常见合金钢,焊丝色标
焊条、焊丝牌号、型号对照表

焊条牌号编制方法(大西洋牌)船用焊条除外) 一个焊条牌号由六部份组成。
例如CHE507CrNiFe13 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (E) 一个字母,焊条种类。
3. (50) 二个数字,熔敷金属强度或合金类型。
4. (7) 一个数字,药皮类型及电流种类。
5. (CrNi)1 ~2 字母,附加合金元素或焊条特性。
6. (Fe13) 字母+二个数字,焊条名义效率。
1. CH:大西洋产品代号2. 焊条种类:(见表1)④ 附加合金元素或焊条特性:⑴ 附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo 等。
⑵ 焊条特性: (表4)⑤ 焊条名义效率表熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (F) 一个字母,焊剂产品代号。
3. (1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1 。
4. (3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表20,1,2,.. 9 顺序排5. (1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按列。
一个烧结焊剂牌号由四部份组成。
例如CHF131 可分割为:1. (CH) 二个字母,大西洋产品代号。
2. (F) 一个字母,焊剂产品代号。
3. (5) 一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表34. (01) 二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂。
钢材色标标识

一、普通碳素钢
Q195(1号钢)蓝色
Q215(2号钢)黄色
Q235(3号钢)红色
Q255(4号钢)黑色
Q275(5号钢)绿色
6号钢白色+黑色
7号钢红色+棕色
特类钢加涂铝白色一条
二、优质碳素结构钢
5~15号白色
20~25号棕色+绿色
30~40号白色+蓝色
45~85号白色+棕色
15Mn~40Mn 白色二条
45Mn~70Mn 绿色三条
三、合金结构钢
锰钢黄色+蓝色
硅锰钢红色+黑色
锰钒钢蓝色+绿色
钼钢紫色
钼铬钢紫色+绿色
钼铬锰钢紫色+白色
硼钢紫色+蓝色
铬钢绿色+黄色
铬硅钢蓝色+红色
铬锰钢蓝色+黑色
铬铝钢铝白色
铬钼铝钢黄色+紫色
铬锰硅钢红色+紫色
铬钒钢绿色+黑色
铬锰钛钢黄色+黑色
铬钨钒钢棕色+黑色
铬硅钼钒钢紫色+棕色
四、不锈耐酸钢
铬钢铝白色+黑色
铬钛钢铝白色+黄色
铬锰钢铝白色+绿色
铬钼钢铝白色+白色
铬镍钢铝白色+红色
铬锰镍钢铝白色+棕色
铬镍钛钢铝白色+蓝色
铬钼钛钢铝白色+白色+黄色铬钼钒钢铝白色+紫色
铬镍钼钛钢铝白色+红色+黄色铬镍钨钛钢铝白色+白色+红色铬镍铜钛钢铝白色+蓝色+白色铬镍钼铜铌钢铝白色+黄色+绿色铬钨钒铝钢铝白色+黄色+红色铬钼钨钒钢铝白色+紫色+黑色资料来源:新版《建筑施工手册》。
焊丝简明表
ER410
H1Cr13
0.10
0.47
0.42
11.80
0.20
-
510
26
适于焊接Cr13不锈钢
CHG53
ER70S-3
ER50-3
0.09
1.25
0.49
S0.016
S0.013
570
29
低碳钢及50㎏级高强钢的焊接
CHG56
E70S-6
ER50-6
0.08
1.54
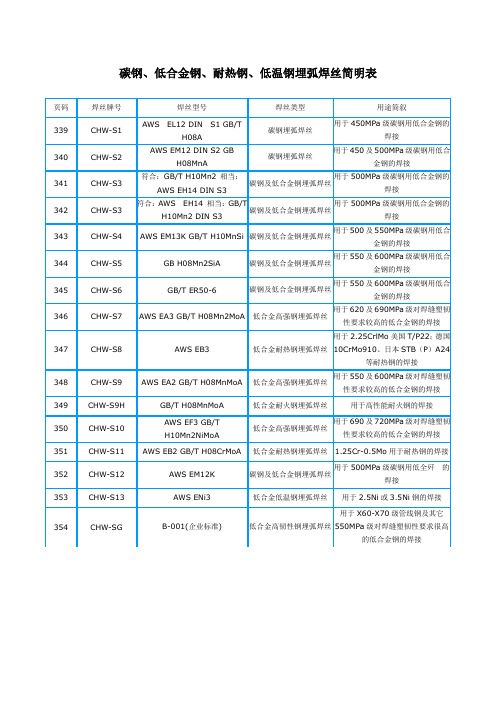
碳钢、低合金钢、耐热钢、低温钢埋弧焊丝简明表
页码
焊丝牌号
焊丝型号
焊丝类型
用途简叙
339
CHW-S1
AWSEL12 DINS1 GB/T H08A
碳钢埋弧焊丝
用于450MPa级碳钢用低合金钢的焊接
340
CHW-S2
