数控割嘴参数表
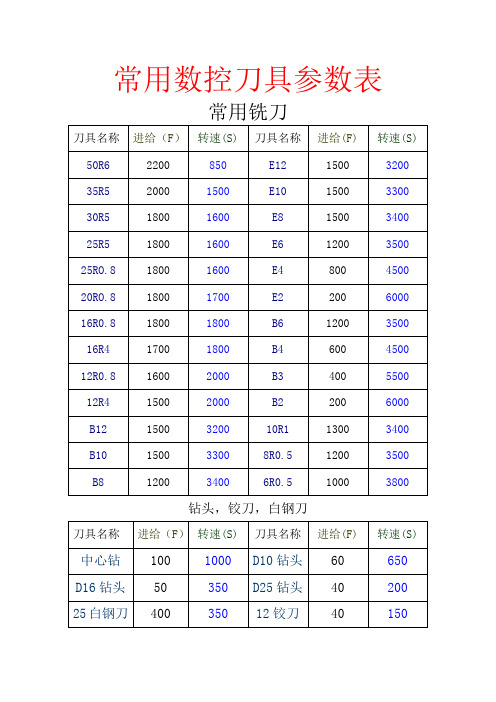
常用数控刀具参数表
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
3400
B10
1500
3300
8R0.5
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
B6
0.1(粗)0.15(精)
12R0.8
0.2(粗)0.15(精)
B4
0.15(粗)0.15(精)
E12
0.15(粗)0.15(精)
B2
0.06(粗)0.06(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
激光数控切割机参数的调节

激光数控切割机参数的调节
切割质量不好是件很头疼的事情,影响激光数控切割机的参数有很多:切割高度、割嘴型号、保护镜片等等。
那这些参数该如何调节呢?
1.切割高度(建议实际切割高度在0.8-1.2mm之间),如果实际切割高度不准,则需要进行标定。
2.检查割嘴的大小及型号是否用错,观察圆度是否正常。
3.光心采用1.0的割嘴进行检查,检查光心时的焦点在-1到1之间。
这样打出来的光点便于观察。
4.检查保护镜片是否干净,有时会因为天气或辅助气体太冷导致保护镜片表面结雾。
排除以上几步,至于修改切割参数就需要具体问题具体分析了。
例如不锈钢挂渣,挂渣类型有多种。
如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。
如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
其实切割过程中还会出现各种各样的问题,根据不同的情况我们要分别分析,并对参数进行调整。
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
数控等离子说明书

我们按一下<复位>键,然后按一下<左>箭头,液晶上将会出现提示:通过<菜单上>或<菜单下>选择文件,根据提示选择需要的文件,按<确认>键读取文件。文件读取完成后按任意键退出。这时我们可以将U盘拔出。不拔出也可以,不影响切割。
(一)、设置幅面:17
(二)、雕刻设置:17
(三)、颜色设置:18
(四)、设置切割文件格式:19
八、产品的主要结构19
九、CAD图形转换20
(一)、图形的切割工艺制作20
(二)、工艺制作软件链接20
(三)、制作引入线和引出线20
(四)、图形套料21
十、U盘操作21
(一)、对U盘的要求21
(二)、文件存储及存储格式22
选中“切线进/出”,在“进/出距离”框内输入“10”,“进/出刀具半径”框内输入“10”,然后点“确定”即可。这两个数是设置引线的长度,一般而言,板材越厚,设置的数值越大。路径做好后,在原图的外面将会出现路径。我们可以模拟刀具走的方向和起始点。
方法:在“刀具路径表”(下图)中右击,点刀具路径模拟,我们即可看到路径走向。
在液晶的下面是一系列开关:
总开关:开启总电源。
氧—炔:开启氧炔合气体。
点火:用自动点火器点火。
切割:试风。
调高:用调高器控制割距高低。
USB口:插优盘,用来传送数据。
在面板的右侧是一块面膜,现在我们来一一介绍面膜上这些按键的功能。
在面膜上,可以看到<前>、<后>、<左>、<右>、<上>和<下>的箭头,如上图所示。<左>、<右>两个箭头代表X正方向和负方向,按住它们可以调整X轴左右移动,<前>、<后>箭头代表Y轴正负方向,按住它们控制Y轴前后移动。<上>、<下>箭头控制Z轴上下移动。现在我们用调高器控制z轴。<上>、<下>箭头主要用来调整参数。这些箭头主要用来定位。<左>、<右>、<前>、<后>箭头还可以切换参数设置,这一点我们在后面将会系统介绍。
数控刀具切削参数表

