卷烟盘纸生产用瓦型气胀轴的国产化及其改进与提高
超大型烟气轮机涡轮盘国产化研制(科大)
超大型烟气轮机涡轮盘国产化研制北京科技大学高温材料及应用研究室兰州石化分公司兰州石油化工公司机械厂中国石化工程建设公司一、意义烟气轮机是应用在炼油厂催化裂化能量回收系统的主要机械设备,它的使用不仅可以大幅度降低装置的能耗,取得可观的经济效益,还可以有效降低催化剂粉尘排放,减少对环境的污染。
自我国首台烟气轮机在兰州石油化工公司机械厂研制成功,并经过三十多年的不懈努力和创新,烟气轮机已经成为了中石油具有自主知识产权的知名品牌,享有较高的声誉,也获得了国家和石油系统的大量褒奖。
美国Conmex公司的FEX-142为现今世界上功率最大的烟气轮机,功率为37300kw,入口温度760°C,膨胀比为3.4。
国产特大功率烟气轮机的发展是近几年的事,1997-2000年20000kw的单、双级烟气轮机随着2000kt/a重油催化裂化装置的建成而投入运行。
随着3000kt/a重油催化裂化装置的建设,需要30000kw级特大功率的烟气轮机。
作为“十五”国家重大技术装备研制项目,我国自行设计制造了YL33000A 型单级烟气轮机,功率为33000kW,标况流量6166m3/min、入口温度700℃、膨胀比3.87、入口压力0.353MPa、涡轮盘直径φ1380mm,于2003年在兰州石化300万吨/ 年重催装置成功投入运行。
这是世界上最大的烟气轮机之一,保证了我国炼油“大型化”催化裂化工业技术的实现,标志着我国成为继美国之后第二个有能力自主开发研制特大型烟机的国家。
但遗憾的是,当时由于受冶炼和锻造等条件的限制,我国无法生产如此尺寸的涡轮盘,这台烟机的涡轮盘毛坯只能从国外进口。
随后我国设计生产的几台特大型烟机涡轮盘都是从美国进口。
涡轮盘进口过程异常复杂,一件毛坯600多万人民币,交货期长达一年多,技术等条件的谈判也很困难。
尤其在当前的国际形势下,大型高温合金涡轮盘是敏感的坯料(高温合金大多用在军工方面,因此进出口会受到发达国家政府的关注),往往限制出口。
国产卷烟纸的发展与探索

⑤1998年牡丹江造纸厂(恒丰纸业)投资1200万美圆,引进Allimand公司技术改造10#机(2362nun纸机),引进P。D.L公司卷烟纸生产技术, 2000年投人生产, 2002年引进第二条生产线(12#机)3300nlln纸机,德国V01TH公司技术,预计2003年投产。
一、引进技术,实现国产卷烟纸的快速发展
1992年开始,我国卷烟纸行业为了赶上世界卷烟工业技术发展的脚步,走上了引进技术,快速提高企业技术水平的道路。
①1992年红塔蓝鹰(当时的云南红星造纸厂)引进法国Allimand公司的3300mm纸机生产线和加6公司的生产技术, 94年正式投入生产;1999年引进第二条生产线3300111111纸机, 2001年投入生产。
2、高素质的员工使工厂劳动生产率较高,一台纸机只需每班3人,一台分切机每班只需1个人。各道工序完全实行自检,不设检验工种,只设中心检验室抽检,保证各生产过程质量。
3、原料制备实行集散式生产,除集中制浆外,进口木浆的处理及化工辅料的制备,完全实行集中处理、分散配送。确保了原辅料生产的质量的稳定,从而确保纸机的生产质量稳定。
(一)集约化的生产和国际间的合作
卷烟纸的生产在国外已经有很长的历史,全球排名第一的施伟策(SwM)摩迪集团和排名第二的奥地利特伦伯(TBG)集团都是家族式企业,生产卷烟纸的历史都有130一150年。 卷烟纸生产使用的原料:麻浆和木浆。麻浆由位于法国坎伯利的PDM工厂生产,软木浆为加拿大生产,硬木浆为葡萄牙和西班牙生产。
MK9-5PA8-5卷接机组盘纸架改进
MK9-5/PA8-5卷接机组盘纸架改进栾锡鑫丁昌龙许振国(穆棱卷烟厂黑龙江省穆棱市157500)MK9-5/PA8-5卷接机组设计生产能力5000支/分,在高速运转的同时,要求其各部件必须具备较高的稳定性,而自动换盘纸的功能对盘纸的更换系统的稳定性提出了更高的要求。
1 改进原因1.1 MK9-5/PA8-5卷接机组装置具有自动换盘纸的功能,盘纸架上装有两个安装盘纸的位置,盘纸辊使盘纸以与烟条同样的线速度输出卷烟纸,并经由卷烟纸储存器后进入印刷装置。
在这个运行过程中,卷烟机高速运转,原盘纸架锁紧装置是通过人力旋转锁紧盘纸芯,由于人力的大小、盘纸架弹簧性的变化以及单轴运转,都可能引起供纸不稳定,出现盘纸被拉断的现象,影响了产品产量及设备有效作业率并造成了不必要的原材料浪费。
