钣金中性层展开计算
钣金件展开计算方法
统一展开计算方法,做到展开的快速准确.
二.适用范围:
君雄钣金部
三.展开计算原理:
1.板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.
2.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
(1) V折30°
(2)反折压平
故在作展开图折弯线时,须按30°折弯线画,如图所示:
N折:
1.当N折加工方式为垫片反折压平,则按L=A+B+K计算, K值依附件一中参数取值.
当2. N折以其它方式加工时,展开算法参见“一般折弯(R 4 (R≠0 ,θ≠90°)”.
3.3.如果折弯处为直边(H段),则按两次折弯成形计算: L=A+B+H+2K (K=90∘展开系数)
2. H>2T,请示后再按指示处理.
抽孔与抽牙孔:
抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算,式中参数见右图(设预冲孔径为X,并加上修正系数–0.1):
1.若抽孔为抽牙孔(抽孔后攻牙),则S取值原则如下:
(1) T≦0.5时,取S=100%T
(2) 0.5<T<0.8时,取S=70%T
5.0
2.4
M4
T=0.6
2.1
3.6
4.4
1.8
T=0.8
4.6
2.0
钣金展开图计算方法

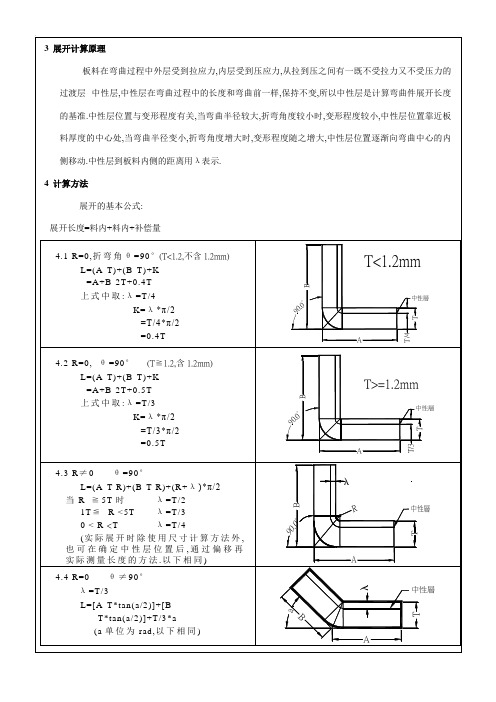
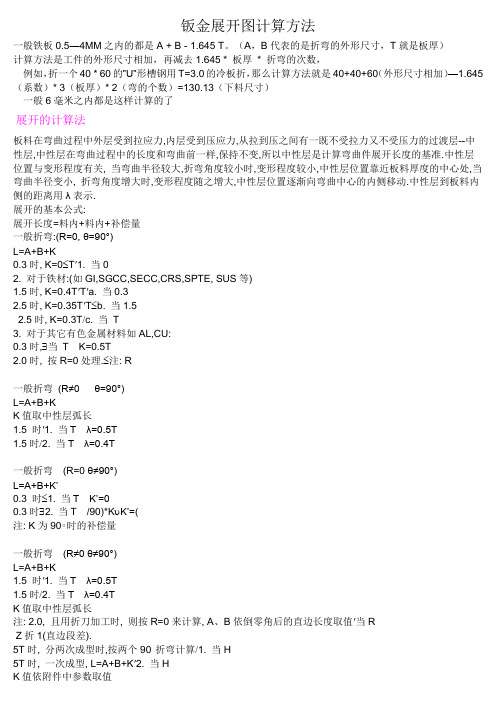
钣金展开图计算方法一般铁板0.5—4MM之内的都是A+B-1.6T。
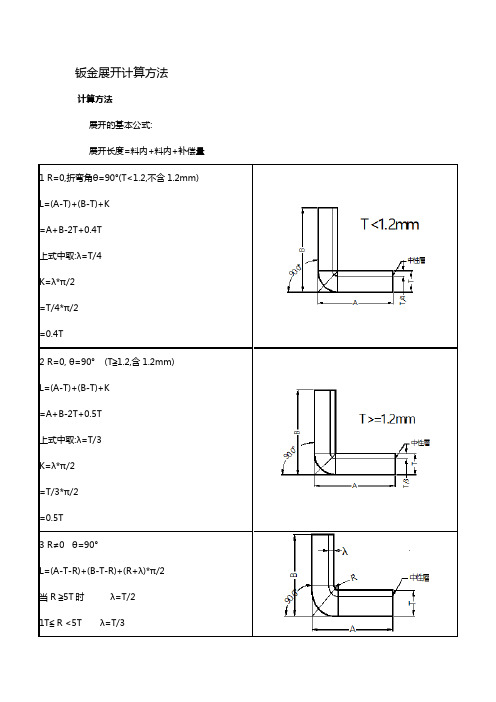
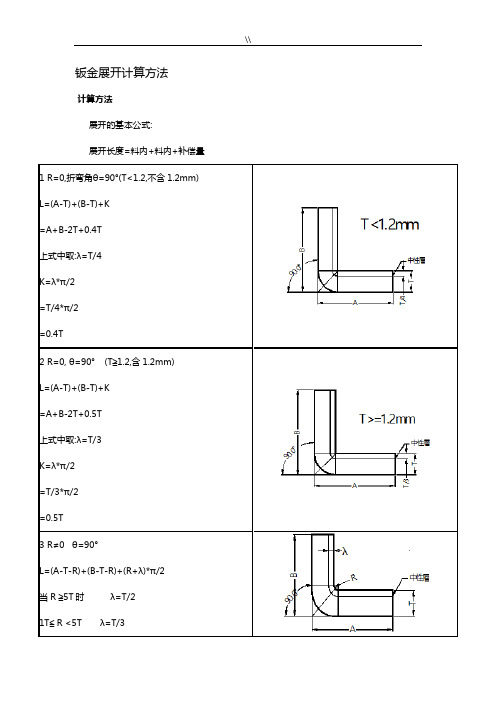
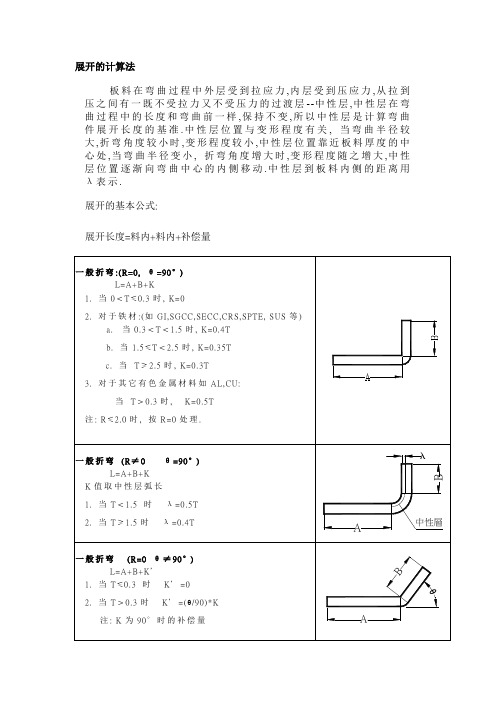
