利用沼气技术综合治理酒精厂废液
乙醇废水处理技术工艺

乙醇废水处理技术工艺乙醇废水处理是一种具有挑战性的过程,因为乙醇废水通常含有高浓度的有机物和其他污染物。
以下是一些常见的乙醇废水处理技术和工艺:1.生物处理:生物处理是一种常用的乙醇废水处理方法,通过利用微生物对有机物进行降解来达到净化的目的。
常见的生物处理方法包括活性污泥法、厌氧消化和生物膜法等。
这些方法需要提供适宜的环境条件和营养物质供给,以维持微生物的活性和降解效率。
2.物理-化学处理:物理-化学处理方法可以辅助生物处理,提高净化效果。
常见的物理-化学处理方法包括沉淀、吸附、离子交换和氧化等。
这些方法可以去除悬浮物、重金属离子、油脂和其他难降解的有机物。
3.活性炭吸附:活性炭是一种高效吸附材料,常用于乙醇废水中有机物的吸附和去除。
乙醇废水经过预处理后,通过将废水流经活性炭床,有机物会被吸附在活性炭表面上,从而实现净化效果。
4.膜分离技术:膜分离技术包括超滤、逆渗透和蒸发等方法,可以通过膜的选择性通透性,将乙醇废水中的有机物和溶解性固体分离出来。
这些技术可以实现高效的固液分离和浓缩处理。
5.化学氧化:通过氧化剂如氢过氧化物、二氧化氯或臭氧等,在合适的反应条件下,对乙醇废水中的有机物进行氧化分解。
这种方法可以快速降解有机物,并提高废水的生物可降解性。
需要根据具体的乙醇废水特性和排放标准选择合适的处理技术和工艺。
通常,针对高浓度的乙醇废水,可以采用多级处理的方法,结合不同的技术和工艺进行综合处理,以达到符合环境标准的水质要求。
此外,废水处理过程中,还应注意护理和处理废水处理产生的污泥等辅助物质,以确保整个处理过程的环保性和可持续性。
MIC反应器_卡鲁塞尔氧化沟处理酒精废水

MIC反应器-卡鲁塞尔氧化沟处理酒精废水摘要:介绍了采用清液发酵法生产酒精的工艺和废水排放情况,针对酒精废水的COD高、温度高、SS高、pH值低的特点,采用MIC反应器-卡鲁塞尔氧化沟为主的工艺处理酒精废水,并讨论了工艺流程和主要设计参数。
在进水COD的质量浓度为35~40g/L时,一级MIC有机负荷可达15kg[COD]/(m3・d),水力停留时间为2d,COD去除率为88%以上,氧化沟有机负荷为0.6kg[COD]/(m3・d),COD去除率为93%以上,最终出水的COD去除率为99.7%,达到《污水综合排放标准》(GB8978-1996)的二级要求。
厌氧所产生沼气的回收价值抵去整个系统运行费用,每年可盈余1300余万元。
关键词:酒精废水;MIC反应器;卡鲁塞尔氧化沟中图分类号:X797.031文献标识码:B文章编号:1009-2455(2007)05-0104-04刘锋1,蒋文化2,徐富2,蒋京东1,马三剑1(1.苏州科技学院环保应用技术研究所,江苏苏州215011;2.苏州爱普特环保设计咨询有限公司,江苏苏州215156)以玉米、薯干、小麦等为原料生产酒精,每生产1t酒精可产生13~16t酒精糟液废水,该废水具有COD高、温度高、SS高、pH值低的特点,属于高浓度有机废水。
提高厌氧反应器的有机负荷和确保厌氧反应器的运行稳定一直是厌氧技术发展的动力。
为降低废水治理的投资、能耗、运行费用,提高酒精废水的综合利用能力,现已开发出了一些新工艺、新设备。
废水的厌氧生物处理不仅可以降解有机物质,而且可产生沼气。
MIC厌氧反应器(Multi-InternalCirculation)是根据IC反应器的原理研究开发的一种高效多级内循环(MIC)厌氧反应器[1]。
本文针对酒精废水的特点,提出了高效、节能、先进、稳定的MIC反应器-卡鲁塞尔氧化沟废水处理工艺,并重点介绍了MIC厌氧反应器的设计和调试、运行情况。
沼气发电各种利用途径对比
沼气发电----沼气利用方式效益对比以酒精生产企业为例国内很多酒精厂在保护环境方面作了很大努力,建厌氧池处理废水是非常有力的方式,每年减少大量有机废水排放,保护了有限的水资源。
但厌氧反应出来的沼气部分企业用来烧锅炉,或发电,或直接供生产蒸汽,对于这些利用方式,我公司谨根据有关经济价值比较提出新的沼气利用方式,以获得更高的经济效益,回报环保工作的付出。
一、效益比较。
1、效率对比:同样的发电采用不同的方式,其经济结果是不一样的。
采用锅炉发电,由于酒精生产企业大都是小功率发电站,效率都比较低,特别是简单的气、煤混烧,效率在17%左右,大大的浪费资源,而采用内燃机发电,效率在35%以上。
价值对比:烧锅炉用煤和气都可以,用气烧锅炉发电,每方气相当于0.8公斤标准煤的价值,约计0.45元,而采用内燃机组发电,每方气发电在1.8 kWh,按0.6元/ kWh计算,价值在1.08元。
3、综合比较:以下以年产10万吨酒精厂生产过程产生的沼气用于内燃机发电及余热利用效益与烧锅炉进行比较。
10万吨酒精生产线有机废水采用厌氧装置,每天产气量约10万方。
(1)简单烧锅炉供蒸汽方式,10万方沼气约合80吨标准煤价值,按550元每吨计,价值44000元。
实际上,10万吨产能酒精生产线日需9kg蒸汽300吨左右,需标准煤30吨左右,多余的能量就白白浪费了。
