大型锻件中疏松缺陷压实条件研究
锻件缺陷的主要特征及产生的原因

1锻造概述1.1锻造利用冲击力或静压力使加热后的坯料在锻压设备上、下砧之间产生塑性变形,以获得所需尺寸、形状和质量的锻件加工方法称为锻造。
常用的锻造方法为自由锻、模锻、胎模锻。
1.2自由锻利用冲击力或静压力使经过加热的金属在锻压设备的上、下砧间向四周自由流动产生塑性变形,获得所需锻件的加工方法称为自由锻。
自由锻分为手工锻造和机器锻造两种。
手工锻造只能生产小型锻件,机器锻造是自由锻。
1.3锻造特点1.3.1自由锻造所用工具和设备简单,通用性好,成本低。
同铸造毛坯相比,自由锻消除了缩孔、缩松、气孔等缺陷,使毛坯具有更高的力学性能。
锻件形状简单,操作灵活。
1.3.2锻件和铸件相比锻件的优点1.3.2.1金属经过锻造加工后能改善其组织结构和力学性能。
铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
1.3.2.2铸件的力学性能低于同材质的锻件力学性能。
此外,锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与长的使用寿命采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的。
1.3.2.3锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。
这种力量典型的通过使用铁锤或压力来实现。
铸件过程建造了精致的颗粒结构,并改进了金属的物理属性。
在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。
铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理等,所得到的具有一定形状,尺寸和性能的物件。
因此,它在重型机器及重要零件的制造上有特别重要的意义。
1.4应用领域自由锻造是靠人工操作来控制锻件的形状和尺寸的,所以锻件精度低,加工余量大,劳动强度大,生产率也不高,因此它主要应用于单件、小批量生产。
大型锻件中常见的缺陷与对策大全
大型锻件中常见的缺陷与对策大全摘要:I.引言- 大型锻件的应用背景- 锻造过程中常见缺陷概述II.大型锻件中的常见缺陷- 锻造裂纹- 夹杂物- 疏松- 偏析- 折叠III.大型锻件缺陷的对策- 针对锻造裂纹的对策- 针对夹杂物的对策- 针对疏松的对策- 针对偏析的对策- 针对折叠的对策IV.结论- 总结大型锻件中常见缺陷及对策- 强调质量控制的重要性正文:I.引言大型锻件广泛应用于航空、航天、能源等各个领域,其质量直接影响着设备的运行安全和可靠性。
在锻造过程中,由于各种原因,锻件中常会出现一些缺陷,如锻造裂纹、夹杂物、疏松、偏析和折叠等。
针对这些缺陷,本文将对大型锻件中的常见缺陷及对策进行探讨。
II.大型锻件中的常见缺陷1.锻造裂纹锻造裂纹是锻件中最常见的缺陷之一,主要由于锻造过程中金属的塑性变形不均匀,内部应力过大而产生。
裂纹可能出现在锻件的表面或内部,对锻件的使用性能产生严重影响。
2.夹杂物夹杂物是指在锻造过程中,金属中混入的氧化物、硅酸盐等非金属杂质。
夹杂物会影响锻件的力学性能和耐腐蚀性能,甚至导致锻件在使用过程中断裂。
3.疏松疏松是指锻件中出现的孔洞或疏松区域,通常由于金属在锻造过程中未完全充填模腔而产生。
疏松会降低锻件的强度和韧性,严重影响锻件的使用性能。
4.偏析偏析是指金属中某些元素或化合物在锻件中分布不均匀的现象。
偏析会导致锻件的性能不均匀,可能出现局部脆弱、疲劳裂纹等问题。
5.折叠折叠是指锻件在锻造过程中产生的折叠状缺陷,通常由于金属在流动过程中受阻或变形不充分而产生。
折叠会降低锻件的强度和韧性,影响锻件的使用性能。
III.大型锻件缺陷的对策1.针对锻造裂纹的对策- 优化锻造工艺,降低金属的内部应力- 严格控制锻造温度,避免过热或过冷- 合理设计模具,确保金属塑性变形均匀2.针对夹杂物的对策- 提高金属原料的质量,减少夹杂物的含量- 采用净化熔炼技术,降低金属中的杂质含量- 合理选择锻造工艺,避免金属氧化和硅酸盐形成3.针对疏松的对策- 提高锻造速度和变形程度,使金属充分充填模腔- 优化模具设计,确保金属流动畅通- 严格控制锻造过程中的润滑剂和冷却剂使用4.针对偏析的对策- 优化金属成分,控制元素含量和分布- 采用均匀化热处理工艺,改善金属的分布状态- 严格控制锻造过程中的温度梯度和冷却速度5.针对折叠的对策- 优化锻造工艺,确保金属流动顺畅- 合理设计模具,避免金属受阻和变形不充分- 严格控制锻造过程中的力度和速度IV.结论大型锻件中的常见缺陷及对策是锻造过程中需要关注的重要问题。
锻件产品缺陷分析及防止方法
(作者单位:1.沈阳万恒锻造有限公司;2.沈阳市汽车工程学校)锻件产品缺陷分析及防止方法◎高杰1王本昊2为了保证质量,对于金属锻件必须进行质量检验。
对检验出有缺陷的锻件,根据使用要求(检验标准)和缺陷的程度确定其合格、或报废、或经过修补后使用。
一、自由锻件常见缺陷及其原因和防止方法(一)裂纹1.表面裂纹。
(1)表面横向裂纹。
锻造时坯料表面出现横向较浅的裂纹,是由于钢锭皮下气泡暴露于表面不能锻合而形成的,其深度可达10mm 以上;或者操作时送进量过大,在塑性较差的金属坯料上也会出现这种缺陷。
锻造时坯料坯料表面出现横向较深的裂纹,是由于钢锭浇注和脱模后冷却不当等多种原因引起的,严重时由于浇注中断而造成横断成两截,成为无法挽救的废品。
表面横向裂纹往往在第1火次锻造中出现。
一经发现,大型锻件可用火焰吹氧清理去掉,小锻件可用小剁刀剁除,以免裂纹在锻造时继续扩大。
防止方法是控制和保证钢锭的质量,改善钢锭起模后的冷却工艺,并控制操作时坯料的送进量。
(2)表面纵向裂纹。
在第一次加热后鐓拔长或粗时,产生在坯料表面上的纵向裂纹,时由于钢锭模内壁缺陷或浇注操作不当或起模后冷却不当,以及钢锭倒棱时压下量过大,或者钢坯在扎制时就产生有纵向划痕造成的。
锻造时一经发现纵向裂纹应立即消除,以免缺陷继续扩大。
防止的方法是:提高钢锭质量;保证浇注操作的正确性;起模时控制冷却工艺;钢锭倒棱时控制压下量;对钢坯表面划痕较多的禁止使用,等等。
2.内部裂纹。
(1)内部横向裂纹。
这是不能从锻件外表看见的缺陷,只能通过磁力探伤、超声波检查发现。
产生的原因是:冷钢锭在加热过程中,低温区的加热速度过快,或者塑性较差的高碳钢、高合金钢在锻造操作时相对送进量L/D (或L/H )小于0.5。
防止的方法是控制冷钢锭的加热速度,特别是在低温区;还有就是控制锻造操作时的相对送进量。
(2)内部纵向裂纹。
锻件内部可能产生3种纵向裂纹:①在坯料冒口端中心附近因存在残余缩孔或二次缩孔,锻后引起纵向内裂纹。
大型锻件内部缺陷分析及消除内裂纹的措施
大型锻件 内部 缺 陷分析及 消除 内裂纹的措施
宫成立 关谷 涵 ( 阳职 业技 术学 院 , 阳 10 4 ) 沈 沈 105
An lsso r e s aef r igit r a e e t n a u e f l n t git r a r c s ay i nl g - c l gn e n l f c d me s r so i a i e n l a k a o n d a e mi n n c
中图分类 号 : H1 。G 3 T 6 T 35
文献 标识 码 : A
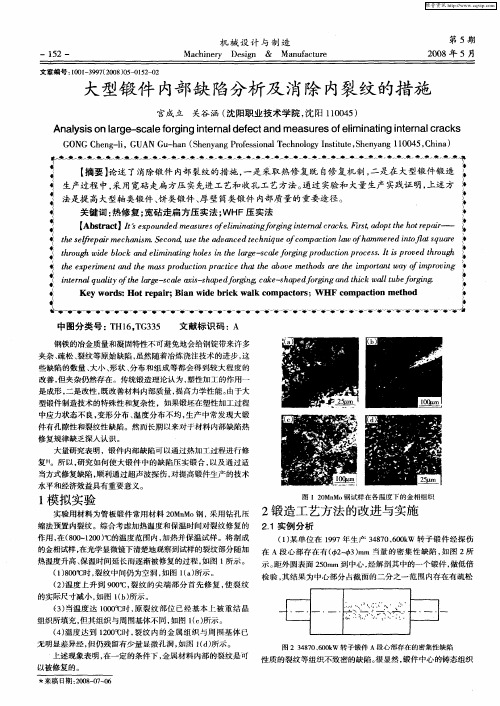
钢铁的冶金 质量 和凝 固特性不可避免地会给钢锭带来 许多 夹杂 、 疏松 、 裂纹等原始缺 陷, 虽然 随着 冶炼 浇注技术 的进步 , 这 些缺陷的数量 、 大小 、 状 、 形 分布 和组成等都会 得到较大程 度的 改善 , 但夹杂仍然存在。传统锻造理 论认为 , 塑性加工的作用一
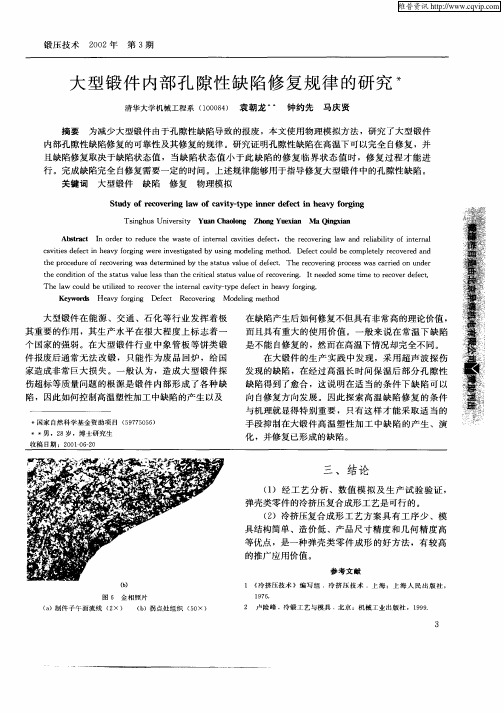
( )0 时 , 18 oC 裂纹 中间仍为空洞 , 如图 1a所示 。 () () 2 温度上升 到 9 0C, 0  ̄ 裂纹的尖端 部分 首先修 复 , 使裂 纹 的实际尺寸减小 , 如图 lb 所示。 () () 3 当温度达 10  ̄时 , 00 原裂 纹部位 已经基 本上被 重结 晶
上述现象表明 , 在一定 的条件下 , 金属 材料 内部 的裂纹是可 性质 的裂 纹等组织 不致 密的缺陷。 很显然 , 锻件 中心 的铸态组织 以被修复的。
★来稿 日期 : 0 — 7 0 2 80—6 0
维普资讯
第 5期
宫 成 立等 : 大型锻 件 内部 缺 陷分 析及 消除 内裂纹 的措 施
G N h n —i G A u h n( h n a gPo sin l eh ooyIs tt,h n a g1 0 4 , hn ) O G C e g l U N G — a S e yn rf s a T c n lg tue S e yn 10 5 C ia , e o ni
大型筒体锻造成形缺陷分析及预防
筒 体锻造 过 程质量 控 制 的 目的在 于保证筒 体 质量 符 合锻 件 的技 术 标 准 , 以满 足 产 品 的设 计 和
使用要求 。简体质量包括锻件尺寸 、 形状 、 表面质 量 和 内部质 量等 几个 方面 。锻 造过 程 中产生 的外 观方 面不 符合 锻 件技术 标 准 的缺陷 , 如锻 件尺 寸 、 形状 、 面质 量等 缺 陷是本 文 的主要 研究 对象 , 表 由
目前 , 大型筒 体 的 主要 锻 造 成 形 工 艺 为 芯轴 扩孔 锻 造法 , 工艺 流程 如下 : 长切 除水 冒口一 镦粗 其 拔
冲孔 一 芯轴拔 长一 芯 轴扩 孔 。部分 厂家 采用 先进
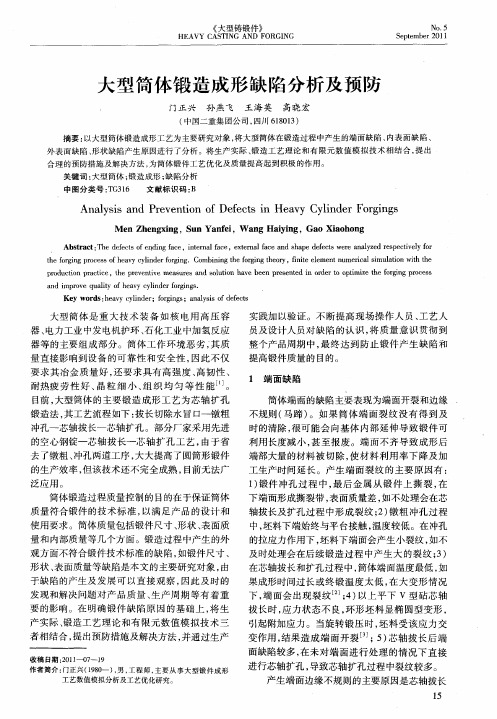
筒体端面的缺陷主要表现为端面开裂和边缘 不规 则 ( 马蹄 ) 。如 果 筒 体 端 面 裂 纹 没 有 得 到 及
Ab t a t T e d fc so r i gf c ,i tr a fc ,e t r a a e a d s a e d fc sw r n lz d r s e t ey fr sr c : h e e t f o n e ne n l a e x e l c n h p ee t e e a ay e e p c i l o ed a n f v t e fr i gp o e so e v y i d r o gn .C mb n n ef r ig t e r i i l me t u rc ls lt n wi h h o g n r c s f a y c l e r i g o ii g t o gn oy。f t e e n me ia i ai t te h n f h h ne n mu o h p o u t n p a t e,t e p e e t e me s r sa d s l t n h v e n p e e t d i r e o o t z h o gn r c s r d ci r c i o c h r v n i a u e n o u i a e b e r s n e n o d rt p i e t e f r i gp o e s v o mi a d i r v u l y o e v y i d rf ri g . n mp o e q ai fh a y c l e og n s t n Ke r s h a y c l d r o gn s n l s fd fc s y wo d : e v y i e ;fr i g ;a a y i o ee t n s
大锻件中心压实法(JTS)锻造过程有限元分析

Table 3
D=.43.7
E=-24.8 F=一5.92 G=13.0 H=31.9 I=50.8
日=0.385
I=0.440
Maximum
different
equivalent strain in the
鼻1100
图1
JTS锻造的锻件及上下模模型 Models of JTS method
Fig.2
Fig.1
图2第6组工况锻件的温度场
Calculated temperature field of the case 6