(A,B代表的是折弯的长度,T 就是板厚)例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去2.5mm*1.6也就是4mm就好了,也就是356mm钣金展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'注: 当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2)当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开。
钣金展开长度及系数计算方式

二:钣金展开计算公式
如图2中钣金的展开长度 L=L1+L2+L3 L2=(π/2*R+Y*T)θ/90 其中π=3.1415,R为钣金内侧折弯半径,T为钣金厚度,θ为折弯角度(单位度)
图2:
三:常用材料Y因子和K因子数值 •材料:软黄铜、铜,Y因子:0.55,K因子:0.35。 •材料:硬黄铜、铜、软钢、铝,Y因子:0.64,K因子:0.41。 •材料:硬铜、青铜、冷轧钢、弹簧钢,Y因子:0.71,K因子:0.45。
钣金展开长度 及系数计算方 式
钣金的展开长度和钣金的厚度、折弯半径、折弯角度,以及钣金材料属性(通过Y和K因 子来表示)有关系。
一:首先介绍Y因子和K因子
1. K因子为钣金内侧边到折弯中线距离和钣金厚度的比值,如图1中K因子的方程式:K=A/T。
图1:
2. Y因子是根据折弯中线相对于钣金厚度计算出来的比值,Y因子公式:Y=K*(π/2)。Proe 中Y因子默认为0.5。
钣金加工中的工程展开计算方法
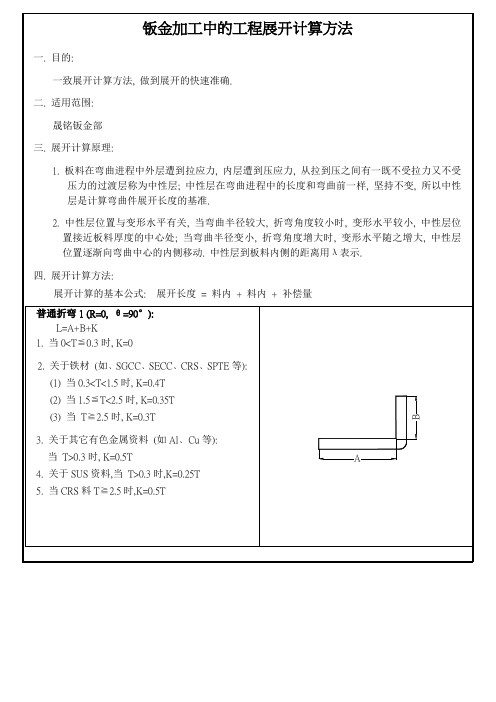
四.展开计算方法:
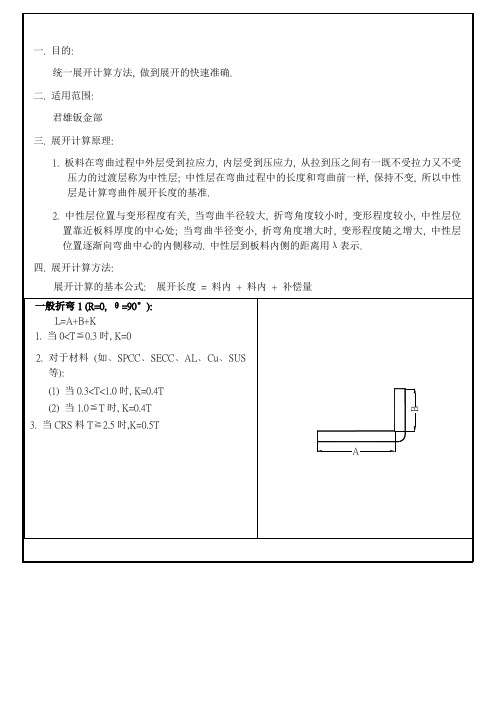
展开计算的基本公式:展开长度=料内+料内+补偿量
普通折弯1 (R=0,θ=90°):
钣金加工中的工程展开计算方法
一.目的:
一致展开计算方法,做到展开的快速准确.