AWS EM12 DIN S2 GB H08MnA
碳钢埋弧焊丝
用于450及500MPa级碳钢用低合金钢的焊接
Cr
Ni
其它
CHM-308 CHG-308
ER308
H0Cr21Ni10
0.05
1.79
0.33
19.72
10.14
-
580
42
18%Cr-8%Ni不锈钢
CHM-308LCHG-308L
ER308L
H00Cr21Ni10
0.024
1.82
0.34
19.76
9.83
-
590
45
超低碳型18%Cr-8%Ni不锈钢焊丝,较CHM-308、CHG-308耐蚀性更好。
ER317
H00Cr20Ni14Mo3
钢材标识色标

铬钢 铝白色+黑色
特类钢 加涂铝白色一条
铬钛钢 铝白色+黄色
二、优质碳素结构钢
铬锰钢 铝白色+绿色
5~15号 白色
铬钼钢 铝白色+白色
20~25号 棕色+绿色
铬镍钢 铝白色+红色
30~40号 白色+蓝色
铬锰镍钢 铝白色+棕色
45~85号 白色+棕色
铬镍钛钢 铝白色+蓝色
15M
钢材标识色标
一、普通碳素钢
铬钼铝钢 黄色+紫色
Q195(1号钢) 蓝色
铬锰硅钢 红色+紫色
Q215(2号钢) 黄色
铬钒钢 绿色+黑色
Q235(3号钢) 红色
铬锰钛钢 黄色+黑色
Q255(4号钢) 黑色
铬钨钒钢 棕色+黑色
Q275(5号钢) 绿色
铬硅钼钒钢 紫色+棕色
6号钢 白色+黑色
四、不锈耐酸钢
7号钢 红色+棕色
45Mn~70Mn 绿色三条
铬钼钒钢 铝白色+紫色
三、合金结构钢
铬镍钼钛钢 铝白色+红色+黄色
锰钢 黄色+蓝色
铬镍钨钛钢 铝白色+白色+红色
硅锰钢 红色+黑色
铬镍铜钛钢 铝白色+蓝色+白色
锰钒钢 蓝色+绿色
铬镍钼铜铌钢 铝白色+黄色+绿色
钼钢 紫色
铬钨钒铝钢 铝白色+黄色+红色
钼铬钢 紫色+绿色
铬钼钨钒钢 铝白色+紫色+黑色
钼铬锰钢 紫色+白色
资料来源:新版《建筑施工手册》
硼钢 紫色+蓝色
铬钢 绿色+黄色
铬硅钢 蓝色+红色
铬锰钢 蓝色+黑色
铬铝钢 铝白色
焊丝牌对照表

国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti A022 E00-18-12Mo-16 E316L-16 150℃×1 h 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 150℃×1 h 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 150℃×1 h 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 150℃×1 h 00Cr23Ni13A101 E0-19-10-16 E308-16 150℃×1 h 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 150℃×1 h 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h Cr19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 150℃×1 h Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 150℃×1 h Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
各种材质色标、标识管理规定
各种材质色标标识管理规定[在此处键入]目录一、适用范围 (2)二、标识方法 (2)三、物资标识 (2)四、施工生产过程及质量控制 (6)一、适用范围本管理规定仅适用于由我单位承担的预制、安装施工过程的标识管理。
二、标识方法工程施工生产过程中的标识,根据工程的特点和技术文件规定,标识可采用低应力钢印标识法,书写标识法,标签标识法,涂色标识法等。
无论采用哪种方法标识,均不能影响产品的使用功能,当需要时,应对标识情况作以记录,但符合以下三种情况时,不允许使用钢印进行标识。
