超声椭圆振动切削
椭圆轨迹对超声波椭圆振动切削的影响

匐 化
椭 圆轨迹对超声 波椭 圆振动切削的影响
E f e c t o f e l l i p t i c t r a j e c t o r y o n u l t r a s o n i c a l l y e l l i p t i c a l v i b r a t i o n c u t t i n g 何 俊 ,邓成军
= 一
( 5 )
还有待进一步研究。因此,本文借助切削原理和有 限 元分 析方 法 ,研 究椭 圆运动 轨 迹对切 削 力和切 削 热 的影 响规 律 , 以寻 找最 佳 的椭 圆轨迹 ,为优 化超
声椭 圆振 动工艺 提供 参考 。
2 : 西 c o s ( 2 + ) ( 6 ) 传 统 的 超 声 振 动 切 削 只在 切 削 方 向 即 向产
么 整个 切 削过程 刀具 的运 动 轨迹 为 :
刀面与切屑之间有害的摩擦力还可反转成为有利于 切屑流出的切削力 ,这对增大剪切角、降低切削 力 与切 削温度 和提 高切 削加 工精 度瞄 州 起 到 至关重 要
的作用 。虽然 ,超 声波椭 圆振 动切 削技 术 有如 此优 势 ,但 是超 声 波椭 圆振动 系统 复 杂 、系统 参数调 整 困难 ,实验 测量 切 削力 和切 削温度 不 易 ,切 削机 理
生 高 频 振 动 ,而 超 声 椭 圆振 动 在 切 屑 流 出方 向 即
1 超声椭圆振动切削理论基础
超 声 椭 圆振 动 切 削 加 工 的 关 键 就 是 使 刀具 在 切 削 方 向和 切 屑 流 出方 向所 构 成 的 平面 内 沿椭 圆 轨 迹 进 行 周 期 高 频 振 动 ,从 而 进 行 切 削 。根 据 椭
即椭 圆的长、短轴半径 ,厂为振动频率 , 为相位 差 。椭 圆运动 轨迹 由以上 四个参 数确 定 。 由于 在 切 削 方 向 刀 具 不 仅 有 沿 切 削 方 向的 高
椭圆振动切削研究进展

长 春 工 业 大 学 学 报( 自然 科 学 版 y o c o o o y( t r l ce c iin 旦 t fTe h n l g Na u a S in e Edto )
tp; i p o i g h m a h n b l y f if u t t — a h n ma e il ( u e h r ma e ii l m r v n t e c i a i t o d fi l—o m c i e i c tras s p r a d t ra s
,
Vo. o 1 33 N .5
O c.2 2 t 01
椭 圆振 动 切 削研 究 进 展
林 洁 琼 高晓 萍 ,
( . 春 工 业 大 学 机 电工 程 学 院 , 林 长 春 1 0 1 ; 1长 吉 3 0 2
2 山东 水 利 职业 学 院 机 电工 程 系 ,山东 日照 2 62 ) . 7 8 6
摘 要 : 圆振 动 切 削有利 于在 难 加 I 材 料超 精 密g 除 中获 得 改善 的切 削加 工性 椭 - -
并 可 用于 创 成微 结构 功 能表 面 , 认 为是 一种 非常 有发 展前 途 的方 法 。迄今 为 止 , 被 关于椭 圆振 动切 削的
,
研 究 中, 最值 得关 注 的主 要 涉及 如 下 3个 方 面 : 刀尖 椭 圆运 动轨 迹 生成 ; 加 工 材 料 ( 难 超硬 材 对椭 圆振 动 切 削在 这 3个 方 面所取 得 的进 展进 行 了系统和 深入 地评 述 , 出了有 待研 究解决 的关键 问题 提
s tc ura e,i S r c nie s a ve y pr m ii g m e ho tI e og z d a r o sn t d U p t t o da e, t os t wor hy s u e n t he m tno e t t dis o he
难加工材料超声辅助切削加工技术

难加工材料超声辅助切削加工技术高性能合金(如高温合金、钛合金、高强度钢等)、复合材料、硬脆材料(如光学玻璃、工程陶瓷和功能晶体)等先进材料具有优异的性能,在航空、航天、军工、电子和汽车等领域得到越来越广泛的应用。
复合材料具有密度低、比强度和比模量高、可设计性强、耐腐蚀性能好、抗疲劳性能好和结构尺寸稳定性好等优点,在航空航天领域主要用于制造如机翼、尾舵、刹车盘、制动鼓、仪器舱段、支架等复杂结构件和零件。