2.2温度场的建立
中心压实法(JTS法)的关键是建立从锻件外 部到心部的高温度梯度。实际生产中,在锻件加热 工序完成后,对其四周喷水或吹风进行快冷,使锻 件在保持内部高温的情况下,外部降温,产生较高 的温度梯度。在模拟中,通过调整锻件表面与环境 的换热系数(w・m_2・℃叫)和热交换时间(s)的 方法建立不同的温度场。由于JTS法采用的是四周 同时冷却,所以锻件在冷却后表面的温度基本是均 匀的。为了方便起见,在锻件表面取某一特征点A 表征锻件表面温度。模拟结果见表1。 为了更好地反映温度梯度对大锻件内部缺陷的影 响,本文还模拟了普通镦粗工艺(加热后直接镦粗), 即表1中的第1组工况。普通镦粗条件下,锻件与空 气的对流换热系数取为0.02(W・m-2・℃1)。当采
tO
forging is limited due
the single-piece producing and large costs.The numerical simulation is alternation method for
stress
studying metal forming.The characters of the temperature field and the filed of the strain and rigid-plastic finite element method.The effects of temperature gradient
大型锻件中常见的缺陷与对策

大型锻件中常见的缺陷与对策大型锻件中常见的缺陷与对策大型锻件中的缺陷,从性质上分为化学成分、组织性能不合格,第二相析出,类孔隙性缺陷和裂纹五大类。
从缺陷的产生方面可分为,在冶炼、出钢、注锭、脱模冷却或热送过程中产生的原材料缺陷及在加热、锻压、锻后冷却和热处理过程中产生的锻件缺陷两大类。
大型锻造中,由于锻件截面尺寸大,加热、冷却时,温度的变化和分布不均匀性大,锻压变形时,金属塑性流动差别大,加上钢锭大冶金缺陷多,因而容易形成一些不同于中小型锻造的缺陷。
如严重偏析和疏松,密集性夹杂物,发达的柱状晶及粗大不均匀结晶,敏感开裂与白点倾向,晶粒遗传性与回火脆性,组织性能的严重不均匀性,形状尺寸超差等等。
大型锻件中常见的主要缺陷有:1.偏析钢中化学成分与杂质分布的不均匀现象,称为偏析。
一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。
尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。
大锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。
合金元素、杂质含量、钢中气体均加剧偏析的发展。
钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。
(1)区域偏析它属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。
如钢中气体在上浮过程中带动富集杂质的钢液上升的条状轨迹,形成须状∧形偏析。
顶部先结晶的晶体和高熔点的杂质下沉,仿佛结晶雨下落形成的轴心∨形偏析。
沉淀于锭底形成负偏析沉积锥。
最后凝固上部区域,碳、硫、磷等偏析元素富集,成为缺陷较多的正偏析区。
图1为我国解剖的55t34CrMolA钢锭纵剖面硫印低倍图片及区域偏析示意图。
图1 钢锭区域偏析硫印示意图①“∧”型偏析带②“∨”型偏析带③负偏析区防止区域偏析的对策是:1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。
2)采用多炉合浇、冒口补浇、振动浇注及发热绝热冒口,增强冒口补缩能力等措施。
数值模拟结合实验验证克服铸件疏松缺陷-精选资料

数值模拟结合实验验证克服铸件疏松缺陷DOI:10.15938/j.jhust.2016.03.0170引言镁合金因其高比强度、高比刚度、高阻尼性能和优异的切削性能,在航空装备制造领域得到越来越多的应用,尤其是直升机或飞机传动系统的机匣壳体类铸件多为镁合金。
其中做为8 t级直升机的主减速器机匣,材质为ZM6,铸件重量为137 kg。
铸造方法为砂型重力铸造,铸件高度达846 mm。
对于浇注如此高的ZM6铸件,采用原始的随形冒口。
往往在冒口根部的法兰内部易产生疏松缺陷。
关于镁合金铸件缺陷的克服,国内外学者已进行了大量研究工作,从熔体处理、浇注工艺参数、热处理等工序人手,运用数值模拟和实验验证方法进行了研究,但缺少在真实铸件上应用的实例。
在此基础上,本文以8 t级直升机的主减速器机匣为例,针对原冒口下方易产生的疏松缺陷,提出一种新方案,旨在节约合金液用量,并减少过多合金液流经铸件对其产生的过热影响。
新方案将采用分散式保温冒口,保温冒口之间放置冷铁,得到修改后的铸件及其浇注系统的3D数模。
利用Magma5.2数值模拟软件,对修改后的3D数模进行数值模拟,然后自组装测温系统对数值模拟结果进行实验验证。
1研究方法与过程1.1合金材料主机匣材质为ZM6合金,见表1。
图1所示为ZM6的实测DSC 曲线,利用切线法标定出其凝固温度范围为(580~656)℃。
1.2研究方法利用Magma5.2对主机匣上法兰边的新方案进行数值模拟,根据数值模拟结果分析新方案的合理性,修理模具投产,再进行射线探伤验证。
1.3研究过程如图2为实验研究过程,针对现有主机匣随形常规冒口根部法兰内部的疏松问题,制定分散式保温冒口配合冷铁的模具修理方案,然后对新方案进行数值模拟,后对数值模拟结果进行温度场实验验证,最终确定模具修理方案。
2结果与分析2.1新方案的提出如图3(a)所示,为原主机匣的顶冒口结构,冒口截面相似于法兰边形状,在相邻的冒口之间设置小冷铁。
大型锻件中常见的缺陷与对策大全
大型锻件中常见的缺陷与对策大全(实用版)目录1.大型锻件概述2.大型锻件中常见的缺陷2.1 偏析2.2 疏松2.3 密集性夹杂物2.4 发纹2.5 白点3.缺陷产生的原因3.1 温度变化和分布不均匀3.2 金属塑性流动差别大3.3 钢锭冶金缺陷多4.缺陷的检测方法4.1 无损检测技术4.2 表面检测5.缺陷的对策5.1 优化锻造工艺5.2 改进材料质量5.3 提高设备性能5.4 强化生产管理正文一、大型锻件概述大型锻件是指尺寸大、重量重的锻件,通常用于制造大型机械设备、船舶、电力设备等。
由于其尺寸和重量的特性,大型锻件在制造过程中容易产生各种缺陷,严重影响设备的性能和安全。
因此,研究大型锻件中常见的缺陷及其对策是十分必要的。
二、大型锻件中常见的缺陷1.偏析偏析是指合金中成分分布不均匀的现象,可能导致锻件的力学性能不稳定。
2.疏松疏松是指锻件中存在许多孔隙,容易降低锻件的强度和韧性。
3.密集性夹杂物密集性夹杂物是指锻件中存在的大量微小夹杂物,会影响锻件的性能。
4.发纹发纹是指锻件表面出现的细小纹路,可能引起疲劳裂纹,影响锻件的使用寿命。
5.白点白点是指锻件中出现的白色斑点,通常是由于锻件冷却过快引起的,可能影响锻件的性能。
三、缺陷产生的原因1.温度变化和分布不均匀大型锻件在加热和冷却过程中,由于截面尺寸大、热传导不均匀,导致温度变化和分布不均匀,从而引发缺陷。
2.金属塑性流动差别大在锻造过程中,金属的塑性流动差别大,可能导致部分区域变形不足,产生缺陷。
3.钢锭冶金缺陷多钢锭中的冶金缺陷,如夹杂物、气孔等,在锻造过程中可能被放大,导致锻件缺陷。
四、缺陷的检测方法1.无损检测技术无损检测技术可以检测锻件内部的缺陷,如射线探伤、超声波探伤等。
2.表面检测表面检测可以观察锻件表面的缺陷,如磁粉探伤、渗透探伤等。
五、缺陷的对策1.优化锻造工艺通过调整加热温度、保温时间、锻造顺序等,优化锻造工艺,减少缺陷产生。
大型锻件内部孔隙性缺陷修复规律的研究
t ep o e u eo eo e ig wa eem ie y t esa u au f ee t Th eo e ig po e swa a re nu d r h rc d r frc v r sd tr n d b h tt sv l eo fc. n d er c v rn r c s sc ri o n e d
*国家 自然科学基金 资助项 目 ( 9 7 0 6 5755 )
* *男 ,2 8岁 ,博 士研 究 生 收 稿 日期 :2 0 —62 0 10 —0
在缺陷产生后如何修复不但具有非常高的理论价值 , 而 且具 有 重大 的使 用 价 值 。一般 来 说 在 常 温 下 缺 陷
是 不能 自修 复 的 ,然 而在 高 温下 情况 却 完全 不 同 。 在 大锻 件 的生 产 实 践 中发 现 ,采 用 超 声 波 探 伤 发现 的缺 陷 ,在经 过 高 温 长 时 间保 温 后 部 分 孔 隙性 缺 陷得 到 了愈合 ,这 说 明在 适 当 的条 件 下 缺 陷 可 以
且缺 陷修 复 取决 于 缺 陷状 态值 ,当缺 陷状 态 值 小 于此 缺 陷 的修 复 临界 状 态 值 时 ,修 复过 程 才 能进
行。完成缺陷完全 自修复需要一定 的时间。上述规律能够用于指导修复大型锻件 中的孔隙性缺陷。 关键 词 大 型 锻件 缺 陷 修 复 物 理模 拟
S u y o e o e i a o a iy t pe i ne f c n he v o g ng t d f r c v rng l w fc v t - y n r de e t i a y f r i
大 型锻 件 在 能 源 、交 通 、石 化 等 行 业 发 挥 着 极 其 重要 的作 用 ,其 生 产 水 平 在 很 大 程 度 上 标 志着 一 个 国家 的强 弱 。在 大 型 锻 件 行 业 中象 管 板 等 饼 类 锻 件 报废 后通 常 无 法 改 锻 ,只 能 作 为废 品 回炉 ,给 国 家造 成 非常 巨大 损 失 。一 般认 为 ,造 成 大 型 锻 件 探 伤超 标 等 质量 问题 的根 源 是 锻 件 内部 形 成 了各 种 缺 陷 ,因此如 何 控制 高 温塑 性加 工 中缺 陷 的产 生 以及
锻件的常见缺陷及原因分析

锻件的常见缺陷及原因分析(2007/07/05 10:58)锻件的缺陷很多,产生的原因也多种多样,有锻造工艺不良造成的,有原材料的原因,有模具设计不合理所致等等。
尤其是少无切削加工的精密锻件,更是难以做到完全控制。
1.大晶粒大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。
铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒,晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降。
2.晶粒不均匀晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。
产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。
耐热钢及高温合金对晶粒不均匀特别敏感。
晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。
3.冷硬现象变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。
这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。
严重的冷硬现象可能引起锻裂。
4.裂纹裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。
裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。
如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在镦粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。
5.龟裂龟裂是在锻件表面呈现较浅的龟状裂纹。
在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。