a)厚度小于或等于6mm的钢材;b)不锈钢和有色材料;c)低温产品用钢;除此之外,还可使用施工记录进行标识。
三、物资标识3.1钢材的标识3.1.1钢板的标识采用书写标识与涂色标识相结合的方法。
在钢板的两端用白色标识出其规格、材质、批号、厂家等,若是成捆到货,在最上一张标识。
钢板在分割或打捆时进行标识移置。
为区分合金钢板与普板的区别,对合金板还需进行颜色标识,在合金钢板材一侧涂刷一条20mm宽、实物长色带。
具体见下表:钢板色标标识对照表3.1.2型钢同钢板标识基本一致;3.1.3钢管标识如下表:3.1.4 抗H2S管材在色标上或其一侧全长喷“ANTI-H2S”标识;不锈管材应在色带上或其一侧全长喷碳含量标识。
3.1.5 除螺旋焊接管外,所有有缝管和结构用钢管,均在原色带旁增加一条中黄色色带,20mm宽、实物长,如因面积有限,也可在其色带通长标注“有缝”或“结构用”字样。
3.1.6其余未作规定材料用白色或黑色在钢管中间部位或钢板两端部位用书写标识法标识出材质与规格、型号。
3.2配件标识3.2.1法兰标识,采用钢印、色标、标牌相结合的办法,到货法兰钢印作为原始标识,色标作为直观识别材质标识,具体色标见钢管标识,库存法兰应有标签标识。
3.2.2弯头、大小头、管接头及其它管配件的标识采用书写标识,表明规格型号、材质,为直观区分材质,用色标作为辅助标识,色标规定同钢管标识。
管道焊条焊丝选用表及焊丝色标
125.99
17.0
163.08
22.0
208.33
26
243.64
32.0
295.13
36.0
328.47
40.0
361.02
450
457
8.0
88.58
11
120.98
14.0
152.94
19.0
205.22
24.0
256.27
30
315.89
35.0
364.23
40.0
411.33
45.0
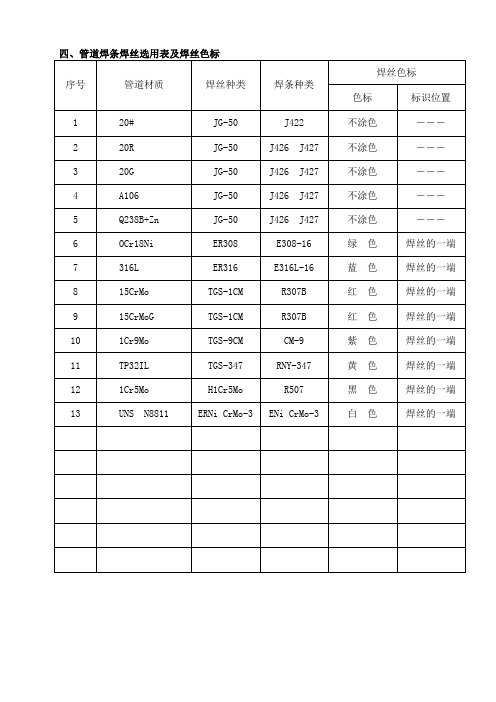
四、管道焊条焊丝选用表及焊丝色标
序号
管道材质
焊丝种类
焊条种类
焊丝色标
色标
标识位置
1
20#
JG-50
J422
不涂色
―――
2
20R
JG-50
J426 J427
不涂色
―――
3
20G
JG-50
J426 J427
不涂色
―――
4
A106
JG-50
J426 J427
不涂色
―――
5
Q238B+Zn
JG-50
J426 J427
62.54
70.13
77.68
85.18
92.62
100.02
107.37
350
356
51.79
60.24
68.65
77.01
85.32
93.58
101.80
109.96
118.07
126.14
400
406
59.18
68.88
钢材色标

表格二 标准 牌号 Q235GJ Q235GJ Q235GJ 冶标YB Q345GJ Q345GJ Q345GJ C D E 345 345 345 红1道+蓝3道 红1道+蓝4道 红1道+蓝5道 等级 C D E 235 屈服强度 235 235 色标 红1道+黄3道 红1道+黄4道 红1道+黄5道 Z15+淡绿1道, Z25+淡绿2道, Z35+淡绿3道, 备注
表格一
色标标识:
1、对于不含Z向性能 和GJ性能(高层建筑用 钢板)的钢材色标按照 下方表格一要求执行:
屈服强度
牌号
Q235A Q235B
色标
黄1道 黄2道 黄3道 黄4道 蓝1道 蓝2道 蓝3道 蓝4道 蓝5道 白1道 白2道 白3道 白4道 白5道
பைடு நூலகம்
屈服强度
牌号
Q420A Q420B
色标
粉1道 粉2道 粉3道 粉4道 粉5道 紫3道 紫4道 紫5道
Q235MPa
Q235C Q235D Q345A Q345B Q345MPa Q345C Q345D Q345E Q390A Q390B 390MPa Q390C Q390D Q390E 420MPa Q420C Q420D Q420E Q460C 460MPa Q460D Q460E
2、对于含Z向性能和GJ性能(高层建筑用钢板)的钢材色标按照下方表格二要求执行:
焊丝色标规定
兰州石化年产60万吨乙烯改扩建工程乙烯装置焊丝色标标识管理规定1.目的为保证兰州石化年产60万吨乙烯改扩建工程乙烯装置的顺利实施,进一步加强现场焊接施工材料的有效控制和焊接施工工艺纪律的执行力度,确保工程焊接施工的质量,特制定本管理规定。
2.范围本规定适用于上海惠生化工工程有限公司所总承包的兰州石化年产60万吨乙烯装置及废碱处理装置的焊接施工,包括中油一建、中油六建、吉林化建、甘肃新力公司等在内的施工承包商必须按照该管理规定进行焊接材料的色标管理。
3.编制说明由于该乙烯装置工艺管道材质较多,从碳素钢、耐热合金钢到不锈钢、低温钢,加上裂解炉炉管高铬镍合金钢等,各家施工承包商根据合格的焊接工艺评定所选用的焊接材料牌号也不尽相同,所以,焊接施工所涉及到的焊接材料种类繁多。
施工现场所用到的碳素钢、P11、P22、A333Gr.6低温钢等焊丝外观颜色基本一致,TP304、TP304H、TP304L、TP310、HP MOD+Nb及用于不锈钢与合金钢异种钢焊接的焊丝外观颜色也基本相同。
尽管有的焊丝在一端标有相应牌号的钢印,但现场区分还是不太明显、醒目。
为了明显区分各类牌号的焊丝,防止焊工在施工现场误用或混用,特制定本管理规定,统一对各类焊丝色标的管理,望各家施工承包商严格遵照执行。
4.管理规定各家施工承包商的焊材烘烤管理员将焊丝从一级焊材库领出,进入二级焊材库(烘烤房)后,应及时对焊丝进行相应的色标标识。
焊丝色标标识应在焊丝的一端进行,标识长度以15~20mm为宜。
焊材管理员在进行焊丝色标标识时,应严格按照下表1的规定执行。
表1 焊丝色标标识管理规定一览表序号管道材质焊丝牌号色标颜色备注120、20G、SA106Gr.B、A671Gr.CB60等碳素钢H08Mn2SiATIG-50TGS-50不标识2 A335Gr.P11TGS-1CMTIG-1CMA5.28 ER80S-GH08CrMoV A绿色3 A335Gr.P22TGS-2CMTIG-2CMA5.28 ER90S-GH08Cr2Mo1红色4A333Gr.6低温钢、60低温钢TGS-1NA5.28 ER70S-G黑色5 TP304ER308TGS308TGF308(外带药皮)H0Cr21Ni10红色6 TP304H ER308H 橙色7 TP304LER308LTGF-308L(外带药皮)H00Cr20Ni10黄色8 TP310ER310H1Cr26Ni21黑色9TP304/TP304L+20/SA106Gr.B异种钢焊接ER309H1Cr24Ni13绿色10TP310+P11、HP MOD+Nb+TP304H异种钢焊接ERNiCr-3 蓝色11 HP MOD+Nb ERNiCrCoMo-1 不标识5.补充说明若施工现场尚有本管理规定所未包括在内的材料及相应的焊丝牌号,则根据实际情况经协商而定。
附表1 工艺管道管子材质色标表

A403-WP316S
A403-WP316-WX
A182-F316
黑色
A312-TP316L
A182-F316L
A403-WP316LX
A182-F316L
黄色
0Cr18Ni9
0Cr18Ni9
0Cr18Ni9
白色
00Cr19Ni10
00Cr19Ni10
00Cr19Ni10
中灰+红色
0Cr17Ni14Mo2
0Cr17Ni14Mo2
中灰+黑色
00Cr17Ni14Mo2
00Cr17Ni14Mo2
00Cr17Ni14Mo2
中灰+黄色
3、其它
0Cr25Ni20
0Cr25Ni20
0Cr25Ni20
兰色
TA2
TA2
绿色
附表2工艺管道管材管件壁厚色标表
序号
壁 厚
色 标
1
SCH10和10S
无色