1.2 随着卷烟机高速运转,盘纸更换系统进行自动换纸,换下来的盘纸架必须重新安装上新的盘纸备用。
在安装新盘纸前必须先旋松锁紧装置,将由弹簧带动的锁紧爪放松到最低限,便于安装新盘纸,再旋紧锁紧装置。
为了保证稳定可靠供纸,必须使锁紧爪紧紧顶住盘纸芯,这个过程既费时又耗力,影响了档车工其它工作。
2 改进方法2.1 将单轴系统改为双轴系统,为盘纸的稳定性提供先决条件。
2.2 将由一根弹簧和三个锁紧爪构成的锁紧装置,改为作用于同一平面的四个内置压簧,保证了压力的均匀性。
2.3 将盘纸架原旋转锁紧环部分改为套环节,在套环式表面上开一个长方孔,设置一个卡销,并在内轴相应部位开四个环槽。
当卸下盘纸芯时,接下卡销,直接取下销紧套环。
反之,当固定盘纸芯时,可松开卡销,卡销卡在内轴的环槽内,固定住锁紧套环,使套环通过内置压簧作用于一个平面顶住盘纸芯,为固定盘纸提供一个恒定不变的压力。
3 效果验证通过一年来的使用,得到很好的效果,同时,也对我厂其它MK9/PA8卷接机组盘纸架进行了改进,改进后的盘纸架装置不仅保证了供纸的稳定性,减少了盘纸断纸现象,降低原材料消耗,而且减少了人力的消耗和换盘纸时间,提高了工人的工作效率。
GDX2卷烟包装机内衬纸供给系统改进
步分析铝箔 纸纸带在绕纸辊上 的受力情况 ,发现绕纸辊柱表
面越 光滑 , 铝箔纸漂移的越厉 害 , 也就是纸带与滚柱 的摩擦力越 小 ,滚柱 对铝箔纸带 的约束力越小 ,铝箔纸前后移 动的范 围越 大。 更换新绕纸辊后 ,由于新绕纸辊柱表 面比旧辊柱表面相对 粗糙 , 铝箔纸在 展开中漂移不是很 明显 。 通 过维修 中更换零件后
量, 人员配置减少 。
[ 编辑 凌 瑞]
■ 髓 - 回 设 备 管 理 与 维 偿 2 0 1 5 N o 8
_ _ - 越
j j造
G D X 2卷 烟 包 装机 内衬 纸供 给 系统 改进
刘 亦坚
( 河南中烟工业有 限责任公 司洛阳卷 烟厂 河南洛 阳)
摘要 G D X 2包装机组是 目前烟草行业广泛使 用的包装机组 , 由于烟草品牌多、 包装材料千差万别 , 实际生产 中出现 问题较多。特
别是在铝 箔纸展开输送时, 铝箔纸前后 漂移现象, 造成设备剔除量大, 停机频繁。为提 高生产效率, 降低原材料消耗 , 对G D X 2铝箔纸供
给 系统进 行 改 进 。
关键 词
铝箔纸
铝箔纸烟包
漂移
绕 纸辊
B
中图 分 类 号
T S 4 3
文 献标 识 码
一
、
前 言
目前 G D X 2 上使用 的绕纸辊为表面光滑的圆筒 滚柱 ,内部 安装有滚 动轴 承 , 两端分别有 限位 , 滚柱不会出现轴 向窜 动。进
一
G D X 2包装机具有 自动化程度 高 , 性能稳定等特点 , 目前在 烟草行业广泛使用 。 但 在多年实 际生产使用 中, 发现该机 的铝箔
燃气轮机涡轮盘国产化研制进展与核心技术解决方案
燃气轮机涡轮盘国产化研制进展与核心技术解决方案主要内容☐一、涡轮盘在燃机中的重要性☐二、国内制造大型涡轮盘存在的问题二国内制造大型涡轮盘存在的问题☐三、国内制造大型涡轮盘自主核心技术☐四、国内在大型涡轮盘制备领域取得成果☐五、钢研院提供的各类燃机热端部件产品☐六、展望一、涡轮盘在燃机中的重要性☐燃气轮机最核心热端部件:两片一盘;☐涡轮盘是涡轮转子叶片的载体,是重量占比最大的热端转动部件;部件☐与叶片同等重要,涡轮盘研制能力对燃机整机的技术水平具有关键性支撑作用;☐作用相当人“心脏”,是制约重燃国产化的瓶颈。
燃气轮机大型涡轮盘选材☐随着燃机效率的不断提高,系统对涡轮盘承温能力与力FB/H 学性能的要求随之提高;☐一代材料、一代发动机,没有高性能的热端部件就E/F IN718合金<650℃没有高性能的热端部件,就设计不出先进燃机;涡轮盘材料由耐热钢升A286合金IN706合金☐涡轮盘材料已由耐热钢升级为高性能变形高温合金;M152<500℃☐所选用材料的合金化程度与性能水平已与先进航空发Cr-Mo-V动机涡轮盘材料相当。
燃气轮机涡轮盘用材名义化学成分合金Cr Ni Mo V Si Fe Co Al Ti Mn Nb A469 1.5 3.50.50.10.2余-----A5650.5-0.30.20.25余-----M-15212 2.5 1.80.4-余-----GH47061641---余-- 1.8-3 GH26741525 1.250.3-余-- 2.1--GH36128 1.2--余---90.4 GH416918533--18-0.6 1.0-5 GH469815余3 1.40.6-- 1.5 2.5-2 GH473820余 4.3---14 1.3 3.0--GH474214余5---10 2.6 2.6- 2.6一、涡轮盘在燃机中的重要性●涡轮盘是在高温、高转速、高负荷等十分恶劣的条件下工作,榫齿部位承受最大的离心力。