2
寿命(min)
50
E10
合金
2
金属去除率
2
E10 高速涂层
2
aa(mm)
0.2
E10 高速涂层
2
ar(mm)
8
E10 高速涂层
2
F(mm/min)
1400
E10 高速涂层
2
S(转/min)
2000
E10 高速涂层
2
寿命(min)
60
E10 高速涂层
2
金属去除率
2.24
E10
合金
4
aa(mm)
0.2
\
-0.01--0.05
\
-0.01--0.05
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
高速推荐
/
-0.025--0.047 侧刃切削
\
0--0.051
\
0--0.051
\
0--0.051
\
0--0.051
\
0--0.051
\
0--0.051
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
/
-0.025--0.047
数控火焰切割机切割质量的参数控制

(2)在切割较厚钢板时,应采用轻度碳化焰, 以免切口上缘熔塌,同时也可使外焰长一些。
(3)使用扩散形割嘴和氧帘割嘴切割厚度 200 m m 以下钢板时,火焰功率应选大一些,以加速切 口前缘加热到燃点,从而获得较高的切割速度。
(4)切割碳含量较高或合金元素含量多的钢 材时,因它们的燃点较高,预热火焰的功率要大 一些。
等离子切割机更适合于切割厚度在 35 m m 以下的低碳钢、低合金结构钢及不锈钢板材,而对 于大于 35 m m 的碳钢,氧-乙炔(即火焰)切割切 割速度更快,质量更好。
1 影响数控火焰切割质量的因素分析
影响数控火焰切割质量的因素有氧气的纯度、 预热火焰功率、氧气压力、切割速度、割嘴到工件 的距离及倾斜角等。
中图分类号:T G 483
文献标识码:B
文章编号:1001-3814(2007)01-0080-02
Effect Factor s on Cutting Quality in Numer ical Contr ol Flame Cutting
N IE Su-hua1,M A Sheng-rong1,Y A N G D a-w ei2
《热加工工艺》2007 年第 36 卷第 3 期
81
[1] 聂素华,麻胜荣,李恒,等.数控等离子切割机切割质量的控制 [J].热加工工艺,2006,35(15):76-77.
(上接第 79 页)情况下,角度过小,焊丝与模壁的接 触面大,增加了摩擦阻力,使拉拔力增大;角度过大, 焊丝的变形过于急剧,附加应力增大,易产生断丝。
8 拉拔速度
拉丝机一般是先低速启动,逐渐增大到工作速 度。否则,如果拉丝机高速起动,焊丝需要克服较大 的变形抗力和摩擦阻力,致使拉拔力过大;同时,开 始拉拔时处于冷状态的焊丝,其塑性的回复较正常 运行时差。两者的相反作用,容易造成焊丝断头。
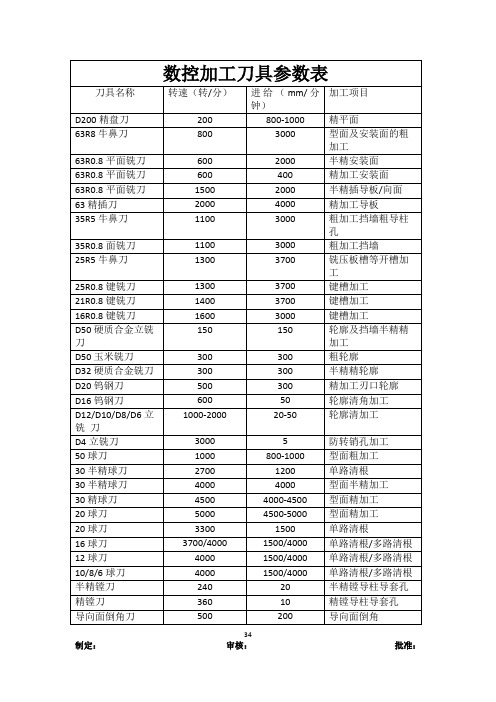
07数控加工刀具参数表
10/8/6球刀
4000
1500/4000
单路清根/多路清根
半精镗刀