(2)采用烧锅炉发电供蒸气方式:发电量每方气在0.8kWh左右,共计发电量100000×0.8=80000kWh,按0.6/kWh元计,发电价值4.8万元。
加上实际需要的蒸汽需煤消耗价值:30吨×550元/吨=16500元,总值64500元。
(3)采用内燃机发电及余热利用方式:每天可发电100000×1.8=180000kWh ,发电价值108000元。
发动机余热通过针管式余热锅炉回收余热,根据酒精工艺,利用后每小时可产九公斤饱和蒸汽4吨,日产96吨,每公斤9公斤饱和蒸汽按80%锅炉热效率算需热650大卡,那么96吨9公斤饱和蒸汽需热6240万大卡,合标准煤约8吨,价值4400元。
玉米发酵酒精废水厌氧处理产沼气发电探索
f
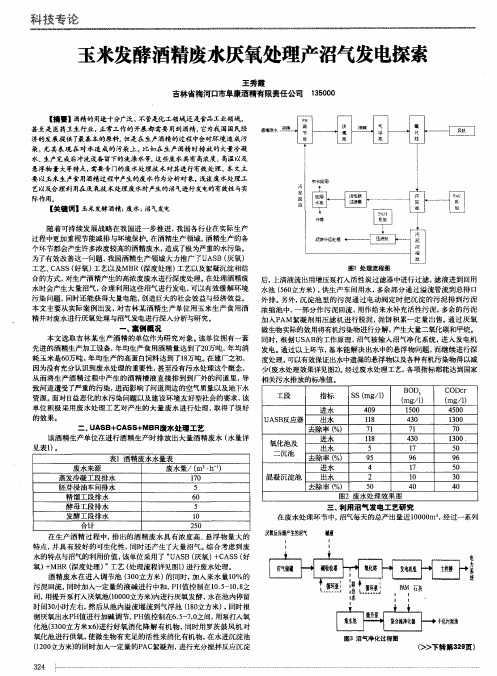
在 生产酒 精 过程 中, 排 出的酒 精废 水具 有浓 度高 、 悬浮 物 量大 的 特点 , 并具 有较 好的可生化性 , 同时还 产生了大量 沼气。 综 合考虑 到废 水 的特点与沼气的利用价 值 , 该单位采 用了 “ U A S B( 厌氧 ) + C A S S( 好 氧) + MB R( 深度处 理) ” 工艺 ( 处理流 程详见 图1 ) 进行废水处理 。 酒 精废 水在 进入调 节池 ( 3 0 0 立 方米 ) 的同时 , 加 入 来水量 l 0 %的 污 泥回流 , 同时加入一定 量的液 碱进 行中和 , P H 值控 制在 1 0 . 5 - 1 0 . 8 之 间, 用提升泵打入厌氧 池( 1 0 0 0 0 立 方米) 内进行厌氧 发酵 , 水在池 内停 留 时 间3 0 d , 时 左右, 然后从 池内溢流 堰流 到气浮池 ( 1 8 0 立方米 ) , 同时根 据 厌氧出水P H 值 进行加碱 调节, P H 值 控制在6 . 5 - 7 . 0 之 间, 用泵打人氧 化 池( 3 3 0 0 立方米 x 6 ) 进行 好氧 消化 降解有 机物 , 同时用罗茨鼓 风 机对 氧化池进行供 氧, 使微 生物 有充足的 活性 来消化有机物 , 在 水进沉淀池
案倒 概 况 微生物实际的效 用将 有机 污染物进行分解 , 产生 大量二氧化碳和 甲烷 。 本文 选取吉 林某 生产 酒精 的单位作为研 究对 象 。 该单位 拥有一套 同时 , 根据 U S AB 的工作原 理 , 沼气被输 入沼气净 化 系统 , 进 入 发电机 先进 的酒精生 产加 工设 备, 年均生 产食用酒精 量达到 了2 O 万吨 , 年均 消 发电 。 通过 以上环 节, 基本 能解 决出水中的悬浮物 问题 , 而继 续 进行深 耗 玉米是6 O 万吨 , 年均生 产的高蛋 白饲料达 到了1 8 万 吨。 在建厂之初 , 度处理 , 可 以有 效保证 出水 中遗漏 的悬浮物以及各种有机污染物 得以减 因为没有 充分认 识到废水处理 的重要性, 甚至没有污 水处 理这个概念 , 少( 废水处 理效果详见图2 ) 。 经过 废水处理 工艺 , 各项指标 都能达到 国家
让酒精废液变废为宝

高温蒸汽供给本厂的发电机发电, 酒精废液浓缩去除
的水 被循环 利用 , 燃烧产 生的炉灰 用于生产 复台钾肥 。 是 这
记者在广西杨森酒精有限公司看到的我国 目前规模最大的
“ 浓缩 焚烧法 ”处理酒精 废液 的环保装置 。
广西杨森 酒精 有限公司位于南宁市江南 区苏圩镇 ,是一 家由国营企业转制后的 民营企业 , 公司 的生产原料是甘蔗榨 该 糖后的副产物废糖蜜 以及木薯。 利用废糖蜜酿造酒精产生的废 液有机物浓度 非常高 ,C D浓度在十几万毫克 /升 以上 ,每 O
地考察取 经 ,同时请有 关专 家反复进行论 证 ,最后决 定投资 “ 氧 一好 氧”污 水处理 系统 ,该装 置包括 4个 5 0 厌 ‘ 0 0立方米
个 0 l 0 4 O 万元对酒精 生产 工艺进行 大规模技术 改造 ,采用 “ 10 浓缩 的一级厌氧罐。2 l0 立方米的二级厌氧反应器。l 个
亩甘蔗地 和其 它农 田每年 需要 2 0 0 0多万立 方米 的水 进行灌
溉 。苏圩 镇 的 8 个村 子 曾向镇政府提 出 申请 , 求将 杨森 公 要
司的达标废水引入镇里原有的农灌渠供农民浇地。 为此, 杨
森 公司投 资 2 0多万元 ,铺设 了一条 6公里长 的管道 ,将经 0
过 处理达 标的生 产废水 引入苏 圩镇的农 灌渠 。
维普资讯
E vr n e tl c n m ni o m na E o o y
j . .◇ 薯 麓 0。l一 ≯ 1
让酒精废液变废为宝
[
一 — ——
I
』 Biblioteka 王娅 / 文 I f浓 酒 液经 浓缩 作 锅炉的 旦J 度的 精废 过 后 为 目 燃料, 生的 产
酒糟沼气化利用的基础研发

酒糟沼气化利用的基础研发付善飞;许晓晖;师晓爽;王传水;乔江涛;杨智满;郭荣波【摘要】酒糟是酒精工业和酿酒工业的废弃物,通过厌氧发酵不仅可以解决酒糟废弃物污染的问题,还可以提供能源,并且经厌氧发酵后的沼液、沼渣还可以用作生物肥。