ZJ19卷烟机盘纸架的改进
Equipment Manufacturing Technology No.04,2020ZJ19卷烟机盘纸架的改进徐友良,袁长刚(安徽中烟卷烟厂,安徽滁州239000)摘要:对ZJ19卷烟机盘纸架蓄纸量的分析,找出盘纸架的缺陷,提出相应改造措施。
改造后降低盘纸架转动部分质量-拼接启动时间控制更精准,并实现了很好的经济效益。
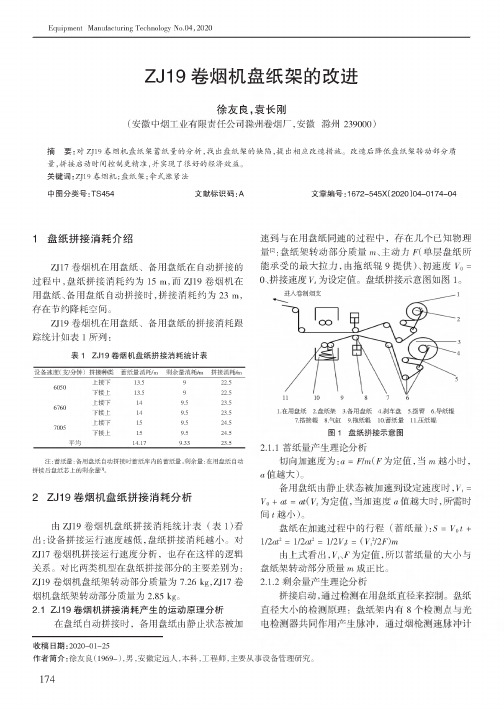
关键词:ZJ19卷烟机;盘纸架;伞式涨紧法中图分类号:TS454文献标识码:A文章编号:1672-545X(2020)04-0174-04 1盘纸拼接消耗介绍ZJ17卷烟机在用盘纸、备用盘纸在自动拼接的过程中,盘纸拼接消耗约为15m,而ZJ19卷烟机在用盘纸、备用盘纸自动拼接时,拼接消耗约为23m,存在节约降耗空间。
ZJ19卷烟机在用盘纸、备用盘纸的拼接消耗跟踪统计如表1所列:表1ZJ19卷烟机盘纸拼接消耗统计表设备速度/分)拼接类蓄纸量消耗/&剩余量消耗m拼接消耗m6050上接13.5922.5接上13.5922.56760上接149.523.5接上149.523.57005上接159.524.5接上159.524.5平均14.179.3323.5注:蓄纸量:备用盘纸自动拼接时蓄纸库内的蓄纸量。
剩余量:在用盘纸自动拼接后盘纸芯上的剩余量叫2ZJ19卷烟机盘纸拼接消耗分析由ZJ19卷烟机盘纸拼接消耗统计表(表1)看出:设备拼接运行速度越低,盘纸拼接消耗越小。
对 ZJ17卷烟机拼接运行速度分析,也存在这样的逻辑关系。
对比两类机型在盘纸拼接部分的主要差别为:ZJ19卷烟机盘纸架转动部分质量为7.26Fg,ZJ17卷 烟机盘纸架转动部分质量为2.85Fg。
2.1ZJ19卷烟机拼接消耗产生的运动原理分析在盘纸自动拼接时,备用盘纸由静止状态被加速到与在用盘纸速的过程中,存在已知物理量比盘纸架转动部分质量!主动"X盘纸所能承受的最大拉,由拖纸辐9提、速度#0=图1盘纸拼接示意图2.1.1蓄纸量分析速度为:&="/!("为定值,当!越小时,&值越大)。
膨胀机核心部件国产化的研究与应用
膨胀机核心部件国产化的研究与应用作者:付少东来源:《中国化工贸易·下旬刊》2019年第11期摘要:本文针对天然气处理厂核心机组—膨胀机的核心部件轴承、叶轮、转子、喷嘴等故障率不断升高,严重影响天然气处理装置的安全、平稳运行,提出用国产部件替代进口部件的方案,旨在实现膨胀机检修备件及时供应,降低材料成本,减少叶轮、轴承等部件的故障率,延长设备检修周期,确保膨胀机平稳运行。
关键词:膨胀机;轴承;叶轮;转子;喷嘴1 项目概况天然气处理厂主要从事石油伴生气的处理,有两套油田伴生气中压深冷处理装置,单套装置设计日处理能力为80~120万标方。
两套装置中的核心机组--膨胀机,是通过旋转工作轮,使气体膨胀对外作功而产生冷量的机械(即利用气体流动时速度的变化来进行能量转换,气体在透平膨胀机的通流部分中膨胀获得动能,并由工作轮轴输出外功降低膨胀机出口气体的内能和温度)。
由于油田产能的不断衰减,已远远偏离了原设计的运行状态,同时原料气中CO2含量逐渐升高,致使膨胀机轴承、叶轮、转子、喷嘴等核心部件的故障率不断提升,严重影响了两套装置膨胀机的平稳运行。
2 存在问题2.1 轴承振动高,更换频率快两套装置中的膨胀机,运行过程中两端轴承振动值高,一期膨胀机轴承振动值高至32.4um(轴承振动值20um报警,38um停机),二期膨胀机轴承振动值高至30.3um(轴承振动值25um报警,40um停机)。
机组运行半年需对轴承进行更换,轴承更换周期极大的缩短。
2.2 叶轮附着脏污,损坏快膨胀机检修过程中,发现两台膨胀机的叶轮流道里附着大量泥垢,叶轮背部以及叶轮流道从平衡孔以后残留黑色痕迹,甚至叶轮有不同程度的损伤,导致机组效率低,需对增压轮和膨胀轮进行更换,转子做动平衡测试。
2.3 进口备件费用高,周期长进口备件在国外正常加工周期为4-6个月,周期长,费用为国产备件的好几倍;购买备件需进行订购,订购周期很长。
若提前储存备件则占用大量资金,不储存备件則无法保证膨胀机正常检修周期和突发事件的处理。
GHH烟气膨胀机叶片的国产化及使用情况分析