引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。
②高温长时间加热时,钢料表面有铜析出、表面晶粒粗大、脱碳、或经过多次加热的表面。
③燃料含硫量过高,有硫渗人钢料表面。
常用锻件的缺陷及排除措施
错移
局部充 填不足
过烧
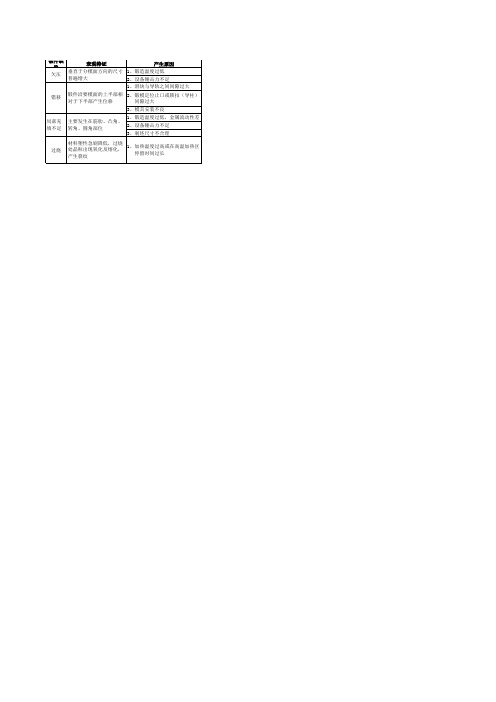
锻件缺陷 欠压
表现特证 产生原因 垂直于分模面方向的尺寸 1、锻造温度过低 普遍增大 2、设备锤击力不足 1、滑块与导轨之间间隙过大 锻件沿要模面的上半部相 2、锻模定位止口或锁扣(导柱) 对于下半部产生位移 间隙过大 3、模具安装不良 1、锻造温度过低,金属流动性差 主要发生在筋肋、凸角、 2、设备锤击力不足 转角、圆角部位 3、制坯尺寸不合理 材料塑性急剧降低,过烧 1、加热温度过高或在高温加热区 处晶粒出现氧化及熔化, 停留时间过长 产生裂纹
大型锻造用钢锭凝固疏松缺陷的数值模拟
() 3 方案 1中 的疏 松 缺 陷 分 布 : 冒 口线 下方 在
拟 。对 两种 不 同 的 浇 注 工 艺 方案 , 过 温度 场 和 固相 场 , 析 了采 用 双 包浇 注 时 不 同 浇 注 温 度 对凝 固过 通 分
程 和 疏 松 形成 规 律 的影 响 。 结果 发 现 : 浇 包 的 浇 注 温 度 低 , 快 了钢 锭 上 部 的 凝 固, 后 加 降低 了 冒 口的 补
大型 锻造用 钢 锭 的 内部 缺 陷主要 有 偏 析 、 夹渣
物 、 孔 和 疏松 等 , 缩 这些 缺 陷 的形 成与 冶 炼 、 浇注 和
凝 固过程 密切 相关 。在生 பைடு நூலகம் 过程 中 , 制 稍有 不 慎 控 就会 导致 大型 锻件 的报废 引。在 大型 锻 造用 钢 锭 的凝 固过 程 中 , 由于 逐 层 凝 固收 缩 , 锭 的 中 心轴 钢
30 1
太
r}
原
科
r}
技
大
r}
学
学
rl rL
报
21 0 2年
的整个凝 固过 程 中 , 距 冒 口线 以下 10~ 0 m 1m引 ,) O~ 0 m 长 约 14 0 m 的细 长 缩 松 在 0 m ¨ 5 30 1 纠 纠 j m i m处 宽 2 3 m, j 1 m l n 区域 凝 固速度 始终 最 快 。在 先后 浇 包 温度 相 同 时 , 疏 松 程 度 比后 浇 包 温 度 低 时 要 轻 , 置 也 有 所 位
分 析 了大型 锻 造 用 钢 锭 内部 疏 松 的 形 成 机 理 和 规
律, 并得 到 了验证 。
锻件中的常见缺陷及产生的原因
锻件中的常见缺陷及产生的原因锻件中的常见缺陷及产生的原因:锻件中的缺陷主要来源于两个方面:一种是由铸锭中缺陷引起的缺陷;另一种是锻造过程及热处理中产生的缺陷。
锻件中常见的缺陷类型有:1.1.1缩孔;1.1.2缩松;1.1.3夹杂物;1.1.4裂纹;1.1.5折叠;1.1.6白点。
锻件中常见缺陷产生的原因及常出现的部位:1.2.1缩孔:它是铸锭冷却收缩时在头部形成的缺陷,锻造时因切头量不足而残留下来,多见于轴类锻件的头部, 具有较大的体积,并位于横截面中心, 在轴向具有较大的延伸长度。
1.2.2缩松:它是在铸造凝固收缩时形成的孔隙和孔穴, 在锻造过程中因变形量不足而未被消除, 缩松缺陷多出现在大型锻件中。
1.2.3夹杂物: 根据其来源或性质夹杂物又可分为: 内在非金属夹杂物、外来非金属夹杂物、金属夹杂物。
内在非金属夹杂物是铸锭中包含的脱氧剂、金属元素等与气体的反产物,尺寸较小,常被熔液漂浮,挤至最后凝固的铸锭中心及头部。
外来非金属夹杂物是冶炼、浇注过程中混入的耐火材料或杂质,故常混杂于铸锭下部,偶然落入的非金属夹杂则无确定位置。
金属夹杂物是冶炼时加入合金较多且尺寸较大,或者浇注时飞溅小粒或异种金属落入后又未被全部熔化而形成的缺陷。
1.2.4裂纹:锻件中裂纹形成的原因很多,按形成的原因,裂纹的种类可大致分为以下几种:1.2.4.1因冶炼缺陷(如缩孔残余)在锻造时扩大形成的裂纹。
1.2.4.2锻件工艺不当(如加热、加热速度过快、变行不均匀、变行过大、冷却速度过快等)而形成的裂纹。
11.2.4.3热处理过程中形成的裂纹:如淬火时加热温度较高,使锻件组织粗大淬火时可能产生裂纹;冷却不当引起的开裂,回火不及时或不当,由锻件内部残余力引起的裂纹。
1.2.5折叠:热金属的凸出部位被压折并嵌入锻件表面形成的缺陷,多发生在锻件的内圆角和尖角处。
折叠表面是氧化层,能使该部位的金属无法连接。
1.2.6白点:锻件中由于氢的存在所产生的小裂纹称为白点。
铝合金金属型铸造中疏松缺陷的分析与预防

铝合金金属型铸造中疏松缺陷的分析与预防32《红旗技术》2005年第1期铝合金金属型铸造中疏松缺陷的分析与预防铸造厂17车间刘敏摘要针对铝舍金金属型铸造中常见的疏松铸造缺陷,从产生机理上进行分析,并寻求出适合工厂实际生产的预防措施,减少缺陷的产生,提高铸件产品合格率.关键词铝舍全金属型铸造铸件疏松1引言铝合金金属型铸造是利用重力将液态金属浇注入金属材质铸型中,并在重力作用下凝固成型,以获得铸件的一种铸造方法.它具有工序简化,生产效率高,铸件机械性能高,尺寸精度和表面粗糙度高等优点,但由于金属型本身无透气性,退让性差,并且有排气困难,散热太快等缺点,使铸件在生产中常常会出现疏松等一些铸造缺陷.这种疏松缺陷,不仅会破坏铸件质量,降低产品合格率,而且会减小铸件有效承载面积,特别是对于承载零件会在缺陷处造成应力集中,极易使零件在工作时断裂失效,成为危险隐患.因此,在铸造生产中要尽量预防疏松缺陷的产生.在铝合金金属型铸造中,由于受铸型材质,开模条件等因索的限制,疏松缺陷不能用砂型铸造中常用的工艺方法(如:使用激冷砂,安放冷铁,暗冒口等)来解决,这就要求寻找出适合于铝合金金属型铸造的方法来.预防疏松缺陷的产生2疏松缺陷分析铸件在凝固过程中,由于合金的液态收缩,凝固收缩和固态收缩,往往在铸件最后凝固部位出现大量弥散的,形状不规则的微小孔洞称为疏松.其在铸件中的表现形式如图1所示.在铝合金铸造生产中,当合金液浇入铸型后,冷却至常温,成为铸件,整个过程通常会发生三种收缩,一种是液态体积收缩,即金属液自浇注温度降至合金的液相线温度所发生的体积缩减;第二收稿日期;2005一l一251.外缩孔I2.内缩孔I3.疏松I4.铸件图1铸件疏松缺陷示意图种是凝固时期的体积收缩,即金属液从液态转变为固态,液固并存时期发生的体积缩减I第三种是固态体收缩,即从线收缩开始温度降温至常温所发生的体积缩减.这三种收缩的结果会使铸件产生体积亏损,如果铸件产生的体积亏损不能及时通过合金液来补偿,就会形成所谓的疏松,所以疏松的产生主要是合金液补缩不足造成的,形成的根本原因就是铸造合金的收缩性.这种缺陷一般出现在铸件的厚大部位,最后凝固的部位或补缩不到的部位.与铸件的工艺方案设计,顺序凝固条件,浇注温度等都有一定的关系.3预防措施在铝合金金属型铸造中,防止铸件产生疏松'红旗技术)2005年第1期的根本措施就是控{jI铸件顺序凝固,保证合金液.可从以下几方面考虑,因此,有一定的补缩通道.3.1■定合理的铸造工艺方案铸造工艺方案的确定对保证铸件质量很重要,要针对具体零件进行具体工艺性分析和技术状态分析,然后选取合理的分型位置和浇注系统. 一般情况下,从预防琉松角度考虑,应优先考虑顶注式浇注系统或垂直缝隙式浇注系统.顶注式浇注系统结构简单,金属的温度分布合理,下部温度低,上部温度高,有利于实现铸件自下而上的定向补缩,凝固,从而有利于防止琉松.垂直缝隙式浇注系统充填铸型的方式是由下而上逐渐地使铸型充满,因而使铸件具有合理的由下而上的凝固顺序,保证了铸件良好的补缩条件,有利于实现顺序凝固,也能有效防止琉松.选取分型面时,一般应将零件厚大部位朝上放置,以便于合理安放胃口, 进行补缩.3.2合理安放通气l在铝合金金属型铸造中,一般铸型都为铸铁或钢制成.铸型透气性,退让性差,散热快,而且受开模条件限制,与砂型铸造相比不宜使用激冷砂, 安放冷铁,暗冒口等来解决琉松缺陷,所以工艺方案有时就受到很大的限制,为此,可采用在铸型中镶通气塞的方法来解决铸件小范围局部琉松问题.通气塞材料通常可选用紫铜,形状可根据零件需激冷部位形状制作成矩形或圆形,沿圆周开出小槽,配作镶嵌在铸型中,如图2所示.图2圆形通气塞示意图因为在相同的温度条件下,紫铜的热导率几,℃时200在:如(倍左右8乎可以达到铸铁和钢的.紫铜的热导率为380W/m?C,而HT200为50.24~54.43W/m?C,45钢为46.47W/m?C),热量传递快,可以起到加快铸件局部冷却速度的作用,能有效预防铸件小范围局部疏松的产生.3.3正确选用涂料,合理进行喷涂涂料是铝合金金属型铸造中必用的辅助材料,它具有调节铸件冷却速度,保护金属型,增加透气性,保持液体金属的流动性,改善充型能力等多方面的作用,所以涂料的选取和喷涂好坏对铸件的质量有着至关重要的意义.在铝合金金属型铸造中要求涂料有足够的耐热性,必要的化学稳定性,必要的导热性以及足够的流动性和良好的透气性.3.3.1涂料种类的选取为了取得良好的补缩效果.在选取涂料时,要根据不同的部位使用不同的涂料.据资料介绍,在660-680C范围内,当煅烧石棉加入量为涂料成分重量的15.79时,石棉涂料的导热系数为0.167w/(m.C),而相同条件下,氧化锌涂料的导热系数为0.311W/(m.C),白垩粉涂料的导热系数为0.279W/(m.℃),滑石粉涂料的导热系数为0.395W/(m.℃),并且通过实践验证,石棉涂料的保温性确实比氧化锌涂料和白垩粉涂料要好得多.所以,为了达到良好的补缩效果,保证胃口最后凝固,一般情况下,浇冒口部位应选取保温性能好的石棉涂料;型腔部位可根据零件需要选《红旗技术》2005年第1期表面质量要,小铸件选用氧化锌涂料,一般中,取.求高的铸件可选用颗粒度细的白垩粉涂料这样就可以利用涂料保温性能的差异来实现从铸件到冒口的顺序凝固,预防疏松的产生.3.3.2涂层厚度和喷涂原则金属型铸造中涂料的一个重要的作用是调节铸件的冷却速度,疏松的预防就是要给铸件创造顺序凝固的条件,所以调节铸件冷却速度,使铸件冷却速度实现从铸件到冒口逐渐减小,就能达到有效预防疏松的目的.每种涂料都有一定的保温作用,涂层越厚,保温效果就越好,铸件冷却就越慢.在实际生产中要掌握好涂料厚度和喷涂的原则,即:浇注系统和冒口应喷厚(涂层厚度为1~2mm,某些铸件的冒口在喷涂前还要粘石棉膏); 铸件的薄壁部位应适当的喷厚一些(涂层厚度为0.2--.-0.5ram)I厚壁部位以及希望冷却快的地方应喷薄一些(涂层厚度为0.05~0.2ram);凸台,棱角处,筋条及壁的交接处涂料则应更薄,甚至为了更快冷却,可以将涂料全部刮去.喷涂的顺序应为先喷厚处,后喷薄处,对于不易逐层喷涂的铸件,可在喷完涂料后,将铸件厚大部位的涂料刮薄,这样可以有效预防铸件的局部疏松.3.4保证必要的金属型工作温度金属型工作温度是保证铝合金金属型铸造生产的前提,工作温度过高会使铸件结晶组织变坏; 过低会造成模具热量不均衡,浇注时无法达到热平衡,另外,热的金属液进入型腔后会先加热型腔,从而大大降低合金液的流动性,合金液来不及,很容易在局部产生意想不到的疏松,补缩就凝固所以必须保证合理的金属型工作温度.在实际生产中,通过实践证明,选取金属型工作温度为200~300'C较为适宜,复杂,难于成型的铸件应取上限;冬季生产,由于环境温度低,要取上限,并且为了减少金属型热量散失,应在铸型外加盖石棉布或陶瓷保温棉进行保温.为了保证金属型均匀热透,预热金属型时应尽量将其放在箱式电阻炉内长时间加热,温度控制在250~300C,保温时间不小于3小时.3.5尽量使用低的浇注温度液态金属浇入铸型后,由于铸型的冷却作用,温度下降,金属液由液态向固态转变,发生凝固, 产生体积收缩,这种体积上的收缩如果没有后续合金液来补缩,就形成了所谓的疏松.合金液浇注温度越高,金属液白浇注温度降至合金的液相线温度所需的时间就越长,液态体积收缩就会越大, 就越容易产生疏松.所以在实际生产中,在能保证铸型充满的情况下,应尽量选取低的浇注温度,这样对预防疏松有一定好处.通常在铝合金金属型铸造中,浇注温度选取为700730C为宜,薄壁,难成型的铸件取上限,厚壁铸件取下限值..4结论1)采用垂直缝隙式或顶注式浇注系统,有利于实现铸件的顺序凝固,可减少疏松缺陷的产生.2)采用在铸型中镶嵌通气塞,合理喷涂,保证金属型工作温度为200~300C,浇注温度为700~提高铸件产品,能有效预防疏松,等措施730C.合格率.3)任何方法都不是绝对的,对不同的合金,不同的零件在确定铸造工艺方案,尤其是在选取铸造工艺参数时,要以生产实际为基础进行分析,选择使用,这样才能取得更好的效果.四种人不宜吃花生花生含有丰富营养.但有四种人不宜吃花生.膏膳血定患者花生含有大量脂肪,高脂血症患者食用花生后.会使血液中的脂质水平升高.而血脂升高往往又是动脉硬化,高血压,冠心病等疾病的重要致病原因之一.丝囊切除者花生里含有的脂肪需要胆汁去消化.胆囊切除后.储存胆汁的功能丧失.这类病人如果食用花生.没有大量的胆汁来帮助消化.常可引起消化不良.消化不良者花生含有大量脂肪.肠炎,痢疾等脾胃功能不良者食用后.会加重病情. 殴打癫肿者花生含有一种促凝血因子.跌打损伤,血脉瘀滞者食用花生后.可能会使血瘀不散.加重肿痛症状.。