二.适用范围:
晟铭钣金部
三.展开计算原理:
1.板料在弯曲进程中外层遭到拉应力,内层遭到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲进程中的长度和弯曲前一样,坚持不变,所以中性层是计算弯曲件展开长度的基准.
展开方法与平行直边Z折方法相反(如上栏),高度H取值见图示.
Z折3 (斜边段样品方案):
1.当H2T时:
(1)当θ≦70°时, L = A + B + C + K (此时K=0.2).
(2)当θ>70°时,按Z折1 (直边段差)的方式展开.
2.当H2T时,按两段折弯展开(R=0,θ≠90°).
Z折3 (斜边段差量产方案):
反折压平:
L= A+B-0.4T
1.压平的时分,可视实践的状况思索能否在折弯前压线,压线位置为折弯变形区中部.
2.反折压平普通分两步停止:
(1)V折30°
(2)反折压平
故在作展开图折弯线时,须按30°折弯线画,如下图:
N折:
1.1.当N折加工方式为垫片反折压平,那么按L=A+B+K计算, K值依靠件一中参数取值.
注:当用折刀加工时:
钣金展开图计算方法
当前位置: > >钣金展开图计算方法钣金展开图计算方法一般铁板0.5—4MM之内的都是A + B - 1.645 T。
(A,B代表的是折弯的外形尺寸,T就是板厚)计算方法是工件的外形尺寸相加,再减去1.645 * 板厚* 折弯的次数,例如,折一个40 * 60的”U”形槽钢用T=3.0的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)* 3(板厚)* 2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长注: 2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2) 当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开。
钣金件展开计算方法及工艺处理
钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。
钣金展开尺寸计算规范
1.目的:钣金展开尺寸计算规范生效日期:2014-01-06 修订日期:规范本公司钣金加工时展开尺寸的计算方法;以利于钣金工工艺的制作及标准化。
2.范围:适用于公司所有折弯产品的加工。
3.职责:钣金展开尺寸计算按本规范操作。
4.具体规定:4.1.展开尺寸计算方法分类:4.1.1. 当r〈0.5t时,采用快速计算方法(展开系数经验法,):见表一(表一)序号弯体性质弯体形状计算公式L=a+b+z1 90°弯曲Z:展开系数经验值(见附表二)L=a+b+z*v/902 非90°弯曲Z:展开系数经验值(见附表二)3 压死边L=a+b-0.6tL=a+b+c+0.6t4 二次弯曲注:模具一次弯2个弯形用钣金展开尺寸计算规范生效日期:2014-01-06 修订日期:L=a+b+c+d+0.75t 5 三次弯曲注:模具一次弯3个弯形用L=a+2b+2c+t6 四次弯曲注:模具一次弯4个弯形用7 压段差L=a+b+c+0.8~1.0t材料厚度0.5 0.8 1.0 1.2 1.5 2 2.5 3材料名称铝合金板0.5t铜板0.5t冷板0.2 0.3 0.4 0.4 0.5 0.4t热镀锌板0.2 0.3 0.4 0.4 0.4 0.4t电解板不锈钢板0.2 0.2 0.3 0.4 0.4 0.4t钣金展开尺寸计算规范生效日期:2014-01-06 修订日期:4.1.2. 当r>0.5t时,采用中性层展开系数计算方法:L=a+b+2π(r +k t)*α/360°K:中心层系数(选用查表三)(表三)4.1.3. 卷圆件展开系数计算方法:L=a+ 2π(r +k t)*α/360°K:中心层系数(选用查表四)(表四)注:展开系数随折弯刀具圆角和槽宽、零件折弯高度和孔到折弯边距离及折弯道数、零件表面要求等因素的变化而改变。
故,展开系数不是一成不变的,不同的时期(刀具等),不同的零件(尺寸、复杂程度等),展开系数会发生细微的变化。
catia钣金展开系数公式

catia钣金展开系数公式
在CATIA中,钣金展开系数的计算公式取决于折弯的角度和材料。
以下是
几种不同角度和材料的展开系数的计算方法:
1. 90度折弯:
折弯系数最简单的计算方法是倍料厚。
用在90钣金折弯加工中,一个直
角弯减去倍的料厚。
2. 135度折弯:
折弯系数可以减去倍的材料厚度。
3. 钣金褶边(压死边):
折弯系数等于倍钣金厚度。
对于非90度圆弧的折弯,其展开长度也可以按中性层计算,公式如下:
展开长度=L1+L2+a(R+)
其中,L1和L2为折弯尺寸,R为内半径,T为材料厚度,a为图中的角度。
以上公式仅供参考,实际应用中请根据具体情况进行调整。
如果需要更准确的数据,建议咨询专业的钣金工程师或查阅相关的专业资料。
钣金展开计算原理及计算方法!