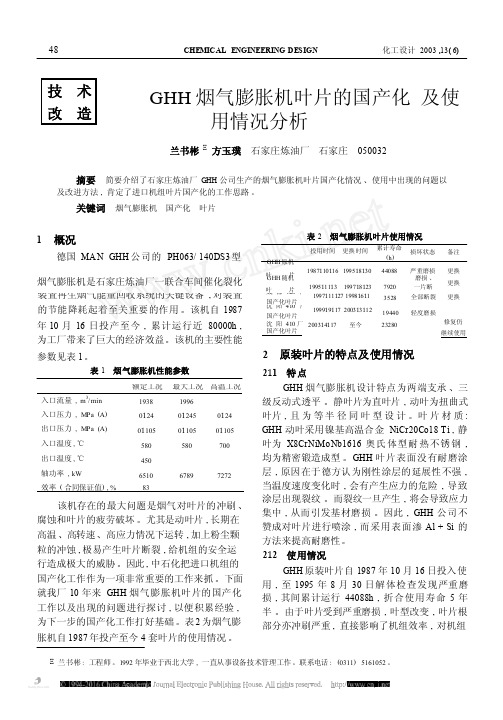
GHH 烟气膨胀机叶片的国产化及使用情况分析兰书彬Ξ 方玉璞石家庄炼油厂石家庄050032摘要简要介绍了石家庄炼油厂GHH 公司生产的烟气膨胀机叶片国产化情况、使用中出现的问题以及改进方法, 肯定了进口机组叶片国产化的工作思路。
关键词烟气膨胀机国产化叶片1 概况表2 烟气膨胀机叶片使用情况德国MA N GHH 公司的PH063/ 140DS3 型GHH 原机投用时间更换时间累计寿命( h)损坏状态备注叶片1987110116 199518130 44088 严重磨损更换烟气膨胀机是石家庄炼油厂一联合车间催化裂化GHH 随机叶片199511113 199718123 7920磨损、一片断更换装置再生烟气能量回收系统的关键设备, 对装置成都420 厂1997111127 19981611国产化叶片3528 全部断裂更换的节能降耗起着至关重要的作用。
该机自1987 沈阳410 厂199919117 200313112国产化叶片19440 轻度磨损年10 月16 日投产至今, 累计运行近80000h , 为工厂带来了巨大的经济效益。
该机的主要性能沈阳410 厂国产化叶片200314117 至今23280 修复仍继续使用参数见表1 。
表1 烟气膨胀机性能参数额定工况最大工况高温工况入口流量, m3/ min 1938 1996入口压力, MPa (A)0124 01245 0124出口压力, MPa (A)01105 01105 01105入口温度, ℃580 580 700出口温度, ℃450轴功率, kW 6510 6789 7272效率( 合同保证值), %83该机存在的最大问题是烟气对叶片的冲刷、腐蚀和叶片的疲劳破坏。
尤其是动叶片, 长期在高温、高转速、高应力情况下运转, 加上粉尘颗粒的冲蚀, 极易产生叶片断裂, 给机组的安全运行造成极大的威胁。
因此, 中石化把进口机组的国产化工作作为一项非常重要的工作来抓。
改进ZJ118A卷烟纸供胶系统

改进ZJ118A卷烟纸供胶系统随着中国烟草行业的不断发展,卷烟纸的供胶系统作为重要的生产环节也需要不断地优化和改进,以提高生产效率和产品质量,减少浪费和成本,满足市场需求。
本文将针对ZJ118A卷烟纸供胶系统进行改进建议。
1. 提高供胶粘度在现有的系统中,供胶粘度较低,容易造成纸张未能正确粘合,导致纸张翘曲或断裂等问题。
因此,建议将供胶的胶水粘度适当提高,以确保纸张正确粘合。
同时,还应针对不同纸张类型和环境条件进行调整,以保证供胶系统在各种情况下都能正常工作。
2. 优化供胶点设计在供胶点设计上,应考虑纸张宽度和厚度等因素,并且需要保证供胶点均匀分布,以避免纸张出现接头、破损等问题。
此外,供胶点的密度也需要调整,以满足不同生产条件的需要。
具体来说,当纸张宽度较大时,应增加供胶点的密度,以方式纸张出现漏胶和浪费。
而在纸张较薄的情况下,则需要缩小供胶点,以确保胶水在纸张表面均匀涂布。
3. 选用优质胶水当今市场上的胶水品牌和种类繁多,由于质量和成分的不同,对于供胶粘度、干燥时间、适应环境等有着不同的要求。
因此,在选用胶水时,不仅需要考虑其性能和适应条件,还需要对其进行质量检测,以避免使用低质量胶水导致生产问题。
4. 定期维护保养供胶系统作为生产流程中的一个重要环节,应定期进行维护和保养,以确保设备良好运转和长期稳定性。
具体来说,可以对供胶点进行清洁和更换,调整胶水流量和压力,检查电气设备和故障报警系统等,提前预防故障和危险发生。
综上所述,对于ZJ118A卷烟纸供胶系统的改进,应综合考虑供胶粘度、供胶点设计、胶水品质和设备维护等多个方面,以最大限度地提高生产效率和产品质量,减少成本和浪费,满足市场需求。
改进ZJ118A卷烟纸供胶系统

改进ZJ118A卷烟纸供胶系统
1. 优化系统控制:
- 引入先进的自动化控制系统,实现对供胶过程的精确控制和监测。
- 利用传感器技术,实时监测供胶流量、纸张速度等参数,并将数据反馈给控制
系统进行调整。
2. 升级供胶设备:
- 选用高效、稳定的供胶设备,并提高设备的耐磨性和可靠性,以减少设备故障
和停机时间。
- 引入高精度的供胶喷嘴,实现精确的胶液喷射,避免浪费和胶液堆积。
3. 优化供胶胶液配方:
- 根据纸张特性和生产需求,优化供胶胶液的配方,提高胶液的粘附性和耐磨性,减少胶液消耗。
4. 引入在线检测和质量控制:
- 引入在线检测设备,对供胶后的纸张进行检测,以实时掌握纸张质量和胶液分