240
20
半精镗导柱导套孔
精镗刀
360
10
精镗导柱导套孔
导向面倒角刀
500
200
导向面倒角
2000
4000
精加工导板
35R5牛鼻刀
1100
3000
粗加工挡墙粗导柱孔
35R0.8面铣刀
1100
3000
Байду номын сангаас粗加工挡墙
25R5牛鼻刀
1300
3700
铣压板槽等开槽加工
25R0.8键铣刀
1300
3700
键槽加工
21R0.8键铣刀
1400
3700
键槽加工
16R0.8键铣刀
1600
3000
键槽加工
D50硬质合金立铣刀
150
150
轮廓及挡墙半精精加工
D50玉米铣刀
300
300
粗轮廓
D32硬质合金铣刀
300
300
半精精轮廓
D20钨钢刀
500
300
精加工刃口轮廓
D16钨钢刀
600
50
轮廓清角加工
D12/D10/D8/D6立铣刀
1000-2000
20-50
轮廓清加工
D4立铣刀
3000
5
防转销孔加工
50球刀
1000
800-1000
型面粗加工
30半精球刀
2700
1200
单路清根
30半精球刀
4000
4000
数控切削参数表
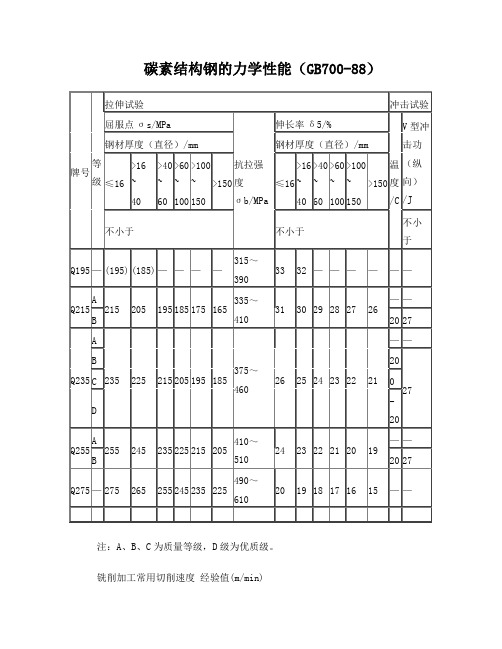
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
数控编程刀具参数表

切削速度
Fmm/min
2000~2500 2000~2500 3000~3500 2000~2500 3500~4500 2000~3000
硬料加工
百分比
60~80% 60~80% 60~80% 60~80% 60~80% 60~80% 60~80% 60~80% 60~80% 60~80% 60~80%
开粗刀具
集荣刀具参数表
开粗刀具参数表
2008.08.08
刀具名称
圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆 圆刀杆
刀具名称
方刀杆 方刀杆 方刀杆 方刀杆 方刀杆 方刀杆
直径
D(mm)
25 25 25 30 30 30 30 35 35 35 35
刃数
N(个)
2 2 2 2 2 2 2 3 3 3 3
0.5
0.8 250 200
210 0.5
主轴转速
Srev/min
2000~2500 2000~2500 2000~2500 1500~1800 2000~2500 2000~2500 2000~2500 1500~1800
切削速度
Fmm/min
3500~4500 3500~4500 3500~4500 3000~4000 3500~4500 3500~4500 3500~4500 3000~4000
0.7
5 250 200
210 0.5
主轴转速
Srev/min
2200~2500 1800~2000 1500~2000 1800~2500 1500~2000 1500~2000 1200~1500 2000~2500 2000~2500 1500~1800 1000~1200