线规模大、玻璃板宽易于 调节、较易操作、连续作业周期长、易于实现机 械化和自动化
浮法玻璃池窑和锡槽
组成部分:玻璃熔制部分 热源供给部分 余热回收部分 排烟供气部分 注意:玻璃池窑内的玻璃液及其挥发气体对耐火材料的侵蚀 十分严重,所以必需设法提高耐火材料的质量。而且 玻璃池窑要使用比一般耐火砖尺寸大的耐火砖来砌筑。
(1)熔化部
熔化部是配合料熔化和玻璃液澄清、均化的部分。 由于工业上的玻璃池窑大都采用火焰对玻璃液表面加热,所以熔化部分为上、下两部分。上部被称为:火焰空间;下部被称为:窑池。 火焰空间包括:大碹(拱顶)和胸墙等,窑池则由池壁和池底等构成。
超薄玻璃生产中悬挂式全自动拉边机的应用
超薄玻璃生产中悬挂式全自动拉边机的应用发布时间:2021-06-10T14:52:32.070Z 来源:《探索科学》2021年4月作者:张大磊郝连凯李洪杰王春勇刘勇杰[导读] 在科技的不断发展下,玻璃的生产技术也得到迅速提升。
超薄浮法玻璃生产与传统浮法玻璃相比具有很大的不同,由于超薄玻璃的厚度相对较薄形成困难,并且具有较高的控制要求。
悬挂式全自动拉边机应用于超薄浮法玻璃的成形时期,其原理为依靠拉边机最前端的拉边轮牵引浮在锡槽液面上的玻璃带前进,并利用调节拉边轮调整速度、水平偏角等,进而满足所需的硬度及厚度要求。
河北南玻玻璃有限公司张大磊郝连凯李洪杰王春勇刘勇杰 065600摘要:在科技的不断发展下,玻璃的生产技术也得到迅速提升。
超薄浮法玻璃生产与传统浮法玻璃相比具有很大的不同,由于超薄玻璃的厚度相对较薄形成困难,并且具有较高的控制要求。
悬挂式全自动拉边机应用于超薄浮法玻璃的成形时期,其原理为依靠拉边机最前端的拉边轮牵引浮在锡槽液面上的玻璃带前进,并利用调节拉边轮调整速度、水平偏角等,进而满足所需的硬度及厚度要求。
悬挂式全自动拉边机的应用有利于提升产品种类、减少改板时间,同时也可以提升玻璃质量,为超薄玻璃生产提供有力的技术支持。
本文中对超薄玻璃生产中悬挂式全自动拉边机的应用进行了探讨。
关键词:超薄玻璃生产悬挂式全自动拉边机应用引言:拉边机是生产浮法玻璃专用的成形设备,通过运用拉边机的机头压在锡槽内玻璃带边缘,以此有效控制玻璃带的厚度及板宽,并配合退火窑牵引拉制出合格的产品。
在我国经济的高速发展下,超薄玻璃在市场中的需求越来越大,尤其是品质好的超薄浮法玻璃,需求程度十分迫切。
因此,传统的落地车式拉边机,其结构工艺已经无法满足现代化生产的需求,所以悬挂式全自动拉边机已经将其取代。
1.悬挂式全自动拉边机运用在超薄玻璃生产中的背景?进行超薄玻璃的生产的主要仪器设备就是悬挂式全自动拉边机,在具体的生产过程中,拉边机能够通过压槽对超薄玻璃的厚度进行良好的控制,便于出产出符合规定厚度的合格玻璃。
(整理)全国浮法玻璃生产线201PDF.