开展了中温(37℃)条件下的酒糟厌氧发酵产生沼气研究,并分析了厌氧发酵前后物料组成变化及酒糟沼液作为生物液态肥的可行性。
结果表明:四种酒糟的沼气产量从高到低依次为玉米燃料乙醇酒糟、酱香型白酒酒糟、浓香型白酒酒糟、木薯燃料乙醇酒糟,对应的产气量分别为607.4、578.7、434.2、122.3 ml·g-1(以VS计);各酒糟厌氧发酵产沼气的甲烷体积分数均在60%~70%之间;酒糟的沼气产量与其 VS 降解率呈正比;酒糟发酵液各元素及离子含量符合生物液态肥标准,是一种很好的生物液态肥原料。
%Anaerobic digestion of stillage residue from the ethanol and wine industry is a promising method to provide energy and reduce waste. In addition, biogas slurry and biogas residue can be used as biological fertilizer after anaerobic digestion. In this study, anaerobic digestion of stillage was tested at medium temperature, meanwhile, the element changes and the feasibility of biogas slurry used as biological liquid fertilizer were investigated. The cumulative biogas yields from corn ethanol stillage, Maotai-flavor stillage, Luzhou-flavor stillage and cassava fuel ethanol stillage were 607.4, 578.7, 434.2, 122.3 ml·g-1(based on VS), respectively. The methane contents of biogas ranged from 60% to 70%. The biogas potential of stillage was proportional to degradation of substrates. The ions content of biogas slurry was in the range of the standard of biological liquid fertilizer.【期刊名称】《化工学报》【年(卷),期】2014(000)005【总页数】7页(P1913-1919)【关键词】酒糟;厌氧发酵;甲烷;生物液态肥【作者】付善飞;许晓晖;师晓爽;王传水;乔江涛;杨智满;郭荣波【作者单位】中国科学院青岛生物能源与过程研究所,山东青岛 266101; 中国科学院大学,北京100049;中国科学院青岛生物能源与过程研究所,山东青岛266101;中国科学院青岛生物能源与过程研究所,山东青岛 266101;中国科学院青岛生物能源与过程研究所,山东青岛 266101;中国科学院青岛生物能源与过程研究所,山东青岛 266101;中国科学院青岛生物能源与过程研究所,山东青岛266101;中国科学院青岛生物能源与过程研究所,山东青岛 266101【正文语种】中文【中图分类】X705引言酒精工业和酿造工业是两类重要的发酵工业,在生产可再生能源和满足人们生活需求方面发挥着重要作用。
啤酒生产中沼气回收综合利用技术

啤酒生产中沼气回收综合利用技术
一、所属行业:啤酒行业
二、技术名称:啤酒生产中沼气回收综合利用技术
三、适用范围:使用厌氧工艺处理污水的啤酒、味精、柠檬酸等发酵工业。
四、技术内容:
1.技术原理
经过脱硫处理后的沼气进入内燃机发电机组发电,排出的烟气和发电机的水套循环水直接进入烟气热水补燃型溴化锂吸收式冷水机组,驱动机组进行制冷运行,对外提供空调冷水,实现能源的梯级利用,提高能源的综合利用率。
2.关键技术
安全防护技术、沼气脱硫技术、沼气净化、干燥及恒压输送技术、内燃发电设备和余热制冷系统设备系统选型及配套方案、控制和信息的集成技术。
3.工艺流程
五、主要技术指标:
项目(XX啤酒)正式投用以来,沼气发电机组月发电量可达50-70万KWh,制冷量相当于耗电超过200万KWh的制冷机组,年节约量折合标煤3600多吨,同时也减少了火力发电相应的烟尘、SO2的排放。
六、技术应用情况:
我国在工业企业对生物质能,特别是在啤酒行业对污水厌氧处理产生沼气的回收处理及再利用研究和应用较少,处于刚刚起步阶段。
七、典型用户及投资效益:
XX股份实施的沼气回收利用项目竣工投产后,2009年沼气发电机组发电量为408万KWh,余热制冷524×107kcal,节约了冷机用电260万KWh。
投资3000万,年节能效益500万,投资回收期6年。
八、推广前景和节能潜力:
使用厌氧工艺处理污水的啤酒、制糖、味精、柠檬酸等发酵工业均可推广。
高浓度有机废水酒精废醪液综合利用和治理
四台分为两组,单位负荷4m 3/m 2.h ,适于处理有机污水。
转炉除尘水不含有机物,故适于斜板(或斜管)沉淀技术。
沉淀池为钢制侧向流式,每台5×4m 2、高7m 。
设计处理水量80—100m 3/h .台,共是立式沉淀池的四倍。
为节省材料,减少占地,每两台连成一组。
水流在板间作水平方向运动,池底的螺旋刮泥机将泥浆收集到一端,由压缩空气输送至各泥浆缸。
2.3 气力提升器:系利用压缩空气代替泥浆泵输送泥浆的简易而有效的器具,每池一只,为一圆锥台焊管,入口100mm ,高365mm 。
内有一个出口为30mm 的压缩空气喷咀,当开通压缩空气时,喷咀出口高速气流产生负压,压抽引沉淀池泥浆,并使之沿100mm 管道送入泥浆缸。
设计压缩空气耗量8m 3/h ,输送能力0.8t/min ,泥浆浓度45%。
2.4 带式压滤机:系泥浆脱水设备,与真空抽(吸)滤机或箱式滤机相比,具有泥浆含水率低(可低于25%),连续工作等优点,选用YP1000压滤机两台。
3 讨论磁垢与解决办法:磁化器是本系统用于代替投药的设备,具有操作简单运行经济等特点。
处理每m 3水耗电(1—2)×10k Wh ,如果关闭磁化器,沉淀效果显著下降。
因此,磁化器是本工艺不可缺少的一部分。
但是由于处理后的水回用,带剩磁的微粒在系统内沉积严重,造成水淋喷咀断面减小,除尘系统各部分迅速结垢。
显然这不是通常因硬度大引起的钙、镁闻子结垢,而是以剩磁为主要原因造成的水垢,我们暂且称这为磁垢。
应在热水井投加工业Na 2Co 3,使水质总碱度保持在20—35mgN/T ,解决严重的结垢问题,并使大量的磁垢脱落,不再产生新的尘垢。
4 结束语转炉除尘污水采用“磁化—斜板(管)沉淀一压滤脱水”结合高碱度操作,是切实可行的工艺,与“立式沉淀———真空抽滤”工艺比较,这一工艺还具有操作维修简单,处理水质好,运行费用低,回收效果好等优点,相信它将成为我国新建转炉烟气除尘污水处理的基本模式。
南阳某酒精厂废水处理工程(UASB)
李超 凡
( 河南天冠 沼气工业有限公 司, 河南 南阳 4 3 0) 700 中图分类号 : 3 文献标识码 : Ⅺ0 A 文章编号 :6 3- 9 (0 0 1- 0 0 0 17 -9 2 2 1 )10 0 -2 0
12 0 0元 。
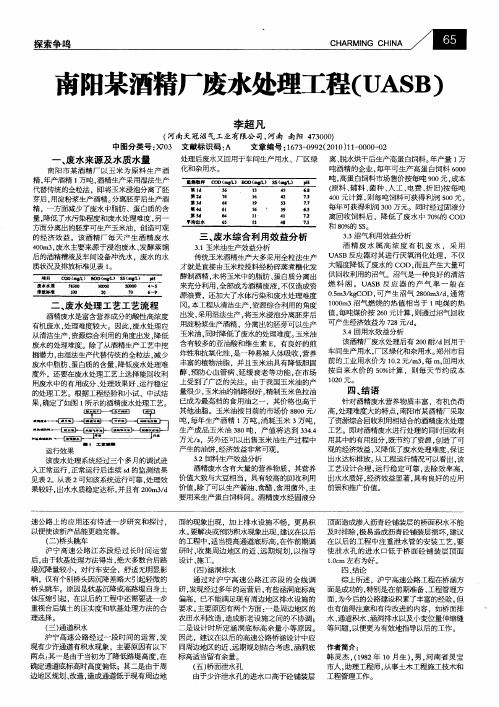
南阳 市某酒 精厂 以玉 米 为原 料 生产 酒
精, 年产酒精 1 万吨 , 酒精生产采用湿法生产 麓爨赣样 c O( 。 嘲 ’ 啪 ( 呲 ’ 毒( S哦 ) p H 第 1 d ‘S 61 . 1 代替传统 的全粒法 ,即将 玉米浸 泡分离了胚 第: 吐 私 4 2 ” 芽后 , 用淀粉浆生产酒精 。 分离胚芽后生产酒 菇| d 6 嚣 5 , , 纂‘ d i f l 鲔 ‘ j 精 ,一方面减少了废水中脂肪 、蛋白质的含 薹 稿 '2 , 41 量, 降低了水污染程度和废水处理难度 , 另一 乎均 如水 6 5 柏 '1 . 方面分离出的胚芽可 生产 玉米 油 ,创造可观 的经济效 益 。该 酒精厂 每天 产生 酒精 废水 三、 废水 综合利 用效 益分 析 4 0 3 废水主要来源于浸泡 废水 、 0m 。 发酵蒸馏 3 玉米油生产效益分析 . 1 后的酒精糟 液及车 间设备冲洗水 ,废水 的水 传统 玉米酒精生产大 多采 用全粒法 生产 质状况及排放标准见表 1 。 才就是直接 由玉米粒投料经粉碎蒸煮糖4Y e _  ̄ 酵制酒精 , 未将玉米 中的脂肪 、 白质分 离出 蛋 曼 ! ! ~ 纛毒承麓  ̄ 0 I B0 , ∞∞ ∞ ∞O 4 ~ 来充分利用 , 全部成为酒精废液 , 不仅造成资 棒毓舔嚷 t ∞ ∞ ∞ ‘ ’ 源浪 费,还加大了水体污染和废水处理难度 冈。 本工程从清洁生产 , 资源综合 利用 的角度 二 、 水处理 工 艺工艺 流程 废 采用湿法生产 , 将玉米浸泡分离胚芽后 酒精废水是富含营养成分的酸性高浓度 出发 , 有机 废水 , 处理难度较大 。因此 , 废水处理应 用淀粉浆生产酒精 ,分离出的胚芽可 以生产 同时降低了废水的处理难度 。 玉米油 从清洁生产 , 资源综合利用的角度出发 。 降低 玉米 油, ,有良好 的煎 废水 的处理难度。除了从酒精生产工艺中挖 含 有较 多的亚油酸和维生素 E 是一种易被人体吸收 . 营养 掘潜 力, 由湿法生产代替传统 的全粒 法 。 少 炸性和抗氧化性 , 减 废水 中脂肪 、 白质的含量 , 废水处理 难 丰富 的植物油脂 ,并且玉米油具有降低胆固 蛋 降低 预 延缓衰老 等功能 . 市场 在 度外 ,还要在废水 处理 工艺上选 择能回收 利 醇 、 防心血管病 、 上受到了广泛的关注。由于我国玉米油的产 用废水 中的有用成 分 、 处理效 果好 、 运行稳 定 玉米油的销路 很好 , 制玉米色拉油 精 的处理工艺。