SFT1016中文资料
10KV电缆分支箱技术参数

电力公司运维中心电缆分支箱技术标准和要求公司审批:中心审批:中心审核:编制:**电力公司运维中心 2021.6.11目录1范围 (2)2标准 (2)3使用环境条件 (3)4技术参数及要求 (3)5试验标准及要求 (5)6.质量保证 (6)技术标准和要求1范围本技术规范规定10kV电缆分接箱的使用条件、主要技术参数、功能设计、结构、性能、安装和试验等方面的技术要求。
本技术规范提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规范的条文,设备生产厂家应提供符合本技术规范、国家标准、电力行业标准以及国际标准的优质产品。
本技术规范所使用的标准如遇与设备生产厂家所执行的标准不一致时,按较高标准执行。
2标准不得低于以下标准,供货方应使用最新颁布执行的国家标准、行业标准和IEC标准,在用户方同意时可以使用其他性能更高的标准。
行业标准中已对产品质量分等作出规定的条款,供货方所提供的产品性能应达到优等品的标准。
下列标准所包含的有关条文,通过引用而构成为本技术条件的条文。
所有标准都会被修订,当这些标准修订后,使用本标准者应引用下列标准最新版本的有关条文。
GB311.1高压输变电设备的绝缘配合GB1984高压交流断路器GB1408.1固体绝缘材料工频电气强度的试验方法GB3804 3.6kV~40.5kV高压交流负荷开关GB3906 3.6kV~40.5kV交流金属封闭开关设备和控制设备GB4208外壳防护等级GB/T11022高压开关设备和控制设备标准的共用技术要求DL/T402交流高压断路器订货技术条件DL/T593高压开关设备和控制设备标准的共用技术要求DL/T615交流高压断路器参数选用导则GB3309高压开关设备常温下的机械试验GB11033.3额定电压26/35kV及以下电力电缆附件基本技术要求3使用环境条件3.1海拔高度1000m3.2最高环境温度+40℃3.3最低环境温度 -25℃3.4日照强度0.1W/cm²(风速:0.5m/s)3.5最大日温差25K3.6户内相对湿度:日平均值≤95%,月平均值≤90%3.7最大风速35m/s(注:风速是指离地面10m高度的10min平均风速)3.8荷载同时有10mm覆冰和17.5m/s的风速3.9耐地震能力水平加速度0.2g;垂直加速度0.1g同时作用。
CSC-166(167)数字式线路保护装置说明书(0SF.451.035)_V1.13

CSC-166/167系列数字式线路保护装置说明书CSC-166/167系列数字式线路保护装置说明书编制:赵志宏殷咏华校核:曹飞熊军标准化审查:梁路辉审定:秦应力出版号:V1.13文件代号:0SF.451.035出版日期:2011年07月版权所有:北京四方继保自动化股份有限公司注:本公司保留对此说明书修改的权利。
如果产品与说明书有不符之处,请您及时与我公司联系,我们将为您提供相应的服务。
技术支持 电话:010-******** 传真:010-********重 要 提 示感谢您使用北京四方继保自动化股份有限公司的产品。
为了安全、正确、高效地使用本装置,请您务必注意以下重要提示:1) 本说明书仅适用于CSC-166A、CSC-167A、CSC-167B 、CSC-167T型数字式线路保护装置V1.12、V1.15DZ及以上版本的保护程序。
2) 请仔细阅读本说明书,并按照说明书的规定整定、测试和操作。
若有特殊定制,请以工程说明书、工程资料为准。
3) 为防止装置损坏,严禁带电插拔装置各插件、触摸印制电路板上的芯片和器件。
4) 请使用合格的测试仪器和设备对装置进行试验和检测。
5) 装置如出现异常或需维修,请及时与本公司服务热线联系。
6)本装置的出厂操作密码是:8888。
7)此版说明书是在V1.12版说明书基础上主要改进如下:a. 在附录中增加了CSC-167A、CSC-167B、CSC-167T地址码版本定值清单及说明。
b. 在附图中增加了操作插件压力负控方式的电原理图。
目录第一篇装置的技术说明 (1)1 概述 (1)1.1适用范围及功能配置 (1)1.2CSC-160系列保护装置主要特点 (2)1.3装置执行的标准 (3)2 技术条件 (4)2.1环境条件 (4)2.2电气绝缘性能 (4)2.3机械性能 (4)2.4电磁兼容性 (5)2.5安全性能 (5)2.6热性能(过载能力) (5)2.7功率消耗 (5)2.8输出触点容量 (6)2.9装置主要技术参数 (6)3 装置硬件 (8)3.1装置外形尺寸和安装尺寸 (8)3.2装置外观 (8)3.3装置功能组件概述 (9)3.4各插件原理说明 (9)4 装置软件 (12)4.1保护程序整体结构 (12)4.2启动元件 (12)4.3检测功能和其他判别 (13)4.4电流差动全线速动保护 (16)4.5距离保护 (25)4.6TV断线后的两段过流保护 (29)4.7过电流保护 (29)4.8过负荷保护 (31)4.9低周减载功能 (31)4.10低压减载功能 (32)4.11三相一次重合闸 (33)4.12反时限保护 (35)4.13慢速重合闸功能 (36)4.14小电流接地选线功能 (36)第二篇用户安装使用 (37)5 开箱检查 (37)6 安装调试 (37)6.1安装 (37)6.2通电前的检查 (37)6.3装置通电检查 (38)6.4软件版本检查 (41)6.5打印功能检查 (41)6.6功能压板检查 (41)6.7开入量检查 (42)6.8开出传动 (43)6.9操作回路测试 (44)6.10电压切换回路测试 (47)6.11模拟量检查 (50)6.12硬件测频通道检查 (51)6.13光纤通道检查 (51)6.14保护整组试验 (51)7 整定值及整定计算说明 (54)7.1CSC-166A定值清单 (54)7.2CSC-167A定值清单 (57)7.3CSC-167B定值清单 (61)7.4CSC-167T定值清单 (64)7.5定值整定说明 (68)7.6控制字的输入、显示及打印说明 (74)7.7通信参数 (75)8 装置接线及端子说明 (76)8.1电流、电压回路接线图 (76)8.2装置端子说明 (78)9 人机接口及其操作 (84)9.1装置正面布置图 (84)9.2正常运行与显示 (85)9.3菜单结构 (86)10 运行及维护 (89)10.1装置投运前检查 (89)10.2运行情况下注意事项 (90)10.3设备更换软件或插件后的操作 (90)10.4运行定值区的切换方法 (91)10.5保护报告的调取、打印方法 (91)10.6其它说明 (91)10.7定期检修 (92)11 保护报文汇总 (93)11.1事件报告 (93)11.2告警报告 (94)11.3运行报文 (96)12 动作报告的格式和典型报告分析 (97)12.1保护动作报告及分析 (97)12.2故障录波报告调取及分析 (97)13 运输、储存 (101)14 订货须知 (101)15 附录1:字符和中文字符集 (102)15.1使用说明 (102)15.2ASCII16进制字符表 (102)15.3中文字符表 (103)16 附录2:CSPC调试软件使用简介 (107)17 附录3:具有纵联保护地址功能版本的说明 (110)17.1装置地址识别码 (110)17.2数据通信的帧格式 (110)17.3CSC-167A定值清单 (110)17.4CSC-167B定值清单 (115)17.5CSC-167T定值清单 (118)17.6定值整定说明 (121)18 附录4:功能投退按位显示的定值清单 (122)18.1CSC-166A定值清单 (122)18.2CSC-167A定值清单 (124)18.3CSC-167B定值清单 (127)18.4CSC-167T定值清单 (129)18.5定值整定说明 (131)18.6控制字的输入、显示及打印说明 (131)18.7通信参数 (132)18.8菜单结构 (132)19 附图 (135)附图1电压切换插件原理图 (135)附图2交流插件原理图 (136)附图3CPU插件简化原理图 (137)附图4MASTER板简化原理图 (138)附图5开入插件电原理图 (139)附图6开出1插件电原理图 (140)附图7开出2插件电原理图 (141)附图8-1操作插件电原理图(单跳圈) (142)附图8-2操作插件电原理图(双跳圈) (143)附图8-3操作插件电原理图(压力负控方式、单跳圈) (144)附图9电源插件电原理图 (145)附图10-1CSC-166AQZ1背板端子图(单跳圈) (146)附图10-2CSC-166AQZ2背板端子图(双跳圈) (147)附图10-3CSC-167AQZ1背板端子图(单跳圈) (148)附图10-4CSC-167AQZ2背板端子图(双跳圈) (149)附图10-5CSC-167BQZ1背板端子图(单跳圈) (150)附图10-6CSC-167BQZ2背板端子图(双跳圈) (151)附图10-7CSC-167TQZ1背板端子图(单跳圈) (152)附图10-8CSC-167TQZ2背板端子图(双跳圈) (153)第一篇 装置的技术说明1 概述1.1 适用范围及功能配置CSC-166/167系列数字式线路保护装置(以下简称装置或产品)可以适用于66kV 或35kV等中性点不接地或经消弧线圈接地的小电流接地系统的输电线路。
NF F 16-101 中文版
ISSN O335 – 3931NF F 16 - 1011988年10月法国标准铁路车辆用材料材料在火中的性状材料的选用英语:(略)德语:(略)法国标准的批准:1988年9月由法国标准协会主任批准,自1988年10月执行。
相关性:在本标准公布之日,在铁路系统的范围内,尚无相同主题的国际和欧洲标准。
分析:对于一些铁路车辆用材料,根据它们在火中的性状,本标准给出了一些选用的规定。
描述:国际技术关键词:铁路车辆用材料;非易燃材料;选材;分类;火中的反应;火中性状的实验;材料要求。
修订:校对:铁路车辆用材料NF F 16 – 1011988年10月材料在火中的性状材料的选用通告本标准根据一系列标准化的实验结果,提出了一种对铁路车辆用材料进行分类的方法,不仅确定了所选定的材料,同时还考虑到了它们在火中燃烧的性状,燃烧所产生烟雾的不透明状态和所散发的毒性物质。
实际上,由于铁路运输的增加,其系统的性能也越来越多地引起人们的重视,本标准规定了在火灾中能引起旅客惊慌的、在一些反应中所散发出来的某些易感物质的临界浓度。
在铁路车辆用材料之外的范围,未经预先的实验研究,本标准不能适用。
对于材料在火中的反应和烟雾的不透明程度的评价,使用了一种“整体性能”的方法。
这种方法对毒性评价的基础是对7中气体浓度的测量。
而这种方法的局限性在于,材料燃烧时所释放出来的一种或多种气体的敏感成分。
总之,表中所列气体之外的其他气体,无发进行比对。
对于这种气体的鉴别、其剂量和临界浓度,可依照本标准的思想,建立完善的文本资料。
对于标准FN X 70-100未曾涉及的一些化学成分,本标准也未予以考虑。
可以使用另外的一种方法来确定其允许的浓度,以便建立一种毒性指标,使之能与本标准所确定的指标进行比对。
同样还应意识到,对于各种局部毒性的总体效应,计算常规毒性指标的方案是不能用来表示混合气体整体的实际毒性的。
由于混合气体的协同作用所表现出来的现象会有所发展,因此,只有通过对动物实验所得到的生理反应结果才是可靠的。
广西电网有限责任公司10kV预装式变电站(欧式箱变)技术规范书-通用部分

广西电网有限责任公司10kV预装式变电站(欧式箱变)技术规范书(通用部分)版本号:2015版V1.0编号:广西电网有限责任公司2015年10月前言为规范10kV预装式变电站(欧式箱变)技术参数和技术要求,指导广西电网有限责任公司系统10kV预装式变电站(欧式箱变)的选型和运行管理工作,依据国家和行业的有关标准和规程,特制定本规范。
本规范参加单位:广西电网有限责任公司设备部、柳州供电局、柳州电力勘察设计有限公司、广西绿能电力勘察设计有限公司。
本规范主要起草人:张大立、黎玉庭、吴巍岚、邱有福、李春华、韦宛余、陈远军、余绍明、赵绪亮、覃云志、韦树友、郭钰、吕孟川、周建鹏、赵石华。
本规范主要审查人:彭宇翔、罗凤坚、陈学敏。
本规范自发布之日起实施。
执行中的问题和意见,请及时反馈至广西电网有限责任公司生产设备管理部。
本规范对应的专用技术规范目录10kV预装式变电站(欧式箱变)技术规范书使用说明1. 本技术规范书分为通用部分、专用部分。
2. 项目单位根据需求选择所需10kV预装式变电站(欧式箱变)的技术规范书,技术规范书通用部分条款及专用部分固化的参数原则上不能更改。
3. 技术规范书的页面、标题、标准参数值等均为统一格式,不得随意更改。
4. 投标人逐项响应技术规范书专用部分中“1 标准技术参数”、“2 项目需求部分”和“3 投标人响应部分”三部分相应内容。
填写“2 项目需求部分”时,应严格按“项目单位要求值”一栏填写相应的招标文件投标人响应部分的表格。
投标人填写技术参数和性能要求时,如有偏差除填写“表3.2技术偏异表”外,必要时应提供相应试验报告。
目录1.总则 (1)2.工作范围 (1)3.应遵循的主要标准 (2)4.使用条件 (3)5.技术要求 (3)6.试验方法 (10)7.技术文件要求................................. 错误!未定义书签。
8.起吊、包装、运输、安装及质量保证............. 错误!未定义书签。
ASTM A1016

Designation:A1016/A1016M–08Standard Specification forGeneral Requirements for Ferritic Alloy Steel,Austenitic Alloy Steel,and Stainless Steel Tubes1This standard is issued under thefixed designation A1016/A1016M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.1.Scope*1.1This specification covers a group of requirements that, unless otherwise specified in an individual specification,shall apply to the ASTM product specifications noted below.Title of Specification ASTMDesignation ASeamless Carbon-Molybdenum Alloy-Steel Boiler andSuperheater TubesA209/A209MSeamless Ferritic and Austenitic Alloy-Steel Boiler,Superheater,and Heat-Exchanger TubesA213/A213MWelded Austenitic Steel Boiler,Superheater,Heat-Exchanger,and Condenser TubesA249/A249MElectric-Resistance-Welded Ferritic Alloy-Steel Boiler andSuperheater TubesA250/A250MSeamless and Welded Ferritic and Martensitic Stainless SteelTubing for General ServiceA268/A268MSeamless and Welded Austenitic Stainless Steel Tubing forGeneral ServiceA269 Seamless and Welded Austenitic Stainless Steel Sanitary Tubing A270 Seamless and Welded Carbon and Alloy-Steel Tubes forLow-Temperature ServiceA334/A334M Welded Austenitic Stainless Steel Feedwater Heater Tubes A668/A668M Austenitic Stainless Steel Tubing for Breeder Reactor CoreComponentsA771/A771MSeamless and Welded Ferritic/Austenitic Stainless Steel Tubingfor General ServiceA789/A789M Welded Ferritic Stainless Steel Feedwater Heater Tubes A803/A803M Austenitic and Ferritic Stainless Steel Duct Tubes for BreederReactor Core ComponentsA826/A826MHigh-Frequency Induction Welded,Unannealed Austenitic SteelCondenser TubesA851A These designations refer to the