大型锻件中常见的缺陷与对策大全
大型锻件中常见的缺陷与对策大全摘要:I.引言- 大型锻件的应用领域- 大型锻件生产中常见的缺陷II.大型锻件中常见的缺陷1.缩孔2.疏松3.夹杂物4.裂纹5.变形III.针对常见缺陷的对策1.缩孔a.减少金属液中的气体含量b.优化锻造工艺c.控制模具冷却速度2.疏松a.提高金属液的纯净度b.严格控制锻造温度c.优化锻造过程3.夹杂物a.提高金属液的质量b.控制冶炼工艺c.采用合适的过滤措施4.裂纹a.优化锻造工艺b.严格控制冷却速度c.提高材料韧性5.变形a.提高金属液的流动性b.优化模具设计c.控制锻造力矩IV.结论- 针对大型锻件中常见缺陷采取有效对策的重要性- 对未来大型锻件生产中缺陷控制的研究展望正文:大型锻件在航空航天、石油化工、船舶制造等领域的应用越来越广泛,其生产过程中常见的缺陷对锻件的性能和使用寿命有着重要的影响。
本文针对大型锻件中常见的缺陷进行了分析,并提出相应的对策,以期提高大型锻件的质量。
首先,大型锻件生产中常见的缺陷包括缩孔、疏松、夹杂物、裂纹和变形等。
缩孔是由于金属液中的气体未能及时逸出,在锻件表面形成的小孔;疏松是由于金属液凝固时形成的孔洞;夹杂物是金属液中未溶化的杂质;裂纹是在锻造过程中由于应力过大而产生的裂纹;变形则是由于金属液在锻造过程中的不均匀流动而导致的形状变化。
针对这些常见缺陷,本文提出了相应的对策。
对于缩孔,可以通过减少金属液中的气体含量、优化锻造工艺以及控制模具冷却速度等措施来减少缩孔的产生;对于疏松,可以提高金属液的纯净度、严格控制锻造温度以及优化锻造过程等方法来降低疏松的产生;对于夹杂物,可以提高金属液的质量、控制冶炼工艺以及采用合适的过滤措施等手段来减少夹杂物的出现;对于裂纹,可以通过优化锻造工艺、严格控制冷却速度以及提高材料韧性等方法来防止裂纹的产生;对于变形,可以提高金属液的流动性、优化模具设计以及控制锻造力矩等措施来降低变形的产生。
总之,针对大型锻件中常见缺陷采取有效对策对于提高锻件的质量和性能具有重要意义。
大型锻件几种常见缺陷的防止方法

大型锻件几种常见缺陷的防止方法1. 引言- 解释大型锻件的重要性和应用范围- 引出本文将要探讨的话题:大型锻件的常见缺陷及其防止方法2. 大型锻件常见缺陷- 列举大型锻件可能存在的缺陷,如气孔、夹杂、裂纹等- 分析每种缺陷对大型锻件的影响和危害性3. 大型锻件缺陷原因- 探究大型锻件出现缺陷的原因- 分析设计、加工、材料等方面的问题可能对锻件质量产生的影响4. 防止大型锻件缺陷的方法- 介绍锻件加工中的关键步骤,如坯料准备、模具设计、锻造工艺等- 提出可以采用的措施,如超声波探伤、热处理、钢锭去氧化、沉淀硬化等,避免大型锻件出现缺陷5. 结论- 总结大型锻件防止缺陷的方法和措施,强调其对大型锻件质量和安全的重要性- 展望未来大型锻件制造的发展方向,强调高质量、高效率、低成本的未来趋势6. 参考文献- 附上本篇论文所参考的相关文献和资料第一章:引言大型锻件是指直径或最长边尺寸大于1000毫米,重量大于1000千克,具有高度精度和高性能的机械工程零部件。
在现代化的工业中,它们被广泛用于核电、风电、船舶、石化等领域。
大型锻件的高性能和高质量要求使得其制造过程变得复杂和困难。
制造过程中常常会出现一些缺陷,这些缺陷会严重影响大型锻件的质量和安全性。
因此,如何避免和防止大型锻件缺陷成为了一个重要的问题。
本文将介绍大型锻件常见的缺陷类型以及缺陷出现的原因。
然后,将提出有效的防止大型锻件缺陷的方法和技术。
通过本文的介绍,读者可以了解到如何有效地制造高质量、高性能的大型锻件。
第二章:大型锻件常见缺陷大型锻件的缺陷种类多样,缺陷形式也各异。
下面介绍几种常见的大型锻件缺陷:1. 气孔:这是一种气体在金属中形成的孔洞,由于大型锻件是在高温条件下加工的,所以金属中的氧化物和气体容易形成气孔。
气孔可以分为三种类型:生锈气孔、胶体气孔和气孔。
它们容易引起金属的缩松和裂纹等缺陷。
2. 夹杂:这是指金属中的杂质物质,如磷、硫、碳等,会对金属的物理性质和力学性能产生影响。
大型锻件内部缺陷演变行为的跨尺度模拟方法

大型锻件内部缺陷演变行为的跨尺度模拟方法祁荣胜 康 冬 金 淼 郭宝峰 刘鑫刚先进锻压成形技术与科学教育部重点实验室(燕山大学),秦皇岛,066004摘要:针对大型锻件内部缺陷,提出了一种跨尺度模拟计算方法,即体胞模型法㊂以孔洞缺陷为例,论述了该方法的原理及应用思路㊂利用该方法对某锻件的孔洞缺陷演变行为进行了模拟计算,分析了孔洞缺陷的演变规律及其周围应变分布情况,并进行了人工预制孔洞的铅块变形实验㊂研究结果表明,孔洞随锻件变形程度增加而逐渐趋向闭合,其闭合程度与锻件应变分布情况有关;物理实验与数值模拟结果吻合度较高,体胞模型法的模拟计算较为准确;体胞模型法能够较好地解决大型锻件成形过程中内部缺陷的跨尺度数值模拟问题㊂关键词:大型锻件;内部缺陷;跨尺度;体胞模型法中图分类号:T G 316.2 D O I :10.3969/j.i s s n .1004‐132X.2015.20.022T r a n s ‐s c a l e S i m u l a t i o n M e t h o do fE v o l u t i o nB e h a v i o r o f I n t e r n a l D e f e c t s i nL a r g eF o r g i n gs Q iR o n g s h e n g K a n g D o n g J i n M i a o G u oB a o f e n g L i uX i n g a n gK e y L a b o r a t o r y o fA d v a n c e dF o r g i n g &S t a m p i n g T e c h n o l o g y a n dS c i e n c e ,M i n i s t r y o fE d u c a t i o n (Y a n s h a nU n i v e r s i t y ),Q i n h u a n gd a o ,He b e i ,066004A b s t r a c t :F o r l a r g ef o rg i n g in t e r n a ld e f e c t s ,a m u l t i ‐s c a l es i m u l a t i o n m e t h o d w a s p u t f o r w a r d ,w h i c hw a s n a m e d a s b o d y c e l lm o d e lm e t h o d .I n t h e c a s e o f h o l e d e f e c t s ,t h e p r i n c i p l e s a n d a p pl i c a t i o n s o f t h e b o d y c e l lm o d e lm e t h o dw e r e d i s c u s s e d .B a s e d o n t h e b o d y c e l lm o d e lm e t h o d ,t h e e v o l u t i o nb e -h a v i o r o f h o l e d e f e c t s i n t h e p a r t i c u l a r f o r g i n g wa s s i m u l a t e d .T h e e v o l u t i o nr u l eo f h o l ed e f e c t s a n d s t r a i nd i s t r ib u t i o n a r o u n d t h e h o l e d e f ec t sw e r e a n a l y z ed .A n d t he l e a d b l o c kd ef o r m a t i o n e x pe r i m e n t s w e r e c a r r i e do u t ,w h i c hh a d p r ef a b r i c a t e d a r t i f i c i a l h o l e s .T h e r e s u l t s s h o wt h a t h o l e sg r a d u a l l y i n c l i n e t o c l o s u r ew i th t h ei n c r e a s e o f f o r g i n g d e f o r m a t i o n d e g r e e ,a n d t h e c l o s u r e d e gr e e o f h o l e s i s r e l a t e d t o s t r a i nd i s t r i b u t i o n i nf o r g i n g s .R e s u l t s i d e n t i c a ld e g r e eb e t w e e n p h y s i c a l e x p e r i m e n t sa n dn u m e r i c a l s i m u l a t i o n s a r e c o n c e i v e d i s b e t t e r .T h e s i m u l a t i o n c a l c u l a t i o no f b o d y c e l lm o d e lm e t h o d i sm o r e a c -c u r a t e .T h r o u g h t h e b od y ce l lm o d e lm e t h o d ,i t i s a b l e t o s o l v em u l t i ‐s c a l e c a l c u l a t i o n a n d a n a l y s i s of i n t e r n a l d e f e c t s i n t h e f o r m i n gp r o c e s s o f l a rg e f o r g i n gs .K e y wo r d s :l a r g e f o r g i n g ;i n t e r n a l d e f e c t ;t r a n s ‐s c a l e ;b o d y c e l lm o d e lm e t h o d 收稿日期:20150128基金项目:河北省高等学校创新团队领军人才培育计划资助项目(L J R C 012)0 引言大型钢锭作为大型锻件锻造成形的主要原材料,其内部不可避免地存在各种缺陷,诸如孔洞㊁非金属夹杂物等㊂这些缺陷的存在,严重破坏了金属材料的连续性,对材料及其制品的力学性能和服役性能有重要的影响,因此,该类缺陷应当在锻造过程中得以修复或改善[1]㊂针对大型锻件生产工艺优劣进行分析时,很难通过1∶1比例的物理实验研究缺陷的演化规律,这样的实验耗资巨大,因此,有限元模拟提供了一个较好的平台[2]㊂例如,T a n a k a 等[3]利用有限元模拟分析了大锻件不同部位的孔洞闭合情况,研究结果表明,孔洞周围的等效应变和静水应力是孔洞闭合的关键因素㊂H a m z a h 等[4‐5]用热力耦合有限元法研究了含孔洞的护环锻造过程,并据此制定了护环锻造工艺,全尺度实验结果表明新工艺能较好地压实内部孔洞㊂崔振山等[6‐7]模拟了大锻件热锻过程中,内部不同位置㊁形状和大小的孔洞闭合情况㊂E r v a s t i 等[8]利用数值模拟技术,研究了钢板热轧时夹杂物的形貌演变及附近空隙的形成规律,分析了热轧工艺参数㊁工装尺寸㊁夹杂物位置等因素对不同类型夹杂物缺陷演化的影响㊂黄华贵等[9]采用在钢锭内部分别预置球形塑性夹杂物和硬质夹杂物的方法,建立了大型钢锭高温锻造过程的非线性有限元模型,分析了夹杂物的演变规律及夹杂性裂纹缺陷的形成机理㊂然而,上述研究中设定的缺陷基体的比例㊃1282㊃大型锻件内部缺陷演变行为的跨尺度模拟方法祁荣胜 康 冬 金 淼等Copyright ©博看网. All Rights Reserved.