数控转塔冲床上料系统总体结构设计
冲床控制系统设计

冲床控制系统设计一、冲床控制系统的结构设计上位机控制系统主要完成冲床工艺参数的设定和监控、工艺图形显示、故障诊断和报警等功能。
它通常由工控机或者工控终端组成,需要配置相应的人机界面软件和控制算法。
下位机控制系统主要负责冲床本体的运动控制和工艺参数的实时反馈。
它通常由PLC、伺服电机、传感器等组成,需要配置相应的输入输出模块和运动控制模块。
二、冲床控制系统的硬件设计1.选用适当的PLC和伺服电机:根据冲床的规格和工艺要求,选择合适的PLC和伺服电机。
PLC要具备足够的输入输出点数和高速响应能力,伺服电机要具备较大的输出功率和良好的控制性能。
2.设计电气控制柜:按照冲床的电气原理图和控制系统的需求,设计合理的电气控制柜。
电气控制柜的设计要求包括合理的布置空间、稳定可靠的电源供应和充分的散热措施等。
3.安装传感器和执行器:根据冲床的要求,选择合适的传感器和执行器进行安装。
传感器主要用于冲床的位置反馈和工艺参数监测,执行器主要用于冲床的运动控制。
三、冲床控制系统的软件设计1.编写PLC程序:根据冲床的工艺要求,编写合理的PLC程序。
PLC程序主要包括工艺参数的设定和监控、冲床运动的控制和安全保护等功能。
2.开发人机界面软件:根据冲床控制系统的要求,开发用户友好的人机界面软件。
人机界面软件主要用于工艺参数的设定和监控、工艺图形的显示和故障报警等功能。
3.配置运动控制模块:根据伺服电机的要求,配置合适的运动控制模块。
运动控制模块主要用于伺服电机的速度和位置控制,以实现冲床的精准运动。
四、冲床控制系统的性能评估在完成冲床控制系统的设计后,需要对其进行性能评估,以确保其可以满足工艺要求和安全要求。
性能评估主要包括以下几个方面:1.冲床的运动速度和精度:通过测量冲床的运动速度和精度,评估控制系统的性能。
2.工艺参数的设定和监控:通过设定不同的工艺参数并监控其实时值,评估上位机控制系统的性能。
3.故障诊断和报警功能:通过模拟不同的故障场景,评估上位机控制系统的故障诊断和报警功能。
8工位数控转塔冲床机械结构设计

摘要
随着信息技术和制造技术的飞速发展,由自动控制技术、机械制造技术、电子技术、 软件技术、数字技术、精密测量技术和通信技术集聚起来而形成的现代数控机床呈现出明 显的向高速、高精度、高集成度发展的趋势。数控冲床是一种用于钣金成型或分离的数控 加工设备,而转塔型数控冲床是用来对板材进行冲孔和步冲的压力机。当前,转塔型数控 冲床已成为机械、电子、冶金、化工、汽车、军工、航空、航天等重要工业领域不可缺少 的制造装备,其通过数控系统来控制工作台的进给运动和冲头的冲压动作,同时还控制转 塔型数控冲床的润滑排屑、工作和模具的定位加紧,并设计了完善的送料排料机构,以实 现完全自动冲压过程。 本设计配备多工位转塔模具,借助相应的维护窗口可更换市场上的常用标准A型或B型 模具;夹钳带动板料能够根据预先设定的板材运动轨迹实现各种精确轨迹运动;适用不大 于6mm的各种面板冲孔及浅拉伸工艺等更多复杂图形的加工。数控转塔冲床主传动系统由 伺服电机通过曲柄滑块机构实现增力冲压,不仅减小了机床体积也减轻了机床的维护工 作;对数控转塔冲床的送料XY进给机构和转塔机构采用伺服电机带动机构运行,并对主要 零件做了相应的设计选型;用Pro-e软件对整体机床进行了建模,并作出了相应的动作仿 真。 关键词:数控冲床,转塔机构,NCT
8 Position NCT Mechanism Design
Abstract
As information technology and the rapid development of manufacturing technology, from automated control technology, manufacturing technology, electronics technology, software technology, digital technology, precision measurement technology and communications technology cluster together to form the modern CNC machine tools presents the obvious to the high-speed,high precision and high integration C punch press is used for sheet metal forming or separate digital processing equipment, CNC turret punch press which is used to plate for punching and nibbling of the press.Currently, CNC turret punch press has become mechanical, electronic, metallurgy, chemical, automotive, military, aviation, aerospace and other important industrial areas of manufacturing equipment essential, and its numerical control system to control the table by the feed movement and punchpunching action, but also control the CNC turret punch lubrication Chip, work and die positioning step, and design the perfect nesting feeding agencies, in order to achieve fully automatic stamping process. This design is equipped with multi-station turret mold, with the appropriate maintenance window can be used on the replacement market, the standard A-or B-type mold; clamp lead sheet to a pre-set trajectory to achieve a variety of precision sheet metal track movement;not more than 6mm for punching a variety of panels and light stretching process, and more complex graphics C turret punch through the main drive from the servo motor to achieve by force of the crank slider mechanism stamping machine not only reduces the volume but also reduces the machine maintenance; for CNC turret punch press feed XY feed mechanism and turret organizations to adoptservo motor drives the organization to run, and the main parts to do the corresponding design and selection; with Pro-e software, the whole machine is modeled, and made the appropriate action simulation.