这些经过成型制备的复合材料结构件和零件上,许多连接装配和附件安装用的孔、窗口、型腔和安装定位面等需要进行精密机械加工。
航空航天领域典型的复合材料和硬脆材料结构件和零件如图1 所示。
这些结构件和零件不仅对加工精度和加工质量要求高,而且对加工效率也有很高要求。
由于这些复合材料硬脆材料具有硬度高、脆性大和耐磨性好等特点,材料切削加工性差,零件加工要求高,很难用传统机械加工方法和加工工具进行加工。
因此,如何实现难加工材料零件的高质高效精密加工已成为当前国内外关注的课题。
为了适应各种先进材料不断扩大的应用需求,一方面,传统机械加工技术通过自身的不断更新发展以及与其他相关技术的融合,在一些难加工材料加工领域( 尤其在加工、铝合金和钛合金结构件加工等)表现出了加工精度和加工效率方面的优势。
另一方面,利用光、电、声、热、化学、磁和原子能等能量进行加工的特种加工方法(包括、超声、、电化学、高压水切割等)得到了较快的发展,在一些高性能合金和硬脆材料等难加工材料加工领域显示出一定的优越性。
但是,无论是传统机械加工,还是特种加工方法,多数是直接利用单一能量进行加工,在加工效率、精度、表面质量和工具寿命等方面必然存在一定缺点和局限。
于是,利用多种形式能量的综合作用的复合加工技术出现了。
复合加工技术可以根据加工材料特性以及加工精度和效率的要求,通过传统加工和特种加工方法的复合,不同特种加工方法的复合等多种形式组合出各具特点的新的复合加工方法,达到优势互补,成为机械加工技术的重要发展方向之一。
高频超声椭圆振动精密切削
c ti g f r e a d c n i r v hef r n c u a y,h th sa n g t e ef c n S Ia e rug ne sc m— u tn o c n a mp o e t o mi g a c r c u a e a i f to u ̄ c o h s o v e
c y.
K e wor y ds:Eli ia b ain Cu tn l c lVi r to ti g;H ih Fr q e c ta o i pt g e u n y Ulr s nc;Pr c so ti g;Tr ns uc r e ii n Cu tn a d e
振Hale Waihona Puke 动切 削技 术 由 日本 宇都 宫 大学 隈部 淳 一 郎教授
于2 0世 纪 5 0年代 初 期提 出 , 根据 刀具 振 动 的轨迹 , 可
分 为普 通振 动切 削 和椭 圆振 动切 削 。椭 圆振 动切 削技
术 是 日本学 者 社本 英 二 等 最 早 提 出 的 , 有一 系列 优 具
o A rn uisadA t n ui , e ig10 8 , HN) f eo at n s o a t s B in 0 0 3 C c r c j
Absr c t a t:A o et l a o i r ns uc rwo k n t1 7. Hz h sbe n de ine o li ia i r t n c ti g n v ly ut s n c ta d e r i g a 5 k a e sg d f rel c lv b ai u tn . r 4 pt o
Dia eh ende r设计与研究 s n sc g Ra
高 频 超 声 椭 圆 振 动 精 密 切 削
(R)超声波椭圆振动切削提高加工系统稳定性的研究
第25卷第6期2004年11月 兵工学报ACTA ARM AM ENT AR IIVol.25N o.6Nov. 2004超声波椭圆振动切削提高加工系统稳定性的研究*马春翔(上海交通大学机械与动力工程学院,上海,200030)社本英二(名古屋大学工学部)森肋俊道(神户大学工学部)摘要 切削加工系统稳定性是切削加工中重要问题之一。
它不仅影响加工质量和生产率,而且还影响刀具和机床寿命,特别是对刚度弱的零件精密和超精密切削加工,切削加工系统稳定性问题更为突出。
本文根据超声波椭圆振动切削原理,分析了其动态背向切削力的特征,提出了具有正负脉冲的超声波椭圆振动切削动态背向切削力模型。
从切削动力学角度分析了椭圆振动切削对加工系统稳定性的影响,并用切削实验验证了超声波椭圆振动切削提高切削加工系统稳定性这一切削效果。
关键词 机械制造工艺与设备;超声波;椭圆振动切削;加工系统稳定性中图分类号 TH113超声波椭圆振动切削技术是在20世纪90年代提出的[1]。
