稀氨水提浓工艺开发报告
稀氨水提浓操作规程
稀氨水提浓操作规程(暂行)一、本岗位的主要任务和目的根据氨在不同压力和温度下溶解度不同,将来自膜分岗位的稀氨水,使用精馏的手段,用蒸汽加热稀氨水,使氨溢出,控制好温度,从而提浓稀氨水;生产出供硝盐生产用的合格气氨(氨含量达97%以上),同时回收软水;缓解碳化稀氨水量过多的困难,减少稀氨水的排放,变废为宝,提高氨的利用率。
二、本岗位的主要工艺原理根据氨在一定压力和一定温度下溶解度趋近于0,采用精馏的方法将氨和水有效分离,水溶液中氨的含量达到最低,从而生产出纯度高的气氨。
系统压力在0.28~0.30MPa,温度在135~140℃条件下,氨和水变成气态,在经过精馏塔各段冷却和塔顶冷凝器降温后,使水蒸汽变成液态而氨仍以气态形式存在,且控制冷凝器出口温度在35℃以下,使氨溶解度趋近于0,而氨以气氨的形式送往硝铵岗位使用。
三、本岗位的工艺流程膜分来的稀氨水分别从精馏的一、二填料段上部进入,经分布器均匀分布通过后通过波纹填料与下部上来的氨和水蒸汽接触换热初次升温,然后到精馏段的贮液段,通过精馏塔与再沸器的连通管到再沸器,通过再沸器列管时被列管外蒸汽加热到135~140℃,氨和水以气态的形式从再沸器的出口进入精馏段贮液段上部空液段时与稀氨水换热降温到86~90℃,然后进入一段波纹填料底部,在上升的过程中与一、二段上部下来的稀氨水换热降低到53~55℃,然后进入二段波纹填料底部,在二段波纹填料中与稀氨水继续换热降温到45~47℃后,进入塔顶冷凝器列管内被管外冷却循环水冷却到30~35℃,最后进入气液分离器,液体回流至精馏塔作为回流液。
气氨从气液分离器顶部送出至硝铵岗位使用。
精馏塔塔底釜残液(氨含量≤0.95%)去合成车间循环水系统作其补充水使用。
饱和蒸汽进入再沸器列管间与管内稀氨水换热,冷凝水到加压硝酸岗位的蒸汽冷凝液总管。
来自凉水泵循环水上水总管的循环水进入塔顶冷凝器列管间与列管内氨和水蒸汽换热,然后回到循环水回水总管。
氨水可行性研究报告

氨水可行性研究报告一、前言氨水是一种常见的化工原料,在工业生产中具有广泛的应用。
它不仅可以作为化肥原料,还可以用于制备其他化工产品,同时还可以用于污水处理等领域。
因此,研究氨水的可行性对于相关行业具有重要意义。
本报告旨在对氨水的应用领域、市场需求、生产工艺和成本等方面进行综合研究,为相关行业的发展提供参考。
二、氨水的应用领域1. 化肥生产氨水是化肥的重要原料,尤其是氮肥的生产中。
通过氨水与其他化工原料的结合,可以制备各种类型的化肥产品,满足农业生产的需求。
2. 化工产品制备除了化肥外,氨水还可以用于制备其他化工产品,如硝酸、硫酸和其他氮化合物等。
这些产品广泛应用于化工行业,为相关行业的发展提供了重要原料。
3. 污水处理氨水在污水处理中也有重要应用,可以作为氮源用于污水处理过程中的脱氮处理,同时还可以用于调节污水的PH值,促进氮、磷等物质的去除。
四、氨水市场需求分析随着农业生产的发展和工业化进程的加快,化肥生产的需求不断增加。
而氨水作为化肥生产的重要原料之一,其需求量也随之增加。
此外,化工产品制备和污水处理等方面对氨水的需求也逐渐增加。
这些需求的增加为氨水的市场提供了广阔的发展空间,同时也为氨水的生产提供了重要的市场支撑。
五、氨水生产工艺研究氨水可以通过合成氨和水的反应制备而成,制备氨水的工艺主要包括合成氨和氨水的合成。
1. 合成氨合成氨是氨水的重要原料,其制备工艺主要包括催化裂化法、氧化法和电解法等。
其中,催化裂化法是目前应用最广泛的工艺,其生产成本相对较低,同时制备的合成氨质量也比较稳定。
2. 氨水的合成合成氨和水的反应即可得到氨水。
该反应通常在催化剂的存在下进行,可以有效提高反应速率和收率。
通过对氨水生产工艺的研究,可以选择合适的工艺路线,实现氨水的高效生产。