全国浮法玻璃生产线品种、厚度、等级统计表精品文档精品文档编号生产线名称日熔量品种 厚度等级投产日期最近点火日期1沈阳耀华浮法一线(铁西)300停产1990.7-2沈阳耀华浮法二线(虎石台)400 浮白4汽车级1994.9 2010.093沈阳耀华浮法三线(虎石台)500 浮白 5 2001.62011.034大连华尔润玻璃有限公司500 浮白 3.7 2005.042010.075大连旭硝子玻璃有限公司500 浮白 3.2 1995.420066凌源向东浮法玻璃厂一线300 冷修 1987.8-7凌源向东浮法玻璃厂二线400 浮白4汽车级1997.9 20058阜新复兴玻璃有限公司300 浮白 3.7 2000.92010.129 阜新光亚平板玻璃有限公司二线500停产 2003.7-汽车级精品文档24秦皇岛北方集团工业园一线500 蓝玻 6 2010.9 -25秦皇岛北方集团工业园二线600 灰玻 4 2010.10-26秦皇岛奥格玻璃一线450 浮白3.2汽车级2002.1 -27秦皇岛奥格玻璃二线700 浮白12汽车级2005.12 -28河北晶牛集团邢台浮法一线430 绿玻5汽车级1997.11 2011.0329河北晶牛集团邢台浮法二线300 金茶5汽车级2001.4 -30河北晶牛集团邢台浮法三线120 超白3.2汽车级2007.04 -31河北晶牛集团包头浮法一线500 冷修 2004.52010.0532河北晶牛集团包头浮法二线500 浮白 5 2005.112011.0233河北沙河迎新玻璃厂一线300 浮白 3.4 2002.3-34河北沙河迎新玻璃厂二线450 浮白3.7汽车级2004.11 -35河北沙500 冷修 2007.10-精品文档线49河北沙河鑫利玻璃有限公司二线55 浮白 4 2009.12 -50 沙河长城玻璃有限公司一线500 浮白 4汽车级2007.7 -51 沙河长城玻璃有限公司二线500 浮白 3.4汽车级2007.12 -52 沙河长城玻璃有限公司三线500 浮白 5汽车级2009.05 -53 沙河长城玻璃有限公司四线500 浮白 6 2009.12 -54 沙河长城玻璃有限公司五线900 浮白12 2010.06 -55 沙河长城玻璃有限公司六线700 浮白8 2010.12 -56 河北沙河大光明玻璃公司一线600 浮白 6 2009.05 -57 河北沙河大光明玻璃公司二线700 浮白12 2010.05 -58 河北沙河安全公司一线500 冷修2005.1 -汽车级精品文档级75 中国玻璃威海二线500 灰玻 5汽车级2000.11 200876 中国玻璃威海三线450 茶玻 5汽车级2004.1 -77 中国玻璃威海四线430 蓝玻 5汽车级2004.9 -78 中国玻璃临沂一线500 浮白10汽车级2010.12 -79 中国玻璃临沂二线500 浮白 5 2011.09 -80 青岛浮法玻璃有限公司500 浮白 5汽车级1995.9 200781 山东光耀玻璃公司700 浮白12 2010.07 -82 金晶集团一线400 浮白 3.2汽车级1996.7 200983 金晶集团二线550 浮白 3.5汽车级2000.1 200884 金晶集团三线450 绿玻 5汽车级2001.11 -85 金晶集团紫外线600 浮白 5汽车级2008.01 -86 金晶集团超白线600 超白10汽车级2004.11 -87 金晶集团滕州一线600 浮白 5汽车级2004.2 -88 金晶集团滕州600 冷修2005.3 -精品文档线98 北京平板玻璃集团300 停产1989.6 -99 中国玻璃北京线400 停产2001.11 -100 天津耀皮玻璃公司550 绿玻3,5汽车级1997.9 2008101 天津信义玻璃一线1000 浮白10 2011.06 -102 天津南玻一线600 浮白 5汽车级2008.10 -103 天津南玻二线900 浮白12汽车级2009.3 -104 天津台玻有限公司700 浮白12汽车级2006.7 -105 