latest issue of the respective specifications.1.2In the case of conflict between a requirement of a product specification and a requirement of this general require-ments specification,the product specification shall prevail.In the case of conflict between a requirement of the product specification or a requirement of this general requirements specification and a more stringent requirement of the purchase order,the purchase order shall prevail.1.3The values stated in either SI units or inch-pound units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system may not be exact equivalents;therefore,each system shall be used independently of the bining values from the two systems may result in non-conformance with the standard.The inch-pound units shall apply unless the“M”designation(SI)of the product specification is specified in the order.2.Referenced Documents2.1ASTM Standards:2A209/A209M Specification for Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater Tubes A213/A213M Specification for Seamless Ferritic and Aus-tenitic Alloy-Steel Boiler,Superheater,and Heat-Exchanger TubesA249/A249M Specification for Welded Austenitic Steel Boiler,Superheater,Heat-Exchanger,and Condenser TubesA250/A250M Specification for Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesA268/A268M Specification for Seamless and Welded Fer-ritic and Martensitic Stainless Steel Tubing for General ServiceA269Specification for Seamless and Welded Austenitic Stainless Steel Tubing for General ServiceA270Specification for Seamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingA334/A334M Specification for Seamless and Welded Car-bon and Alloy-Steel Tubes for Low-Temperature Service A370Test Methods and Definitions for Mechanical Testing of Steel ProductsA530/A530M Specification for General Requirements for Specialized Carbon and Alloy Steel PipeA668/A668M Specification for Steel Forgings,Carbon and Alloy,for General Industrial UseA700Practices for Packaging,Marking,and Loading Meth-ods for Steel Products for ShipmentA751Test Methods,Practices,and Terminology for Chemi-cal Analysis of Steel Products1This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel and Related Alloys and is the direct responsibility of SubcommitteeA01.10on Stainless and Alloy Steel Tubular Products.Current edition approved Oct.1,2008.Published November2008.Originally approved st previous edition approved in2004as A1016/A1016M-04a. DOI:10.1520/A1016_A1016M-08.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.*A Summary of Changes section appears at the end of this standard. Copyright.(C)ASTM International,100Barr Harbor Dr.,PO box C-700West Conshohocken,Pennsylvania19428-2959,United StatesA771/A771M Specification for Seamless Austenitic and Martensitic Stainless Steel Tubing for Liquid Metal-Cooled Reactor Core Components3A789/A789M Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Tubing for General Ser-viceA803/A803M Specification for Welded Ferritic Stainless Steel Feedwater Heater TubesA826/A826M Specification for Seamless Austenitic and Martensitic Stainless Steel Duct Tubes for Liquid Metal-Cooled Reactor Core Components3A851Specification for High-Frequency Induction Welded, Unannealed,Austenitic Steel Condenser Tubes3A941Terminology Relating to Steel,Stainless Steel,Re-lated Alloys,and FerroalloysA1047/A1047M Test Method for Pneumatic Leak Testing of TubingD3951Practice for Commercial PackagingE92Test Method for Vickers Hardness of Metallic Materi-alsE213Practice for Ultrasonic Testing of Metal Pipe and TubingE273Practice for Ultrasonic Examination of the Weld Zone of Welded Pipe and TubingE309Practice for Eddy-Current Examination of Steel Tu-bular Products Using Magnetic SaturationE426Practice for Electromagnetic(Eddy-Current)Exami-nation of Seamless and Welded Tubular Products,Austen-itic Stainless Steel and Similar AlloysE570Practice for Flux Leakage Examination of Ferromag-netic Steel Tubular Products2.2ASME Boiler and Pressure Vessel Code:Section IX,Welding Qualifications42.3Federal Standard:FED-STD-183Continuous Identification Marking of Iron and Steel Products52.4Military Standards:MIL-STD-271Nondestructive Testing Requirements for Metals5MIL-STD-163Steel Mill Products Preparation for Ship-ment and Storage5MIL-STD-792Identification Marking Requirements for Special Purpose Equipment52.5Steel Structures Painting Council:SSPC-SP6Surface Preparation Specification No.6Com-mercial Blast Cleaning62.6Other Documents:SNT-TC-1A Recommended Practice for NondestructivePersonnel Qualification and Certification7AIAG Bar Code Symbology Standard83.Terminology3.1Definitions:3.1.1The definitions in Test Methods and Definitions A370, Test Methods,Practices,and Terminology A751,and Termi-nology A941are applicable to this specification and to those listed in1.1.3.1.2heat,n—in secondary melting,all of the ingots remelted from a single primary heat.3.1.3imperfection,n—any discontinuity or irregularity found in a tube.4.Manufacture4.1The steel shall made by any process.4.2The primary melting is permitted to incorporate separate degassing or refining and is permitted to be followed by secondary melting,such as electroslag remelting or vacuum-arc remelting.4.3When steel of different grades is sequentially strand cast,the resultant transition material shall be removed using an established procedure that positively separates the grades.5.Ordering Information5.1It is the responsibility of the purchaser to specify all requirements that are necessary for product ordered under the product specification.Such requirements to be considered include,but are not limited to,the following:5.1.1Quantity(feet,metres,or number of pieces),5.1.2Name of material(stainless steel tubing),5.1.3Method of manufacture,when applicable(seamless (SML),welded(WLD),or heavily cold-worked(HCW)), 5.1.4Grade or UNS number,5.1.5Size(outside diameter and average or minimum wall thickness),5.1.6Length(specific or random),5.1.7Endfinish if required,5.1.8Optional requirements,5.1.9Specific type of melting,if required,5.1.10Test report requirements,5.1.11Specification designation and year of issue,and 5.1.12Special requirements or any supplementary require-ments,or both.6.Chemical Composition6.1Chemical Analysis—Samples for chemical analysis,and method of analysis,shall be in accordance with Test Methods, Practices,and Terminology A751.6.2Heat Analysis—An analysis of each heat of steel shall be made by the steel manufacturer to determine the percentages of the elements specified.If secondary melting processes are employed,the heat analysis shall be obtained from one remelted ingot or the product of one remelted ingot of each3Withdrawn.The last approved version of this historical standard is referenced on .4Available from American Society of Mechanical Engineers(ASME),ASME International Headquarters,Three Park Ave.,New York,NY10016-5990,http:// .5Available from Standardization Documents Order Desk,Bldg.4Section D,700 Robbins Ave.,Philadelphia,PA19111-5098,Attn:NPODS.6Available from Society for Protective Coatings(SSPC),4024th St.,6th Floor, Pittsburgh,PA15222-4656,.7Available from American Society for Nondestructive Testing(ASNT),P.O.Box 28518,1711Arlingate Ln.,Columbus,OH43228-0518,.8Available from Automotive Industry Action Group(AIAG),26200Lahser Rd., Suite200,Southfield,MI48033,.primary melt.The chemical composition thus determined,orthat determined from a product analysis made by the tubularproduct