数控转塔冲床系统框图与说明
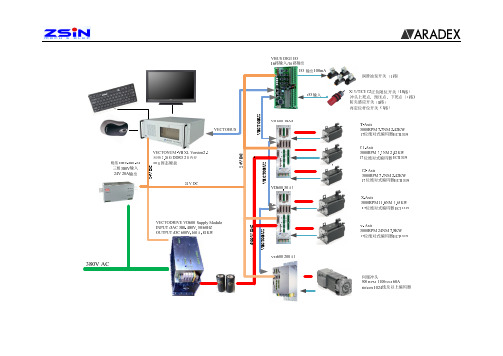
24V D C系统说明:n如数控转塔冲床系统框图所示,包括了冲头直驱伺服电机和5个伺服轴:X轴、Y轴、T轴和两个C轴控制。
冲头为直驱伺服,具有高效、低耗、分辨率高、无中位死区、可靠等优点。
X、Y轴是伺服直线轴,夹带板材横向、纵向运动,用于板材的定位;T轴是伺服旋转轴,带动转塔旋转,以选择不同的模具进行冲压,转塔上有多个工位;C轴是伺服旋转轴,带动模具旋转,以实现同一模具的不同旋转方向的冲压。
n冲床数控系统采用PC工控机的硬件平台,通过17寸显示屏直接进行图像界面显示,通过标准键盘和鼠标进行人机输入,LINUX+V8为数控系统的软件平台,PC机配置为双核2.26G CPU、2G DDR3的内存、30G固态硬盘,最大可以支持5轴联动的数控装置。
基于LINUX+V8的平台有两个层组成,一个是底层内核模块,一个是客户应用层模块,应用层软件包含驱动程序、速度控制、位置控制、KPLC管理、多轴插补计算、内部安全监控等。
底层软件主要提供外部接口设备的底层接口软件,为应用层提供所有数控的底层软件接口,整个系统是开放,实时的。
n实时总线通讯:整个系统采用VBUS实时通讯,每个通讯周期只需要500US,伺服驱动最快的执行时间也是10US,这样能实现快速响应。
冲头运动过程:数控转塔冲床冲压工件时,主要有冲头冲压运动和工件进给运动,两种运动相互配合、交互进行,通过上死点、预压点、下死点的信号进行运动的切换。
冲头运动位置主要有上死点位置、预压点位置及下死点位置。
冲头位于上死点位置时,允许T轴进行模具转换动作,在自动模式下根据T 指令或者在手动模式下根据按键,进行模具的选择与转换;冲头位于预压点时,允许工件在冲头准备冲压前和完成冲压后进行X/Y轴的进给运动;冲头位于下死点位置时,表示冲头冲压运动已完成,准备回到预压点位置。
工件到达冲压位置时,数控系统通过I/O信号触发冲头从预压点位置往下死点位置运动。
当冲头达到下死点位置时,触发冲头返程信号,进行返回拔出点位置运动。
高速数控冲床送料工作台及数控系统设计

高速数控冲床送料工作台及数控系统设计摘要本文在对转塔式数控冲床进行深入研究的基础上,提出了数控冲床的总体方案,包括进给系统机械机构传动原理和数控系统的方案。
重点进行了进给系统的设计计算,运用SOLIDWORKS三维软件对冲床送料工作台进行设计,并研究了所选专用数控系统的各模块和硬件接线。
在分析与研究数控冲床的基础上,介绍了数控冲床的数控系统和进给系统、主传动系统的发展现状及发展趋势,提出了本文的研究目的、意义及主要工作内容。
首先根据进给系统机构传动原理,对进给系统进行了设计计算,给出了滚珠丝杠副的尺寸规格,选择了进给系统的电机型号和滚珠丝杠副支撑轴承的型号。
运用SOLIDWORKS软件对数控冲床工作台进行设计。
再分析数控冲床系统硬件和软件功能的基础上,提出了采用工控机作为数控冲床数控系统的主控制器,采用FAUNC OIP专用数控系统的方案。
并对其各模块和硬件接线进行了学习。
最后,对本设计所研究的内容进行了总结,提出了设计的不足。
关键词:数控冲床,送料工作台,数控系统ABSTRACTIn this thesis, with in-depth study of Multi-turret punch press,the author proposes an overall scheme for Multi-turret punch press, including CNC system and transmission principle of the feeding system .Focus on the design and calculation of feed system, using the SOLIDWORKS 3 D software to design of punch feeding workbench, and studied the selected module of CNC system and hardware connection.Based on the analysis and research of Multi-turret punch press, the paper introduces development status and the future of the CNC system , the main drive system and the feeding system,then proposes the research’s significance ,purpose and main content of the thesis.Firstly, based on transmission principle of the feeding system ,we design the feeding system, and get parameters of the ball screw ,and choose the motor and bearing of the ball screw.Based on the analysis of the hardware and software and software functions of CNC system,we propose Industrial Control Computer for the controller of CNC system,Using FAUNC OIP scheme of CNC system, and to study its various modules and hardware connection.We use SOLIDWORKS software to design workbench of Multi-turret punch press.Finally,we summary the contents of the article ,and get the lack of the paper.Key words: CNC punch press, feeding workbench, numerical control system目录摘要 (I)第一章绪论 (1)1.1 数控冲床的组成及其工作过程 (1)1.2 数控系统的发展现状 (2)1.3 数控冲床数控系统的发展趋势 (3)1.4 主传动系统的发展现状及发展趋势 (3)1.5 课题研究的相关背景 (4)1.6论文主要工作 (5)第二章数控冲床总体方案的设计 (5)2.1 进给系统机构传动原理 (6)2.3数控冲床数控系统总体分析 (7)2.3.1数控系统硬件功能分析 (8)2.3.2数控系统软件功能分析 (10)2.4数控系统硬件设计 (10)2.4.1主控制器的选择 (10)2.4.2系统的硬件方案 (11)第三章进给系统的设计计算 (12)3.1进给系统电机的选型 (12)3.1.1几种电机特性分析与比较 (12)3.1.2电机转速的确定 (13)3.2滚珠丝杠副的计算与选型 (13)3.3直线滚动导轨副的计算与选型 (18)3.3.1工作载荷的计算 (18)3.3.2距离额定寿命的计算 (18)3.3.3小时额定寿命的计算 (18)3.4电机选型 (19)3.4.1最高转速 (19)3.4.2额定输出转矩的选择 (19)3.4.3转换到轴上的负载惯量 (21)3.4.4X轴方向的计算 (21)3.4.5 Y轴方向的计算 (22)3.5联轴器的选型 (23)第四章控制系统的设计 (24)4.1 数控系统组成 (24)4.2硬件接线 (24)4.2.1 显示器 (25)4.2.2 PCMCIA接口 (26)4.2.3接口分布 (27)4.2.4NC与外围设备的连接 (27)4.2.5 NC硬件连接-总装图 (29)4.2.6 NC与I/O LINK的连接 (29)4.2.7 急停信号的连接 (30)第五章基于SOLIDWORKS的高速数控冲床送料工作台 (31)5.1 送料工作台总装配图 (32)5.2冲床送料工作台重要组件零件图 (33)5.2.1夹钳 (33)5.2.2直线滚动导轨 (34)5.2.3直线滚动导轨滑块 (34)5.2.4滚珠丝杠支撑座 (35)5.2.5滚珠丝杠支撑座 (35)5.2.6伺服电机 (36)5.2.7 联轴器 (37)结论 (38)致谢 (39)参考文献 (40)第一章绪论1.1 数控冲床的组成及其工作过程数控冲床是数控机床的一种,它是利用数控技术控制机床的高精度、高效率的金属饭材冲孔和步冲的加工设备,利用单次冲裁方式和步冲冲裁方式冲山各种形状、尺寸的孔和零件,特别适合于多品种的中、小批最或单件的板材冲压。
转塔式数控冲床数控系统的设计

The De s ign of S e conda ry Dus t Ca tche r in 4t Re ciproca ting Boile r
PAN Shao- heng (Guangxi Wuguo Boiler Manufacture Co.,Ltd., Wuzhou Guangxi 543002,China)
《装备制造技术》2009 年第 10 期
转塔式数控冲床数控系统的设计
吴 晟,张 跃
(南京理工大学 泰州科技学院 机械系,江苏 泰州 225300)
摘要:采用面向对象的技术,利用 Visual C++6.0 平台,以构建的数控系统类模型为基础,对系统设置对象、IO 信号类对象 、自动加工 对象等进行了属性描述,并且应用 Windows 多媒体定时函数来实现系统的实时性,从而对数控系统进行研究和开发 。 关键词:冲床;数控系统;对象;实时性
系统设置
运行 参数 设置
手动 参数 设置
机器 参数 设置
图 2 系统设置对象的属性描述
收稿日期:2009- 07- 09 作者简介:吴 晟(1982-),男,湖北襄樊人,助教,硕士,主要研究方向为先进制造技术;张 跃(1981—),男,江苏南通人,助教,硕士,主要研究方
向为机械制造及自动化。
61
Equipment Manufactring Technology No.10,2009
系统进入数控状态后,首先要进行回参控制,回参控制包 括 X 轴回参、Y 轴回参、T 轴回参和夹钳检测。系统设置是对 冲床本身的一些技术参数进行设置,一般情况在设定以后将 不会再改变,除非对冲床进行大规模的改进。系统设置所要设 置的参数,包括机器参数设置、运行参数设置和手动参数设 置。I/O 状态显示主要是检测各个信号的状态,通过信号灯的 明暗来表示,当某一信号被检测到为 ON 时,该项下面的红灯 亮,反之则不亮。手动加工设置包括手动速度设置、X 方向和 Y 方向的步距设置。自动加工设置包含程序传输、零点设置、 加工方式设置等,在自动加工控制时,零点值与 NC 代码要分 别传送至控制机,然后冲床根据控制机处理信息进行加工。加 工仿真基本上就是自动加工,只是刀具不进行实际冲切,仿真 结果将实时在上位机界面上显示。
用于数控转塔冲床的送料机构

用于数控转塔冲床的一种送料机构摘要:一种用于数控转塔冲床的送料机构,属于机械工程中的冲压加工领域。
本设计的工作架上安装有X轴导轨、气动夹钳、滚珠丝杠、伺服电机、轴承和联轴器;此外,还安装有Y轴导轨和Y轴滚珠丝杆,Y向导轨末端设有限位挡块。
其结构简单、制造容易,减少了工作架的加工时间;且刚性高,质量轻,能提高送料的精度。
关键词:机械设计数控转塔冲床送料机构高精度1数控转塔冲床的有关介绍1.1 数控转塔冲床的概念什么叫转塔数控冲床?转塔数控冲床是数控机床的一种,它是利用数控技术控制机床的高精度、高效率的金属板材冲孔和步冲的加工设备,利用单次冲裁方式和步冲方式和冲裁方式及蚕食等方法冲出各种形状、尺寸的孔和零件,特别适合于多品种的中、小批量或单件的板材冲压。
1.2 数控转塔冲床的工作原理及其作用数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应的模具,液压动力系统按程序进行冲压,自动完成工件的加工。
数控转塔冲床(NCT)可用于各类金属薄板零件加工,可以一次性自动性完成多种复杂孔型和浅拉深成型加工,(按要求自动加工不同尺寸和孔距的不同形状的孔,也可以用小冲模以步冲方式冲中等的圆孔、方形孔及各种形状的曲线轮廓,也可以进行特殊的工艺加工,如,浅拉深、沉孔、翻边孔、压印等)。
通过简单的模、具组合,相对于传统冲压而言,节省了大量的模具费用,可以使用低成本和短周期加工小批量、多样化的产品,具有较大的加工范围与加工能力,从而及时适应市场与产品的变化。