根据 工程经验 和小 试 、中试 结 量很少 , 果, 确定了如图 1 所示的酒精废水处理工艺 。 已成为最高档的食用油之一 ,其价格也高于 谨翠 茧卜 一 _ 殛 豳 ( 霾日 其他油脂 。玉米油按 目前的市场 价 80 元/ 80 | ~ , —《 i — 蓝 一 ・ i 一 —压巫 —《甄 酉)] 吨 , 每年 生产酒精 1 万吨 , 消耗 玉米 3 万吨 , 8吨 3. 4 ”一 压强】 西 压区 卜 画争 ~ . _ 萄~J 生产成 品玉米 油 3 0 ,产 值将达 到 3 4 * ^蚋 一 丽 订 一 麓 一 . — … … …一 … J 巍 万元/,另 外还可 以出售玉米油生产过程 中 a - l 工 I ,■- 产生的油饼 , 经济效益非常可观。 运行效果 3 . 2饲料生产效 益分析 该废水处理系统经过三个多 月的调试进 酒精废水含有大量 的营养物 质.其 营养 入正常运行 , 正常运行后连续 s d的监测结果 见表 2 从 表 2 。 可知该系统运行可靠 , 处理效 价值大致与大豆相 当,具有较高 的回收利用 除 食醋 、 食用菌外 , 主 果较 好 , 出水水 质稳定达标 , 并且有 2 0 3 d 价值 , 了可以生产酱油 、 0m / 要用来生产蛋 白饲料间。酒精废水经 固液分
酒精厂废水处理流程设计

酒精厂废水处理流程设计下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!酒精厂废水处理流程设计的深度解析在现代工业生产中,环保和可持续发展已成为企业的重要考量因素。
浅谈糖蜜酒精废液的治理技术和经验

浅谈糖蜜酒精废液的治理技术和经验作者:李秀婕来源:《沿海企业与科技》2001年第05期糖蜜酒精废液是指以糖厂制糖副产品——糖蜜为原料,经发酵后醪液在初塔蒸馏出酒精后排放的高浓度、色深、酸度大的有机废弃液,每生产1吨酒精排放13~15吨废液,每生产1吨酒精从废醪液排出的耗氧有机物为0.6~1吨之多,其CODcr和BOD5含量高,若直接排放将对环境造成严重的污染,它是我国糖厂最大的污染源,也是治理难度最大的污染源。
以前虽已提出几种治理方法,但尚未有一种供因地制宜选择,较为满意地达到环境、经济、社会三效益统一的好方法,以致成为困扰工厂生产的主要问题,甚至使有些糖厂的酒精分厂停了产。
国外工业化国家在40年代中期就采用好氧生物处理技术——活性污泥法对酒精废液进行治理,这是一种运行费用高、投资大、经济负担重的消极治理方法。
我国过去也走过一些弯路,使有些糖厂花了巨额投资,却收入不到环境和经济效益,因而未能达到治理目的。
近年来我国许多研究单位、高等院校吸取教训,对酒精废液的治理和综合利用做了大量的研究工作,以低投资、节能降耗为原则,在充分利用其有用成分的基础上,使其浓度降低,达到了治理与利用相结合,变废为宝、化害为利的效果。
目前,我国已有上百个酒精废液治理工程投入生产性运行,获得了较大的成功,在不同程度上取得了经济效益、社会效益和环境效益。
一、糖蜜酒精废液的治理现状及成功工艺路线比较目前国内外糖蜜酒精废液治理较为成功的技术路线有:农灌法、氧化塘法、沼气法及浓缩处理等,它们虽各有优点,但也有诸多不足之处。
经过十几年来糖厂选用过的几个治理途径及运行的实践比较,将酒精废液浓缩处理后加以综合利用符合上述条件要求。
方法是将含有机物约10%的废醪液蒸发水分,使总固形物浓度达60%~75%,有机物约达55%,或进一步脱水变成干粉,以便于运输和商品化,浓缩过程蒸发出来的冷凝水是无颜色、微酸性(PH6.5左右),无污染杂菌,可用作工艺用水。
我国糖蜜酒精废液治理技术的回顾和展望

5 以 上 。广 西 现 有糖 厂 9 O 6间 , 日榨 总 能 力 2 6万 吨 , 间 糖 厂 平 均 日榨 Z 0 每 7 8吨 。广 西 年 产 甘 蔗 糖 蜜
维普资讯
1 O
广 西 轻 工 业 G. Li h n X. g tI d
20 0 2年 第 1 期
我 国 糖 蜜 酒 精 废 液 治 理 技 术 的 回顾 和 展 望
欧 胜 彬 杨 辉 : 梁 海 秋 周河 治[ 2 方 张 明 ] 3
病 防 治研 究所 杨 简 教 授 发 表 了 关 于 为 什么 河 南 省林 县 是 食 道 癌 高 发 区 的 论 文 。 文 中 指 出 ,经 调 查 他 们 发 现 林 县 当 地 农 民 喜 欢 吃 自 己 腌 的 酸 菜 , 在 腌 酸 菜 的 瓦 缸 上 浮有 一层 白色 菌 膜 ,取 样 回实 验 室 分 析 鉴
为 l 0 mg 1 p 为 1 2 1 5 l5 0 / , H . ~ 。若 任 其 自 由排 放 . .
将严 重污染环境 ,破坏生态 。
l 七 十年 代 利 用 糖 蜜酒 精 废 液 培 养 白地 霉 ,生 产 蛋 白饲 料 ( . P) 开 创 了 酒 精 废 液 综 合 利 用 的新 S C.
业 化 生 产 ,当 时 达 到 日产 l 2吨 鲜 白 地 霉 , 附 近 农 为
年 的 风 风雨 雨 ,要 重 整 旗 鼓 ,再 上 马 又谈 何 容 易 ? !