中国玻璃宿迁一线400 绿玻 3.2汽车级1994.11 -106 中国玻璃宿迁二线500 浮白 3.2汽车级2002.5 -107 中国玻璃宿迁三线600 茶玻 5汽车级2005.1 -108 中国玻璃东台一线600 浮白12汽车级2009.09 -109 中国玻璃东台二线600 浮白 5汽车级2010.03 -110 信义芜湖一线500 浮白 3.2 2009.09 -111 信义芜湖二线500 浮白 6 2009.10 -精品文档123吴江南玻二线900浮白122011.09 -124苏州旭硝子公司600浮白3.2汽车级2006.4 -125江苏昆山长江浮法玻璃公司一线 450 浮白 3.2 1996.12-126江苏昆山长江浮法玻璃公司二线700海洋蓝6 汽车级2002.8 -127江苏昆山长江浮法玻璃公司三线700 浮白12汽车级2005.12 -128台玻江苏东海一线350 浮白5汽车级2004.7 -129南京圣戈班500 浮白12汽车级1995.8 2007130宁波康力一线600冷修2006.7-131宁波康力二线250冷修2006.7-132宁波晶达玻璃公司500浮白52010.09-133杭州建新浮法玻璃公司一线300 停产 1988.1-134杭州建新浮法玻璃公司二线380 浮白5汽车级1995.7 2004135杭州建新浮法玻璃公司余杭线600 浮白 12 2010.04-精品文档 148上海耀华皮尔金顿二线450 停产 1995.11 -149常熟耀华皮尔金顿一线600 浮白12汽车级2006.9 -150常熟耀华皮尔金顿二线600 绿玻 3.2 2009.11-151江西萍乡浮法玻璃厂400 浮白4汽车级1996.1 2008152江西萍乡浮法玻璃二厂500 浮白 12 2001.92010.12153安徽方兴科技玻璃集团公司300 冷修 1988.72004154安徽方兴科技玻璃集团公司二线500 超白 12 2002.112011.01155安徽凤阳玻璃有限公司一线600 浮白12汽车级2008.05 -156安徽凤阳玻璃有限公司二线600 浮白 5 2010.06-157广东耀皮玻璃公司500 停产 1987.9-158深圳南方超薄浮法线500超白6汽车级1997.1 2007159深圳南方超薄250 浮白2汽车级2002.1 -精品文档 173江门信义三线900浮白122011.05 -174广东江门益胜浮法一线450浮白3.21988.32005175广东江门益胜浮法二线550 浮白12汽车级2004.3 2010.05176华尔润江门一线900 浮白12汽车级2004.1 -177华尔润江门二线400 浮白4汽车级2004.11 -178华尔润江门三线1050 浮白12汽车级2007.10 -179广州富明玻璃公司500 浮白10汽车级2010.7 -180广东中山玉峰一线400 浮白3.7汽车级2004.3 2008181广东中山玉峰二线500 浮白5汽车级2005.7 2010.06182广东中山玉峰三线600 浮白12汽车级2006.1 -183湖南郴州晶星玻璃公司180 停产 1989.1-184郴州八达股份有限公司300 绿玻 6 1994.92007185荆州亿钧玻璃有限公600 浮白5汽车级2007.10 -精品文档197福耀集团福清一线600浮白3.2汽车级2004.11 -198福耀集团福清二线450 浮白2.7汽车级2005.04 2010.6199福耀集团福清三线600 绿玻3.2汽车级2005.01 -200四川玻璃股份有限公司330 冷修 1995.22007201明达玻璃(成都)有限公司一线 500 停产 1997.1-202明达玻璃(成都)有限公司二线 500 停产 2001.7-203明达玻璃(成都金堂)有限公司一线500 浮白 5 2009.04-204台玻集团成都一线700 浮白5汽车级2004.12 -205台玻集团成都二线900 浮白12汽车级2008.01 -206南玻(成都一线)600 浮白6汽车级2005.12 -207南玻(成都二线)500 浮白5汽车级2005.12 -208南玻(成都三线)1000 浮白 12 2009.07-209重庆渝虎玻璃500 浮白 5 2009.05-222 山西利虎交城二线600 浮白 5汽车级2006.6 -223 山西利虎交城三线500 浮白 3.4汽车级2007.8 -224 山西利虎交城四线500 浮白 4汽车级2007.10 -225 山西利虎黎城一线500 浮白 3.7汽车级2009.08 -226 山西利虎黎城二线600 浮白12 2010.10 -227 兰州平板玻璃厂一线500 浮白 4 1995.8 2008228 兰州平板玻璃厂二线500 浮白12汽车级2006.7 -229陕西神木瑞诚实业有限公司一线450 浮白 4汽车级2006.08 -230陕西神木瑞诚实业有限公司二线700 浮白 5 2011.09 -231 榆林华宝特种玻璃有限公司400 冷修2006.09 -232 新疆晶华浮法玻璃厂450 浮白 5汽车级2008.04 -233 陕西神木浮法一线400 浮白 3.7汽车级2002.4 -线246中国洛阳浮法玻璃集团汝阳二线400 浮白 5汽车级2005.11 -247 安阳安彩一线500 超白 5 2011.08 -248 河南振华玻璃厂一线700 浮白8 1989.7 2010.07249 河南振华玻璃厂二线400 绿玻 5汽车级1994.11 2006250 河南振华玻璃厂三线500 浮白 4汽车级2001.8 2007251 河南奔月集团公司400 浮白 4汽车级1997.9 2005252 河南建华玻璃厂一线400 停产1997.12 -253 河南建华玻璃厂二线400 停产2000.12 -254 武汉明达玻璃公司700 浮白12 2009.06 -255 湖北三峡新型400 绿玻 5汽车级1997.11 2005级2012年全国浮法线动态情况编号省份企业名称生产线名称日熔化量(T)备注1 河北河北安全实业有限公司八线安全八线1200 基本完工视情况点火2 河北迎新玻璃集团(本溪)本溪一线800 已点火,2012年6月份3 本溪二线800 在建4 河北长城玻璃有限公司长城七线1300 基本完工,视情况点火5 长城八线1300 在建6 河北鑫利玻璃有限公司鑫利三线900 基本完工,视情况点火7 鑫利四线900 在建8 沙河市德金玻璃有限公司德金四线800 基本完工,视情况点火9 南和县长红玻璃有限公司长红三线800 在建10 长红四线800 在建11 河北元华浮法玻璃有限公司元华二线1000 基本完工,视情况点火12 河北吉恒源实业集团有限公司吉恒源一线600 基本完工,视情况点火13 唐山蓝欣玻璃有限公司蓝欣三线600 基本完工,视情况点火14 蓝欣四线600 在建15 中国耀华玻璃集团公司耀华三线500 在建16 耀华四线500 在建17 迁安一线500 在建18 滦县一线500 在建19 天津天津信义玻璃有限公司信义三线600 在建20 天津耀皮玻璃有限公司耀皮二线600 基本完工,视情况点火21 北京山东金晶科技股份有限公司北京一线600 在建22 北京二线600 在建23 北京秦昌玻璃有限公司秦昌一线600 基本完工,视情况点火35 台玻安徽玻璃有限公司凤阳一线1200 在建36 湖北沙洋县明达玻璃有限公司明达一线1000 基本完工,视情况点火37 湖北三峡新型建材股份有限公司三线五线600 在建38 荆州亿均玻璃有限公司亿均三线900 在建39 南玻咸宁玻璃有限公司咸宁一线600 在建40 咸宁二线700 在建41 咸宁三线700 计划筹建42 江西江西宏宇能源发展有限公司宏宇二线700 基本完工,视情况点火43 广东广东省英德市宏泰玻璃有限公司宏泰二线900 基本完工,视情况点火44 广东八达玻璃有限公司八达一线600 在建45 河源旗滨玻璃有限公司河源一线800 2012年6月份点火46 河源二线600 在建47 广东明轩玻璃实业有限公司阳江一线700 在建48 阳江二线1000 在建49 