关系与大型锻件中的实际情况相差甚远,给出的缺陷过大或基体尺寸太小㊂主要是因为大型锻件与缺陷的体积相差巨大,网格划分时单元数量极大,不仅建模㊁计算耗时太长,且因网格畸变㊁重划分等问题将导致计算失败㊂在现有的计算机能力条件下,难以实现大型锻件内部缺陷真实尺度下变形演化的计算分析㊂本文提出了一种新的可用于解决大锻件㊁小缺陷跨尺度数值模拟问题的方法,即 体胞模型法”㊂以大型锻件内部孔洞缺陷为例,论述体胞模型法的原理及应用思路,并利用该方法对某具体锻件的内部孔洞缺陷进行数值模拟计算,分析孔洞缺陷的演变规律及其周围应力分布情况,设计相应的物理实验,以验证体胞模型法的准确程度㊂1 体胞模型法原理在利用有限元法对结构物进行静力分析时,常采用子模型方法得到模型部分区域的精确解㊂子模型方法是从整个较粗糙的模型中分割出关心区域,进行网格细化处理,以建立子模型;整体模型切割边界的计算位移值作为子模型的边界条件,经求解计算获得关心区域的精确解[10‐11]㊂大型锻件内部的孔洞缺陷尺寸较小,与其本体尺寸相差较为悬殊㊂将大型锻件或钢锭的尺寸与孔洞尺寸分别视为宏观尺寸㊁细观尺寸,而孔洞所在的局部区域看作一个点元㊂借鉴子模型方法及细观力学方法,将含有孔洞的大型锻件视为具有连续介质性质的基体和稀疏分布的微小孔洞的集合体,包含单个孔洞的小区域宏观材料为所关心区域,称之为体胞㊂将这种处理策略称为体胞模型法,其原理示意图见图1㊂体胞的体积为V T ,外表面S T 上受宏观位移s ㊁应力σ㊁应变速率ε㊃的作用,n T 为体胞外表面S T 的单位外法向矢量㊂孔洞的体积为V K ,孔洞表面S K 上无应力㊂大型锻件锻造成形过程中,宏观变量作为孔洞的远场变量,将点元处的宏观力学状态(宏观位移s ㊁应力σ㊁应变速率ε㊃)加载到体胞边界S T 上,而体胞内部的速度场决定孔洞的演变㊂图1 体胞模型法原理示意图大型锻件在受载变形时,其材料㊁边界㊁几何均为非线性㊂在该类问题中,当载荷增量足够小时,每次增量内的过程相关量可看作不变,此时可将任何一个非线性加载视为多个线性加载的叠加[12]㊂体胞模型法是将大锻件的锻造成形和内部孔洞缺陷的演变分别在宏观与细观尺度上进行独立分析㊂在不考虑孔洞影响的基础上,宏观模型通过坯料的每一个单元计算其变形历史㊂包含孔洞的体胞模型以宏观模型的变形历史作为边界条件,构造一个微型的单元格模型以分析孔洞的演变行为㊂这样就将一个算题拆为两个子算题,在现有的计算机能力条件下,减少了每个子算题的网格单元数量,提高了计算效率,实现了大型锻件内部缺陷真实尺度下演变的计算分析㊂2 体胞模型法有限元模型的建立基于体胞模型法的有限元模型包含宏观㊁细观两个层次的模型,宏观层次的模型称之为宏观模型,细观层次的模型称之为体胞模型㊂2.1 宏观模型利用有限元法,模拟坯料受载变形的工艺过程㊂可设定坯料为边长a ㊁b ㊁c 的方料,忽略内部孔洞缺陷,采用六面体单元对其进行网格划分㊂图2所示为宏观模型有限元网格单元划分情况㊂在坯料整个变形过程中,追踪选定的单元(宏观单元),将其节点(1,2,3,4-5,6,7,8)每一迭代步的位移信息存储,这些信息被应用到下一阶段带有孔洞缺陷的体胞模型中㊂图2 平砧墩粗有限元模型需要说明的是,孔洞㊁夹杂物等缺陷主要位于大型锻件轴心区域,锻件变形时该区域的温度可视为恒定,故宏观模型中只存储了节点位移信息,并以此获得节点的应变㊁应力等信息㊂2.2 体胞模型将宏观模型中所选定的宏观单元(图3)作为含有孔洞缺陷的体胞单元(1',2',3',4'-5',6',㊃2282㊃中国机械工程第26卷第20期2015年10月下半月Copyright ©博看网. All Rights Reserved.7',8'),且缺陷位于体胞单元的内部㊂为了简化计算,孔洞缺陷的形状设为球形,位于体胞单元几何中心处㊂采用四面体单元对体胞单元进一步网格划分,要求体胞单元六个面上的节点规则分布,且球形孔洞缺陷的表层划分精细网格㊂图3 体胞模型有限元网格划分经过一个传递过程后,从宏观模型直接输入八个顶点(1',2',3',4'-5',6',7',8')的位移信息㊂通过八个顶点的线性内插计算,获得体胞单元外表面的其他节点所需的信息㊂2.3 模型间信息传递策略宏观模型到体胞模型的单元节点信息传递是连接两层次模型的关键㊂当坯料开始变形时,坯料与孔洞发生变形,体胞单元的形状随之变化㊂宏观模型中,宏观单元每个迭代步的节点位移场信息全部被存储㊂宏观模型计算完毕后,提取宏观单元八个节点(1,2,3,4-5,6,7,8)在全部迭代步中的位移信息,将其直接加载到体胞单元的八个顶点(1',2',3',4'-5',6',7',8')上㊂然后,通过几何顶点的线性内插计算,获得体胞单元棱边及表面上节点所需的信息㊂所以,体胞模型的边界条件为该处宏观单元的力学状态,内部孔洞演变亦受其控制㊂3 计算过程基于体胞模型法的锻件缺陷演变的有限元分析求解,主要分为三个部分:宏观模型㊁体胞模型及信息传递,如图4所示㊂在宏观模型部分(图2),当坯料开始变形时,选定单元的节点位移㊁几何坐标等信息,在每一迭代步的计算结果均被储存㊂宏观模型在坯料变形工艺过程中仅作一次计算,其工况时间与变形工艺相关㊂在体胞模型部分(图3),体胞单元在宏观模型中的边界条件和时间增量Δt 的作用下开始变形,一个缺陷位置处的体胞模型也仅作一次计算,其工况时间与宏观模型迭代步数有关㊂在信息传递部分,为实现多个缺陷位置处体胞模型的模拟计算,需将不同缺陷位置处的位移信息进行传递,其传递时间与缺陷数量㊁宏观模型迭代步数有关㊂图4 有限元求解的流程图4 仿真与实验4.1 数值模拟算例基于M S C .M a r c 有限元软件,采用体胞模型法,对某一具体尺寸坯料的变形进行数值模拟,讨论其内部孔洞缺陷的演变规律㊂宏观模型中,设定方坯料尺寸a ㊁b ㊁c 均为180mm ㊂选用六面体网格划分,单元边长为10mm ㊂坯料为弹塑性体,材质为45钢㊂锻造温度设为1200℃,不考虑温度场的影响㊂镦粗砧为刚性体,与坯料间摩擦按剪切摩擦模型处理,摩擦因数设为0.3(当摩擦因数为0.3时,坯料模拟计算的最终形状与后续实验结果基本相同)㊂上砧压下速度为10mm /s ,相对变形量为24%㊂在与镦粗砧运动方向垂直方向上的两个相对平面上设置固定约束,使坯料金属仅沿另一方向流动㊂在坯料镦粗变形中,坯料内部因变形程度不同而存在三个变形区,即大变形区㊁小变形区及难变形区㊂因此,在坯料对称面上,选择4个不同位置处的单位作为预内置孔洞的宏观单元,图5为孔洞在坯料内部位置示意图㊂体胞模型中,体胞单元为边长10mm 的正方体,在其几何中心处设置直径为2mm 的孔洞㊂选用四面体划分网格,体胞单元六个面上的节点规则分布,且球形孔洞缺陷的表层划分精细网格㊂材料㊁温度等参数与宏观模型相同㊂基于M S C .M a r c 有限元软件的P yt h o n 二次开发功能,编写应用程序,实现宏观㊁体胞模型间信息的传递㊂即运用P yt h o n 二次开发功能中的㊃3282㊃大型锻件内部缺陷演变行为的跨尺度模拟方法祁荣胜 康 冬 金 淼等Copyright ©博看网. All Rights Reserved.图5 孔洞示意位置及实物照片P y P o s t模块,提取宏观模型选定单元八个节点(1,2,3,4-5,6,7,8)在全部迭代步中的位移信息;运用P y t h o n二次开发功能中的P y M e n t a t前处理模块,将上述所提取的位移信息直接加载到体胞模型体胞单元的八个顶点(1',2',3',4'-5', 6',7',8')上,体胞棱边上节点信息由相应两顶点线性插值计算获得,而面上节点信息由相应两平行棱边线性插值计算获得㊂4.2 物理实验设计物理实验,以检验体胞模型法计算结果的准确性㊂大量实验结果表明,铅的常温塑性性能与高温态钢的塑性性能极为相似[9]㊂对两块等体积铅料进行简单锻造变形,以防止其内部存有气孔㊂然后将其机械加工成尺寸为180mm×180mm×90mm的方坯,分别在两块铅料180mm×180mm平面的相对位置人工预置4个半球孔洞,孔洞位置示意如图5所示㊂设计一套夹紧装置,夹紧两块铅料以避免两块铅料之间发生错移,尽量保证对应的半球孔洞贴合㊂图6为夹紧装置夹紧铅料的示意图及实物照片㊂该实验在315t液压机上进行,压下速度约为10mm/s,相对变形量为24%,上下砧与铅料间涂抹液压油㊂5 结果与讨论为了验证宏观㊁体胞模型间数据传递方法的正确性,从数值模拟结果中,分别提取宏观㊁体胞模型中1号位置处体胞(宏观)单元顶点的等效应变,并进行对比,其对比结果如图7所示㊂由图可知,从两个模型获得了相同的等效应变,这证明宏观模型到体胞模型传递数据的方法是正确的㊂相对变形量为24%时,1号位置处孔洞附近的等效应变云图见图8㊂由图可知,在孔洞附近,等效应变对称分布,其对称轴分别为孔洞长轴与短轴㊂孔洞长轴两端处的等效应变值较大,而短轴两端处金属的等效应变值较小㊂(a)夹紧装置示意图(b)夹紧装置实物照片图6 夹紧装置装配情况图7 宏观模型、体胞模型单元的等效应变对比图8 1号孔洞附近等效应变分布云图图9为锻件相对变形量e不同时,锻件心部1号孔洞的演变示意图㊂由图可知,随着锻件相对变形量的增大,孔洞沿横向延长,其形状逐渐由圆形变为椭圆形;当e约为20%时,靠近椭圆形孔洞横向长轴端部的两侧金属开始贴合,且贴合区㊃4282㊃中国机械工程第26卷第20期2015年10月下半月Copyright©博看网. All Rights Reserved.域向孔洞心部逐渐扩展,直至e =24%时孔洞基本闭合㊂图9 孔洞形状随锻件相对变形量的演变示意图当e =24%时,分别对比4个特殊位置孔洞形貌演变情况,如图10所示㊂此时,1号孔洞位于锻件心部大变形区,变形程度大,孔洞基本闭合;2号㊁3号孔洞分别位于锻件小变形区㊁难变形区,2号孔洞纵向高度要略大于3号孔洞;4号孔洞位于锻件难变形区与小变形区的结合区域,孔洞闭合程度大于2号㊁3号孔洞闭合程度,且孔洞椭圆形状发生扭转㊂表明锻件较大的变形程度有利于孔洞缺陷的闭合㊂图10 相对变形量为24%时不同位置孔洞的形貌在物理实验中,由于孔洞尺寸与铅块试件相比极其微小,其体积约占铅块试件的7.18×10-5%,故先切割下孔洞周围的铅料,利用大型工具显微镜(J G X ‐2),放大30倍后取像,并测量孔洞的长㊁短轴尺寸㊂将物理实验及数值模拟结果进行对比,如图11所示,并将物理实验和数值模拟的4组孔洞长短轴尺寸列于表1中㊂两块铅料在预置孔洞和装配时,不可避免地会出现微小错位现象,致使孔洞边缘形状不规整㊂e =24%时,坯料1号至4号孔洞的物理实验形貌结果与数值模拟结果吻合度较高㊂将物理实验㊁数值模拟的结果进行对比分析,相对误差均在8%以内㊂(a )1号孔洞(b )2号孔洞(c )3号孔洞(d )4号孔洞图11 不同位置处孔洞的实验/模拟结果对比表1 相对变形量为24%时各孔洞的长短轴尺寸孔洞编号物理实验尺寸(mm )数值模拟尺寸(mm )相对误差(%)长轴短轴长轴短轴长轴短轴13.9340.0933.7180.0985.8105.10222.411.242.4711.3132.4695.56032.3121.1832.4181.2564.3845.81242.9510.463.0750.4974.0337.445综上分析,基于体胞模型法的数值模拟结果与物理实验结果具有较高的吻合度,表明体胞模型法能够较为准确地预测孔洞演变规律,较好地解决了大型锻件内部孔洞缺陷跨尺度数值模拟的问题㊂考虑到孔洞缺陷与夹杂物缺陷在大型锻件中的尺寸特点,也可将体胞模型法应用到夹杂物缺陷在大型锻件中真实比例下的跨尺度模拟分析中㊂㊃5282㊃大型锻件内部缺陷演变行为的跨尺度模拟方法祁荣胜 