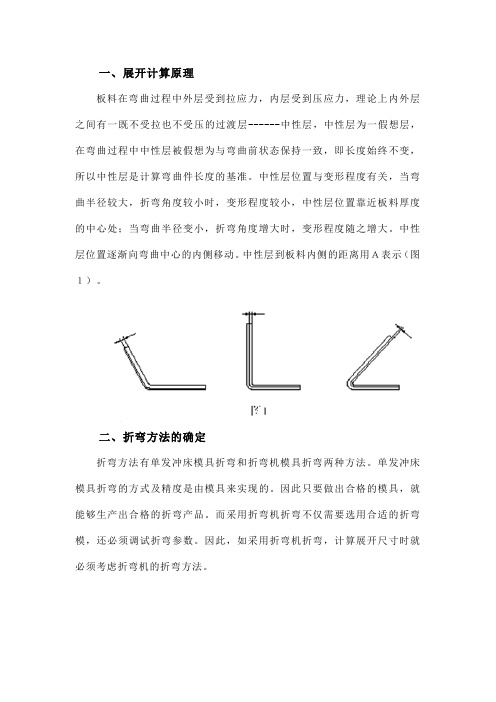
一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层,中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大。
中性层位置逐渐向弯曲中心的内侧移动。
中性层到板料内侧的距离用A表示(图1)。
二、折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法。
单发冲床模具折弯的方式及精度是由模具来实现的。
因此只要做出合格的模具,就能够生产出合格的折弯产品。
而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数。
因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法。
1.一次一道弯。
此种折弯由普通通用折弯模来完成。
包括折直角,钝角和锐角(图2)。
2. 一次折两道弯——压锻差。
此种折弯由专用特殊模来完成,但折弯难度比普通折弯大(图3)。
3. 压死边。
此种折弯也须用特殊模来完成(图4)。
4.大R圆弧折弯。
些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形(图5)。
这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍。
如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1,如图6所示。
折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似)。
1.简单的90度单边折弯(图7)。
如图7所示,此种折弯只需考虑下模V形槽中心到折弯机定位挡块的距离即可确定。
通常H值为H≥3.5 T + R (R 在1mm 以下)。
板金展开计算基本公式
料厚0.6 0.8 1.0 1.2类型M3 1.2 1.5 1.5(1.8) 1.8M3.5 1.2 1.5 1.5(1.8) 1.8M4 1.2 1.5 1.5(1.8) 1.8#6-32 1.2 1.5 1.5(1.8) 1.8说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 #6-32 Φ3.10在R≠0,θ=90°时;的折弯系数列表:(单位:mm)板材↓/板厚→0.8 1.0 1.2 1.5 2.0 2.5 3.0 4.0冷板 1.5 1.8 2.1 2.5 3.2 4.0 4.7 6.2铝板— 1.5 1.9 2.3 3.1 3.8 4.4 6.1注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
在R≠0,θ=90°时;的折弯系数列表:(单位:mm)板材↓/板厚→0.8 1.0 1.2 1.5 2.0 2.5 3.0 4.0冷板 1.5 1.8 2.1 2.5 3.2 4.0 4.7 6.2铝板— 1.5 1.9 2.3 3.1 3.8 4.4 6.1注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
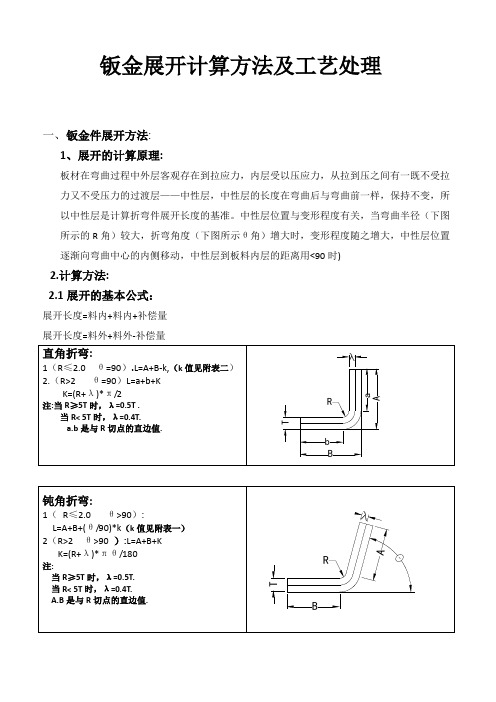