布情况。
- 基于检测结果,实施自动质量控制系统,对供胶过程进行即时调整,确保制品
质量的稳定。
5. 加强维护管理:
- 建立完善的设备维护制度,定期对供胶设备进行检修和保养,减少设备故障和
维修时间。
- 培训操作人员,提高其对设备操作和故障处理的能力,加强现场管理,减少人
为操作失误。
6. 节能环保措施:
- 引入能源管理系统,对供胶系统进行动态调整和优化,降低能耗。
- 优化废水处理系统,减少废水排放,保护环境和健康。
通过以上措施的采取,可以有效改进ZJ118A卷烟纸供胶系统,提高生产效率、产品质量和设备可靠性,并减少能耗和环境污染。
国产卷烟盘纸始于太原
国产卷烟盘纸始于太原
衡翼汤
【期刊名称】《沧桑》
【年(卷),期】1996(000)002
【摘要】一个小小的卷烟盘纸,居然在30年代有一番秘而不宣的争斗。
个中原由有南京政府的表现,也有阎锡山的狡诈对应。
结果是,山西既省去了卷烟税,又省去了盘纸税。
就事论史,国产卷烟盘纸的生产应以“太原西北制纸厂”为最早。
【总页数】3页(P15-16,3)
【作者】衡翼汤
【作者单位】
【正文语种】中文
【中图分类】F429
【相关文献】
1.卷烟盘纸生产用瓦型气胀轴的国产化及其改进与提高 [J], 李长江
2.卷烟盘纸生产用瓦型气胀轴的国产化及其改进与提高 [J], 李长江
3.卷烟机盘纸水松纸接头检测剔除系统开发 [J], 魏新科;郭文龙;赵永进
4.卷烟纸分切时盘纸端面常见问题分析 [J], 段喜军
5.中国烟草百年与国产卷烟盘纸 [J], 缪大经
因版权原因,仅展示原文概要,查看原文内容请购买。
改善维修在卷烟生产中的应用
改善维修在卷烟生产中的应用古勇1,2,王建民1,韩明1(1.郑州轻工业学院食品与生物工程学院,河南郑州450002;2.玉溪卷烟厂,云南玉溪 653100)作者简介:古勇(1975-),大学本科,主要从事膨胀设备的机械维修工作。
摘要:通过对现代维修理论中的改善维修(CM)的介绍及其在现代企业维修中的重要作用,引用在卷烟生产过程中实际维修的例子,分别分析了问题解决的思路、手段和效果,进而阐述在实际工作中如何应用改善维修,为企业进一步开展改善维修(CM)提供科学依据。
关键词:TPM;改善维修;实际应用随着社会的发展,国家、企业对节能降耗、节能减排越来越重视。
除了对设备性能要求严格外,当然也对修理质量提出了更高的要求。
改善维修(CM)是现代维修理论全员生产维修制(TPM)中的一种维修方式,主要是为了消除设备的先天性缺陷或频发故障而进行的维修方式,修理时,对设备的局部结构或零部件进行改进,以改善设备的可靠性和维修性,提高零部件的性能和寿命。
改善维修是提高修理质量的重要手段,它是建立在修理人员长期维修经验基础之上的维修方式,目的是改变以往的恢复性维修模式,并通过改善维修来提高设备性能,降低设备的故障率,减少停机时间和维修费用,为企业在节能降耗、节能减排方面进行的改善维修提供科学的依据, 1改善维修对企业的重要作用①改善维修能更好地保障产品的质量。
质量是企业的生命,而改善维修的目的是基于稳定或提高产品质量而进行的。
通过改善维修,可以提高设备的性能,降低设备故障率,从而保障产品质量的稳定与提高。
②改善维修对企业成本的节约有重要的意义。
改善维修对成本的节约主要包括两个方面:一是因为设备的设计缺陷而导致的原辅材料的浪费,从而使生产成本增加,如果进行改善维修就可以减少或杜绝这些浪费,达到节约成本的目的;一是对一些零部件进行改善维修,可以延长零件维修周期,降低设备的维修成本。
这对一个企业来说是非常重要的,因为企业首要的目的是利润,所以要使企业利润最大化,就要将生产成本最小化。
宝鸡卷烟厂二氧化碳膨胀烟丝生产线

宝鸡卷烟厂二氧化碳膨胀烟丝生产线一、背景宝鸡卷烟厂为积极响应国家烟草专卖局禁止使用氟里昂法制造膨胀烟丝的号召,同时满足企业生产低焦油卷烟的需求,在企业九五技改提出一项重点项目----二氧化碳膨胀烟丝生产线项目。
这是一条国产AIRCO型号二氧化碳膨胀烟丝生产线项目,实施后可杜绝生产过程中排放的氟里昂物质对臭氧层的破坏,保护了大气环境。
本项目可实现年产200多吨优质二氧化碳膨胀烟丝,既满足了本厂生产卷烟对膨胀烟丝的需求,也可外卖部分产品。
二、面临问题二氧化碳膨胀烟丝生产线工艺流程复杂,系统设备计100多台套,分布在上下三个平面层,控制点多但位置分散。
若使用传统控制系统,需敷设大量电缆,给设计、施工、调试和维护带来很大麻烦。