1.3 数控转塔冲床的特点数控转塔冲床的操作和监控全部是在数控单元中完成的。
与普通冲床相比,有如下特点:加工精度高,具有稳定的加工质量;可进行多坐标的联动,能加工形状复杂的零件可做剪切成形等;加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;冲床本身的精度高,刚性大,可选择有利的加工用量,生产率高;冲床自动化程度高,可以减轻劳动强度;对操作人员的素质要求较高,对维修的要求更高。
毕业设计论文-数控转塔冲床结构与运动控制系统设计论文

1前言1.1设计的目的和意义为适应现代锻压机械行业的高速发展并且满足钣金加工行业的需求,现阶段数控冲床朝着高速度、高效率和高精度的方向发展。
数控冲床工作性能的提高,对数控转塔冲床提出了许多更新更高的要求。
随着各种高新技术的引入,数控冲床的科技创新发展很快,功能更完善,许多性能指标(如冲孔频率、联动控制轴数、冲孔精度等)都有了很大程度的提高。
在专业板金加工工厂,数控转塔冲床已成为不可缺少的通用设备。
使用范围的扩展对机器的性能和加工工艺提出了新的要求,设备制造商和模具制造商始终将不断满足这些新的需求作为目标和前进的动力。
数控转塔冲床在加工中可能存在以下情况:待加工板材超出机床工作台范围,加工中存在图素与夹钳死区干涉等。
为了解决实际工作中的问题,对数控转塔冲床结构与运动控制系统的研究是必要而有意义的。
1.2国内外研究现状数控转塔冲床,作为金属板材冲压加工的关键设备和钣金加工的主要设备,到今天已经有近50年的应用和发展,数控转塔冲床60年代问世,至今已经走过30年的发展历程,其结构、性能、模具和控制系统设计日臻完善,适使用范围已扩展延伸到高低压开关柜、邮电通讯设备、电梯、纺织机械制造、机车车辆制造、机床、中央空调设备、展示柜、文件柜、自动仓库等众多领域。
其中,作为冲压动力源的主传动部件,也经历了机械式主传动、液压式主传动、伺服电机驱动式主传动等几个阶段的变化和发展。
机械式主传动的传动机构也由原来的曲柄连杆机构延伸出冲压频率更高的曲柄肘杆机构,并开始与伺服电机相结合,这样就使冲床不仅保留了机械主传动结构成熟安全的优点又同时具备了许多液压主传动系统的优良特性。
济南捷迈数控机械有限公司于1983年率先开发研制出中国第一台数控机械转塔式冲床、96年中国第一台30吨四轴控制的数控液压转塔冲床,2005年5月,又推出了一款最新的冲床产品——SKYB31225C型新型无摩擦离合器的机械式数控转塔冲床。
数控转塔冲床在国外的发展也经历了几个阶段,90年代后期,世界著名的数控转塔冲床模具专业制造商——美国威尔逊国际机床工具公司,开发出数控转塔冲床使用的滚轮工具系列,在根本上发起了薄板冲压加工工艺的革命。
基于运动控制器的数控转塔冲床控制系统设计
司
翰 动 自 圳 位 触 行 运 一 床 序 程 辑 编 零 孵 = 一 l I I l 作 润 滑
基 于运 动控 制器 的数控 转塔 冲床 总体结构 主要 包 括操 作部 分 、 控制 部分 和执行 部分 。按 照要求 , 需要完 成 的设计 任务 主要 有 操 作 面板 功 能 设计 、 按 键 与旋 钮 编码 电路 设计 、 NC代 码 解 释 和运 动仿 真 。首 先 , 选 择 合适 的运 动控 制器 作 为设计 的运 动控制 系统 的主要组 成; 其 次, 设计 出合 理 的操 作 面 板 , 面 板 功能 主 要包 括 加工 功能 、 状 态功能 和运 动功 能 , 并确 定各 功能键 的数 目; 最后 , 编写 一段 NC代 码 程序并 对其进 行解 释 。
根 据 数控转 塔 冲 床控 制 部 分 的设 计 要 求 , 选 择 深 圳 固高公 司生产 的 GT ~ 4 0 0 一 s P — P C I — G 型运 动控 制 器 ,
钳夹 紧 和夹钳松 开” 键、 “ 换 刀夹 紧和换 刀松开” 键、 “ 手 动选 刀 ” 键、 “ 自动运行 ” 键、 “ 自动定位” 键、 “ 程序 编辑” 键、 “ 机床 回零 ” 键、 “ 空 行程 ” 键、 “ 机 床锁 住” 键、 “ 机 床 状态 ” 旋钮 和“ 倍 率” 旋 钮 等。
计 方法 。 1 总体设 计
1 . 1总 体 结 构 设 计
口口 团口 曰 口口 时, 可 以调用这 些库 函数 , 也可 以将其 与编写 的数 控 冲 床 加工 程序集 成在 一起 来 满 足 数据 处 理 、 用户 使用 等 圃圄 回 要求。 团圉 圆 1 . 3 操 作 面板 功 能 设 计 排 钳 央 启 怏 紧 夹 一 排 钳 夹 停 忪 开 一 l = I 可 『 床 饥 冷
冲床自动送料机构设计
冲床自动送料机构设计
冲床自动送料机构设计一般包括以下几个方面的设计内容:
1. 送料装置设计:根据冲床自动化生产要求,设计并安装适合的送料装置,如滚筒送料装置、气压送料装置或者抓料装置等。
选择合适的送料方式和结构,在保证送料精度和速度的前提下,减少冲床停机时间。
2. 送料系统控制设计:设计适合的电气控制系统,包括传感器、执行器和控制器等,用于实现送料的自动化控制。
可以采用PLC(可编程逻辑控制器)或者CNC(数控机床)等控制技术,确保送料精度和稳定性。
3. 送料力学结构设计:根据产品要求和冲床工艺特点,设计强度合理、刚度足够的送料力学结构,以承受冲床工作时的各种力和负荷,如加工载荷、惯性力、振动力等。
同时要考虑送料部件的重量和体积,在保证性能的同时,尽量减小对冲床结构的影响。
4. 安全保护设计:考虑到冲床工作时可能产生的危险和意外情况,设计相应的安全保护措施,如急停按钮、光栅安全门、安全感应器等,确保操作人员的人身安全和设备的正常运行。
5. 送料自动化控制设计:通过传感器检测和反馈系统的信号,利用自动化控制技术实现送料的自动切换和调整。
可以根据产品要求和工艺参数,设定相应的送料速度、长度和位置等,减少人为干预的程度,提高生产效率和品质。
冲床自动送料机构设计的核心目标是提高生产效率和品质,降低劳动强度和故障率。
同时要考虑到冲床的工艺特点和自动化控制的可行性,确保设计方案的可实施性和经济性。
数控转塔冲床结构设计
数控转塔冲床结构设计
1.整体结构设计:数控转塔冲床采用了坚固耐用的底座结构,可以确保工作时的稳定性和精度。
底座采用整体铸造工艺,具有较高的刚性和稳定性。
在底座上安装数控台车,通过电机传动和螺杆传动实现台车的前后移动。