manufacturer,shall conform to the requirements speci-fied in the product specification.6.2.1For steels ordered under product specifications refer-encing this specification of general requirements,the steel shallnot contain an unspecified element,other than nitrogen forstainless steels,for the ordered grade to the extent that the steelconforms to the requirements of another grade for which thatelement is a specified element having a required minimumcontent.For this requirement,a grade is defined as an alloydescribed individually and identified by its own UNS designa-tion in a table of chemical requirements within any specifica-tion listed within the scope as being covered by this specifi-cation.6.3Product Analysis—Product analysis requirements andoptions,if any,shall be as contained in the product specifica-tion.7.Tensile Properties7.1The material shall conform to the tensile propertyrequirements prescribed in the individual product specification.7.2The yield strength,when specified,shall be determinedcorresponding to a permanent offset of0.2%of the gage lengthor to a total extension of0.5%of the gage length under load.7.3If the percentage of elongation of any test specimen isless than that specified and any part of the fracture is more than 3⁄4in.[19.0mm]from the center of the gage length,as indicated by scribe marks on the specimen before testing,aretest shall be allowed.8.Standard Mass per Unit Length8.1The calculated mass per foot,based upon a specified minimum wall thickness,shall be determined by the following equation(see Note1):W5C~D–t!t(1) where:C=10.69[0.0246615],W=mass per unit length,lb/ft[kg/m],D=specified outside diameter,in.[mm],andt=specified minimum wall thickness,in.[mm].N OTE1—The calculated masses given by Eq1are based on the masses for carbon steel tubing.The mass of tubing made of ferritic stainless steels may be up to about5%less,and that made of austenitic stainless steel up to about2%greater than the values given.Mass of ferritic/austenitic (duplex)stainless steel will be intermediate to the mass of fully austenitic and fully ferritic stainless steel tubing.8.2The permitted variations from the calculated mass per foot[kilogram per meter]shall be as prescribed in Table1.9.Permitted Variations in Wall Thickness9.1Variations from the specified minimum wall thickness shall not exceed the amounts prescribed in Table2.9.2For tubes2in.[50mm]and over in outside diameter and 0.220in.[5.6mm]and over in thickness,the variation in wall thickness in any one cross section of any one tube shall not exceed the following percentage of the actual mean wall at the section.The actual mean wall is defined as the average of the thickest and thinnest wall in that section.Seamless tubes610%Welded tubes65%9.3When cold-finished tubes as ordered require wall thick-nesses3⁄4in.[19.1mm]or over,or an inside diameter60%or less of the outside diameter,the permitted variations in wall thickness for hot-finished tubes shall apply.10.Permitted Variations in Outside Diameter10.1Except as provided in10.2.1,10.3,and25.10.4, variations from the specified outside diameter shall not exceed the amounts prescribed in Table3.10.2Thin-wall tubes usually develop significant ovality (out-of-roundness)duringfinal annealing,or straightening,or both.Thin-wall tubes are defined as those with a specified wall 3%or less than the specified OD,or with a wall specified as 0.020in.[0.5mm]or less.10.2.11The diameter tolerances of Table3are not sufficient to provide for additional ovality expected in thin-wall tubes, and,for such tubes,are applicable only to the mean of the extreme(maximum and minimum)outside diameter readings in any one cross section.However,for thin wall tubes the difference in extreme outside diameter readings(ovality)in any one cross section shall not exceed the following ovality allowances:TABLE1Permitted Variations in Mass Per Foot A Method ofManufacturePermitted Variation in Massper Foot,%Over Under Seamless,hot-finished160Seamless,cold-finished11⁄2in.[38mm]and under OD120Over11⁄2in.[38mm]OD130Welded100A These permitted variations in mass apply to lots of50tubes or more in sizes 4in.[101.6mm]and under in outside diameter,and to lots of20tubes or more in sizes over4in.[101.6mm]in outside diameter.TABLE2Permitted Variations in Wall Thickness AWall Thickness,%OutsideDiameterin.[mm]0.095[2.4]andUnderOver0.095to0.150[2.4to3.8],inclOver0.150to0.0180[3.8to4.6],inclOver0.180[4.6]Over Under Over Under Over Under Over Under Seamless,Hot-Finished Tubes4[100]andunder400350330280Over4[100] (350330280)Seamless,Cold-Finished TubesOver Under11⁄2[38.1]and under200Over11⁄2[38.1]220Welded TubesAll sizes180A These permitted variations in wall thickness apply only to tubes,except internal-upset tubes,as rolled or cold-finished,and before swaging,expanding, bending,polishing,or other fabricatingoperations.Outside Diameter,in.[mm]Ovality Allowance1[25.4]and under0.020[0.5]Over1[25.4] 2.0%of specified outside diameter 10.3For cold-finished seamless austenitic and ferritic/ austenitic tubes,an ovality allowance is necessary for all sizes less than2in.[50.8mm]outside diameter,because they are likely to become out of round during theirfinal heat treatment. For such tubes,the maximum and minimum outside diameter at any cross section shall not deviate from the nominal diameter by more than60.010in.[60.25mm].However,the mean diameter at that cross section must still be within the given permitted variation given in Table3.In the event of conflict between the provisions of10.2.1and those of10.3,the larger value of ovality tolerance shall apply.10.4When the specified wall is2%or less of the specified OD,the method of measurement is per agreement between purchaser and manufacturer(see Note2).N OTE2—Very thin wall tubing may not be stiff enough for the outside diameter to be accurately measured with a point contact method,such as with the use of a micrometer or caliper.When very thin walls are specified,“go”–“no go”ring gages are commonly used to measure diameters of11⁄2in.[38.1mm]or less.A.002in.[0.05mm]additional tolerance is usually added on the“go”ring gage to allow clearance for sliding.On larger diameters,measurement is commonly performed with a pi tape.Other methods,such as optical methods,may also be considered.11.Permitted Variations in Length11.1Variations from the specified length shall not exceed the amounts prescribed in Table4.12.Permitted Variations in Height of Flash on Electric-Resistance-Welded Tubes12.1For tubes over2in.[50.8mm]in outside diameter,or over0.135in.[3.44mm]in wall thickness,theflash on the inside of the tubes shall be mechanically removed by cutting to a maximum height of0.010in.[0.25mm]at any point on the tube.12.2For tubes2in.[50.8mm]and under in outside diameter and0.135in.[3.44mm]and under in wall thickness, theflash on the inside of the tube shall be mechanically removed by cutting to a maximum height of0.006in.