随着网络技术的发展,烟草行业制丝生产线开始使用现场总线技术。
宝鸡卷烟厂经过反复调研论证,决定在二氧化碳膨胀烟丝生产线控制系统中采用罗克韦尔自动化公司的网络控制技术,实现生产过程自动化控制。
三、解决方案控制系统解决方案由北京达特膨胀烟丝成套设备工程公司和秦皇岛烟机厂共同设计安装,该方案采用罗克韦尔自动化公司的ControlLogix PLC 控制平台,控制网ControlNet和设备网DeviceNet两层网络技术。
在系统中采用ControlLogix 5550处理器,配有1756-CNB控制网接口模块,用于连接6个现场ControlLogix PLC。
选用8个触摸屏PanelView来进行生产操作和参数调整,这些触摸屏通过控制网与PLC连接。
选用1784-KTCX个人计算机的控制网插卡,使上位机通过控制网与PLC连接,上位机在生产过程中具有在线状态监视和故障诊断等功能。
同时,配有1756-DNB设备网接口模块,用于连接25个分散在现场的1794 FLEX I/O工作站和33个1336 PLUS II变频调速器。
四、生产工艺流程二氧化碳膨胀烟丝生产工艺流程见图1。
原料(片烟)经切片,回潮,储存,切丝,定量称重(含水20%的)烟丝后,周期性地送入浸渍器。
推行TnPM改善卷烟机跑条故障
推行TnPM改善卷烟机跑条故障摘要车间针对当前影响工厂生产效率最突出严重的卷烟机跑条故障,积极推行TnPM的管理体系,建立QC攻关小组,找到了造成跑条故障的三个要因以及相应的改进措施,推广到整个车间所有的卷烟机,并取得了可喜的成果,达到了既定的目标。
在此之后,车间充分利用TnPM管理体系中的OPL为载体,总结巩固了所取得的成果,达到了前期提高设备有效作业率、提升设备产能的目标。
关键词卷烟机;跑条;盘纸;TnPM;PROTOS0 引言PROTOS卷烟机是HAUNI公司生产的比较成熟的卷烟机,现在广泛应用于国内大多数的卷烟厂,是卷接机的主要作业机型。
我厂卷包车间共有21台PROTOS卷烟机,担负着我厂泰山系列、哈德门系列品牌的生产任务,该机型生产总量占到全厂的三分之二以上。
所谓卷烟机的跑条现象是指卷烟机卷制的烟条不能顺利地通过切割装置切割成烟支,并经烟支导向器、螺旋分烟器进入接烟轮,致使烟条跑出通道的故障现象。
跑条故障是卷烟机的常见故障之一,成为制约PROTOS卷烟机安全生产的主要因素,尤其在与PROTOS卷烟机相连接的GDX2包装机有效作业率大幅提升以后,PROTOS卷烟机的效率问题就成为影响整个卷包设备机组产能的瓶颈环节,影响了车间生产能力的进一步提升。
这一现象,车间紧紧围绕以TnPM为核心的设备管理体系,为不断提高设备有效作业率、提升设备产能,建设一流卷烟工厂,下决心不断创新、挖掘潜力,减少卷烟机的跑条现象。
1 跑条故障原因的确定与改进措施TnPM的具体过程是全员参与和步步深入的,通过制定规范、实施规范、评估效果、持续改良来推进的TPM。
车间根据TnPM的解决问题清楚六源的“6H”原则和维持现场变革的“6I”原则,对产生卷烟机跑条现象的原因进行了深入细致的分析,并针对这一问题组织了多次主体明确,讨论气氛热烈的单点会(OPL)来集思广益,充分挖掘一线员工的能力。
TnPM管理体系的小组是生产现场持续改善的活力所在,也是TnPM的基本组成部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的轴 用 于 意 大 利 I MS公 司 制 造 的 高 速 1 0 m/ 00 mi) 宽 幅 ( 6 0 n、 1 5 mm) 切 机 , 车 速 刚 刚 升 到 分 当
2 0 ri 就 无 法 工 作 , 户 只 好 将 其 退 回 生 0 m/ n时 a 用
21 0 1年
・
第 4期
《 黑
龙
江
造
纸》
设 备使 用 ・
卷烟盘纸生产用瓦型气胀轴 的 国产化及其 改进与提 高
李 长
( 山融 丰 特 种 纸 业 有 限 公 司 , 北 唐 山 0 3 0 ) 唐 河 6 0 1
我 国 的 瓦 型气 胀 轴 来 源 于 进 口分 切 机 的引 进 。当 时的唐 山第 一 造 纸 厂 于 1 9 9 1年 从 德 国格 贝尔公 司引进 了 Opi -2 0型 和 R pdd 1 5 t 15 ma a i- 2 0 型分 切 机 , 于 生产 卷 烟 盘 纸 、 嘴棒 成 型 盘 纸 , 用 滤
等等 , 轴 的使 用性 能不 太理 想 , 适 于生产 高 质 该 不
量 的卷 烟 盘纸 。
1 3 国产 瓦 型 气胀 轴 .