l8 9年 ,云 南 省 建 水 糖 厂 与 云 南 大 学 合 作 。利 9
处理酒精废液的方法

处理酒精废液的方法
工业是国民经济重要的基础原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂,我国酒精生产的原料比例为:淀粉质原料(玉米、薯干、木薯)占75%,废糖蜜原料占20%,合成酒精占5%。
由此,我国酒精生产的原料主要是玉米、薯干等淀粉质原料。
酒精企业酒精槽的污染是食品与发酵工业最严峻的污染源之一,由于投资、生产规模、技术、管理等缘由,大部分酒精企业的综合利用率较低。
一、酒精废液特点
酒精废水是高浓度、高温度、高悬浮物的有机废水,酒精工业的污染以水的污染最为严峻,生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。
二、酒精废液处理工艺
一般常使用厌氧工艺或UASB+SBR工艺;
1、厌氧工艺
酒精废液通过固液分别,分别后的滤渣含水量一般小于70%,再干燥作为饲料销售,分别后的滤液进入冷却塔,温度由80℃降低到55℃,再进行厌氧处理。
经沼气发酵后的消化液,pH上升,COD和BOD进行去除,悬浮物下降,从而达处处理效果。
2、UASB+SBR工艺
进水→格栅→调整池沉淀池→UASB→SBR反应器→污泥压滤机→
出水。
三、酒精废水效益分析
1、玉米油生产效益分析
2、饲料生产效益分析
3、沼气利用效益分析
4、回用水效益分析
选择合适的处理工艺处理,既节省了资源,制造了可观的经济效益。
酒精废糟液综合治理工程实例

为 了提 高 经 济 效 益 , 采 用 高 效 厌 氧 工 艺 处 理 并
ZHA0 ua — i Ch n y
( uh uXiy a ni n na rt t n C X zo n u n E v o me tlPoe i o.Ld. X z o Ja g u2 0 r co t , uh u, in s 2 0 6,C b ) 1 hm
Ab t ac : t r a p ) n c mp e e s v n e o c — e o i i l g c l r a me t h ac h lc s r t Af p 1 g o r h n i e a a r bi —a r b c b o o i a te t n t e l o o i wa t l o r i g fo s e o a o e i se i r d a na e r m we t p t t qu r a h s g a t n r pe ii d b e c e r de 2 sa da d s c f y GB 97 — 1 6.Th s me h d i u n o pr c i e i z o n tn e r e 8 8 99 i t o s p t i t a t n Xu h u Fa g i g Br we y. c Ke r s: e r se lq o ; a r bi e me t t n; r b c te t nt y wo d Br we y wa t i u r An e o c f r n a i o Ae o i r a me
酒精糟液的综合利用

S d g]si l L hn  ̄ ntue a t i 【hm) .h
ldai , J 丑I 510 Ci 2 Q.&oui sy r 蕊 】0 岫 , 州 i ntue u n r  ̄ i r200 hl iS n n m;  ̄tt, L i 0 a 3 nIst lds f1 m 3 ̄2 it nut 1 0 22 r
Th io t y o la l s o cin tc noo y f rf e e P ltsud fce ni spr du to e h lg o u l—ac h l ne lo o
W a g Ru — mig C e gDi n l nI hn a n— l z i ,MaⅪ aJaS i n i h —n
山东博兴酒厂采用厌氧 一好氧法处理废糟 液 , 1 每 m 糟 液产生 l 2 沼 气 . 天排 出 5 8 o 每 ∞ 糟 液 , 年 (G 全 3O天 计) 可产船气 (7 , 20万 。诏气 可作燃 料 , 徽 毫州酒 精厂 安 还用沼气直接发 电, 回收大量能源 , 既 又没有二次污染 , 不失 为一种有救治理糟液污染的途径 。
总 量 , 一 4O 万 t B D 8O ∞ O ( O 210~ 30O L C D 50 i 50 m , O 3C0~
固组成成分 不 同 , 因此治 理及 练台 利用 的途径 各 有异
同。
1 对薯类为原料的酒精 糟液综合利用
11 槽 液发 酵 制 沼气 .
4 ̄ 0v L . 5O ./ )如直接排放不 但造成 环境 污染 , 而且 浪费 了大 量资源。因此 , 酒精糟液的治理与练合 利用 被国家列为 21 00 规划的科 技发展主攻方向及关 键技术之一 。 众所周知 , 目前用于发酵法酒精生产的原料主要 有三大
酒厂污水处理技术

酒厂污水处理技术引言概述:酒厂作为一种传统的工业生产企业,其污水处理向来是环保领域的一个重要课题。
酿造过程中产生的废水含有高浓度的有机物质和悬浮物,对环境造成为了严重的污染。
因此,开辟和应用高效的酒厂污水处理技术是保护环境、实现可持续发展的关键。
一、生物处理技术1.1 厌氧消化技术:厌氧消化技术是将酒厂污水引入厌氧消化池中,通过微生物的作用将有机物质分解为甲烷等可燃气体,实现有机物质的降解和资源化利用。
该技术具有处理效果好、能耗低的优点,但对污水中的悬浮物质去除效果较差。
1.2 好氧生物处理技术:好氧生物处理技术是将酒厂污水引入好氧生物反应器中,利用好氧微生物将有机物质氧化分解为二氧化碳和水。
该技术能够有效去除有机物质和悬浮物,处理效果稳定,但能耗较高。
1.3 植物湿地技术:植物湿地技术是利用湿地植物的生物吸附和生物降解能力,将酒厂污水引入人工湿地进行处理。
湿地植物能够吸收有机物质和悬浮物,同时通过微生物的作用将有机物质降解为无害物质。
该技术具有处理效果好、造价低廉的优势。
二、物理化学处理技术2.1 沉淀技术:沉淀技术是通过加入化学药剂,使污水中的悬浮物和胶体物质发生凝结和沉淀,从而实现污水的净化。
该技术适合于酒厂污水中悬浮物较多的情况,但对有机物质的去除效果较差。
2.2 活性炭吸附技术:活性炭吸附技术是利用活性炭对污水中的有机物质进行吸附,从而实现有机物质的去除。
该技术适合于酒厂污水中有机物质浓度较高的情况,但需要定期更换活性炭。