康 冬 金 淼等Copyright ©博看网. All Rights Reserved.6 结论(1)基于体胞模型法的有限元模型,由宏观㊁体胞模型两部分构成,单元节点的数据信息从宏观模型传递到体胞模型是联系这两层模型的关键,编写应用程序,可实现宏观㊁体胞模型间信息的快速传递㊂(2)利用体胞模型法,分析了坯料不同位置处孔洞的演变规律㊂随变形量的增大,孔洞截面形状由圆形变为椭圆形,直至闭合㊂锻件内部不同位置的孔洞形状演变情况不同,坯料相对变形量相同时,锻件大变形区的孔洞易变形,难变形区内的孔洞闭合困难㊂(3)借助于人工设置孔洞的铅块变形实验,观察相对变形量为24%时不同位置孔洞的演变情况㊂实验结果与体胞模型法的数值模拟结果吻合度较高,孔洞长短轴的相对误差均在8%以内,表明体胞模型法能够较为准确地预测孔洞演变规律㊂(4)体胞模型法可以用于镦粗㊁拔长等工序的孔洞缺陷演变研究,亦可应用于预测夹杂物缺陷的演变行为㊂参考文献:[1] M aQ i n g x i a n,W a n g Z h i c h e n g,Z h o n g Y u e x i a n.T h eM e c h a n i s mo fF a u l t sO r i g i n a t i n g f r o mI n c l u s i o n s i nt h eP l a s t i cD e f o r m a t i o nP r o c e s s e s o fH e a v y F o r g i n g[J].J o u r n a lo f M a t e r i a l s P r o c e s s i n g T e c h n o l o g y,2002,123(1):61‐66.[2] R i e d e lU T,B l e c k W,M o r g a nJE,e t a l.F i n i t eE l e-m e n tM o d e l l i n g o f t h eE f f e c t o fN o n‐m e t a l l i c I n c l u-s i o n s i n M e t a l F o r m i n g P r o c e s s e s[J].C o m p u t a t i o n-a lM a t e r i a l sS c i e n c e,1999,16(1/4):32‐38.[3] T a n a k aM,O n o S,T s u n e n oM.A N u m e r i c a l A n a l y-s i so n V o i d C r u s h i n g d u r i n g S i d eC o m p r e s s i o no fR o u n dB a rb y F l a tD i e s[J].T h eJ a p a nS o c i e t y f o rT e c h n o l o g y o fP l a s t i c i t y,1987,28(314):238‐244.[4] H a m z a hS,S t a h l b e r g U.A N e wP o r eC l o s u r eC o n-c e p tf o rt h e M a n u f a c t u r i n g o f H e a v y R i n g s[J].J o u r n a l o f M a t e r i a l sP r o c e s s i n g T e c h n o l o g y,2001,110(3):324‐333.[5] H a m z a hS,S t a h l b e r g U.AS t u d y o fP o r eC l o s u r e i nt h eM a n u f a c t u r i n g o f H e a v y R i n g s[J].J o u r n a lo fM a t e r i a l sP r o c e s s i n g T e c h n o l o g y,1988,84(1/3):25‐37.[6] 崔振山,任广升,徐秉业,等.圆柱体内部空洞热锻闭合过程的数值模拟[J].塑性工程学报,2002,9(1):49‐52.C u iZ h e n s h a n,R e n G u a n g s h e n g,X u B i n g y e,e ta l.N u m e r i c a l S i m u l a t i o no fF o r eC l o s u r e i nS o l i dC y l-i n d e ru n d e r H o tF o r g i n g[J].J o u r n a lo fP l a s t i c i t yE n g i n e e r i n g,2002,9(1):49‐52.[7] 崔振山,任广升,徐秉业,等.圆柱体内部空洞的热锻闭合条件[J].清华大学学报(自然科学版),2003, 43(2):227‐229.C u iZ h e n s h a n,R e n G u a n g s h e n g,X u B i n g y e,e ta l.V o i dC l o s i n g C o n d i t i o n sf o rS o l i dC y l i n d e r sd u r i n gH o t F o r g i n g[J].J o u r n a lo f T s i n g h u a U n i v e r s i t y(S c i e n c e&T e c h n o l o g y),2002,9(1):49‐52. [8] E r v a s t iE,S t a h l b e r g U.V o i dI n i t i a t i o n C l o s et oaM a c r o‐i n c l u s i o nd u r i n g S i n g l eP a s s R e d u c t i o n si nt h eH o tR o l l i n g o fS t e e lS l a b s:a N u m e r i c a lS t u d y[J].J o u r n a lo f M a t e r i a l s P r o c e s s i n g T e c h n o l o g y, 2005,170(1/2):142‐150.[9] 黄华贵,杜凤山,张芳.大型支承辊锻件内部夹杂性缺陷形成机理的F E M分析[J].中国机械工程, 2009,20(4):477‐481.H u a n g H u a g u i,D u F e n g s h a n,Z h a n g F a n g.F E MA n a l y s e so n F o r m i n g M e c h a n i c so fI n c l u s i o n D e-f e c t sI n n e r H e a v y B a c k u p‐r o l lF o rg i n g[J].Chi n aM e c h a n i c a l E n g i n e e r i n g,2009,20(4):477‐481. [10] 徐伟,李智,张肖宁.子模型法在大跨径斜拉桥桥面结构分析中的应用[J].土木工程学报,2004,37(6):30‐34.X u W e i,L iZ h i,Z h a n g X i a o n i n g.A p p l i c a t i o no fS u b‐m o d e l i n g M e t h o df o rA n a l y s i s f o rD e c kS t r u c t u r eo fD i a g o n a l C a b l e‐s t a y e dB r i d g ew i t hL o n g S p a n[J].C h i-n aC i v i l E n g i n e e r i n g J o u r n a l,2004,37(6):30‐34.[11] 周泽,李光耀,成艾国,等.基于应力恢复子模型的车身结构计算方法研究[J].中国机械工程,2013,24(12):1671‐1675.Z h o uZ e,L iG u a n g y a o,C h e n g A i g u o,e t a l.A N e wM e t h o d f o r B o d y S t r u c t u r e A n a l y s i s B a s e d o nS t r e s sR e c o v e r y o fS u b‐m o d e l[J].C h i n a M e c h a n i-c a l E n g i n e e r i n g,2013,24(12):1671‐1675.[12] 白龙,江楠,李伟军.子模型非线性分析在奥氏体不锈钢容器应变强化工艺中的应用[J].化工设备与管道,2013,50(4):6‐11.B a i L o n g,J i a n g N a n,L iW e i j u n.A p p l i c a t i o no f S u b‐m o d e lT e c h n i q u e i n N o n l i n e a rA n a l y s i so fC o l d‐s t r e t c h i n g P r o c e s so f A u s t e n i t i c S t a i n l e s s S t e e l‐m a d eP r e s s u r eV e s s e l s[J].P r o c e s sE q u i p m e n t&P i p i n g,2013,50(4):6‐11.(编辑 陈 勇)作者简介:祁荣胜,男,1985年生㊂燕山大学机械工程学院博士研究生㊂康 冬,男,1988年生㊂燕山大学机械工程学院硕士研究生㊂金 淼(通信作者),男,1968年生㊂燕山大学机械工程学院教授㊁博士研究生导师㊂郭宝峰,男,1958年生㊂燕山大学机械工程学院教授㊁博士研究生导师㊂刘鑫刚,男,1978年生㊂燕山大学机械工程学院副教授㊂㊃6282㊃中国机械工程第26卷第20期2015年10月下半月Copyright©博看网. All Rights Reserved.。
大棒材芯部疏松缺陷控制与负张力轧制工艺研究