[0.15 mm]at any point on the tube.13.Straightness and Finish13.1Finished tubes shall be reasonably straight and have smooth ends free of burrs.They shall have a workmanlike finish.It is permitted to remove surface imperfections by grinding,provided that a smooth curved surface is maintained, and the wall thickness is not decreased to less than that permitted by this or the product specification,or the purchase order.The outside diameter at the point of grinding may be reduced by the amount so removed.14.Repair by Welding14.1Repair welding of base metal defects in tubing is permitted only with the approval of the purchaser and with the further understanding that the tube shall be marked“WR”and the composition of the depositedfiller metal shall be suitable for the composition being welded.Defects shall be thoroughly chipped or ground out before welding and each repaired length shall be reheat treated or stress relieved as required by the applicable specification.Each length of repaired tube shall be examined by a nondestructive test as required by the product specification.14.2Repair welding shall be performed using procedures and welders or welding operators that have been qualified in accordance with ASME Boiler and Pressure Vessel Code, Section IX.15.Retests15.1If the results of the mechanical tests of any group or lot do not conform to the requirements specified in the individual specification,retests may be made on additional tubes of double the original number from the same group or lot,each of which shall conform to the requirements specified.16.Reheat Treatment16.1If the individual tubes or the tubes selected to represent any group or lot fail to conform to the test requirements,the individual tubes or the group or lot represented may be reheat treated and resubmitted for test.Not more than two reheat treatments shall be permitted.17.Test Specimens17.1Test specimens shall be taken from the ends offinished tubes prior to upsetting,swaging,expanding,or other formingTABLE3Permitted Variations in Outside Diameter ASpecified Outside Diameter,Permitted Variations,in.[mm]in.[mm]Over UnderHot-Finished Seamless Tubes4[100]or under1⁄64[0.4]1⁄32[0.8]Over4to71⁄2[100to200],incl1⁄64[0.4]3⁄64[1.2]Over71⁄2to9[200to225],incl1⁄64[0.4]1⁄16[1.6] Welded Tubes and Cold-Finished Seamless TubesUnder1[25]0.004[0.1]0.004[0.11]1to11⁄2[25to40],incl0.006[0.15]0.006[0.15] Over11⁄2to2[40to50],excl0.008[0.2]0.008[0.2]2to21⁄2[50to65],excl0.010[0.25]0.010[0.25]21⁄2to3[65to75],excl0.012[0.3]0.012[0.3]3to4[75to100],incl0.015[0.38]0.015[0.38] Over4to71⁄2[100to200],incl0.015[0.38]0.025[0.64] Over71⁄2to9[200to225],incl0.015[0.38]0.045[1.14]A Except as provided in10.2and10.3,these permitted variations include out-of-roundness.These permitted variations in outside diameter apply to hot-finished seamless,welded and cold-finished seamless tubes before other fabri-cating operations such as upsetting,swaging,expanding,bending,or polishing.TABLE4Permitted Variations in Length AMethod ofManufactureSpecified OutsideDiameter,in.[mm]Cut Length,in.[mm]Over UnderSeamless,hot-finished All sizes3⁄16[5]0[0] Seamless,cold-finished Under2[50.8]1⁄8[3]0[0]2[50.8]or over3⁄16[5]0[0] Welded Under2[50.8]1⁄8[3]0[0]2[50.8]or over3⁄16[5]0[0]A These permitted variations in length apply to tubes before bending.They apply to cut lengths up to and including24ft[7.3m].For lengths greater than24ft[7.3 m],the above over-tolerances shall be increased by1⁄8in.[3mm]for each10ft[3 m]or fraction thereof over24ft or1⁄2in.[13mm],whichever is thelesser.operations,or being cut to length.They shall be smooth on the ends and free of burrs andflaws.17.2If any test specimen showsflaws or defective machin-ing,it may be discarded and another specimen substituted. 18.Method of Mechanical Testing18.1The specimens and mechanical tests required shall be made in accordance with Test Methods and Definitions A370.18.2Specimens shall be tested at room temperature.18.3Small or subsize specimens as described in Test Methods and Definitions A370may be used only when there is insufficient material to prepare one of the standard specimens. When using small or subsize specimens,the largest one possible shall be used.19.Flattening Test19.1A section of tube not less than21⁄2in.[60mm]in length for seamless tubes and not less than4in.[100mm]in length for welded tubes and for heavily cold-worked tubes shall beflattened cold between parallel plates in two steps.For welded tubes,the weld shall be placed90°from the direction of the applied force(at a point of maximum bending).During thefirst step,which is a test for ductility,no cracks or breaks, except as provided for in19.4,on the inside,outside,or end surfaces shall occur in seamless tubes,or on the inside or outside surfaces of welded tubes and heavily cold-worked tubes,until the distance between the plates is less than the value of H calculated by the following equation:H5~11e!te1t/D(2)where:H=distance betweenflattening plates,in.[mm],t=specified wall thickness of the tube,in.[mm],D=specified outside diameter of the tube,in.[mm],and e=deformation per unit length(constant for a given grade of steel:0.07for medium-carbon steel(maximumspecified carbon0.19%or greater),0.08for ferriticalloy steel,0.09for austenitic steel,and0.09forlow-carbon steel(maximum specified carbon0.18%or less)).During the second step,which is a test for soundness,the flattening shall be continued until the specimen breaks or the opposite walls of the specimen meet.Evidence of laminated or unsound material,or of incomplete weld that is revealed during the entireflattening test shall be cause for rejection.19.2Surface imperfections in the test specimens before flattening,but revealed during thefirst step of theflattening test,shall be judged in accordance with thefinish requirements.19.3Superficial ruptures resulting from surface imperfec-tions shall not be cause for rejection.19.4When low D-to-t ratio tubular products are tested, because the strain imposed due to geometry is unreasonably high on the inside surface at the six and twelve o’clock locations,cracks at these locations shall not be cause for rejection if the D-to-t ratio is less than10.20.Reverse Flattening Test20.1A section4in.[100mm]in length offinished welded tubing in sizes down to and including1⁄2in.[12.7mm]in outside diameter shall be split longitudinally90°on each side of the weld and the sample opened andflattened with the weld at the point of maximum bend.There shall be no evidence of cracks or lack of penetration or overlaps resulting fromflash removal in the weld.21.Reverse Bend Test21.1A section4in.[100mm]minimum in length shall be split longitudinally90°on each side of the weld.The sample shall then be opened and bent around a mandrel with a maximum thickness of four times the wall thickness,with the mandrel parallel to the weld and against the original outside surface of the tube.The weld shall be at the point of maximum bend.There shall be no evidence of cracks or of overlaps resulting from the reduction in thickness of the weld area by cold working.When the geometry or size of the tubing make it difficult to test the sample as a single piece,the sample may be sectioned into smaller pieces provided a minimum of4in.of weld is subjected to reverse bending.21.2The reverse bend test is not applicable when the wall is 10%or more of the specified outside diameter,or the wall thickness is0.134in.[3.4mm]or greater,or the outside diameter is less than0.375in.[9.5mm].Under these condi-tions,the reverseflattening test shall apply.22.Flaring Test22.1A section of tube approximately4in.