与普通超声波振动切削(切削方向直线振动)[2~4]不同的是将椭圆振动附加于刀具上,使传统的切削过程发生了一些实质性的变化,产生了一系列优良的切削效果。
剪切角的增大和切削力的减小[1,5],毛刺、刀具表面附着物和颤振的抑制[5,6],难加工材料的超精密切削加工和刀具寿命[7~9]等方面,已取得了一些成果。
本文将分析超声波椭圆振动切削动态背向切削力的特征和提高切削加工系统稳定性的原因,最后用切削实验予以验证。
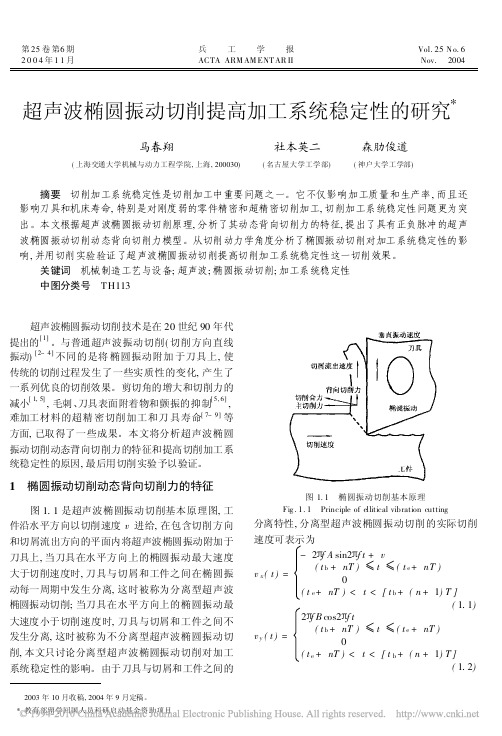
1 椭圆振动切削动态背向切削力的特征图1.1是超声波椭圆振动切削基本原理图,工件沿水平方向以切削速度v 进给,在包含切削方向和切屑流出方向的平面内将超声波椭圆振动附加于刀具上,当刀具在水平方向上的椭圆振动最大速度大于切削速度时,刀具与切屑和工件之间在椭圆振动每一周期中发生分离,这时被称为分离型超声波椭圆振动切削;当刀具在水平方向上的椭圆振动最大速度小于切削速度时,刀具与切屑和工件之间不发生分离,这时被称为不分离型超声波椭圆振动切削,本文只讨论分离型超声波椭圆振动切削对加工系统稳定性的影响。
超声波加工在模具行业中的应用
超声波加工在模具行业中的应用传统的机械加工技术对推动人类的进步和社会的发展起到了重大的作用。
随着科学技术的迅速发展,新型工程材料不断涌现和被采用,工件的复杂程度以及加工精度的要求越来越高,对机械制造工艺技术提出了更高的要求。
由于受刀具材料性能、结构、设备加工能力的限制,使用传统的切削加工方法很难完成,为了解决这些加工的难题,新型特种加工方法应运而生。
各种硬脆材料和硬脆复合材料很难用传统刀具进行加工,因而往往采用非传统的工艺方法进行加工,这些非传统工艺方法多数直接使用各种能量,如超声波加工和激光加工等。
超声波加工始于1927年,几十年来,超声加工技术的发展迅速,在超声振动系统、超声复合加工等领域均有较广泛的研究和应用,尤其是在难加工材料领域解决了许多关键性的工艺问题,如玻璃、陶瓷、石英、金刚石、硅等,取得了良好的效果一、超声波加工的系统构成:在工件和工具间加入磨料悬浮液,由超声波发生器产生超声振动波,经换能器转换成超声机械振动,使悬浮液中的磨粒不断地撞击加工表面,把硬而脆的被加工材料局部破坏而撞击下来。
在工件表面瞬间正负交替的正压冲击波和负压空化作用下强化了加工过程。
因此,超声波加工实质上是磨料的机械冲击与超声冲击及空化作用的综合结果。
超声波加工系统由机床、超声波电源、超声振动系统、主轴旋转系统、主轴轴向进给系统、轴向力反馈保护系统等组成,其中超声振动系统是超声加工设备的核心部分,由换能器、变幅杆和工具头等部分组成。
下面将系统的各个部分分别介绍。
1.1 超声波换能器超声波换能器的作用是将高频电振动转变为机械振动。
实现这种转变主要采用以下2种方法。
1)磁致伸缩法:某些铁磁体或铁氧化体在变化的磁场中,由于磁场的变化,其长度也发生变化的现象,称为磁致伸缩效应。
磁致伸缩换能器因为具有较低的Q 值(Q是能量峰值的锐度) ,所以它能传递很宽的频率。
这使变幅杆设计的灵活性增大,也使与变幅杆连接在一起的刀具允许在加工中磨损后可重磨。
半个世纪的发展,这门技术让难切削加工材料不再成为难题

半个世纪的发展,这门技术让难切削加工材料不再成为难题喜欢动物的朋友,一定忘不了被誉为“森林医生”的啄木鸟吧,万籁俱静的林中发出“笃,笃......”的声音,这是森林医生又开始新一天的工作了。
啄木鸟有着极为高超的捕虫本领,能够啄开树皮和坚硬的木质部,来捕食树干上的有害昆虫。
图1 被誉为森林医生的啄木鸟据观测,啄木鸟每天敲击树木约500-600次,啄木的速度几乎是音速的两倍,这可比民航飞机快多了!那么这样的高速冲击振动技术用在切削工艺上又会有什么意想不到的效果呢?今天就跟小编一起来了解一下振动切削技术。
1什么是振动切削振动切削是一种新型的非传统的特种切削加工方法,它是通过给刀具或工件一定的频率、振幅和方向的振动,使得切削时刀具与工件发生脉冲间断性的接触,以改变其切削功效的脉冲切削方法。
图2 振动切削原理图图3 超声振动切削设备2振动切削的分类振动切削按照施加频率的不同可分为高频振动切削和低频振动切削。
其中,振动频率在200Hz以下被称为低频振动切削,低频振动仅仅从量上改变了切屑的形成条件,主要用来解决断屑问题。
图4 低频振动切削原理一般来说,低频振动切削靠机械装置就能实现,机械振动切削的装置结构简单,造价低,使用维护都比较方便,振动参数受负载影响较小,所以应用比较广泛。