之 截 面为 瓦型 、 由支持柱 连 接 ; 一端 轴头 上安 装 在
一
个充 气 阀 。使 用 时 , 气囊 充气 使 内瓦外 移 , 将 从
国 内有多 家机 械 制 造 厂也 在 生产 此 种 轴 , 质
一
产厂 , 等等 。
2 国产化
6 O 一
卷 烟盘 纸生 产用 瓦 型气胀 轴 的 国产 化及其 改 进与提 高
2 1 . 测 绘 与 设 计
使 用对 比 , 使用 性 能高 于美 国进 口轴 。 其
2 4 结 论 .
2 1 1 测绘 与确 定材 质 ..
在 全面 、 准确 地完 成零 件 的几何 形状 、 形尺 外
该 轴是 结构 较复 杂 、 术 含量较 高 的部件 , 技 从 零 件 的冷 、 热加 工到 整轴 的装 配都 有较 大 的难 度 , 因此加 工单 位 的选择 是保证 加 工质 量 的关键 。选
择 了能 够制 订完 整 、 正确 的加 工工艺 文件 、 设计 并 制 作配 套工 装 , 有 加工设 备 、 具 试验设 备 性能 高而 齐全 、 测手 段完 备 、 检 技术力 量雄 厚 、 人员 素质 好 、
在保证 轴 的整 体结 构 、 术 性 能 不 变 的前 提 技 下 , 部 分零 件 的材质 、 构 、 寸 等进 行 了改进 将 结 尺
设 计并 对有 关 零 件 安排 了热 处 理 。经 使用 、 理 修 表 明 : 的使 用 性 能未 降 低 ; 轴 可 以进 行拆 装 、 轴 而 修 理 、 换轴 身 内部 零件 了 , 没 有 因拆 装 降低相 更 并
寸 等项测 绘 工作后 , 据零 件在 轴上 的安 装位 置 、 根
国产化 的 瓦型 气胀 轴 的使 用 性 能 、 用 效 果 使 不 低 于德 国进 口轴 而 高 于美 国进 口轴 , 用 寿命 使 高于进 口轴 。表 明轴 的设计 合理 、 工质 量高 、 加 国
产 化是 成功 的 。是 国内第 一家 国产化成 功 者并 获 得 国家专利 权 I 。经 多 家 卷 烟 纸 、 滤 嘴棒 纸生 4 ] 过 产 厂使 用后认 为 : 国产 化 的 轴 能够 满 足 进 口分切 机 的 配套要 求 , 以替代 进 口轴 。 国产 轴 的 价格 可 比进 口轴价格 低很 多 。
收 稿 日期 :0 1 1 —0 2 1— 0 9 作 者 简 介 : 长 江 ( 94 ) 河 北 昌黎 人 , 李 14 一 , 高级 工 程 师 , 山 唐 融 丰特 种 纸 业有 限公 司 ( 唐 山 第 一 造 纸 厂 ) 从 事 造 纸 、 色金 原 , 有 属 加 工 、 瓷等 行 业 的机 械 设 备 的设 计 与制 造 工作 。 陶
要求 ; 非金 属 橡 胶 件 的力 学 性 能 、 材质 、 尺寸 精 度
及 加 工方 法 的要求 等 ; 装配 时 的有关 要求 ; 配后 装 的轴 进行 充 气试 验 、 平 衡 和 动平 衡 试 验 等 技 术 静 要 求 。绘 制 了清 晰 、 整 、 确 的工作 图 纸 。 完 正 2 1 3 制订 加工 工艺 .. 制订 了完 整 、 正确 的机 械加 工 、 处理 和装 配 热 等加 工 工 艺文 件 , 计 、 作 了专用 工 装 , 加 工 设 制 为 质 量 提供 了技 术保 证 。 2 1 4 检 验 与试验 .. 零件 在加 工 中的 每一道 工序 都有 专职 质检 员
作用 、 作状 态 分析 其 受 力 情 况 及应 该 达 到 的机 工
械性 能 和对 热处 理 、 削性 能等 的要 求 , 切 确定 各零 件 的材质 , 国产 材料 代替 进 口材料 。 用
2 12 设 计 ..