[100mm]in length shall stand beingflared with a tool having a60°included angle until the tube at the mouth of theflare has been expanded to the percentages specified in Table5without cracking or showing imperfections rejectable under the provisions of the product specification.23.Flange Test23.1A section of tube shall be capable of having aflange turned over at a right angle to the body of the tube without cracking or showing imperfections rejectable under the provi-sions of the product specification.The width of theflange for carbon and alloy steels shall be not less than the percentages specified in Table6.For the austenitic grades,the width of the flange for all sizes listed in Table6shall be not less than15%.24.Hardness Test24.1For tubes with wall thickness0.200in.[5.1mm]or over,either the Brinell or Rockwell hardness test shall be used.TABLE5Flaring Test RequirementsMinimum Expansion of Inside Diameter,% Ratio of InsideDiameter to SpecifiedOutside Diameter ACarbon,Carbon-Molybdenum,and Other Ferritic Alloy SteelsAustenitic Steels0.921150.822170.725190.630230.539280.451380.36850A In determining the ratio of inside diameter to specified outside diameter,the inside diameter shall be defined as the actual mean inside diameter of the materialtested.When Brinell hardness testing is used,a 10-mm ball with 3000,1500,or 500-kg load,or a 5-mm ball with 750-kg load shall be used,at the option of the manufacturer.24.2For tubes with wall thickness 0.065in.[1.7mm]or over but less than 0.200in.[5.1mm],the Rockwell hardness test shall be used.24.3For tubes with wall thickness less than 0.065in.[1.7mm],the hardness test shall not be required.24.4The Brinell hardness test shall,at the option of the manufacturer,be made on the outside of the tube near the end,on the outside of a specimen cut from the tube,or on the wall cross section of a specimen cut from the tube.This test shall be made so that the distance from the center of the impression to the edge of the specimen is at least 2.5times the diameter of the impression.24.5The Rockwell hardness test shall,at the option of the manufacturer,be made on the inside surface,on the wall cross section,or on a flat on the outside surface.24.6For tubes furnished with upset,swaged,or otherwise formed ends,the hardness test shall be made as prescribed in 24.1and 24.2on the outside of the tube near the end after the forming operation and heat treatment.24.7For welded or brazed tubes,the hardness test shall be made away from the joints.24.8When the product specification provides for Vickers hardness,such testing shall be in accordance with Test Method E92.25.Nondestructive Examination25.1Except as provided in 26.1,each tube shall be exam-ined by a nondestructive examination method in accordance with Practice E213,Practice E309(for ferromagnetic materi-als),Practice E426(for non-magnetic materials),or Practice E570.Upon agreement,Practice E273shall be employed in addition to one of the full periphery tests.The range of tube sizes that may be examined by each method shall be subject to the limitations in the scope of that practice.In case of conflict between these methods and practices and this specification,the requirements of this specification shall prevail.25.2The following information is for the benefit of the user of this specification.25.2.1Calibration standards for the nondestructive electric test are convenient standards for calibration of nondestructive testing equipment only.For several reasons,including shape,orientation,width,and so forth,the correlation between the signal produced in the electric test from an imperfection and from calibration standards is only approximate.A purchaser interested in ascertaining the nature (type,size,location,and orientation)of discontinuities that can be detected in the specific application of these examinations should discuss this with the manufacturer of the tubular product.25.2.2The ultrasonic examination referred to in this speci-fication is intended to detect longitudinal discontinuities having a reflective area similar to or larger than the calibration reference notches specified in 25.8.The examination may not detect circumferentially oriented imperfections or short,deep defects.25.2.3The eddy current examination referenced in this specification has the capability of detecting significant discon-tinuities,especially of the short abrupt type.Practices E309and E426contain additional information regarding the capabilities and limitations of eddy-current examination.25.2.4The flux leakage examination referred to in this specification is capable of detecting the presence and location of significant longitudinally or transversely oriented disconti-nuities.The provisions of this specification only provide for longitudinal calibration for flux leakage.It should be recog-nized that different techniques should be employed to detect differently oriented imperfections.25.2.5The hydrostatic test referred to in Section 25is a test method provided for in many product specifications.This test has the capability of finding defects of a size permitting the test fluid to leak through the tube wall and may be either visually seen or detected by a loss of pressure.This test may not detect very tight,through-the-wall defects or defects that extend an appreciable distance into the wall without complete penetra-tion.25.2.6A purchaser interested in ascertaining the nature (type,size,location,and orientation)of discontinuities that can be detected in the specific application of these examinations should discuss this with the manufacturer of the tubular products.25.3Time of Examination —Nondestructive examination for specification acceptance shall be performed after all deforma-tion processing,heat treating,welding,and straightening op-erations.This requirement does not preclude additional testing at earlier stages in the processing.25.4Surface Condition :25.4.1All surfaces shall be free of scale,dirt,grease,paint,or other foreign material that could interfere with interpretation of test results.The methods used for cleaning and preparing the surfaces for examination shall not be detrimental to the base metal or the surface finish.25.4.2Excessive surface roughness or deep scratches can produce signals that interfere with the test.25.5Extent of Examination :25.5.1The relative motion of the tube and the transducer(s),coil(s),or sensor(s)shall be such that the entire tube surface is scanned,except for end effects as noted in 25.5.2.25.5.2The existence of end effects is recognized,and the extent of such effects shall be determined by the manufacturer,and,if requested,shall be reported to the purchaser.Other nondestructive tests may be applied to the end areas,subject to agreement between the purchaser and the manufacturer.25.6Operator Qualifications :25.6.1The test unit operator shall be certified in accordance with SNT-TC-1A ,or an equivalent documented standard agreeable to both purchaser and manufacturer.25.7Test Conditions :TABLE 6Flange RequirementsSpecified Outside Diameter of Tube,in.[mm]Width of FlangeTo 21⁄2[63.5],incl15%of Specified Outside Diameter Over 21⁄2to 33⁄4[63.5to 95.2],incl 121⁄2%of Specified Outside Diameter Over 33⁄4to 8[95.2to 203.2],incl10%of Specified OutsideDiameter。
10kv欧变技术规范书
配电工程10kV箱式变电站技术规范书二〇二二年四月批准审定校核编写供货需求一览表注:本技术规范书中标注有**条款,均为重点技术条款,投标厂家在投标文件中均需对上述该条款做以响应并具体阐述,或以技术差异形式做以重点说明,否则视为废标。
高压柜CT变比已确认图纸为准1、总则1.1 投标须知1.1.1 本规范书提出了对10kV箱变的功能设计、结构、安装和试验等方面的技术要求。
1.1.2 本规范书提出的最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规范的条文。
要求投标方提供符合本规范书和国家、行业标准的优质产品。
1.1.3 本规范书所使用的标准如与投标方所执行标准不一致时,应按水平较高标准执行。
1.1.4 投标方必须以书面形式对招标文件全部条文做出响应,否则视为废标。
“对规范书的意见和同规范书的差异”为标题用书面形式加以详细描述。
否则,认为投标方提供的产品完全符合本规范书的要求。
1.1.6 本规范书经买卖双方确认后作为合同的技术附件,与合同正文等同法律效力。
随合同一起生效。
本规范书未尽事宜,双方协商确定。