附表1工艺管道管子材质色标表管子管件法兰色标1碳素钢sa106bcssa105sa234wpb20gb6479sa105绿色红色2020gb647920漆q235有缝钢管gb8163gb816320无色黄色gb8163高温油20gb8163红色黄色黑色16mn16mn16mnd红色2不锈钢a312tp304a182f304a403wp304sa403wp304wxa182f304la403wp304lsa403wp304lwxa182f316a403wp316sa403wp316wxa182f316la403wp316lxa182f304无色不做色标a312tp304la182f304l红色a312tp316a182f316黑色a312tp316la182f316l黄色0cr18ni90cr18ni90cr18ni9白色00cr19ni1000cr19ni1000cr19ni10中灰红色0cr17ni14mo20cr17ni14mo2中灰黑色00cr17ni14mo200cr17ni14mo200cr17ni14mo2中灰黄色3其它0cr25ni200cr25ni200cr25ni20兰色ta2ta2绿色附表2工艺管道管材管件壁厚色标表序号壁厚色标1sch10和10s无色2sch20和sch20s绿色3sch30兰色4sch40和40s无色5sch60黑色6sch80和80s黄色7sch100红色8sch120无色9sch140紫色10sch160棕色11xs白色12xxs无色备注
焊丝牌号对照表

J506E5016直流反接或交流350—400×2Q295、Q345、16Mn、16MnR等
J507E5015直流反接350—400×2Q295、Q345、16Mn、16MnR等
R402E6003-B3200℃×1h12Cr2Mo预热160~200℃,675~705℃回火处理
R407E6015-B3350℃×1h12Cr2Mo预热160~200℃,675~705℃回火处理
R417E5515-B3-VNb350℃×1h12Cr3Mo3SiTiB预热200~300℃,715~745℃回火处理
E5518-NM------镍钼钢;W6015-D1、D2、D3-------含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
三、低温钢焊条新旧牌号对照及适用范围
国家标准GB982-77国家标准GB5118-95烘干适用于焊接钢材
W707350℃×1h09Mo2V;09MnTiCuXi
R317E5515-B2-V350℃×1h12CrMoV预热250~300℃,715~745℃回火处理
R327E5515-B2-VW350℃×1h15CrMoV预热250~300℃,715~745℃回火处理
R337E5515-B2-VNb350℃×1h15CrMoV预热250~300℃,715~745℃回火处理
R507E15MoV-15350℃×1hCr5Mo预热300~400℃,740~760℃回火处理
R707E9Mo-15350℃×1hCr5Mo预热300~400℃,730~750℃回火处理
R802E11MoVNi-16350℃×1h1Cr11MoV预热300~400℃,730~750℃回火处理
焊丝牌号及型编制

焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.031 5 H10Mn2MoA0.08~0.131.70~2.00≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.031 6 H08Mn2MoV A0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.700.06~0.12≤0.2Ti0.15(加入量)≤0.03≤0.031 7 H10Mn2MoV A0.08~0.131.70~2.40≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.0318 H08CrMoA ≤0.100.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0319 H13CrMoA0.11~0.160.