三.展开计算方法一般折弯1 (R=0, θ=90°):1. 当0<T≦0.3时, L=02. 对于铁材 (如GI﹑SGCC﹑SECC﹑CRS﹑SPTE﹑SUS等):(1) 当0.3<T<1.5时, L=0.4T(2) 当1.5≦T<2.5时, L =0.35T(3) 当 T≧2.5时, L =0.3T3. 对于其它有色金属材料 (如Al﹑Cu等):当 T>0.3时, L =0.4T一般折弯2 (R≠0, θ=90°):当用折刀加工时:1. 当R≦2.0时, 按R=0处理.L’= L+2R (L为R=0时L值)2. 当R>2.0时, 按原值处理.(1) 当T<1.5时, L = PI*(R+0.5*T)/2(2) 当1.5≦T时, L = PI*(R+0.4*T)/2一般折弯 3 (R=0, θ≠90°):1. 当T£0.3 时, L’=02. 当T$0.3时, L’= (u / 90) * L注: L为θ=90°时的补偿量.一般折弯4 (R≠0 , θ≠90°):当用折刀加工时:1. 当R<2.0时, 按R=0处理.L’=θ/90* L +2*R*TAN(θ/2)注: L为θ=90°时的补偿量.2 当R>2.0时, 按原值处理.(1). 当T¢1.5 时, L’=θ*PI*(R+0.5*T)/180(2). 当T/1.5时, L’=θ*PI*(R+0.4T)/180 Z折1 (直边段差):样品方式制作展开方法:1. 当H/5T时, 分两次成型时, 按两个90°折弯计算.2.当H¢5T时, 一次成型,(1). 若R=0,则L’=L;(2). 若R≠0,且只有一内角不为零,则L’=L+2R;(3). 若R≠0,且两内角都不为零,则L’=L+4R.注: L值依附件一中参数取值.Z折2 (非平行直边段差):展开方法与平行直边Z折方法相同 (如上栏), 高度H取值见图示.注:对于非直角折弯,若R≠0,补偿量应加上的是2*R*TAN(θ/2)Z折3 (斜边段差):1. 当H¢2T时j当θ≦70°时,按Z折1(直边段差)的方式计算, (此时L=0.2).k当θ>70°时完全按Z折1(直边段差)的方式计算2. 当H/2T时, 按两段折弯展开(R=0 θ≠90°).Z折4(过渡段为两圆弧相切):1. H≦2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理反折压平:L=1.6T1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.2. 反折压平一般分两步进行:先V折30°, 再反折压平.故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折:1. 当N折加工方式为垫片反折压平,L值依附件一中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯4 (R≠0, θ≠90°)”.3. 如果折弯处为直边 (H段), 则按两次折弯成形计算: L’= 2L (L值取90°折弯变形区宽度).抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔 ,按下列公式计算, 式中参数见右图 (设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≦0.5时取S=100%T0.5<T<0.8时取S=70%TT≧0.8时取S=65%T一般常见抽牙预冲孔按附件一取值。
钣金展开计算方法

附表
1.直边段差展开系数一览表
N折展开系数一览表
• 一般折弯 3 (R=0, θ≠90°): L=A+B+K’
1. 当T<0.3 时, K’=0 2. 当T>=0.3时, K’= (θ / 90) * K
注: K为90∘时的补偿量.
• 一般折弯4 (R≠0 , θ≠90°):
L=A+B+K (K值取中性层弧长) 1. 当T<1.5 时, λ=0.5T 2. 当T>=1.5时, λ=0.4T
T>0.3时, K=0.25T 4. 对于软铁材SPCC 当 0.3<T<1.5时 K=0.4T 当T≧1.5时 K=0.35T 5. 对于其它有色金属材料 (如Al﹑Cu等): 当 T>0.3时, K=0.5T
• 一般折弯2 (R≠0, θ=90°): L=A+B+K (K值取中性层弧长) 1. 当T<1.5时, λ=0.5T 2. 当T≧1.5时, λ=0.4T 注: 当用折刀加工时: 1. 当R≦2.0时, 按R=0处理. 2. 当2.0<R<3.0时, 按R=3.0处理. 3. 当R≧3.0时, 按原值处理.