1.2投标人应提供的文件1.2.1 投标人应提供10kV箱式变电站的型式试验报告。
2、技术标准本规范中除特别要求外,设备的所有设计、制造、试验及材料应符合下列机构、学会、协会和其它组织的标准和规程的有关规定,或经招标人同意与之相当的标准和规程。
所有的标准和规程应是最新版本。
GB/T 17467-1998 《高/低压预装箱式变电站》GBJ17-88 《箱变结构设计规范》GB205-83 《箱变结构工程施工与验收规范》IEC726 《国际电工标准》DL537-2002 《高压/低压预装箱式变电站选用导则》GB156-80 《电器设备额定电压》GB311-83 《高压输变电设备绝缘配合》GB11022-89 《高压开关设备通用技术》GB725.1-1997 《低压成套开关设备》GB/T5582-93 《高压电力设备外绝缘污秽等级》GB4208-93 《箱式变电站外壳防护等级》其他买方提出的具体技术要求。
STTH10LCD06FP;STTH10LCD06SG-TR;中文规格书,Datasheet资料

September 2010Doc ID 15858 Rev 21/10STTH10LCD06Turbo2 ultrafast - high voltage rectifier for flat panel displaysFeatures■ultrafast switching ■low reverse current ■low thermal resistance■reduces conduction and switching losses ■insulated package TO-220FPAC:–insulated voltage: 2500 V rms–typical package capacitance: 12 pFDescriptionThe STTH10LCD06 uses ST Turbo2 technology. This device is suited for power applications in flat panel displays and especially applicable to switching power supplies in LCDs.Table 1.Device summaryI F(AV)10 A V RRM 600 V T j 175 °C V F (typ) 1.3 V t rr (max)50 nsCharacteristics STTH10LCD062/10 Doc ID 15858 Rev 21 CharacteristicsTo evaluate the conduction losses use the following equation:P = 1.20 x I F(AV) + 0.040 x I F 2(RMS)Table 2.Absolute ratings (limiting values per diode at 25 °C, unless otherwise specified)Symbol ParameterValue Unit V RRM Repetitive peak reverse voltage 600V I F(RMS)Forward current rmsDP AK18A TO-220AC, TO-220FP AC, D 2P AK 35I F(AV)Average forward current, δ = 0.5T c = 105 °C TO-220AC, DP AK, D 2P AK 10A T c = 55 °CTO-220FP AC,10A I FSM Surge non repetitive forward current t p = 10 ms sinusoidal 100A T stg Storage temperature range-65 to + 175°C T jMaximum operating junction temperature (1)175°C1.condition to avoid thermal runaway for a diode on its own heatsink dP tot dT j ---------------1R th j a –()-------------------------<Table 3.Thermal resistanceSymbol ParameterValue Unit R th(j-c)Junction to caseTO-220AC, DP AK, D 2P AK 3.5 °C/WTO-220FP AC6Table 4.Static electrical characteristicsSymbol ParameterTest conditionsMin.Typ.Max.Unit I R (1)Reverse leakage current T j = 25 °C V R = V RRM --5µA T j = 150 °C -13130V F (2)Forward voltage dropT j = 25 °C I F = 10 A--2VT j = 150 °C- 1.31.61.Pulse test: t p = 5 ms, δ < 2 %2.Pulse test: t p = 380 µs, δ < 2 %Table 5.Dynamic electrical characteristicsSymbol ParameterTest conditionsMin.Typ.Max.Unit t rr Reverse recovery time I F = 1 A, dI F /dt = -50 A/µs,V R = 30 V , T j = 25 °C -3550ns I RM Reverse recovery current I F = 10 A, dI F /dt = -50 A/µs,V R = 400 V , T j = 125 °C - 2.0 2.8A t fr Forward recovery time I F = 10 A dI F /dt = 100 A/µs V FR = 1.1 x V Fmax , T j = 25 °C --230ns V FPForward recovery voltageI F = 10 A dI F /dt = 100 A/µs V FR = 1.1 x V Fmax , T j = 25 °C-4-VSTTH10LCD06CharacteristicsDoc ID 15858 Rev 23/10Figure 1.Conduction losses versus Figure 2.Forward voltage drop versusTδ=tp/T tpFigure 3.Relative variation of thermal impedance junction to case versus Figure 4.Relative variation of thermalimpedance junction to case versus Figure 5.Peak reverse recovery current Figure 6.Reverse recovery time versusCharacteristicsSTTH10LCD064/10 Doc ID 15858 Rev 2Figure 7.Reverse recovery charges versus dI F /dt (typical values)Figure 8.Relative variations of dynamic parameters versus junction Figure 9.Transient peak forward voltage Figure 10.Forward recovery time versusSTTH10LCD06Package informationDoc ID 15858 Rev 25/102 Package information●Epoxy meets UL94, V0●Cooling method: by conduction (C)●Recommended torque value: 0.4 to 0.6 N·mIn order to meet environmental requirements, ST offers these devices in different grades ofECOPACK ® packages, depending on their level of environmental compliance. ECOPACK ® specifications, grade definitions and product status are available at: . ECOPACK ® is an ST trademark.Package information STTH10LCD066/10 Doc ID 15858 Rev 2STTH10LCD06Package informationDoc ID 15858 Rev 27/10Package information STTH10LCD0628/10 Doc ID 15858 Rev 2STTH10LCD06Ordering informationDoc ID 15858 Rev 29/103 Ordering information4 Revision historyTable 10.Ordering informationOrder code Marking Package Weight Base qty.Delivery modeSTTH10LCD06D STTH10LCD06D TO-220AC 1.86 g 50T ube STTH10LCD06FPSTTH10LCD06FPTO-220FP AC 1.8 g 50T ube STTH10LCD06SG-TR STTH10LCD06SG D 2P AK 1.8 g 1000Tape and reel STTH10LCD06SB-TRTH10LCD06SBDP AK1.8 g2500Tape and reelTable 11.Document revision historyDate RevisionDescription of changes15-Jul-20091First issue30-Sep-20102Updated value of I FSM in Table 2.STTH10LCD06Please Read Carefully:Information in this document is provided solely in connection with ST products. STMicroelectronics NV and its subsidiaries (“ST”) reserve the right to make changes, corrections, modifications or improvements, to this document, and the products and services described herein at any time, without notice.All ST products are sold pursuant to ST’s terms and conditions of sale.Purchasers are solely responsible for the choice, selection and use of the ST products and services described herein, and ST assumes no liability whatsoever relating to the choice, selection or use of the ST products and services described herein.No license, express or implied, by estoppel or otherwise, to any intellectual property rights is granted under this document. If any part of this document refers to any third party products or services it shall not be deemed a license grant by ST for the use of such third party products or services, or any intellectual property contained therein or considered as a warranty covering the use in any manner whatsoever of such third party products or services or any intellectual property contained therein.UNLESS OTHERWISE SET FORTH IN ST’S TERMS AND CONDITIONS OF SALE ST DISCLAIMS ANY EXPRESS OR IMPLIED WARRANTY WITH RESPECT TO THE USE AND/OR SALE OF ST PRODUCTS INCLUDING WITHOUT LIMITATION IMPLIED WARRANTIES OF MERCHANTABILITY, FITNESS FOR A PARTICULAR PURPOSE (AND THEIR EQUIVALENTS UNDER THE LAWS OF ANY JURISDICTION), OR INFRINGEMENT OF ANY PATENT, COPYRIGHT OR OTHER INTELLECTUAL PROPERTY RIGHT. UNLESS EXPRESSLY APPROVED IN WRITING BY AN AUTHORIZED ST REPRESENTATIVE, ST PRODUCTS ARE NOT RECOMMENDED, AUTHORIZED OR WARRANTED FOR USE IN MILITARY, AIR CRAFT, SPACE, LIFE SAVING, OR LIFE SUSTAINING APPLICATIONS, NOR IN PRODUCTS OR SYSTEMS WHERE FAILURE OR MALFUNCTION MAY RESULT IN PERSONAL INJURY, DEATH, OR SEVERE PROPERTY OR ENVIRONMENTAL DAMAGE. ST PRODUCTS WHICH ARE NOT SPECIFIED AS "AUTOMOTIVE GRADE" MAY ONLY BE USED IN AUTOMOTIVE APPLICATIONS AT USER’S OWN RISK.Resale of ST products with provisions different from the statements and/or technical features set forth in this document shall immediately void any warranty granted by ST for the ST product or service described herein and shall not create or extend in any manner whatsoever, any liability of ST.ST and the ST logo are trademarks or registered trademarks of ST in various countries.Information in this document supersedes and replaces all information previously supplied.The ST logo is a registered trademark of STMicroelectronics. All other names are the property of their respective owners.© 2010 STMicroelectronics - All rights reservedSTMicroelectronics group of companiesAustralia - Belgium - Brazil - Canada - China - Czech Republic - Finland - France - Germany - Hong Kong - India - Israel - Italy - Japan - Malaysia - Malta - Morocco - Philippines - Singapore - Spain - Sweden - Switzerland - United Kingdom - United States of America10/10 Doc ID 15858 Rev 2分销商库存信息:STMSTTH10LCD06FP STTH10LCD06SG-TR。