六、氨水生产成本分析氨水的生产成本主要包括原材料成本、能源成本、人工成本和设备折旧成本等。
其中,原材料成本占据了生产成本的主要比重,合成氨是氨水的主要原料之一,其价格波动对氨水的生产成本有着直接影响。
稀氨水提浓工艺开发报告
稀氨水提浓工艺开发技术报告工业大学二零一一年十二月目录1.氨水的物化性质 (1)2. 研究体系及产品要求 (1)2.1 研究体系 (1)2.2 产品要求 (2)3.工艺流程简介 (2)3.1工艺流程说明 (2)3.2 工艺流程简图 (2)3.3物流数据表 (4)4. 工艺管道及仪表流程图 (6)5. 平面布置图 (7)6. 汽提塔D101的设计计算 (8)7. 吸收塔设计计算 (8)7.1氨气吸收塔D102的设计计算 (8)7.2 吸收塔D103的设计计算 (9)8. 辅助设备的选型及计算 (10)8.1 换热器选型 (10)8.2泵的选型 (10)8.3 管路计算 (10)8.4 贮罐的选型 (12)9. 主要设备一览表 (12)10. 塔设备简图及管路方位分布图 (14)1.氨水的物化性质氨水(Ammonium Hydroxide; Ammonia Water)又称氢氧化铵、阿摩尼亚水,是氨气的水溶液,无色透明且具有刺激性气味。
易挥发,具有部分碱的通性,由氨气通入水中制得。
农业上经稀释后可用作化肥;无机工业用于制选各种铁盐,毛纺、丝绸、印染等工业用于洗涤羊毛、呢绒、坯布,溶解和调整酸碱度,并作为助染剂等;有机工业用作胺化剂,生产热固性酚醛树脂的催化剂;医药上用稀氨水对呼吸和循环起反射性刺激,医治晕倒和昏厥,并作皮肤刺激药和消毒药;也用作洗涤剂、中和剂、生物碱浸出剂。
健康危害:吸入后对鼻、喉和肺有刺激性,引起咳嗽、气短和哮喘等;可因喉头水肿而窒息死亡;可发生肺水肿,引起死亡。
氨水溅入眼,可造成严重损害,甚至导致失明,皮肤接触可致灼伤。
慢性影响:反复低浓度接触,可引起支气管炎。
皮肤反复接触,可致皮炎,表现为皮肤干燥、痒、发红。
危险特性:易分解放出氨气,温度越高,分解速度越快,可形成爆炸性气氛。
若遇高热,容器压增大,有开裂和爆炸的危险。
与强氧化剂和酸剧烈反应。
与卤素、氧化汞、氧化银接触会形成对震动敏感的化合物。
三塔串联氨水逐级提浓工艺运行总结

( )气 体流 程 : 1 由氨贮 槽 过 来 的 弛放 气 首 先
进入低压冷交降温 , 由冷交 出来后进入低压氨冷 凝器 内, 经氨冷凝器降温后的气体再次进入低压 冷交分离 , 离 出 的液 氨作 为低 压 氨冷 凝 器 的 用 分
维普资讯
小氮肥
第3 卷 5
第3 期
20 0 7年 3 月
三塔 串联 氨水 逐 级提 浓 工艺运 行 总 结
张传奇 王天峰 李学广 ( 河南心连心化工有限公 司 新 乡4 33 ) 571 并依次通过高压冷交、 高压氨冷凝器 , 利用低温、
1 存在的问题 由于该压 缩机 在 出厂时 已进行 过 空 试 , 因此
安装过 程 比较顺 利 。在 试运 行 到 投 产 的过 程 中 , 该压缩 机整体 运 行 良好 , 要 有两 个 方 面 的 问题 主
比较 突出 :
图 1
后 总有 气体 进人 排 油水 集 箱 , 其 高压 气 流 冲击 尤 造 成 放空 带 油 水 。为此 , 1台 旧容器 改为 油 水 将
柱塞泵送至 2净氨塔进行 自身小循环, 氨水浓度 增加至 5 8 后送 l净氨塔进行吸收 , 0~ 0t t 氨水浓 度增 加至 2 0~ 4 后送 往氨水 槽 , 售 。 1 2 0t t 外
() 2 在用脱盐水低压吸收的基础上 , 、 高 低压 系统各增加 l 台冷交、 氨冷设备, 低压相结合 , 高、 有效 降低气 体氨含 量 。 ( )l净氨塔设置 自身降温装 置, 及 3 净 3 2 氨塔设置高效换热器进行降温 。
2 原 因分 析及 改进 2 1 排油水 集箱 放空带 油水 问题 .