二 展开计算方法
• 展开计算的基本公式: 展开长度 (L)= 料内(A) + 料内(B) + 补偿量(K)
• 一般折弯1 (R=0, θ=90°): L=A+B+K
1. 当0<T≦0.3时, K=0 2. 对于铁材 (如SGCC﹑SECC﹑SPTE等): (1) 当0.3<T<1.5时, K=0.4T (2) 当1.5≦T<2.5时, K=0.35T (3) 当 T≧2.5时, K=0.3T 3.对于SUS
钣金展开计算方法

展开的计算法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。
钣金展开图计算方法
钣金展开图计算方法一般铁板0.5—4MM之内的都是A + B - 1.645 T。
(A,B代表的是折弯的外形尺寸,T就是板厚)计算方法是工件的外形尺寸相加,再减去1.645 * 板厚* 折弯的次数,例如,折一个40 * 60的‖U‖形槽钢用T=3.0的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)* 3(板厚)* 2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长注: 2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2) 当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见―一般折弯(R≠0 θ≠90°)‖3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开。
常用钣金展开
常用钣金展开1005061.0自由折弯板料展开长度计算1.1中性层由材料力学可知,板料折弯时折弯角内侧受压,尺寸变短,外侧受拉,尺寸变长,而中性层长度不变,但是中性层要向内侧偏移。
因为板料展开长度既中性层长度,所以板料展开长度计算即计算中性层长度。
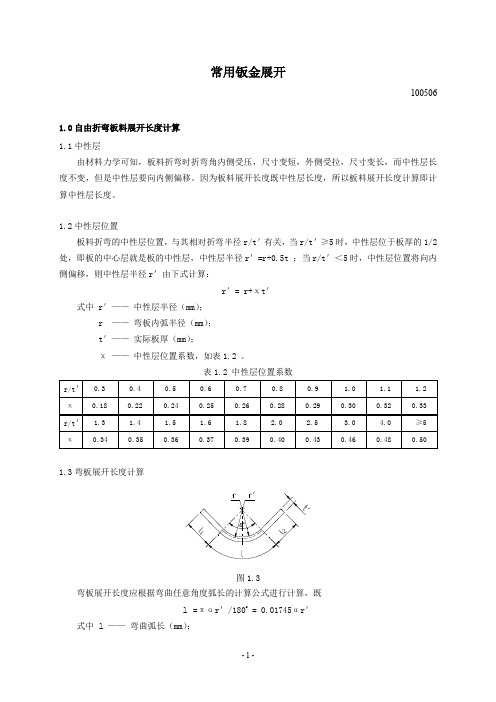
1.2中性层位置板料折弯的中性层位置,与其相对折弯半径r/t'有关,当r/t'≥5时,中性层位于板厚的1/2处,即板的中心层就是板的中性层,中性层半径r'=r+0.5t ;当r/t'<5时,中性层位置将向内侧偏移,则中性层半径r'由下式计算:r'= r+χt'式中 r'——中性层半径(mm);r ——弯板内弧半径(mm);t'——实际板厚(mm);χ——中性层位置系数,如表1.2 。
表1.2 中性层位置系数1.3弯板展开长度计算图1.3弯板展开长度应根据弯曲任意角度弧长的计算公式进行计算,既l =παr'/180o = 0.01745αr'式中l ——弯曲弧长(mm);α——弯曲角度(o)。
如图1.3所示,折弯板料展开长度L:L= l1 +l2 + l = l1 +l2 +παr'/180 o = l1 +l2 + 0.01745αr'1.4折弯系数影响展开长度计算精度的因素有:折弯内弧半径r ,下模V型槽宽V ,板料实际厚度t'和弯曲角度α。
自由折弯板料在展开长度计算时,没有明确的公式来计算折弯系数,只能查到不同折弯内弧半径的折弯系数。
而内弧半径与加工工艺有关,使用不同的下模V型槽宽,内弧半径也不相同,导致无法确定折弯系数的准确性。
一般是凭经验确定折弯系数,不同的人确定的折弯系数也不相同。
当r<0.5t时,展开长度可以按经验公式进行计算,详见表1.5。
经验公式中所使用的折弯系数,详见表1.4。
当要求的展开长度比较精确时,需要询问工厂或实际测试得到准确的折弯系数。
当r≥0.5t(图纸上明确规定或已知内弧半径r)时,展开长度可以按公式进行计算,见表1.5。
(完整版)钣金展开计算方法
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax =4T
材料厚度T=0.8~1.0取Hmax =5T
材料厚度T=0.7~0.8取Hmax =6T
材料厚度T≦0.6取Hmax =8T
当R<4MM时,请示上级.