ST-1016吸烟仪使用说明书
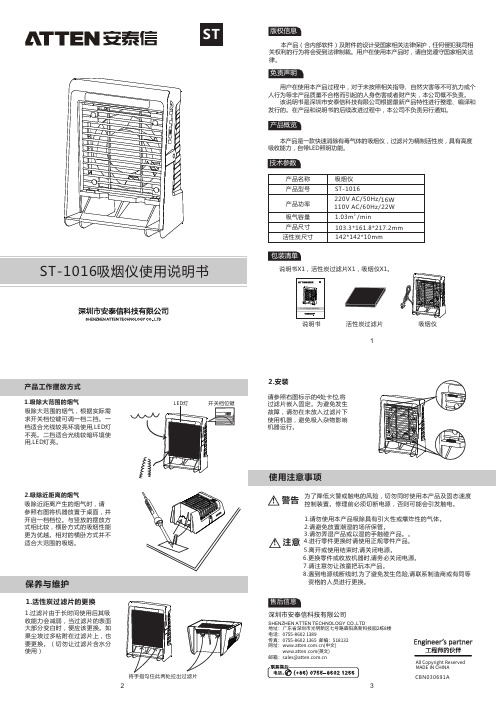
ST -1016吸烟仪使用说明书产品概览技术参数产品名称吸烟仪产品型号产品功率吸气容量产品尺寸活性炭尺寸ST-101616W 1.03m 103.3*161.8*217.2mm 142*142*10mm220V AC/50Hz/3/min说明书活性炭过滤片吸烟仪说明书X1,活性炭过滤片X1,吸烟仪X1。
本产品(含内部软件)及附件的设计受国家相关法律保护,任何侵犯我司相关权利的行为将会受到法律制裁。
用户在使用本产品时,请自觉遵守国家相关法律。
用户在使用本产品过程中,对于未按照相关指导、自然灾害等不可抗力或个人行为等非产品质量不合格而引起的人身伤害或者财产失,本公司概不负责。
该说明书是深圳市安泰信科技有限公司根据最新产品特性进行整理、编译和发行的。
在产品和说明书的后续改进过程中,本公司不负责另行通知。
本产品是一款快速消除有毒气体的吸烟仪,过滤片为精制活性炭,具有高度吸收能力,自带LED 照明功能。
包装清单保养与维护1.活性炭过滤片的更换1.过滤片由于长时间使用后其吸收能力会减弱,当过滤片的表面大部分变白时,便应该更换。
如果尘埃过多粘附在过滤片上,也要更换。
(切勿让过滤片含水分使用)将手指勾住此两处拉出过滤片 资格的人员进行更换。
深圳市安泰信科技有限公司SHENZHEN ATTEN TECHNOLOGY CO.,LTD地址:⼴东省深圳市光明新区七号路森阳⾼新科技园2栋8楼电话:0755-8602 1389传真:0755-8602 1365 邮编:518132⽹址:(中⽂) (英⽂)邮箱:***************.cnAll Copyright Reserved MADE IN CHINA售后信息CBN030691A122W110V AC/60Hz/We will take no responsibility for any personal injury or property damagecaused by reasons other than the product quality problem, which may include force majeure(natural disasters,etc.) or personal behavior during the operation of this product.This manual is organized ,conpiled and released by SHENZHEN ATTENTECHNOLOGY CO .,LTD.according to the latest product features.We will not responsible for further notice of the subsequent improvement of the product and this Manual.Smoke Absorber User ManualThe design of this product (including internal software) and the accessories are protected by relevant laws of China.Any violation of relevant rights of our company will be subject to legal sanction.please abide by relevant national laws when you use this product.User should have basic knowledge of life and basic electrical operation before using the product .Underage user can only use this product under the guidance of a professional or guardian.[Note] In order to avoid damage to the machine and keep the operatingenvironment safe: Please read this Manual carefully before using this product,and keep it properly for future reference.This product is a Desktop-type Solder Smoke Absorber can be operated vertically or horizontally, can remove soldering smoke and fumes quickly, safely and quickly. Activated carbon filter is made of highly activated carbon, strong absorb, and has LED lighting function.Item Name Solder Smoke Absorber Item Model Power consumption Maximum suctioncapacity Dimensions Filter sizeST-10161.03m 103.3*161.8*217.2mm 142*142*10mm3/minUser Manual X1,Activated Carbon Filter X1,Solder Smoke Absorber X1User ManualActivated CarbonFilterSolder Smoke AbsorberPlease adjust two gear keys if removing widely range of solder smoke, Gear 1 is suitable to be used under brighter environment, the LED light is off when pressing Gear 1, Gear 2 is suitable to .be used under dark environment, the LED light is on when pressing Gear 2.Instructions2. Remove close-up solder smokePlease place this device on the desk as below picture if removing close-up solder smoke, and turn on Gear 1.Comparing with vertical position, horizontal position can provide airflow and efficiency much more than vertical, and is not much suitable for removing widely range of smoke.Care and Maintenance1. Replace activated carbon filterThe filter absorbs solder fumes and becomes white with clogging. Replace the filter when the suction power is drastically reduced due to clogging, or when the flux smell gets noticeably stronger.(Note: Be careful that moisture, water etc does not get on the filter, or it can’t be used.)Web:Tel:86-755-8602 1373Fax:86-755-8602 1365Facebook:https:///attencn/E-mail:***************.cnCBN030691(A)reparing, or it will lead to electric shock.CAUTION1. Do not use this produce absorb igniting or explosive gas.2. Keep this product away from wet places.3. Do not make this product wet or use it with wet hands.4. Make sure to turn off the power when this device stopped using or out of use.5. Please turn off the power when replacing parts or not used.6. Keep this product out of children’s reach.7. Please replace the power cord by contacting original factoryor equivalent person to get rid of danger.8.Please use the accessories from the original factory when replacing the product parts.ST-10161216W 220V AC/50Hz/22W110V AC/60Hz/。
太诱电感

2.5×1.8
3225
3225(1210)
3.2×2.5
⑤标称电感值 代码(例) R20 1R0 100 101
※R=小数点
⑥电感量公差 代码 K M
⑦本公司管理记号
标称电感值[μH] 0.2 1.0 10 100
电感量公差 ±10% ±20%
回流焊
■标准外型尺寸/标准数量
Type BR L1608 BR C1608 BR L2012 BR C2012 BR C2016 BR L2515 BRFL2518 BR L2518 BRHL2518 BR C2518 BR L3225
电
代码
特性
感
FL
器
△L
/
HL
功
△C
超薄 大电流
率
电
③尺寸(L×W)
感
代码
外型(inch)
尺寸(L×W)[mm]
器
1608
1608(0603)
1.6×0.8
2012
2012(0805)
2.0×1.25
2016
2016(0806)
2.0×1.6
2515
2515(1006)
2.5×1.5
2518
2518(1007)
˙ 有关详细的产品规格我们准备有《交货规格书》,请向我司咨询相关事宜。 ˙ 在您使用我司产品时,请务必进行应用设备实装状态以及应用产品实际使用环境下的测评。 ˙ 本产品目录中记载的电子元器件,电路产品等产品适用于一般电子设备。
『AV设备,OA设备,家电及办公设备,信息/通讯设备(手机,电脑等)』 当您计划把本产品目录中记载的产品使用于可能会危及第三方生命安全的应用设备时,请务必提前与我公司取得联系, 针对产品信息加以确认。 【运输用设备(火车控制设备,船舶控制设备等),交通用信号设备,防灾设备,医疗用设备,公共性高的信息通信设备 等(电话程控交换机,电话,无线电,电视信号等基地局)】 另外,请不要在要求高度安全性,可靠性的应用设备上使用本产品目录中记载的产品。【航天设备,航空设备,核控制 设备,用于海底的设备,军事设备等】 同时,应用于安全性,可靠性要求较高的一般电子设备/电路时,请充分进行安全性测评,必要时请在设计过程中追加 保护电路。 ˙ 本产品目录中所记载的内容适用于通过我司营业所,销售子公司,销售代理店(即正规销售渠道)购买的我司产品。通 过其他渠道购买的我司产品不在适用范围之内。 ˙ 由于使用本产品目录记载的产品引起的有关第三方知识产权的冲突,我司概不负责。本产品目录不代表相关权利的实施 许诺。 ˙ 有关出口的注意事项 本产品目录中记载的产品中,部分产品在出口时会被归为“外汇及外贸管理法,美国出口管理法规”的管制货物,请及时 实施相关手续,依据相关法律法规进行出口。需确认时,可向我司咨询。
10kV箱式配电室干式变压器技术说明书

XXXXXXXXX工程10kV箱式配电室干式变压器招标技术条件书总则本技术条件书适用于XXXXXXXXX工程10kV配电室变压器。
它提出了对该变压器本体及附属设备的功能设计、结构、性能、安装和试验等方面的技术要求。
本技术条件书中提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规范的条文,供方应提供符合本技术条件书和工业标准的优质产品。
如果供方没有以书面形式对本技术条件书的条文提出异议,则表示供方提供的设备完全符合本技术条件书的要求。
如有异议应以书面形式,在投标文件中予以说明。
一、应符合的技术标准GB1094.1-1996《电力变压器—第1部分总则》GB1094.2-1996《电力变压器—第2部分温升》GB1094.3-85《电力变压器—第3部分绝缘水平和绝缘试验》GB1094.4-85《电力变压器—第4部分分接和联结方法》GB1094.5-85《电力变压器—第5部分承受短路的能力》GB5273—85《变压器、高压电器和套管的接线端子》GB6450—86《干式电力变压器》GB/T10228-1997《干式电力变压器技术参数和要求》GB311.1-1997《高电压输变电设备的绝缘配合》。
GB7328-87《变压器和电抗器的声级测定》ZBK41005—89《6~220kV级变压器声级》GB3096-93《城市区域环境噪声标准》产品除符合上述标准要求外,还应符合本技术条件要求及其它有关现行国家标准。
二、使用条件2.1海拔高度:不大于1000m。
2.2安装场所:户内。
2.3环境温度:最高气温+40.0℃最低气温-25.0℃最热月平均温度+30℃最高年平均温度+20℃.2.4耐地震能力:水平加速度0.25g,垂直加速度0.125g,同时作用.2.5污秽等级Ⅲ级三、技术参数及性能要求3.1产品名称:10kV树脂浇注绝缘干式变压器(带外壳)3.2型号:SCB10-2XX0/10、SCB10-XX00/103.3额定容量:2000kVA、1600kVA3.4额定电压比:10±5%/0.4 kV3.5最高电压有效值:11.5kV3.6相数:三相3.7频率:50Hz3.8联接组标号:D,ynll3.9阻抗电压:不大于6%3.10空载电流: 不大于0.9%、1.1%3.11空载损耗: 不大于2800W、2070W3.12负载损耗:不大于12220W、9930W3.13数量:各2台四、结构要求4.1变压器一次和二次引线的接线端子,应符合GB5273的规定。
tl-sf1016交换机说明书

第 3 章 配置软件的安装及使用 ........................................................ 6
3.1 配置软件RSSManager安装...........................................................................................6
2.3.1 2.3.2
前面板 ................................................................................................................3 后面板 ................................................................................................................4
2.2 产品特性 .......................................................................................................................3
2.3 交换机的外观 ................................................................................................................3
TL-SF1008L/TL-SF1016L/TL-SF1024L 8/16/24 口楼道交换机
物品清单
请小心打开包装盒,里面应有以 一张光盘 两个 L 型支架及其它配件 ᓖፀǖ
伊顿 BTF 多极电池终端保险丝 数据表

Eaton and Bussmann are valuable trademarks of Eaton in the U.S. and other countries. You are not permitted to use the Eaton trademarks without prior written consent of Eaton.