2.转塔结构设计:数控转塔冲床的转塔是其核心部件之一,用于存放和切换各种冲头。
转塔采用分体结构,由主轴和转台组成。
主轴通过电机传动实现旋转,而转台则可以上下移动。
转塔上配备了多个孔位,用于安装冲头。
通过转动主轴和旋转转台,可以实现冲头的快速切换。
3.冲头结构设计:冲头是数控转塔冲床的工作部件,用于对金属材料进行冲压加工。
冲床的冲头一般由上模座、冲头座和冲头组成。
上模座固定在转塔上,冲头座和冲头通过销钉连接。
冲头座可以上下移动,通过气动或液压系统实现。
冲头座上安装有不同类型和规格的冲头,可以根据需要进行更换。
4.控制系统设计:数控转塔冲床的控制系统是其核心部分,用于控制转塔和台车的运动。
控制系统采用了PLC和伺服电机,具有高精度、高速度和高可靠性的特点。
通过编程控制,可以实现各种复杂的冲床动作,提高生产效率和产品质量。
5.安全设备设计:数控转塔冲床在设计过程中必须考虑到安全因素。
在机床上设置了各种安全设备,如急停开关、防护罩、安全光幕等,以确保操作人员的人身安全。
数控转塔冲床的结构设计需要考虑转塔的稳定性、冲头的切换速度和精度、控制系统的稳定性和可靠性,以及安全性等因素。
只有在各个方面
的综合考虑下,才能设计出高效、可靠、安全的数控转塔冲床,满足不同行业对金属加工的需求。
数控转塔冲床结构设计

数控转塔冲床结构设计一、引言随着机械制造工业的不断发展,数控转塔冲床作为一种高效率、高精度的冲压设备,在制造业中得到越来越广泛的应用。
它具有自动化程度高、操作简单、能够快速完成大量冲压加工等众多优点,成为制造业中不可或缺的一部分。
在这篇文章中,我们将对数控转塔冲床的结构设计做一个简单的概述,旨在帮助读者加深对该设备的理解和认知,以便更好地应用于实际生产中。
二、数控转塔冲床结构概述数控转塔冲床由机身、传动系统、控制系统及工作台等部分组成。
其中机身及其上下推动与旋转的机械手臂构成了它最为重要的结构部分,因此,该部分的设计和制造质量将直接关系到整个设备的性能。
(一)机身结构设计1、柱子数控转塔冲床机身主体由立柱、横梁等构成。
立柱是承受额定载荷的主要力量结构部分,其尺寸和材质的选择也成为了机身分类和性能的重要标志。
目前,在数控转塔冲床市场中,机身材质主要分为铸铁、钢板与钢管。
前两种多用于中小型设备,而钢管主要用于大型设备,相对来说满足力学强度和刚性要求,但也伴随着制造难度大和成本贵等缺点。
2、横梁横梁是机身中占据重要位置的部件之一,它主要承受加工件及工作台的重量和惯性力,且需要保持一定的刚性。
根据市场需求和加工件的类型,横梁可以分成C型、H型和桥式结构等,一般其材质采用铸铁或钢板冲压成型,表面再经过钢丝刷除锈等处理。
3、机械手臂机械手臂是数控转塔冲床上比较特殊的结构部件,它由固定臂和移动臂组成。
移动臂可以沿着立柱实现上下移动,固定臂则具备旋转的功能。
一般情况下,机械手臂的材质多为钢管或钢板,由于需要承受工件的重量及惯性力,因此在设计时尺寸和强度的合理搭配是至关重要的。
(二)传动系统1、主轴传动数控转塔冲床的主轴传动有两种方式,一种是采用同步带传动,另一种则是伺服电机直接驱动。
同步带传动方式的工作原理是利用带轮带动同步带,使主轴高速旋转。
虽然传动效率高,但受到同步带强度的限制,其用于中小型设备较为普遍。
而采用伺服电机直接驱动的方式,则较为适合大型设备,无论从处理效率还是精度上均有优势。
数控转塔冲床结构设计概要

工业职业技术学院毕业论文(2008届)(数控转塔冲床结构设计)学生周恒丰学号080206149 院系数字控制工程分院专业数控设备应用与维护指导教师王媛媛完成日期数控转塔冲床结构设计摘要数控转塔冲床(冲模回转头压力机)是压力加工设备中最具生命力的集机、电、液一体化的前沿产品,是广泛用于各类金属薄板零件加工、一次性自动完成多种复杂孔型和浅拉深成型的板材加工关键设备。
转塔型数控冲床是用来对板材进行冲孔和步冲的压力机,在其上滑块与工作台之间,有一对可以存放若干套模具的回转头(即转盘)。
把待加工的板材夹持在夹钳上,使板材在上、下转盘之间相对于滑块中心沿x,y轴方向移动定位,按规定的程序选择所需要的模具,并由滑块冲击模具,从而冲出所需尺寸和形状的孔来。
这是一种通用、高效、精密的冲压机械,也是板材加工中的主要设备。
关键词数控冲压机械冲床Design of CNC turret punch pressAbstract CNC turret punch press (turret punch presses) is the pressure processing equipment in the most vigorous set of mechanical, electrical, fluid integration of cutting-edge products, Is widely used in various types of sheet metal parts processing, auto-complete a variety of complex time hole and light sheet metal forming process drawing critical equipment.Turret type .CNC punch press is used to plate for punching and nibbling the press, in its slide and the table between a pair of sets of molds can be stored back .Turned around (ie turntable). Gripping the sheet to be processed in the clamp, so that plate in the upper and lower relative to the slider between the center wheel along the x, y-axis direction .Position, according to the procedure to select the desired mold, die by the impact of the slider, so out of