福建漳州旗滨玻璃有限公司旗滨六线900 基本完工,视情况点火50 海南中航三鑫股份有限公司三鑫三线600 基本完工,在线镀膜51 三鑫四线600 基本完工,航空玻璃52 四川福耀万盛玻璃万盛二线1200 2012年4月份点24 山东山东巨润建材有限公司巨润五线700 在建25 巨润六线700 在建26 山东光耀玻璃有限公司光耀二线500 在建27 江苏台玻东海玻璃有限公司东海二线800 在建28 浙江浙江福莱特福莱特二线600 基本完工,视情况点火29 浙江大明大明一线600 在建30 大明二线600 在建31 安徽安徽华光光电材料科技有限公司电子线150 在建32 信义节能玻璃芜湖有限公司电子线150 在建33 安徽蓝实玻璃有限公司六安一线600 基本完工,视情况点火34 六安一线600 基本完工,视情况点火35 台玻安徽玻璃有限公司凤阳一线1200 在建36 湖北沙洋县明达玻璃有限公司明达一线1000 基本完工,视情况点火37 湖北三峡新型建材股份有限公司三线五线600 在建38 荆州亿均玻璃有限公司亿均三线900 在建39 南玻咸宁玻璃有限公司咸宁一线600 在建40 咸宁二线700 在建41 咸宁三线700 计划筹建42 江西江西宏宇能源发展有限公司宏宇二线700 基本完工,视情况点火43 广东广东省英德市宏泰玻璃有限公司宏泰二线900 基本完工,视情况点火44 广东八达玻璃有限公司八达一线600 在建45 河源旗滨玻璃有限公司河源一线800 2012年6月份点火46 河源二线600 在建47 广东明轩玻璃实业有限公司阳江一线700 在建48 阳江二线1000 在建49 福建漳州旗滨玻旗滨六线900 基本完工,视璃有限公司情况点火50 海南中航三鑫股份有限公司三鑫三线600 基本完工,在线镀膜51 三鑫四线600 基本完工,航空玻璃52 四川福耀万盛玻璃有限公司万盛二线1200 2012年4月份点火53 四川武骏实业有限公司武骏一线600 已圈地,暂未动工54 武骏二线600 已圈地,暂未动工55 新疆新疆新晶华浮法玻璃有限公司晶华一线600 计划下半年点火56 新疆光耀浮法玻璃有限公司光耀一线600 计划下半年点火57 陕西台玻咸阳玻璃有限公司咸阳一线1200 2012年6月份点火58 内蒙古乌海蓝星玻璃有限公司乌海三线800 已完工,等待点火59 辽宁凌源市世明玻璃有限公司世明三线700 已圈地,暂未动工。
浮法玻璃生产设备
• 开机前应检查各传动部件,确保其运转灵活且有足够的润 滑油,然后空载运转,如无异常方可添加物料。
• 加料应当均匀,否则会在中间轴承处造成物料的堵塞,使 阻力急剧升高而导致完全梗塞。
• 定期检查螺旋的工作情况,发现部件磨损过大时应及时修 复或更换。
A、输送带
传递牵引力和承载被运货物,要求具有较高的强度,较好的耐磨 性和较小的伸长率等。
型式:轻型、普通型、强力型、耐热型。
材质:PVC带、防静电PVC带、PU带、橡胶带、帆布带、以及符 合FDA食品级专用皮带,金属网带等。
B、支承装置
支承输送带和被运物料的重量,避免作业时输送带产生过大的挠 曲变形。包括上托辊和下托辊
尽量使加料的初速方向与带的运动方向相同。减 小加料高度,以减轻对带的冲击。
输送散物料时,注意清扫输送带的正反两面,保 持带与滚筒及托辊间的清洁,减少磨损。
保证润滑。及时加注润滑剂,以减小摩擦阻力。 向上输送物料的倾角过大时,最好选用花纹输送
带,以免物料滑下。 经常检查和调整带的张紧程度,防止带过松而使
以连续、均匀的方式沿着一定的线路从装货地点到卸货地点
输送散料和成件包装货物的机械装置,称为输送机。
输送机械的特点:
•可以不间断地搬运货物
•沿固定的路线输送货物, 动作单一,故结构简单, 便于实现自动控制
•通用性差
•大多数输送机配置相应的
供料设备
刮板输送机的雏形——翻车
(3)结构组成及工作原理
1—输送带;2—上托辊;3—缓冲托辊;4—导料板; 5—加料斗;6—改向滚筒;7—张紧装置;8—尾架; 9—空段清扫器;10—下托辊;12—弹簧清扫器; 13—头架;14—传动滚筒;15—头罩