显幅值的波动,其中法向力的波动幅值为40N 左右,切向力的波动幅值为25N 左右,这主要是由于系统在发生自激振动时,引起了接触面上节点力的变化㊂为了进一步说明从面节点在摩擦系统发生自激振动时的运动特性,对该节点在一定时间段内摩擦因数的变化进行分析,结果如图9所示㊂可以看出,该节点的摩擦因数值在0~0.7之间变化㊂根据拉格朗日法,当摩擦因数值为0.7时,表明该点与主面发生相对滑动,此时该点满足力学方程‖λtn ‖=μ|λnn|;当摩擦因数值小于0.7时,表明该点与主面发生黏着运动,此时该点满足力学方程‖λt n ‖<μ|λnn|;当摩擦因数为0时,表明该点与主面发生了分离,此时无切向力㊂以上现象表明,当摩擦系统发生自激振动时,从面节点与主面的接触并不是连续不变的,从面节点与主面在相对运动过程中具有黏着-滑动-分离-黏着的特性㊂图9 从面上某一节点的摩擦因数随时间变化图4 结论本文利用有限元软件A B A Q U S 显式动态求解器对球-平面接触条件下的滑动摩擦振动噪声进行数值模拟分析,结合相应的试验结果,探讨了摩擦噪声的发生机制以及系统发生自激振动时摩擦接触面上节点的运动特性,结论如下:(1)当摩擦过程中界面引起的振动与摩擦系统自然频率相耦合时,摩擦系统将发生不稳定振动并产生噪声,摩擦噪声主要由系统摩擦自激振动引起㊂(2)法向振动与切向振动的耦合是摩擦系统产生自激振动及噪声的一个重要因素㊂(3)当摩擦系统发生自激振动时,从面节点与主面的接触并不是连续不变的,从面节点与主面在相对运动过程中具有黏着-滑动-分离-黏着的特性㊂参考文献:[1] 陈光雄,周仲荣,谢友柏.摩擦噪声研究的现状和进展[J ].摩擦学学报,2000,20(6):478‐481.C h e n G u a n g x i o n g ,Z h o u Z h o n g r o n g ,X i e Y o u b a i .C u r r e n t S t a t e a n dP r o g r e s s o f t h eR e s e a r c ho fF r i c -t i o n ‐i n d u c e dN o i s e [J ].T r i b o l o g y ,2000,20(6):478‐481.[2] 管迪华,宿新东.制动振动噪声研究的回顾㊁发展与评述[J ].工程力学,2004,21(4):150‐155.G u a nD i h u a ,S uX i n d o n g .A nO v e r v i e wo nB r a k eV i -b r a t i o n s a n d N o i s e [J ].E n g i n e e r i n g Me c h a n i c s ,2004,21(4):150‐155.[3] S p u r rR T.A T h e o r y o fB r a k eS q u e a l [J ].P r o c e e d -i n g s o f t h eA u t o m o t i v eD i v i s i o n ,I n s t i t u t i o no f M e -c h a n i c a l E n gi n e e r s ,1961,15(1):33‐52.[4] N o r t h M R.D i s cB r a k e S qu e a l [C ]//T h e I n s t i t u t e o f M e c h a n i c a l E n g i n e e r s C o n f e r e n c e o n B r a k i n g of R o a dV e h i c l e s .L o n d o n ,1976,C 38/76:169‐176.[5] C h e nG X ,Z h o uZR.AS e l f ‐e x c i t e dV i b r a t i o nM o d -e l B a s e do nS p e c i a l E l a s t i cV i b r a t i o nM o d e s of F r i c -t i o nS y s t e m s a n dT i m eD e l a y sb e t w e e n t h eN o r m a l a n dF r i c t i o nF o r c e s :aN e w M e c h a n i s mf o r S q u e a l i n g N o i s e [J ].W e a r ,2007,262:1123‐1139.[6] O u y a n g HJ ,N a c k W ,Y u a nY ,e t a l .N u m e r i c a lA -n a l y s i so fA u t o m o t i v eD i s cB r a k eS q u e a l :aR e v i e w [J ].I n t e r n a t i o n a lJ o u r n a lo f V e h i c l e N o i s e V i b r a -t i o n ,2005,1(3/4):207‐231.[7] M a s s i F ,B a i l l e tL ,G i a n n i n iO.B r a k eS qu e a l :L i n e a r a n dN o n l i n e a rN u m e r i c a lA p p r o a c h e s [J ].M e c h a n i -c a l S y s t e m sa n dS i g n a lP r o c e s s i n g,2007,21:2374‐2393.[8] M e z i a n eA ,B a i l l e t L ,L a u l a g n e t B .E x pe r i m e n t a l a n d N u m e r i c a l I n v e s t i g a t i o no fF r i c t i o n ‐i n d u c e d V i b r a -t i o no faB e a m ‐o n ‐b e a mi n C o n t a c tw i t h F r i c t i o n [J ].A p pl i e dA c o u s t i c s ,2010,71:843‐853.[9] C a r p e n t e rNJ ,T a y l o rR L ,K a t o n a M G.L a g r a n ge C o n s t r a i n t sf o r T r a n s i e n t F i n i t e E l e m e n t S u r f a c e C o n t a c t [J ].I n t e r n a t i o n a lJ o u r n a lf o r N u m e r i c a lM e t h o d s i nE n g i n e e r i n g ,1991,32:103‐128.(编辑 王艳丽)作者简介:王东伟,男,1988年生㊂西南交通大学摩擦学研究所硕士研究生㊂主要研究方向为摩擦振动与噪声㊂莫继良,男,1982年生㊂西南交通大学摩擦学研究所副研究员㊂陈光雄,男,1962年生㊂西南交通大学摩擦学研究所教授㊁博士研究生导师㊂朱旻昊,男,1968年生㊂西南交通大学摩擦学研究所教授㊁博士研究生导师㊂滑动摩擦振动噪声的非线性显式动力学分析王东伟 莫继良 陈光雄等大棒材芯部疏松缺陷控制与负张力轧制工艺研究黄华贵1 王 巍2 刘 永1 杜凤山11.国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,0660042.燕山大学,秦皇岛,066004摘要:以某厂ϕ150mm 大棒材连轧机组为对象,将大规格连铸坯芯部疏松视为体积可压缩材料,利用刚塑性有限元方法,建立了非均质大棒材轧制过程三维热力耦合非线性有限元模型,采用数值模拟方法研究了机架间张力对疏松缺陷致密压实的影响规律㊂结果表明,采用负张力轧制比自由轧制或微张力轧制能更有效地压实芯部疏松缺陷㊂从各道次孔型充满度和出口断面形状㊁轧制力能参数等方面探讨了实施负张力轧制工艺的可行性㊂关键词:大棒材;疏松;负张力轧制;体积可压缩材料;有限元方法中图分类号:T G 335.62 D O I :10.3969/j.i s s n .1004-132X.2014.10.023R e s e a r c ho n I n n e rP o r o u sD e f e c tC o n t r o l a n dN e g a t i v eT e n s i o nR o l l i n g P r o c e s s o fL a r ge S e c t i o nB a r s H u a n g H u a g u i 1 W a n g W e i 2 L i uY o n g 1 D uF e n gs h a n 11.N a t i o n a l E n g i n e e r i n g R e s e a r c hC e n t e r f o rE q u i p m e n t a n dT e c h n o l o g y o fC o l dS t r i p R o l l i n g,Q i n h u a n g d a o ,H e b e i ,0660042.Y a n s h a nU n i v e r s i t y ,Q i n h u a n gd a o ,He b e i ,066004A b s t r a c t :A i m i n g a t a ϕ150mml a r g e s e c t i o n b a r c o n t i n u o u s r o l l i n g l i n e ,c o n s i d e r i n g t h e p o r o u s d e -f e c t s i n t h e l a rg e s c a l e c o n t i n u o u s c a s t i n g b i l l e t a s c o m pr e s s i b l em a t e r i a l ,a t h r e e ‐d i m e n s i o n a l t h e r m a l ‐d e f o r m a t i o nc o u p l e d f i n i t ee l e m e n tm o d e lw a s e s t a b l i s h e d f o rh e t e r o g e n e o u s l a r g e s e c t i o nb a r r o l l i n g p r o c e s sw i t h t h e r i g i d ‐p l a s t i cF E M.T h e i n f l u e n c e so f r o l l i n g t e n s i o no nt h e p o r o u s c o m p a c t i o nw e r e i n v e s t i g a t e db y n u m e r i c a l s i m u l a t i o n .T h e s i m u l a t i o n r e s u l t s s h o wt h a t t h e p o r o u s d e f e c t s c a nb e c o m -p a c t e db e t t e r u n d e r n e g a t i v e t e n s i o n r o l l i n g t h a n t h a t u n d e r z e r o t e n s i o na n d p o s i t i v e t e n s i o n r o l l i n g.T h e s p r e a d a n dd e f o r m a t i o na r e s a t i s f a c t o r y i na l l t h e 9p a s s e s ,t h e r e i s n od e f e c t a p p e a r e dd u r i n g th e r o l l i n gp r o c e s s ,a n d t h e f i n a l s h a p e a n d d i m e n s i o nm e e t t h e r e q u i r e m e n t s o f b a r p r o d u c t i o n .T h e r o l l i n gf o r c e a n d t o r q u ew a s p r e s e n t e d t o e v a l u a t e t h e f e a s i b i l i t y o f t h i s n e wr o l l i ng t e ch n o l o g y.K e y wo r d s :l a r g es e c t i o nb a r ;p o r o u sd e f e c t ;n e g a t i v e t e n s i o nr o l l i n g ;c o m p r e s s i b l e m a t e r