the required size and shape of the holes. This is a pass Use, efficient, precision stamping machinery, sheet metal processing is the main equipment.Key words CNC punch press machinery目录第一章数控转塔冲床概述 (3)1.1 数控转塔冲床的分类 (3)1.2 数控转塔冲床的优点 (3)1.3 国外数控转塔冲床现状 (4)1.4 数控转塔冲床应用以及意义 (5)第二章数控转塔冲床的方案分析和设计 (6)2.1 方案一的分析 (6)2.2 方案二的分析 (8)2.2 方案三的分析 (9)第三章数控转塔冲床的各个详细部分 (11)3.1 主传动部分 (11)3.2 转塔电机及减速器 (15)3.3 床身部分 (16)结论 (17)致 (18)参考文献 (19)引言数控转塔冲床是压力加工设备中最具生命力的集机、电、液一体化的前沿产品,是广泛用于各类金属薄板零件加工、一次性自动完成多种复杂孔型和浅拉深成型的板材加工关键设备。
钣金自动化之冲床自动化上下料装置设计

钣金自动化之冲床自动化上下料装置设计发布时间:2021-04-06T13:02:59.737Z 来源:《科学与技术》2020年34期作者:毛云雨[导读] 一种适用于转塔数控冲床自动化上料及下料的机械设备毛云雨身份证:32102719890807****摘要:一种适用于转塔数控冲床自动化上料及下料的机械设备,设备放置在冲床左右两侧中任意一侧,设备包含主体框架、自动上料机构、自动下料机构、原料料架(或电动料车)及成品堆垛台(液压升降台);自动上料机构包含上料移动轴及上料机械手;自动下料机构包含下料移动轴及取料装置。
关键词:钣金;数控冲床;自动化;设计;1、前言目前钣金行业发展的越来越迅速,钣金件的生产呈现多样化,小批量的生产,是企业面临的难题。
随着企业发展需要,自动化设备自动化程度高、无需人工干预,这些设备是目前钣金企业迫在需求的。
2、冲床上下料装置工作原理2.1流程图及示意图2.2各机构工作流程a上料工序:上料机构吸附原料料车上的第一张板料,进行分张、测厚动作;上料机构将原料搬运至数控冲床台面指定位置,进行定位动作,即完成上料工序;数控冲床进行冲压工序。
注:上料机构完成上料动作之后返回至原料料架上方再次进行“上料工序”(吸附第二张板料,分张、测厚动作每次都需要),搬运至料架上方指定高度,等待冲床发射信号(第二张板料冲压完成),同时成品转换料台移动至料架上方位置等待第一张成品料、下料机构移动至数控冲床台面边缘位置(下料位置)等待第一张成品料;b下料工序:数控冲床完成冲压工序后,由下料机构夹住第一张成品板料并搬运至成品转换料台上;成品转换料台移动至成品料台上方等待。
注:待上料机构完成第二张板料上料工序后,返回吸附第三张板料,此时上料机构移动至上方安全位置;成品转换料台返回原料料架上方,同时成品料挡料柱落下,第一张成品料由成品料挡料柱挡下并随成品转换料台移动而落入下方的成品料台上;此时下料机构也在指定的下了位置,再次进行“下料工序”。
数控转塔冲床设计原理及问题分析

数控转塔冲床设计原理及问题分析引言随着国家经济的快速发展,我国制造企业已普遍运用先进的数控技术,随之而来的数控冲床也普遍大量使用。
数控转塔冲床是一种压力加工设备,而且它是压力加工设备中最具生命活力的集机、电、液一体化的前端产品,大多应用在各类金属薄板零件加工、一次性自动完成各种复杂孔型和浅拉深成型的板材加工关键设备。
本文重在从该设备的工作原理和基本结构及常见问题方面论述,以提高生产和维护人员的技术水平,提高生产效率,提高劳动生产率。
数控转塔冲床结构和工作原理数控转塔冲床主要由四大部分组成,他们是液压式主传动系统、转盘选模系统、进给系统及电气控制系统。
(1)液压主传动系统液压主传动系统是由滑块及高速冲压液压系统等组成。
液压系统包括液压站、液压缸、控制单元及上下死点位置控制机构组成。
液压缸带动冲头上下运动冲压工件。
冲压有两种方式:单次冲压和步冲方式:步冲方式是用小冲模冲出大的圆孔、方孔和异形孔等。
板件冲孔后的料芯由床身后面的排料口排出。
滑块上、下死点的位置出厂前已调整完毕,用户在使用过程中无需再另行调整,仅需选择不同的上下死点位置即可,从而改变滑块的行程长度和行程范围,满足不同工艺的需要。
上死点的调整可分为五级,其调整范围,分别为0、7、13、19、21mm。
下死点的调整可分为三级,其调整范围分别为0、1、2mm。
上下死点的调整通过控制面板上的两个旋钮来实现。
(2)转盘选模系统转盘选模系统用来选择模具,它由减速器和转盘两部分组成,其传动系统为交流伺服电机通过行星减速器及弹性联轴器通过链传动带动上、下转盘同步转动。
主动链轮与轴之间通过胀套连接。
上下转盘安装在主机的喉口内,它是机床的模具库,其上可安装28套模具,其中两套为自动分度模具(转模)。
模具的上模部分安装在上转盘的模孔内,与模孔中的导向键配合,冲压时上模在模孔内上下滑动。
下模安装在下转盘的磨座中。
转盘由伺服电机驱动并由转盘定位销定位,保证上下模具的对中。
数控转塔冲床结构设计概要

数控转塔冲床结构设计概要1.整体结构概述:数控转塔冲床主要由机床床身、工作台、转塔、液压系统、控制系统等组成。
床身为整体式结构,工作台固定在床身上,转塔安装在工作台上,液压系统负责驱动工作台和转塔的移动,控制系统控制整个机床的运行和加工过程。
2.机床床身:机床床身为整体浇铸结构,采用大型龙门式立柱和横梁进行加固,具有良好的刚性和稳定性。
床身表面经过精细处理,确保工作台的平整度和刚性要求。
3.工作台:工作台位于床身上方,在床身上进行左右移动。
工作台表面采用特殊材料制作,具有良好的耐磨性和刚性。
工作台上设置有夹具座,用于夹紧工件。
4.转塔:转塔是数控转塔冲床的核心部件,用于装载冲头,实现冲床的冲击动作。
转塔通过电机驱动,在水平方向上旋转180度,以便实现多个不同冲头的切换。
转塔上设有多个冲头座,每个冲头座可以安装不同形状和规格的冲头。
5.液压系统:6.控制系统:控制系统是数控转塔冲床的核心部件,用于控制整个机床的运行和加工过程。
控制系统由数控系统、伺服系统、编码器、PLC等组成。