在满 足零 件 对 机械 性 能 的要 求 、 考 虑 经 济 并 性 的基 础 上 进 行 了合 理 地设 计 , 括 : 包 尺寸 精 度 、 粗糙 度 、 形位 公差 及对 热处 理 、 表面 处理 等 的技术
率 ; 作 难 度 大且 复 杂 ; 构较 复 杂 、 障 点较 多 操 结 故
轴 的中部 是管 状轴 身 , 两端装 轴 头 , 身 内安 轴 装 橡胶 管— —气 囊 , 外 是 内 瓦 , 面 装 有 弹 簧 , 其 上 轴 身外 面 安装 数 量 与 内 瓦相 等 的外 瓦 , 种 瓦 件 两
产 品被 国 内多 家卷 烟 厂认 可 。上 世 纪九 十年 代初
1目前 国 内卷 烟 盘纸 生产 用复卷 轴 的现 状
1 1 实 心 光 轴 .
极 少 量 的企业 在 用 实 心 光 轴 , 由于 使 用性 能 较差 , 产 的卷 烟 盘 纸 质量 较 低 , 于被 淘 汰 地 生 处 位 , 口轴 也不 例外 。 进
1 2 长 键 型 气 胀 轴 ( 长 铝 胶 键 型 气 胀 轴 和 长 胶 . 含
键 型气胀 轴)
将 这两 种 分切 机上 的分 切 、 复卷 、 动等部 分 中 的 传
一
些 关 键 机 械 零 部 件 进 行 了 国 产 化 的 尝 试 研
制 [ 并 获得 了成 功[ 。有 了上 述 国产 化 的 初 步 1 3 ] 经验 , 于是 考虑 瓦 型气胀 轴 的 国产化 。 瓦型 气胀轴 ( 简称 “ ” 是分 切机 上复 卷 部分 轴 ) 的复卷 轴 , 它将 分切 成 的纸条 卷成 盘 纸 , 分切 部 在
an 、 ri) 幅 面 较 窄 ( 2 0 1 5 mm) 的分 切 机 已不 能 满 足 发 展 的需要 , 为此 , 国内一些 卷烟 纸生 产厂从 国外 引进 了高速 ( O 0 mi) 宽 幅 ( 6 0 1 0 m/ n 、 1 5 mm) 高 使 、
率较高 ; 国产 的气 囊 、 气 阀等件 无 损 坏 、 充 轴不 漏
封质量, 同时进 行 了外 瓦 的胀 紧 与收 紧效果 检测 。 轴 做 完静平 衡试 验后 , 又在 动 平 衡 试 验 机 上进 行 了较 高精度 的动平衡 试 验 。
2 2 选 择 加 工 单 位 .
德 国的瓦 型气 胀 轴 虽然 使 用 性 能 较好 , 也 但 存在 着不 足或 缺陷 。在修 理 、 换轴 身 内部零 件 , 更
近年来 , 国的卷烟行 业 发展很 快 , 我 既提高 了
卷烟 速度 ( 2 0 1 0 0支/ n , mi) 又增 加 了高档 盘 纸 的
的质 量好 ; 盘较 容 易 , 少用 橡 胶 锤 敲 打 , 品 分 很 成
需 求 量 。原 德 国 制 造 的 生 产 车 速 较 低 ( 0 m/ 40
气、 密封 好 ; 由于外 瓦等件 的材 质 、 处理 质量 好 , 热
所 以强 度 、 耐磨 性 均 好 。与 美 国制 造 的轴 进 行 了
图 2 德 国格 贝尔 公 司 Opi -2 0 分 切 机 ( t 15 ma 卧式 )
瓦型 气 胀 轴 1 O 1 0 × 1 0 2× 30 60
3 改 进 与 提 高
3 1 改进设 计 、 高使 用寿命 . 提
检 验 , 符 合 图 纸要 求 的不转 下道 工 序 、 出厂 。 不 不 轴 在 装配 完后 , 进行 了充 、 放气 及保 压试 验 检查 密
量 差异 较 大 。大多数 的轴 用 于低速 分切 机生 产普 通 盘纸 。有些 轴用 于卷 烟 纸 、 滤 嘴 棒 纸 生 产 厂 过 的低速 分切 机 : 的轴生 产 的盘纸是 较 低质量 的 ; 有
而推 动外 瓦 向外 移 动将 装 于轴 上 的塑 料 环 胀 紧 ,
然后 即可 将轴 装 于分切 机上 卷纸 , 图 1 见 。
拆、 装轴 头 时 , 由于轴 身 的 材质 较 软 , 成端 部 的 造
止 口变形 而无 法修 理 , 只能 经 一次 性 使 用 而 报 轴
废, 太可惜 了 。如此 昂贵 的轴不 能修 理 , 不符 合 这 厂情 、 国情 。 于是 , 进行 国产化 的 同时对 此轴进 在 行 了改进设 计 , 方案是 :
管 理水平 高 的军 工企 业作 为加 工单位 。
23 . 使 用 效 果
关 零件 的尺 寸精 度 和装 配精 度 , 可 以进行 多次 轴 拆装 、 理 。改进 设 计 是 成 功 的 。 自行 设 计 改 进 修 的国产轴 都 可 以进行 修 理 , 大延 长 了使 用 寿命 , 大
可 为企业 节省 大量 资金 。
3 2 提 高 制 造 水 平 、 证 更 高 的 使 用 性 能 . 保
经使 用 , 国产 化 的 瓦 型气 胀 轴 可 牢 固地将 塑