高频振动切削又称为超声波振动切削,主要是指振动频率在16kHz以上的切削。
超声波振动切削需要换能器、变幅杆等专门的设备来实现,同时高频的振动使切屑形成机理产生重大变化,可提高被加工材料的可加工性,同时提高刀具寿命和工件加工质量。
图5 超声波振动切削原理图6 超声波振动切削装置示意3普通切削VS振动切削在普通切削中,切削是靠刀具与工件的相对运动来完成的。
切屑与已加工表面的形成过程,本质上是工件材料受到刀具的挤压,产生弹性变形和塑性变形,使切屑与母体分离的过程。
图7 普通切削原理图伴随着切屑的形成,由于切屑与刀具之间的挤压和摩擦作用,将不可避免地产生较大的切削力、较高的切削温度,加快刀具的磨损。
TC4钛合金超声波椭圆振动切削仿真研究

组 合 机 床 与 自 动 化 加 工 技 术
Mo du l a r M ac hi ne Too l & Au t o ma t i c Ma nu f a c t ur i ng Te c hni que
No. 1 1
NO V. 2 0 1 3
Ke y wo r d s:TC4 Ti a l l o y;u l t r a s o n i c a l l y e l l i pt i c a l v i b r a tቤተ መጻሕፍቲ ባይዱi o n c u t t i n g;f in i t e e l e me n t s i mu l a t i o n
c u t t i ng c o n d i t i o n f u r t h e r,i s c o n d uc i v e t o he t h i g h pr e c i s i o n ma c h i n i n g o f TC4 Ti a l l o y.
工 。
关键 词 : T C 4钛合 金 ; 超声 椭 圆振 动切 削 ; 有 限元仿 真
中图分 类号 : T H1 6 ; T G 6 5 文 献标 识码 : A
S i mu l a t i o n S t u d y o f Ul t r a s o n i c a l l y E l l i p t i c a l Vi b r a t i o n Cu t t i n g o f TC 4 T i Al l o y
Abs t r a c t :Th e u l t r a s o n i c a l l y e l l i pt i c a l v i b r a t i on c u t t i n g mo d e l o f TC4 Ti a l l oy wh i c h i s c o u p l e d d i s p l a c e -
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超声椭圆振动切削
1.工作原理
超声振动切削从微观上看是一种脉冲切削。
在一个振动周期中,的有效切削时间很短,大于80%时间的里与工件、切屑完全分离。
与工件、切屑断续接触,这就使得所受到的摩擦变小,所产生的热量大大减少,切削力显著下降,避免了普通切削时的“让刀”现象,并且不产生积屑瘤。
利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度、直线度等形位公差主要取决于机床主轴及导轨精度,最高可达到接近零误差,使以车代磨、以钻代铰、以铣代磨成为可能。
与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。
在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用。
2.性能指标
2.1切削力小,约为普通切削力的1/3-1/10。
2.2加工精度高,主要取决于所用机床精度,所加工工件形位公差几乎可接近机床相关精度。
2.3切削温度低,工件保持室温状态。
2.4不产生积屑瘤,工件变形小,没有毛刺。
2.5切削表面粗糙度低,可接近理论粗糙度值,最高可达Ra0.2以下。
2.6被加工零件的“刚性化”,即与普通切削相比,相当于工件刚性提高。
2.7加工过程稳定,能有效消除颤振。
2.8切削液的冷却、润滑作用提高。
2.9耐用度呈几倍到几十倍提高。
2.10被加工表面呈压应力状态,零件疲劳强度、耐磨性、耐腐蚀性提高。
2.11切削后的工件表面呈彩虹效果。