数控系统负责接收和处理用户输入的指令,伺服系统负责驱动液压系统的执行器,编码器用于测量和反馈工作台和转塔的位置信息,PLC负责控制机床的各个部件的协调和运行。
综上所述,数控转塔冲床的结构设计概要主要包括机床床身、工作台、转塔、液压系统和控制系统。
机床床身采用整体式浇铸结构,工作台固定在床身上,转塔安装在工作台上,液压系统负责驱动工作台和转塔的移动,控制系统控制整个机床的运行和加工过程。
这种结构设计既注重机床的刚性和稳定性,又满足了转塔冲床多样化的冲头需求。
数控转塔冲床结构设计概要

数控转塔冲床结构设计概要数控转塔冲床是一种高精度且自动化程度较高的机械设备,广泛应用于各种金属加工行业。
其基本原理是将原材料通过冲压工艺形成精准的工件,主要适用于大批量生产。
在数控转塔冲床的设计中,需要考虑多个方面的因素,包括结构设计、驱动系统、控制系统等。
本文主要介绍数控转塔冲床的结构设计概要。
一、床身结构床身是数控转塔冲床的主体结构,其高度和长度决定了冲床的加工范围。
一般的,床身是由大型铸造件或焊接结构组成。
床身上安装有冲床座、工作台、转塔、液压系统等多个组件,需要考虑其耐用性、稳定性等因素。
床身结构的稳定性也是衡量一台数控转塔冲床质量的关键因素,如果床身结构不稳定,就会导致机床运转时发生扭曲、移位等问题,从而影响加工精度和生产效率。
因此,床身的设计必须符合一定的结构强度和刚度要求。
二、驱动系统数控转塔冲床的驱动系统主要由伺服电机、齿轮传动机构和链条传动器组成。
其中,伺服电机通过齿轮传动机构和轴承系统,带动链条传动器与冲床底部的凸轮相连,从而实现转塔的旋转和升降。
驱动系统的设计必须考虑速度、功率、精度等多种因素。
三、转塔结构转塔是数控转塔冲床最基本的工具,是一块由多个孔位组成的板,用于装载多种不同的模具。
转塔的逆时针旋转可以使不同的模具顺序进入工作台中,从而实现高效的自动化工作。
转塔的设计要考虑到工件尺寸、孔位安排、转速、空间占据等多种因素。
同时,转塔的准确加工和精准加工是数控转塔冲床加工的关键步骤。
四、液压系统液压系统是数控转塔冲床的核心部分,主要由水泵、液压缸和各种控制阀组成。
液压系统主要工作是为机床提供液压驱动力,实现机床的各种功能。
液压系统的设计需要考虑到液压油的类型和性质、系统压力、系统轻重载的设计、油路布置等因素。
合理的液压系统设计可以大大提高机床的稳定性和工作效率。
综上所述,数控转塔冲床的结构设计是一个非常复杂和细致的工程,需要考虑多种因素。
合理的结构设计可以保证机床的稳定性和加工精度,从而提高生产效率和经济效益。
用于数控转塔冲床的送料机构

用于数控转塔冲床的送料机构数控转塔冲床是一种高效的金属加工设备,主要用于铁、铝、不锈钢等金属材料的切削加工。
为了提高生产效率和加工精度,现代数控转塔冲床通常配备有自动送料机构。
送料机构是数控转塔冲床的核心部件之一,其功能是将待加工的金属板料按照设定的尺寸和位置精确地送入冲床工作区域,并保持良好的定位精度和稳定性。
下面将介绍几种常见的数控转塔冲床送料机构。
1.平台送料机构:平台送料机构是一种简单且常见的送料机构,通过平台将金属板料从原料区域推入冲床工作区域。
该机构适用于较薄的板料加工,具有结构简单、成本低廉的优点。
但缺点是对板料的定位精度较低,容易产生倾斜和偏移。
2.滚珠杆送料机构:滚珠杆送料机构利用滚珠螺母与滚珠杆传动,通过外力推动滚珠杆实现金属板料的送料。
滚珠杆送料机构具有定位精度高、传动效率高等优点,适用于对精度要求较高的加工工艺。
3.伺服电机送料机构:伺服电机送料机构是一种采用伺服电机驱动的送料装置。
通过编程控制伺服电机的转动角度和速度,实现金属板料的精确送料。
伺服电机送料机构具有定位精度高、反应快速等优点,适用于对精度要求较高的加工工艺。
4.液压送料机构:液压送料机构采用液压缸或液压马达驱动,通过液压系统控制送料装置的运动。
液压送料机构具有送料力大、适用于加工厚板材料等优点,适用于对力量要求较高的加工工艺。
以上是几种常见的数控转塔冲床送料机构,根据不同的加工需求和工艺要求,可以选择合适的送料机构来提高生产效率和加工精度。
同时,为了确保送料机构的稳定性和安全性,在日常使用中需要进行维护和保养,并定期检查和更换关键部件,以确保机器的正常运行和安全生产。
数控转塔冲床的结构组成详解

数控转塔冲床的结构组成详解数控转塔冲床是带旋转工位、自动换模、12-32工位数、实现批量冲多种孔型的数控冲床。
数控转塔冲床是技术革新的代表性设备,直接带来的优势是提高了工作的安全因素、节省了工人的数量、缩减了多道工序,真真做到了省钱、省力又省时。
广泛用于机械、电器、仪表、筛网、五金、各类金属盘、箱、柜等行业的冲压加工。
数控转塔冲床总的来说由六大部分组成。
青岛科力达机械制造有限公司坐落在青岛胶南市,是集独立研发、设计、制造、销售为一体的企业,公司主要生产闭式、开式、液压、太阳能等多种数控转塔冲床。
下面就跟随公司技术人员详细认识一下数控转塔冲床的六大部分,以及它们的功能。
1、操作面板:操作人员与数控转塔冲床进行信息交流的工具。
采用的是当下最流行windows xp操作系统,实现AutoCAD图形自动转换加工程序,操作灵活方便。
2、控制介质与输入输出设备:控制介质是记录零件加工程序的媒介,输入输出设备是CNC系统与外部设备进行交互装置。
3、CNC装置根据输入的零件加工程序进行相应的处理(如运动轨迹处理、机床输入输出处理等),然后输出控制命令到相应的执行部件(伺服单元、驱动装置和PLC等)CNC装置是CNC系统的核心。
4、伺服单元、驱动装置和测量装置:保证灵敏、准确地跟踪CNC装置指令,包括进给运动指令和主轴运动指令等。
伺服电机、直线导轨、滚珠丝杠、联轴器、气动元件及电器件都采用进口品牌,保证了设备的精度及稳定性;5、PLC、装备I/O电路和装置:接受CNC的M、S、T指令,对其进行译码并转换成对应的控制信号,控制辅助装置完成装备相应的开关动作;接受操作面板和装备侧的I/O信号,送给CNC装置,经其处理后,输出指令控制CNC系统的工作状态和装备的动作。
6、机械装备:数控装备的主体,是实现制造加工的执行部件。
床身整体回火处理然后经振动时效处理,有效的消除内应力;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刘海燕… 戴
( [ 1 】 山 东协和 学 院
鹏1 0 7 ;