bus-ele-ds-10605-btf-11.indd 4
5/17/2019 12:02:29 PM
Eaton 1000 Eaton Boulevard Cleveland, OH 44122
Bussmann Division 114 Old State Road Ellisville, MO 63021 United States /bussmannseries
OEM part no. 82211AG150 3673-950J00 MN164187 3673-952J00 MN164188 3673-966J00 82620-33040 24380-JA70A 68164797-AA BR3Z-14526-AA AE5Z-14526-BA AL3Z-14526-AA 82620-52080A 82620-52060A 24380-79910 24380-79912 24380-7994A 24380-79918 24380-79919
• BTF-1P-__ • BTF-2P-__ • BTF-3P-__ • BTF-5P-__
Description:
深圳市诺顺科技有限公司 RS-1016 单电源双配电隔离放大器使用说明书

RS-1016单电源双配电隔离放大器使用说明书概述:RS-1016隔离放大器采用混合集成电路,在同一芯片上集成了一个高隔离的DC/DC 电源及一个高性能的隔离放大器。
适用于:0-10mV/0-20mV/0-75mV/0-100mV 的小信号隔离放大或者0~±5V 或0±10V 信号隔离放大输出。
该电源除了为内部放大电路供电外,还向外提供二组隔离的±12V/15mA 直流电源和两个+2.5V 的基准电压源,用户可以方便利用此组电源扩展外围电路,如电桥电路和前置放大器等。
RS-1016隔离放大器使用非常方便,只需很少外部元件,即可实现模拟电压信号的调制、隔离和变送,输入和输出隔离电压为2500VDC 。
(原理框图见图1)图1 原理框图 表1极限参数表使用说明产品特点:典型应用:● 0-10mV/0-20mV/0-75mV/0-100mV 的小信号隔离放大 ● 0~±5V 或0±10V 信号隔离放大输出● 电源、输入和输出信号实现2500VDC(三隔离) ● 辅助电源:12VDC 或24VDC 单电源 ● 可向用户提供二组±12VDC 隔离电源 ● 非线性度≤0.1% ● 精度≤0.1%● 可提供两组隔离高精度+2.5V 基准电压源 ● 内部陶瓷基板,SMD 结构。
● 标准DIP-24,符合UL94V -0标准阻燃超小体积封装 ● 工业级温度范围: -20~+85 ℃● 模拟信号数据隔离、采集及变换 ● 工业现场信号隔离及变换 ● PLC & FA 电机信号隔离控制 ● 地线干扰抑制● 仪器仪表与传感器信号收发 ● 非电量信号变送 ● 信号远程无失真传输● 电力监控、医疗设备隔离安全栅极限参数特性:连续隔离电压值: 2500VDC 电源电压输入范围:±20%Vin 焊接温度(10秒):+300℃ 电压输出型最小负载: 1K Ω备注:输入值超过上述范围可能会造成芯片永久性损坏应用实例1:(参见图2) 直接测量低电压信号输入:0~100mVDC 直流电压信号; 输出:1~5VDC 隔离信号。
关于便携式10kv开关柜应急排风降温装置的研究
运行与维护110丨电力系统装备 2019.19Operation And Maintenance 2019年第19期2019 No.19电力系统装备Electric Power System Equipment 1 10 kV 高压开关柜装置现状广东地区工业发达,用户负荷量大。
变电站10 kV 开关柜内设备发热的情况时有发生。
在日常运行过程中,10 kV 高压开关柜负荷重、电流大,特别是夏季,由于空调的使用,设备发热情况往往比较严重。
当缺陷出现时,由于线路负荷重,供电企业无法对设备进行停电处理,只能要求调度中心通过转移负荷的办法尽量减少重负荷线路的负载,以此减轻设备的发热情况。
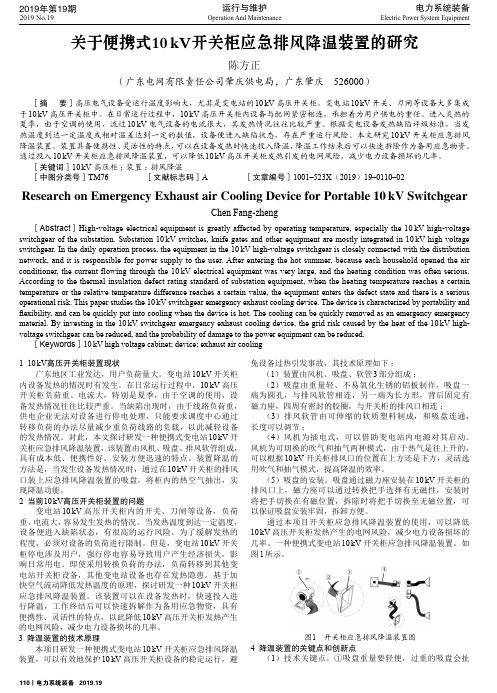
对此,本文探讨研发一种便携式变电站10 kV 开关柜应急排风降温装置,该装置由风机、吸盘、排风软管组成,具有成本低、便携性好、安装方便迅速的特点。
装置降温的方法是,当发生设备发热情况时,通过在10 kV 开关柜的排风口装上应急排风降温装置的吸盘,将柜内的热空气抽出,实现降温功能。
2 当前10 kV 高压开关柜装置的问题变电站10 kV 高压开关柜内的开关、刀闸等设备,负荷重、电流大,容易发生发热的情况。
当发热温度到达一定温度,设备便进入缺陷状态,有很高的运行风险。
为了缓解发热的程度,必须对设备的负荷进行限制。
但是,变电站10 kV 开关柜停电涉及用户,强行停电容易导致用户产生经济损失,影响日常用电。
即使采用转换负荷的办法,负荷转移到其他变电站开关柜设备,其他变电站设备也存在发热隐患。
基于加快空气流动降低发热温度的原理,探讨研发一种10 kV 开关柜应急排风降温装置。
该装置可以在设备发热时,快速投入进行降温,工作终结后可以快速拆解作为备用应急物资,具有便携性、灵活性的特点,以此降低10 kV 高压开关柜发热产生的电网风险,减少电力设备损坏的几率。
3 降温装置的技术原理本项目研发一种便携式变电站10 kV 开关柜应急排风降温装置,可以有效地保护10 kV 高压开关柜设备的稳定运行,避免设备过热引发事故,其技术原理如下:(1)装置由风机、吸盘、软管3部分组成;(2)吸盘由重量轻、不易氧化生锈的铝板制作,吸盘一端为圆孔,与排风软管相连,另一端为长方形,背后固定有磁力座,四周有密封的胶圈,与开关柜的排风口相连;(3)排风软管由可伸缩的软质塑料制成,和吸盘连通,长度可以调节;(4)风机为插电式,可以借助变电站内电源对其启动。