2.3 膜分离技术:膜分离技术是利用微孔膜对污水进行过滤和分离,从而实现有机物质和悬浮物的去除。
该技术处理效果好,但设备投资和运行成本较高。
三、高级氧化技术3.1 光催化技术:光催化技术是利用光催化剂吸收光能,产生活性氧自由基,对污水中的有机物质进行氧化分解。
该技术具有处理效果好、无二次污染的特点,但对光催化剂的选择和光照条件要求较高。
3.2 高级氧化过程:高级氧化过程是利用化学氧化剂(如臭氧、过氧化氢等)对污水中的有机物质进行氧化降解。
酒精废气处置方案

酒精废气处置方案在生产和加工酒类产品过程中,酒精废气往往会产生,这些废气不仅对环境造成污染,还会对人体健康产生危害。
因此,制定一个可行的酒精废气处置方案至关重要。
本文将介绍几种常见的酒精废气处理技术。
1. 烟囱排放烟囱排放是一种简单的酒精废气处理方法,常用于传统的酒精生产工艺中。
这种方法需要建立一个专门的排烟系统,将酒精废气排放到空气中。
烟囱排放方法的成本较低,但对环境造成的污染比较大,不利于环境保护,因此近年来逐渐被淘汰。
2. 活性碳吸附活性碳吸附是一种比较成熟的酒精废气处理技术,可以有效地去除酒精废气中的有机化合物。
该技术通过在酒精废气通道安装活性炭过滤器,在过滤器中填充一定量的活性炭颗粒,将酒精废气中的有机化合物吸附在活性炭表面,进而达到净化环境的目的。
活性碳吸附技术的优点是处理效率高,处理后的酒精废气可直接排放,不对环境产生二次污染。
但该技术需要更高的成本,维护费用较高,问题是活性炭的使用寿命较短,需要定期更换活性炭。
3. 燃烧处理燃烧处理是一种将酒精废气完全氧化分解的方法,可以将酒精废气完全转化为CO2、H2O等无害物质,而不会产生二次污染。
它适用于对废弃气污染物质进行治理的场合。
燃烧处理技术需要较高的能量和操作成本,适用于容量较大的酒精生产厂家,不能进行小规模处理。
4. 生物降解生物降解是一种较为环保的酒精废气处理方法,通过利用微生物的生物作用,将酒精废气中的有机化合物降解为Co2和H2O.该技术成本较低,且可重复使用,不对环境造成污染。
但生物降解技术需要保持一定的操作条件,如温度、pH值等,否则会影响降解效果,且降解产物有可能对生态环境造成影响。
5. 多重技术联合以上各种技术可以组合使用,形成多重技术联合处理酒精废气。
例如,活性炭吸附与燃烧处理相结合,可以大大降低燃烧处理的运行成本,提高处理效率。
生物降解技术可以与活性炭吸附技术结合,使废气处理更加完善。
综上所述,处理酒精废气是非常重要的,对于保护环境及人类健康都至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环保与生活
图!
酒精厂糟液处理工艺流程示意
(
!"#
主要技术指标 厌氧消化罐: $%&’ 工艺 发酵温度: ,,- . (,())) * !#))+
节约工业用水, 又能进一步降解废水中的 456, 生产一定量的沼气。由气柜水封池溢流出的消化 液 456 值可降至 #<))+: ; ? 以下, 较有利于后续 的好氧处理。 !"("7 好氧及物化处理 消化液由沼气贮气柜 水封池溢流进入配水池, 同时可将其它低浓度生 产废水引入配水池一并搅拌鼓风, 使消化液 456 降至 !,))+: ; ? 以下, 然后溢流入氧化沟进行曝气 处理。处理后废水由氧化沟溢入二沉池, 沉淀污 泥进入污泥浓缩池, 经脱水获得污泥饼肥料。二 沉池内上清液溢流入反应池, 加入一定量絮凝剂, 通过反应后, 排入气浮池, 再经过滤池过滤后进入 清水池, 即可达标排放或回用。 物化系列处理 !"(", 污泥处理 经厌氧与好氧、 后产生的污泥排入污泥浓缩池, 经自然沉降使污 泥浓度进一步提高。为防止污泥二次污染, 对污 泥进行脱水处理, 脱水后的污泥可外运做肥料或 做锅炉燃料。 甲烷含 !"("< 沼气应用 厌氧消化产生的沼气, 量在 <)= 以上, 每立方米热值 #( @ )AB, 相当于 !9: 优质原煤。沼气由气柜导入气水分离器、 脱硫塔、 通过阻火器、 计量表输送到用气终端, 如: 沼气发 电、 烧锅炉或居民生活用燃料等。
作者简介: 李泉临 (#’(& $ ) , 男, 副研究员, 现从事可再生能源技术研究开发。
$! AYA=2Z "$ 万 方数据 AY2[YAA=[Y2 !""##
" " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " " "
#))!!
能源工程
C" #C% % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % 分离机分离获含水 .23 左右的糟粕 !228; 每吨糟 粕加 工 成 本 0 元 (含 电 耗、 设 备 折 旧、 劳务报酬 每天生产销售糟粕可 等) , 出售价按每吨 6* 元计, 获利 6!22 元; 全年获利达 1!, 万元人民币。 ,-1-1 沼气发电 糟滤液经厌氧消化生产沼气, 其成本 2-1 元 9 每天生产沼气 .*227, , 用于发电, 每发 !:;< 7, ; , 电需耗沼气 2-67 , 成本 2-, 元 9 :;<; 每天可发电 按电价 2-* 元 9 :;< 计算, !-1!0 万 :;<, !:;< 电 获利 2-1 元; 每天满负荷运转可获利 101. 元。全 年发电 ,40 万 :;<, 可获利 6, 万元以上。 ,-1-, 污水净化处理费用 好氧、 物化处理每吨污水, 成本约需 !-* 元; 每天处理 022 / *228, 处理成本 6*2 元; 全年处理 费用 (含电耗、 设备折旧、 化学药剂、 管理人员报酬 等) 计 11 万元。 通过以上几部分综合核算, 每年该系统可获 直接生产效益 142 万元人民币以上。工程总投资 根据年收益情况, 一般投资回收期为 0 6*2 万元, 年左右。 参考文献:
环保与生活
! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !
利用沼气技术综合治理酒精厂废液
李泉临, 曹 军
(安徽省农村能源技术推广总站, 安徽 合肥 !%"""#) 摘 要: 论述了年产万吨酒精厂用红薯干为主要生产原料, 采用生物厌氧、 兼氧消化, 好氧、 物化处理等技术, 综
[!] 中国农业工程研究设计院, 北京农业工程大学 = 农 农业出版社, 业工程手册 [>] = 北京: !55, = [1] 周孟津 = 沼气生产利用技术 [ >] 中国农业大 = 北京: 学出版社, !555 =
二级排放标准。处理效果分析详见表 !。
表!