10压缩抽形1 (Rd≦1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
0 < R <t λ=t 4<="" p=""></t λ=t>
6 Z折1.
计算方法请示上级,以下几点原则仅供参考:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K
(2)当3T<c<5时:</c<5时
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
1.8
#6-32
1.2
1.5
1.5(1.8)
1.8
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10
在R≠0, θ=90°时;的折弯系数列表:(单位:mm)
板材↓/板厚→
D/2={(r+T/3)2
+2(r+T/3)*(h+T/3)
-0.86*(Rd-2T/3)*[(r+T/3)
钣金展开详细计算方法
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
冷板
1.5
1.8
2.1
2.5
3.2
4.0
4.7
6.2
铝板
—
1.5
1.9
2.3
3.1
3.8
4.4
6.1
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
料厚
类型
0.6
0 < R <t λ=t 4<="" p=""></t λ=t>
6 Z折1.
计算方法请示上级,以下几点原则仅供参考:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K
(2)当3T<c<5时:</c<5时
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
∴ AB={H*EF+(π/4-1)*EF2}/T
∴预冲孔孔径=D – 2AB
T≧0.8时,取EF=60%T.
在料厚T<0.8时,EF的取值请示上级.
钣金展开

钣金展开计算一、展开计算原理:板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层---中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。
二、计算方法:钣金展开的计算方法有很多,每家钣金厂的计算方法也不一定相同,我司采用的是比较简单实用的折弯扣除法来计算展开尺寸。
展开的基本公式: 展开长度=料外+料外-展开系数(K值)折弯类型示意图计算公式直角折弯展开尺寸=A+B-K非直角折弯展开尺寸=A+B-(???????K圆弧折弯(R/T>5) 展开尺寸=(A-R-T)+(B-R-T)+3.14*???R+0.5T)/180°压死边展开尺寸=A+B-0.43T直边段差(Z折)1.当H≧5T时,分两次成型,按两次直角折弯计算;2.当H<5T时,一次成型,L=A+B+K ( K值查3.2.4表参考数值)斜边段差(Z折)1.当H<2T时,1.当?≤70° L=A+B+C+0.22.当?>70° L=A+B+K( K值查3.2.4表参考数值,即按直边段差展开)当H≧2T时,分两次成型,按两次非直角折弯计算;表1钢板展开系数表(单位:mm)板厚T 0.8 1.0 1.2 1.5 1.8 2.0 2.5 3.0 K(冷板) 1.5 1.8 2.1 2.6 3.1 3.4 4.5 5.4 K(不锈钢) 1.4 1.9 2.3 2.87 3.75表2铝板展开系数表(单位:mm)板厚T 0.5 1.0 1.2 1.5 2.0 2.5 3.0K 0.8 1.5 1.7 2.3 3.2 4.0 5.0表3铜板展开系数表(单位:mm)板厚T 1.0 1.5 2.0 2.5 3.0 4.0 5.0 6.0 8.0 10.0K 1.8 2.6 3.5 4.4 4.8 6.5 8.0 9.5 12.5 16 表4直边段差展开系数表(单位:mm)。
(完整版)钣金折弯展开计算
展开的计算法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。
中性层展开长度计算公式
中性层展开长度计算公式
在Pro/E钣金模块中,计算折弯部分的展开长度公式是:
DL=(pi/2*Ri+y_factor*t)*a/90
式中:DL 板材的中性层长度
Ri 折弯内径
y_factor Y轴比例因子
T 板材厚度
a 折弯部分相对的圆心角
以下是推导过程:
其中,k为中性层系数(即内壁到中性层距离与板厚的比值)
DL=2*pi(Ri+k*T)*a/360
=(pi*Ri+pi*k*T)*a/180
=(pi/2*Ri+pi/2*k*T)*a/90
令pi/2*k=y_factor
则DL=(pi/2*Ri+y_factor*T)*a/90
我个人认为,其中的k因子对我们计算展开长度有直接意义,所以在设定折弯许可的时候,设定k因子就可以了。
k值针对不同的材料有不同的值。
普通钢板k值为0.45,实际取0.5,误差极小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
简单板厚法展开长度 展开尺寸=边长和-0.95*板厚
外直线总长 81 81 82.8 3.3 3.8 4.2 4.8 5.7 7.6 9.4 11.4
差值除板厚 0.933333333 0.942857143 0.95 0.933333333 0.96 0.95 0.95 0.94 0.95
简单板厚法展开长度 展开尺寸=边长和-1.6*板厚
外直线总长 81 81 81 81 81 81 81 81 81 外直线总长 81 81 81 81 81 81 81 81 81
边长和-展开 4.7 5.4 6.2 7 7.7 9.5 12.6 16.2 19 边长和-展开 3.6 4.2 4.9 5.5 6.1 7.8 9.8 12.4 14.7
折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 78.9 3.8 0.32 78.5 3.8 0.295 78.1 5 0.32 77.7 5 0.32 77.3 8 0.34 76.7 10.5 0.34 75.3 16 0.37 73.9 16 0.34 72.4 折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 79.1 3.8 0.32 78.8 3.8 0.295 78.4 5 0.32 78.2 5 0.32 77.8 8 0.34 77.3 10.5 0.34 76 16 0.37 74.9 16 0.34 73.5