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0320 H18CrMoA0.15~0.220.40~0.700.15~0.350.80~1.10≤0.300.15~0.25≤0.2≤0.025≤0.032 1 H08CrMoVA≤0.100.40~0.700.15~0.351.00~1.30≤0.300.50~0.700.15~0.35≤0.2≤0.03≤0.032 2 H08CrNi2MoA0.05~0.010.50~0.850.10~0.300.70~1.001.40~1.800.20~0.40≤0.2≤0.025≤0.032 3 G30CrMnSiA0.25~0.350.80~1.100.90~1.200.80~1.10≤0.30≤0.2≤0.025≤0.02524 H10MoCrA ≤0.120.40~0.700.15~0.350.45~0.65≤0.300.40~0.60≤0.2≤0.03≤0.03表2-32类别牌号化学成分,%(m/m)C Si Mn P S Cr Ni Mo Cu 其他奥氏体型H1Cr19Ni9 ≤0.14≤0.61.00~2.00≤0.03≤0.0318.00~20.008.00~10.00H0Cr19Ni12Mo2≤0.08≤0.61.00~2.50≤0.03≤0.0318.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2Cu2 ≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.001.00~2.50H0Cr19Ni14Mo3 ≤0.08≤0.61.00~2.50≤0.03≤0.0318.50~20.5013.00~15.003.00~4.00H0Cr21Ni10 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0319.50~22.509.00~11.00H00Cr21Ni10 ≤0.03 ≤0.61.00~2.50≤0.03≤0.0218.50~20.509.00~11.00H0Cr20Ni10Ti ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.509.00~10.50Ti9×C%~1.00H0Cr20NI10Nb ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.009.00~11.00Nb10×C%~1.00H00Cr20Ni25Mo4Cu ≤0.03≤0.61.00~2.50≤0.03≤0.0219.00~21.0024.00~26.004.00~5.001.00~2.00H1Cr21Ni10Mn6 ≤0.10≤0.65.00~7.00≤0.03≤0.0220.00~22.009.00~11.00H1Cr24Ni13 ≤0.12 ≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.00H1Cr24Ni13Mo2 ≤0.12≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.002.00~3.00H00Cr25Ni22Mn4Mo2N ≤0.03≤0.53.50~5.50≤0.03≤0.0224.00~26.0021.50~23.002.00~2.80N0.10~0.15H1Cr26Ni21 ≤0.15 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00H0Cr26Ni21 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00铁素体型H0Cr14 ≤0.06≤0.7≤0.60≤0.03≤0.0313.00~15.00≤0.60 H1Cr17 ≤0.10≤0.5≤0.60≤0.03≤0.0315.50~17.00≤0.60马氏体型H1Cr13 ≤0.12≤0.5≤0.60≤0.03≤0.0311.50~13.50≤0.60H2Cr130.13~0.21≤0.6≤0.60≤0.03≤0.0312.00~14.00≤0.60H0Cr17Ni4Cu4Nb≤0.05≤0.750.25~0.75≤0.03≤0.0315.50~17.004.00~5.00≤0.753.00~4.00N0.15~0.45表2-33 国产焊丝型号及其化学成分(%)(GB/T8110-95)焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量碳钢焊丝ER49 -1≤0.111.80~2.100.65~0.95≤0.030≤0.030≤0.30≤0.20—————≤0.50—ER50 -2≤0.07 0.90~1.40 ≤0.025≤0.035——0.05~0.150.02~0.120.05~0.15≤0.50ER50 -3 0.06~0.15———ER50 -4 0.07~0.151.00~1.50ER50 -5 0.07~0.190.90~1.400.50~0.90ER50 -6 0.06~0.151.40~1.85—ER50 -7 0.07~0.150.50~0.80铬钼钢焊丝ER55 -B2 0.07~0.120.40~0.700.40~0.70≤0.025≤0.025≤0.201.20~1.500.40~0.65————≤0.35≤0.50ER55 -B2L≤0.05ER55-B2-MnV0.06~0.10 1.20~1.600.60~0.90≤0.030≤0.0251.00~1.300.50~0.700.20~0.40ER55 -B2-Mn 1.20~1.700.90~1.200.45~0.65—ER62 -B3 0.07~0.120.40~0.700.40~0.70≤0.025≤0.202.30~2.700.90~1.20ER62 -B3L≤0.05镍钢焊丝ER55 -C1≤0.12≤1.250.40~0.80≤0.025≤0.0250.80~1.10≤0.15≤0.35≤0.05———≤0.35≤0.50ER55 -C2 2.00~2.75———ER55 -C3 3.00~3.75续表焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量锰钼钢焊丝ER55-D2-Ti≤0.111.20~1.900.40~0.80 ≤0.025≤0.025——0.20~0.50—≤0.20——≤0.50≤0.50ER55 -D2 0.07~0.121.60~2.100.50~0.80≤0.150.40~0.60—其他低合金钢焊丝ER69 -1≤0.081.25~1.800.20~0.50 ≤0.010≤0.0101.40~2.10 ≤0.300.25~0.55 ≤0.05≤0.10≤0.10≤0.10≤0.25≤0.50ER69-2≤0.12 0.20~0.600.80~1.250.20~0.550.25~0.65ER69 -3 0.40~0.80≤0.020≤0.0200.50~1.00——≤0.20—≤0.35ER76 -1≤0.09 1.40~1.800.20~0.55 ≤0.010≤0.0101.90~2.60≤0.500.25~0.55≤0.04≤0.10≤0.10≤0.25ER83 -1≤0.100.25~0.602.00~2.80≤0.600.30~0.65≤0.03ERXX-G供需双方协商注:①焊丝中铜含量包括镀铜层。
管道焊条焊丝选用表及焊丝色标
600-700
700-800
20
20
20R
20R
油品
油气
2B6
2.0
150-RF
0.8
350
1.6
*2
15-100
125-350
400-500
600-900
20
20
20
20R
油品
油气(含腐蚀性介质)
2B7
2.0
150-RF
1.2
200
1.6
*4
15-125
150-500
600-800
20
27.37
100
114
5.0
13.44
6.0
15.98
7.0
18.47
8.5
22.11
11.0
27.94