2 6 2 2 3 3 )
[ 2 ] 福 田雷沃 国 际重工股份 有 限公 司 山东 ・ 潍坊
摘 要
伴随着大规模 、 定制化生产装备技术 的不断发展, 在板料冲压加工领域使用 自动化送料机构 的企业越来越
多。 在整个 自动化生产 线开始位置的拆垛上料机 , 是板料 的自动化送料机构 中, 功 能最 多、 技术要求最高的部分之一。 因此, 所选 择的拆垛上料机的技 术水平和功能配置 的不 同, 对板料冲压加 工生产 的影响是完全不 同的。 板料拆垛 上 料机是冲压 自动化生产 最重要 的部分之一。 它的 自动化水平 的高低 , 会直接影响冲压生产 的效率、 生产节拍 以及冲压
制下将板料运送到所 需位置的部分 , 也是上料机的承载部分 。 其他装置 比如板料抓取装置一 端拾器、 伺服 电机、 传感器等都 安装 在上 面 。 ( 6 ) 运功控制系统 。 运动控制系统是板料拆垛上料机的核 心, 拆垛上料机的运动参数设置、 生产节拍、 检测系统的检测 都 由其完 成 。 3 拆 垛 上 料 机机 械 本 体 的 结 构 形 式 目前 ,板料拆垛上料机 的结构形式主要有直角坐标型和 关节型。本文采用直角坐标型 结构形式,拆垛上料机通常为 三轴形式,也有 四根轴的形式 。四根运动轴分别对应直角坐 标系中的 x、 Y、 z和 z轴上的旋转轴 , 工作时运动机构沿着 x Y、 Z三个相互垂直的轴 线移动 。使拆垛上料机上 的板料抓 取装置带着板料到达指定的位 置。 此外 Z轴上还有一个用来 调整抓取板料状态 的一个旋转轴 。 直角坐标 型拆垛上料机有 以下主要特点 : ( 1 ) 根 据 不 同 的需 要 可 方便 的组 合 出 各 种样 式 , 其 承 载 能 力从 1 0公斤到 2 0 0公斤 。 ( 2 ) 超大行程, 单根龙 门式直线运动单元 的长度是 6米, 还可 以连接多根直线运动单元组成超大行程的结构形式 。 ( 3 ) 负载 能力强, 单根直线运动单元的负载能力通 常小于 2 0 0公斤。 若承载能力要求更高 时, 则可采用双滑块或 多滑块 刚性连接的方式, 这样其负载能力可 以增加到 5 到 1 0倍 。 ( 4 ) 动态特性好, 轻负载时其运行速度最大可达到 8 m/ s , 加速度最大可达 4 m / s 。 ( 5 ) 简单经济 , 与关节机器人相 比, 直角坐标机器人外观 结构不仅简单、 直观而且构造成本低 , 具有较好的经济 性。 分离板 料毛坯 的方法有若干 种,是 目前应用最 为广泛的板料 ( 6 ) 使用寿命长, 直角坐标 型拆垛上料机 的维护通常是定 分离方式 。 它是通过设置在板料垛侧面的永久磁铁或 电磁铁 , 期进行润滑油 的加注,寿命一般在 1 0年 以上, 若维护保养较 将毛坯磁化 , 使相邻板料产生相同的磁 极。由于 同性相斥 , 上 好寿命可达 2 0年 。 层板料被磁 力托起从而达到板料分离 的 目的。 4小 结 ( 3 ) 板料抓取装置一端拾器。 通过板料 开垛技术对板料进 本章对数控转塔冲床板料拆垛上料机的功能进行 了分析, 行分离后,板料抓取装置对分离 后的板料进行抓取 。通常运 依据数控转塔冲床 的特 点以及生产 实际对拆垛上料机的各部 用 真 空 吸盘 对 板 料 进 行 抓 取 ,真 空系 统 可 以检 测 吸盘 上 是 否 分的功能进行 了研 究, 构建 出拆垛上料机 的功能组成框 图, 并 吸附有工件 , 即进行所谓 的在位检测。另外, 端拾器 上还可 以 对各部分在使用中的作用进行 了较为详细的论述 。本文采用 配备 电磁吸盘或机械夹钳 。 滚轴传送式机构来实现移换垛功能, 升降垛框功能, 采用液压 ( 4 ) 双板料检测系统。 虽然通过板料分离装置可 以将大多 叉式升降台来实现对于拆垛上料机 的结构形式采用直角坐标 数板料成功分离 , 但仍会有分不开的情况 , 为了避免双料 的出 型结构, 并对其 x、 Y、 z轴进行 了定义 。最后对拆垛上料机的 现, 每上一次料双板料检测系统都要检测一次, 如果是两张及 机械结构本体 的总体结构进行 了设计 。 以上的板料被抓起 则迅速将板料放回原料位或备用料位 ,然 后重新抓取毛坯。生产 自动停止, 检测无误送到对 中台上 。 ★基金项 目: 山东协和学院 ( X HX Y2 0 1 4 0 6 ) 。 ( 5 ) 机械运动机构 。 机械运动机构是在运动控制系统的控
生 产 整体 的 自动化 水 平 。
关键 词
上料机
送料机构
板料冲压
文 献 标识 码 : A
中图 分 类号 : T H1 2 3
1 拆 垛 上 料 机 功 能概 述 板料 开垛是 自动化冲压的第一道工序 。从备料车 间运送 到 冲 压车 间的板 料 , 首 先 通过 板 料 开垛 机 中 的板 料 分 离装 置 自 动将毛培垛料 实现板料分离。以备下道工序对板料进行抓取 送料。通 过板料分离装置对板料进行分离后,通过板料抓取 装置—— 端拾器对板料进行抓取。通常运用真空吸盘对板料 进行抓取。 由于板料间油污作用等原因, 通过板料分离装置对板料进 行分离后 , 也不可避免的存在有两张及两张以上的板料粘在一 起 因此, 必须对端拾器抓取 的板料进行检测 以防止将两块或 两块以上 的板料 同时送入模具 , 造成模具或压力机的破坏造成 高 昂的维修 费用并耽误正常生产 。 其动作过程为: 在备料车 间 的板料通过人工 、 叉车或其他设各运送到冲压车 间, 将方有板 料 的垛框放在 升降机构上。升降机构 以合适 的速度将垛料上 升到容易被抓取 的位置, 升 降机构通过控制能保证垛料最上面 的板 材 始 终 处 于预 设 的被 抓 取位 置 。然 后垛 框 内的 板 料在 板 料分离装置的作用下实现板料分离。 对板料进行分离处理后, 通过拆垛上料机的抓取装置一端拾器对垛料上面 的板料进行 抓取 。为防止 由各种原 因照成的板料不能成功分离而将同时 抓取 的两张甚至两张 以上的板料送入压力机。 2拆 垛 上 料机 的组 成 ( 1 ) 移换垛机构 。为保证工作的连续性 , 运送板材的垛框 应能及 时更换 , 一般而言至少需要 2个垛位 : 一个是工作垛框 位 和一个后续垛框。根据实际加工板材的大小、垛位的高度 和垛框 的承载能力, 移换垛功能可 以选择不同的方式来实现 。 ( 2 ) 板料分离装置 。 其功能主要使垛在一起的板料分离。