差值除板厚 1.566666667 1.542857143 1.55 1.555555556 1.54 1.583333333 1.575 1.62 1.583333333 差值除板厚 1.2 1.2 1.225 1.222222222 1.22 1.3 1.225 1.24 1.225
简单板厚法展开长度 展开尺寸=边长和-1.2*板厚
差值除板厚 0.533333333 0.542857143 0.55 0.533333333 0.56 0.533333333 0.5375 0.52 0.533333333 差值除板厚 0.366666667 0.371428571 0.4 0.377777778 0.4 0.383333333 0.375 0.37 0.375 差值除板厚 0.233333333 0.257142857 0.25 0.244444444 0.26 0.25 0.2375 0.23 0.241666667
简单板厚法展开长度 展开尺寸=边长和-0.6*板厚
140°
板厚t 3 3.5 4 4.5 5 6 8 10 12 150° 板厚t 3 3.5 4 4.5 5 6 8 10 12 160° 板厚t 3 3.5 4 4.5 5 6 8 10 12
折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 79.4 3.8 0.32 79.1 3.8 0.295 78.8 5 0.32 78.6 5 0.32 78.2 8 0.34 77.8 10.5 0.34 76.7 16 0.37 75.8 16 0.34 74.6 折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 79.9 3.8 0.32 79.7 3.8 0.295 79.4 5 0.32 79.3 5 0.32 79 8 0.34 78.7 10.5 0.34 78 16 0.37 77.3 16 0.34 76.5 折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 80.3 3.8 0.32 80.1 3.8 0.295 80 5 0.32 79.9 5 0.32 79.7 8 0.34 79.5 10.5 0.34 79.1 16 0.37 78.7 16 0.34 78.1
120° 板厚t 3 3.5 4 4.5 5 6 8 10 12 130° 板厚t 3 3.5 4 4.5 5 6 8 10 12 135° 板厚t 3 3.5 4 4.5 5 6 8 10 12
折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 78.2 3.8 0.32 77.7 3.8 0.295 77.2 5 0.32 76.8 5 0.32 76.2 8 0.34 75.3 10.5 0.34 73.4 16 0.37 71.6 16 0.34 69.6
差值除板厚 0.7 0.714285714 0.725 0.733333333 0.74 0.716666667 0.7125 0.71 0.716666667 差值除板厚 0.633333333 0.628571429 0.65 0.622222222 0.64 0.616666667 0.625 0.61 0.625
简单板厚法展开长度 展开尺寸=边长和-0.37*板厚
简单板厚法展开长度 展开尺寸=边长和-0.25*板厚
简单板厚法展开长度 展开尺寸=边长和-0.5*板厚
外直线总长 81 81 81 81 81 81 81 81 81 外直线总长 81 81 81 81 81 81 81 81 81 外直线总长 81 81 81 81 81 81 81 81 81
边长和-展开 1.6 1.9 2.2 2.4 2.8 3.2 4.3 5.2 6.4 边长和-展开 1.1 1.3 1.6 1.7 2 2.3 3 3.7 4.5 边长和-展开 0.7 0.9 1 1.1 1.3 1.5 1.9 2.3 2.9
以折弯机参数定折弯圆角公式计算数据参数表
90° 板厚t 3 3.5 4 4.5 5 6 8 10 12 100° 板厚t 3 3.5 4 4.5 5 6 8 10 12 110° 板厚t 3 3.5 4 4.5 5 6 8 10 12 折弯半径r 折弯系数x 公式2展开长度 3.8 0.34 75 3.8 0.32 74.1 3.8 0.295 73.2 5 0.32 72.1 5 0.32 71.2 8 0.34 68.8 10.5 0.34 64.76 16 0.37 60 16 0.34 56.5 简单板厚法展开长度 75 74 73 72 71 69 65 61 57
简单板厚法展开长度 展开尺寸=边长和-0.7*板厚
外直线总长 81 81 81 81 81 81 81 81 81 外直线总长 81 81 81 81 81 81 81 81 81
边长和-展开 2.1 2.5 2.9 3.3 3.7 4.3 5.7 7.1 8.6 边长和-展开 1.9 2.2 2.6 2.8 3.2 3.7 5 6.1 7.5
37*44模型折一刀(外边距)
外直线总长 81 81 81 81 81 81 81 81 81 边长 37 边宽 44
折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 76.3 3.8 0.32 75.6 3.8 0.295 74.8 5 0.32 74 5 0.32 73.3 8 0.34 71.5 10.5 0.34 68.4 16 0.37 64.8 16 0.34 62 折弯半径r 折弯系数x 公式3展开长度 3.8 0.34 77.4 3.8 0.32 76.8 3.8 0.295 76.1 5 0.32 75.5 5 0.32 74.9 8 0.34 73.2 10.5 0.34 71.2 16 0.37 68.6 16 0.34 66.3