14.0
34.52
17.0
40.66
125
140
5.0
16.55
6.5
21.40
8.0
26.04
9.5
30.57
13.0
40.71
16.0
48.93
19.0
56.69
150
168
5.5
20.04
6.5
四、管道焊条焊丝选用表及焊丝色标
序号
管道材质
焊丝种类
焊条种类
焊丝色标
色标
标识位置
1
20#
JG-50
J422
不涂色
―――
2
20R
JG-50
J426 J427
不涂色
―――
3
20G
JG-50
材料色标简介

母材材质母材色标、色卡焊条牌号焊条色标、色卡焊丝牌号焊丝色标
304黄色A102按照焊条上的喷码ER308黄色304L 银白色A002ER308L 银白色316L 淡蓝色A022ER316L 淡蓝色317L 红色E317L ER317L 红色
HASTLY(哈氏合金)橙色ER NiCrMo-4橙色
钛材TI 黑色A106J427H08Mn2Si 色标说明:垫片色标缠绕垫片
填充材料外环
内环
外圈涂色
外圈每隔90度共4个点、宽度40mm
石墨
灰色PTFE 白色石墨
灰色PTFE 白色石墨
灰色PTFE 白色石墨
灰色PTFE 白色石墨
灰色PTFE 白色石墨
灰色PTFE
白色
钛材
CS CS CS
304L 316L 317L HASTELLOY
317L
不锈钢
不锈钢
不锈钢
哈氏合金
TI
外径小于40mm沿管线、管件通长的色带,色带宽度9mm,外径大于40mm的沿管线、管件通长色带,色带宽度为12mm,焊丝在有钢印的一段做色标,并
沿此端延长至50mm。
CS 304黄色CS CS 银白色绿色栗色米色紫色
mm。
各种材料焊条牌号的表示方法

A3XX
含Cr量约为25%,含Ni量约为13%
不锈钢
A4XX
含Cr量约为25%,含Ni量约为20%
不锈钢
A5XX
含Cr量约为16%,含Ni量约为25%
不锈钢
A6XX
含Cr量约为15%,含Ni量约为35%
不锈钢
A7XX
铬锰氮不锈钢
不锈钢A8XXຫໍສະໝຸດ 含Cr量约为18%,含Ni量约为18%
不锈钢
A9XX
Z4XX
镍铁
铸铁
Z5XX
镍铜
铸铁
Z6XX
铜铁
铸铁
Z7XX
待发展
镍及镍合金
Ni1XX
纯镍
镍及镍合金
Ni2XX
镍铜
镍及镍合金
Ni3XX
因康镍合金
镍及镍合金
Ni4XX
待发展
铝及铝合金
L1XX
纯铝
铝及铝合金
L2XX
铝硅合金
铝及铝合金
L3XX
铝锰合金
铝及铝合金
L4XX
待发展
铜及铜合金
T2XX
青铜
铜及铜合金
T3XX
铬和铬钼耐热钢
R4XX
含Cr量约为2.5%,含Mo量约为1%
铬和铬钼耐热钢
R5XX
含Cr量约为5%,含Mo量约为0.5%
铬和铬钼耐热钢
R6XX
含Cr量约为7%,含Mo量约为1%
铬和铬钼耐热钢
R7XX
含Cr量约为9%,含Mo量约为1%
铬和铬钼耐热钢
R8XX
含Cr量约为11%,含Mo量约为1%
低温钢
W70X
白铜
铜及铜合金
T4XX
对常用焊条焊丝牌号的介绍Microsoft Word 文档

对常用焊条焊丝牌号的介绍
焊接在在工业和生产中应用广泛,例如钢结构,压力容器生产,造船、集装箱制作等;针对不同的材质选用不同的焊条,下面把最常用的焊条、焊丝介绍一下。
1、碳钢焊条J422牌号表示方法
J 42 2
2、碳钢焊条E4303型号表示方法
E 4 3 0 3
3、碳钢焊条J507牌号表示方法
J 50 7
4、碳钢焊条E5015型号表示方法
E 5 0 1 5
5、不锈钢焊条E308-15型号表示方法 E 308 - 15
6、不锈钢焊条A102牌号表示方法
A 1 0 2
7、CO2气体保护焊 焊丝ER50-6 ER 50 - 6
8、焊丝 H08Mn2SiA 牌号表示方法
H 08 Mn2 Si A
表示 W(Si) ≤1% 表示 优质焊条 级别为 A 表示 焊接用实心焊丝 表示 W(C) 约0.08% 表示 W(Mn) 约2% 接 表示焊条为碱性药皮,适用于全位置,直流反接
表示 焊条
表示 熔敷金属化学成分分类代号。