程 序
处理效果分析
"# $%&’( *2222 ,.222 103 0*22 ..3 1422 013 1422 !*22 6*2 *23 0*2 023 ,22 ,,3 55-03 )%&* ,2222 11222 143 1022 .53 !022 0!3 !022 !122 ,42 623 1!4 023 !12 003 55-43 ++ ,2222 !*222 *23 1,22 .0-*3 !,22 0,3 !,22 !122 0.2 423 !00 623 !22 ,23 55-443
安徽省是一个白酒生产大省, 白酒产量在全 国占第 % 位, 酒精产量在全国排第 3 位。据 #’’3 年统计, 全省白酒生产行业有 &( 家酒精生产厂 (车间) , 其中年产酒精万吨以上的厂家有 #" 余 个, 多数厂家年产量在 !""" * ("""+, 生产原料主 要是红薯干或玉米等。每年生产需排放大量的污 水废渣, 约 !""" 万 + 左右。污染治理对酒精生产 厂来说与生产酒精同等重要。近年来, 随着人们 环保意识的提高, 国家对环保执行力度的不断加 大, 绝大多数酒精厂的糟液废水均采取了不同形 式和方法进行了治理; 沼气厌氧消化处理技术就 是其中一种, 目前已在 #" 多家大中型酒精生产厂 中得到有效成功应用, 这些厂的生产酒精糟液、 污 水经处理后, 基本全部达标排放, 均获得了显著环
一级罐 23、 二级罐 (3 /01: 一 级 罐 7"289: ; +(・3、 二级罐 456 负 荷 率: ( )"<(9: ; + ・ 3 装置产气率: ・ #", . !",+( ; +( 3 沼气甲烷含量!<)= 沼气 贮 气 装 置: 湿 式 标 准 贮 气 柜, 贮气量 8))+ 系 统 污 物 总 去 除 率:456 >>"7= , ’56 >>"<)= ,&& >>"<<= !"( 流程中主要部分说明 !"("! 糟液降温沉砂处理 由酒精蒸馏车间粗 馏塔底不断排出的热糟液 (温度 !))- 以上) , 借 塔内压力直接排入暂贮池, 在池内经自然蒸发降 和沉降液中泥砂后, 用热糟泵 低品温 (>)- 以下) 打入高位罐。 !"("# 糟液强制分离 全糟液由高位罐放入固 液分离机内 (!8) 目筛) 进行分离, 固糟粕 (含水率 装包可直接出售用做牲畜粗饲料; 糟滤 8)= 左右) 液导入贮存池中, 通过机械搅拌调整品温后, 经计 量池泵入厌氧发酵罐内。 兼氧消化处理 厌氧发酵罐采用钢 !"("( 厌氧、 结构外加保温处理, 厌氧采取 $%&’ 工艺加生物 能搅拌。糟滤液用往复泵由定量池泵入一级厌氧 发酵罐内, 滞留期 (/01) 为 23; 消化液溢流入二级 厌氧发酵罐, 滞留期为 (3; 经两级厌氧消化后的 料液溢入湿式沼气贮气柜的水封池内, 作气柜钟 罩液封用水, 该措施具有兼氧消化效能, 此举既可
!""#$%&’$() *+,+&*%- () ’-+ &)&+*(.$% /$0+,’$() 1(* %(2"*+-+),$3+ ’*+&’2+)’ (1 /*$+/ "(’&’( *+,$/4+ #$54$/ (1 &#%(-(# 1&%’(*6
78 94&):#$),;!< =4)
(89:;< =;>?@ A9B>CD =BEF;>GB 6BG:9<H;B I>F5F+<F9 2B9B>?@ 0+?+<F9,JBKB< !%"""#,,:<9?) !.,’*&%’: 6:<E ?>+<G@B BLM@?<9E +:?+ +:B K?G+F>D,N<+: O><BO ENBB+ MF+?+F ?E +:B 5?<9 M>FO;G+<F9 5?+B><?@ ?9O ?99;?@ M>FO;G+<F9 F;+M;+ FK +B9 +:F;E?9O +F9 ?@GF:F@,?OFM+E +:B ?OP?9GBO +BG:9F@FC<BE E;G: ?E Q<F@FC<G?@ ?9?B>FQ<G,K?G;@+?+<PB FLDCB9 O<CBER E >BE<O;B @<H;<O,F9 +:B Q?E<E FK +<F9,?B>FQ<G,M:DE<G?@ ?9O G:B5<G?@ +>B?+5B9+ B+GS +F GF5M>B:B9E<PB@D GF9+>F@ +:B O<E+<@@B>’ >BEB?>G:,E;GGBEEK;@ M>?G+<G?@ BLMB><B9GBE ?E NB@@ ?E K;@@ ?9O ?GG;>?+B O?+? ?9O M>FGBEE K@FNS 6:B B9C<9BB><9C EDE+B5 FK +:B M>FGBEE G?9 >B?@<TB O?<@D O<EMFE?@ G?M?G<+D FK :<C: GF9GB9+>?+<F9 F>C?9<G EBN?CB FK )"" * ("" +F9E N<+: ,-.,/-. ?9O 00 OBC>?O?+<F9 M;><K<G?+<F9 >?+BE ?QFPB ’’1 ?9O +:B O>?<9?CB >B?G:<9C +:B EBGF9O C>?OB O>?<9?CB E+?9O?>O KF> +:B EBGF9O G@?EE MF@@;+?9+E E+<M;@?+BO <9 +:B 2/3’43 $ #’’& S 6:B Q<FC?E M>FO;GBO MB> DB?> <E ! S (( * ! S 4 5<@@<F9 G;Q<G 5B+B>E,N:<G: G?9 FQR +?<9 O<>BG+ BGF9F5<G QB9BK<+ FK 5F>B +:?9 ! S & 5<@@<F9 D;?9 =U/S >+6 ?(*/,: >BE<O;B @<H;<O FK O<E+<@@B>;Q<FC?E GF5M>B:B9E<PB +>B?+5B9+