i a l ;f i n i t e e l e m e n tm e t h o d (F E M )收稿日期:2012 10 31基金项目:国家自然科学基金资助项目(51005197);河北省自然科学基金资助项目(E 2013203377)0 引言随着现代工业的发展,大尺度轴类零件(直径大于100mm )在车辆㊁造船㊁冶金设备㊁机械制造及国防军工等领域得到了越来越广泛的应用[1],大尺度轴类零件主要作为传动部件或连接件承受扭矩和弯矩等复杂外载荷,对其综合机械性能有较高要求㊂与传统锻造工艺生产轴类件相比,采用连轧技术高效低耗㊁大批量地生产大棒材,具有更高的经济效益和发展前景㊂然而,如何利用有限的轧制延伸率消除大型连铸坯内部疏松㊁孔洞等铸态缺陷,以获得满意的棒材内部质量,一直是研究者关注和研究的重点㊂随着计算机技术的发展,以有限单元法为典型代表的数值模拟技术在大尺度型材热轧工艺研究中得到了广泛应用[2‐4]㊂体积可压缩材料理论模型的逐步完善,为铸态疏松缺陷致密压实问题的研究提供了有效途径,并在自由锻造[5]㊁连铸坯板带轧制[6]等领域获得了应用㊂许志强等[7]将体积可压缩材料的刚塑性有限元方法应用于大棒材芯棒质量控制研究,提出采用大压下量轧制工艺,以取得疏松压实的效果㊂研究表明[5‐7],足够大的变形量和较大的静水压应力是使疏松缺陷得以压实的必要条件,然而,在棒材连轧过程中,仅靠压下量来进行工艺调节效果极为有限㊂洪慧平等[8‐9]通过数值模拟研究了轧辊转速对机架间张力以及棒材应力㊁应变分布等的影响,提出了大规格圆钢热连轧过程应采用微堆钢轧制技术的建议㊂微张力控制技术在无缝钢管张力减径工艺中的应用已较为成熟[10]㊂文献[8]在研究大棒材芯部疏松缺陷控制时,也提出了微堆钢轧制的建议,但未给出张力对疏松缺陷压实的具体影响规律及实现方法㊂因此,研究机架间张力调节对轧制变形区内金属应力状态的影响,揭示大棒材芯部疏松缺陷致密压实机理,研究采用负张力轧制工艺的可行性,对实际生产工艺的制订具有重要的指导意义㊂中国机械工程第25卷第10期2014年5月下半月1 大棒材轧制有限元建模本文以某厂ϕ150mm 大棒材热轧机组为研究对象,如图1所示,该连轧线共由9个机架组成,其中粗轧段5架,半精轧段4架,采用 扁箱→方箱→扁箱→平椭→圆→椭圆→圆→椭圆→圆”孔型系统,平立交错布置,实现无扭轧制㊂(a)粗轧段(b)半精轧段图1 ϕ150m m 圆钢热轧机组布置示意图1.1 疏松介质与体积可压缩材料模型矩形连铸坯的横截面尺寸为300mm×360mm ,材质为42C r M o ㊂经现场取样并进行腐蚀分析可知[7],其芯部150mm×180mm 区域内存在明显疏松特征(图2a),疏松区内最小相对密度为0.88,为便于建模和观察致密效果,假设疏松区内相对密度均为0.88,进行简化处理,结果如图2b 所示㊂(a)铸坯芯部疏松区(b)轧件尺寸示意图图2 连铸坯芯部疏松区域疏松缺陷是微小孔隙的聚合体,其物理本质是多孔可压缩材料㊂在塑性变形过程中,对疏松体而言,体积不变条件已不再适用,但总的质量保持不变㊂为方便模拟,引入相对密度ρr 表示材料的疏松程度η,它们的关系为η=1-ρr (1)由于非连续介质力学的基本理论还不完善,目前,对于多孔可压缩材料塑性变形理论的研究,均是将多孔材料视为 可压缩的连续体”,并在此基础上用连续体塑性力学理论来研究其变形行为[11‐12]㊂多孔可压缩材料的屈服准则以v o n M i -s e s 理论为基础,在实际应用中,常写成与M i s e s屈服条件类似的形式:Y ρ={12[(σX -σY )2+(σY -σZ )2+(σZ -σX)2+6(τ2X Y +τ2Y Z +τ2Z X)]+g σ2m }12(2)式中,g 为可压缩参数,当g =0时,即为M i s e s 屈服准则㊂根据多孔可压缩材料质量不变条件,发生塑性变形时,疏松缺陷密度的变化率可表示为d ρr ρr =-(d ε1+d ε2+d ε3)(3)其中,d ρr 是应变增量d ε1㊁d ε2㊁d ε3引起的密度增量㊂式(3)表明,疏松体材料密度的变化与应变增量和原始密度有关㊂本文将连铸坯芯部疏松体视为多孔可压缩材料,采用刚塑性有限元方法来模拟轧件塑性变形过程,重点研究机架间张力对棒材芯部疏松缺陷致密压实效果的影响规律㊂1.2 大棒材轧制有限元模型考虑变形对称性,采用轧件1/4建模,在工件中心150mm ×180mm 区域内置入疏松材料,初始相对密度ρr =0.88,芯部之外区域的相对密度取1.00㊂忽略轧辊弹性变形,将轧辊视为刚性体㊂为减小模拟计算量,对各道次进行独立建模,采用在轧件出入口端面上设置应力边界条件的方式来模拟轧件的前后张力(图3a ),建立有限元模型如图3b 所示㊂其中,轧件和轧辊接触传热系数取12k W /(m 2㊃K ),轧件与周围空气的综合对流传热系数取20W /(m 2㊃K ),轧辊与轧件间采用剪切摩擦模型,摩擦因数取0.75,轧件初始温度为1150℃㊂(a)轧件张应力边界(b)轧制模型图3 有限元模型2 有限元模拟结果分析2.1 张应力对疏松压实的影响以机组第一道次为例,矩形连铸坯在张应力大棒材芯部疏松缺陷控制与负张力轧制工艺研究黄华贵 王 巍 刘 永等分别为±5M P a ㊁±2M P a ㊁0时,经箱型孔轧制成形,在轧件出口横截面的压下方向上,自芯部向外表面的相对密度分布曲线如图4所示㊂从图4可以看出,自由轧制和负张应力轧制时,轧件芯部相对密度都呈现增大趋势,负张应力轧制明显比自由轧制效果好,并且当负的张应力越大时相对密度越大,疏松压实的效果越好㊂可见,负张应力比正张应力更有利于芯部疏松压实㊂1.p =-5M P a2.p =-2M P a3.p =04.p =2M P a5.p =5M Pa 6.轧制前图4 不同张应力状态下的相对密度分布对比2.2 张力对疏松压实的作用机理分析如图5所示,在轧件前滑区横截面的芯部疏松区域,沿轧辊压下方向提取P 1,P 2, ,P n 节点,研究上述节点在轧制过程中的等效应变(图6)及应力状态(图7),探讨张应力对疏松压实的作用机理㊂图5节点位置示意图1.p =5M P a2.p =2M P a3.p =04.p =-2M P a5.p =-5M Pa 图6等效应变分布曲线(a)平均应力分布曲线(b )X方向应力分布(c )Y方向应力分布(d )Z 方向应力分布1.p =5M P a2.p =2M P a3.p =04.p =-2M P a5.p =-5M Pa 图7 疏松区域应力分布情况(O Y Z 平面)从图6㊁图7a 可以看出,在相同的张力作用下,越靠近轧件中心,质点受到的等效应变㊁平均应力的绝对值越小,即表现为变形由外向内渗透㊂在负张应力轧制条件下,轧件中心质点的等效应变和平均应力要大于自由轧制和正张应力轧制的等效应变和平均应力,与图4所示的相对密度变化曲线一致,说明大的等效应变与负的平均应力中国机械工程第25卷第10期2014年5月下半月更利于疏松压实,且其绝对值越大效果越理想㊂从疏松区质点三向应力分量分布曲线(图7b~图7d)可以看出,金属在压下方向(σY)和宽展方向(σX)处于较大的压应力状态,在轧制延伸方向(σZ)仅在疏松与非疏松的过渡区域应力为负,靠近中心区拉伸应力较小㊂研究结果表明,当可压缩单元体处于三向压应力状态时,将有利于疏松快速压实㊂但在轧制过程中,受前后张力状态的影响,无法完全实现三向压应力状态,故希望轧制方向和宽展方向同时受到压应力作用,且负的压应力越大越好,而延伸方向则处于拉应力状态,且拉应力越小越好㊂张应力由正值变为负值的过程中,正好符合此规律:由图7b~图7d可以看出,压应力(σY㊁σX)呈现逐渐增大趋势,而拉应力(σZ)则相应地减小,并可以在p=-5M P a时取得最理想效果㊂2.3 张力对轧制力和轧制力矩的影响为研究在现有机组上实施负张应力轧制工艺的可行性,绘制了不同张应力作用下轧制时的轧制力F㊁轧制力矩M时间历程曲线(图8)㊂对比(a)轧制力曲线(b)轧制力矩曲线1.p=5M P a2.p=2M P a3.p=04.p=-2M P a5.p=-5M P a图8 不同张应力对轧制力、轧制力矩的影响结果表明,轧制力㊁轧制力矩随着张应力呈现出基本相同的变化规律,张应力由正值变为负值过程中,轧制力㊁轧制力矩都随之增大㊂在-5M P a张应力稳定轧制时轧制力㊁轧制力矩分别达到了4.25MN和280k N㊃m,而在自由轧制时轧制力㊁轧制力矩分别为410k N和260k N㊃m,正张应力(微拉钢)状态下的轧制力和轧制力矩更是有所减小㊂综上可知,负张应力有利于芯部疏松缺陷的压实,但会增大轧制力和轧制力矩,也对电机的承载能力提出了更高的要求,且若控制不当将导致机架间发生堆钢事故㊂因此,负张力轧制工艺的关键是合理分配和确定负张应力的值,使之能在正常轧制条件下实现疏松压实㊂2.4 各道次压实效果分析为了进一步研究疏松缺陷在整个轧制过程的压实效果演变,本文进行了不同工况下的全过程轧制模拟,各道次相对密度变化如图9所示㊂(a)p=5M Pa(b)p=0(c)p=-5M P a1.道次12.道次23.道次34.道次45.道次56.道次67.道次78.道次89.道次9 10.轧制前图9 不同工况下各道次横截面相对密度的分布大棒材芯部疏松缺陷控制与负张力轧制工艺研究 黄华贵 王 巍 刘 永等表1所示为不同张应力条件下,轧件的截面形状所经历的 平箱→立箱→平箱→平椭→圆→椭圆→圆→椭圆→圆”的演变过程,以及各道次轧件出口横截面内的相对密度分布云图㊂结合图9和表1可以看出,张应力由正值向负值过渡过程中,芯部致密度呈现递增规律㊂且随着轧制的进行,疏松部分主要向轧件中心集中,中心疏松区域面积逐渐减小㊂在张应力分别为5M P a ㊁0的条件下完成9道次轧制,芯部相对密度分别达到0.972㊁0.993㊂而在-5M P a 张应力条件下轧制时只需要通过8个道次的轧制,芯部相对密度就可以从初始的0.880提高到0.996左右,最终芯部相对密度可以达到约0.998,即整个横截面完全被压实㊂数值模拟结果表明,-2~-5M P a的负张力轧制可以取得疏松压实的效果,且各道次孔型的充满度良好,没有出现耳子㊁折叠等缺陷,断面形状和尺寸满足设计要求,和无张力轧制断面相近㊂3 结论(1)采用机架间张应力为-2~-5M P a 的负张力轧制工艺,能在少于8个道次的轧制变形过程中获得良好的芯部致密度,比自由轧制和微拉钢轧制更易获得满意的轧件芯部质量㊂(2)本文研究的机组设备能力满足负张力轧制工艺时的轧制力㊁轧制力矩负荷要求,且各道次孔型的充满度良好,没有出现耳子㊁折叠等缺陷,断面形状和尺寸满足要求㊂因此,微张力轧制工艺实施具有可行性㊂(3)孔型拓扑结构对大棒材芯部疏松致密压实也会有影响,且连轧机架间的张力调节是一个复杂的过程,因此,孔型拓扑结构的优化及负张力轧制的张力调节等问题仍需进一步研究㊂参考文献:[1] 祁海珅.工程用高强度钢拉杆的研制与应用[J ].工业建筑,2005,35(增刊1):359‐361.Q i H a i s h e n .T h e M a n u f a c t u r ea n d A p p l i c a t i o n o f H i g hS t r e n g t hS t e e lT i eR o df o rE n g i n e e r [J ].I n -d u s t r i a l C o n s t r u c t i o n ,2005,35(S 1):359‐361.[2] 隋凤利,陈礼清,刘相华,等.G H 4169合金圆钢热连轧热力耦合分析[J ].钢铁,2008,43(9):53‐56.S u iF e n g l i ,C h e n L i q i n g ,L i u X i a n g h u a ,e ta l .C o u -p l e dT h e r m o ‐m e c h a n i c a lA n a l y s i s f o rH o tC o n t i n u -o u s R o l l i n g o f G H 4169R o u n d R o d [J ].I r o n &S t e e l ,2008,43(9):53‐56.[3] 赵玲玲,杜凤山,许志强,等.大棒材热轧工艺的数中国机械工程第25卷第10期2014年5月下半月。