氨吸收制备氨水技术改造

氨吸收制备氨水技术改造杨斌【摘要】介绍了兖矿鲁南化工有限公司5万t/a氨水装置扩产技改,对比了仪表阀门改造前后的情况,氨水制备项目投运以来,运行稳定,除满足自用外,还对外销售.此次改造的特点是对旧设备进行评估使用,以最小投资换取最大效益.【期刊名称】《化肥设计》【年(卷),期】2019(057)003【总页数】3页(P49-50,53)【关键词】氨水装置;扩产技改;修旧利废【作者】杨斌【作者单位】兖矿鲁南化工有限公司 ,山东滕州 277527【正文语种】中文【中图分类】X781.4兖矿鲁南化工有限公司(以下简称鲁南化工)有两条尿素生产线,第一条尿素生产线为6万m3/h空分、3台德士古气化(2开1备)、全低变+NHD脱硫脱碳+甲烷化精制、高压法氨合成、双高压水溶液全循环法尿素生产工艺,第二条尿素生产线为6万m3/h空分、1台四喷嘴水煤浆气化炉(无备炉)、全低变+NHD脱硫脱碳+甲烷化精制、低压氨合成(卡萨利工艺)、CO2气提法尿素工艺。
鲁南化工第一条尿素生产线的氨水制备不能正常运行,存在系列问题。
(1)因氨吸收装置主要用于回收合成及氨库贮罐气中的含氨尾气,相关设备、管道设计处理能力较小,氨水产量最高仅能达到5 t/h。
(2)由于系统无法生产高浓度氨水,一是无法完成2018年签订的氨水销售合同,对企业信用造成影响;二是市场上对高浓度氨水需求量较大,利润较高,无法销售高浓度氨水,将给鲁南化工造成极大经济损失;三是不能满足热电站烟气脱硫要求,造成环保不达标。
1 改造情况1.1 改造方案针对上述问题,鲁南化工探讨了如何对现有设备系统进行优化改造,以达到生产高浓度氨水的目的。
通过分析讨论,决定利用原氨精馏系统的闲置设备、管线、阀门、机泵等进行改造,通过改造实现制备10%(w)或15%(w)氨水,满足生产及销售需求,改造内容如下:①利用原氨吸收界区内闲置的氨精馏塔、III氨吸收塔以及机泵、管道进行改造,对现场自调阀、流量计进行移位;②将净化二闲置的200 m3储槽改为成品氨水槽;③将原尿素一退出的220 m2的换热器作为氨水制备水冷器;④对停滞多年的原有氨水泵进行拆检、修复,同时利用旧库存闲置的氨水泵1台。
生产氨水可行性研究报告

生产氨水可行性研究报告摘要:本报告对生产氨水的可行性进行研究,并提出了相关的方案和建议。
首先介绍了氨水的用途和市场需求,然后对生产氨水的工艺流程、原料供应、设备选型以及成本分析进行了详细的分析和研究。
最后给出了生产氨水的可行性分析和对未来发展趋势的展望。
关键词:氨水,需求市场,工艺流程,原料供应,设备选型,成本分析一、引言氨水是一种重要的化工原料,广泛应用于农业、环保、医药等领域。
随着工业化进程的加速和社会经济的不断发展,氨水的需求量不断增加。
因此,对氨水的生产可行性进行研究,对于提高生产效率、降低成本、满足市场需求具有重要意义。
二、氨水的用途和市场需求氨水主要用于做成化肥和制药。
此外,氨水还是制备氨盐、聚氨酯和白金铁等化工产品的原料。
随着我国农业的现代化发展,化肥的需求量不断增加,氨水的市场需求也将随之增加。
另外,受传染病和疫情等因素的影响,医疗用药也对氨水的需求产生了积极的影响。
因此,氨水的市场需求将保持稳定增长。
三、生产氨水的工艺流程氨水的生产工艺主要包括氨化法和水溶液法。
氨化法是将氨气和水反应而成,这是目前较为常见的一种生产方法。
水溶液法则是将尿素和水进行反应。
这两种不同的生产方法各有利弊,需根据实际情况做出合理选择。
四、原料供应氨水的主要原料为氨气和水。
氨气主要由氨合成厂生产,水则可以直接从自来水厂购买。
原料的供应是否稳定,价格是否合理是影响生产成本和生产效率的关键因素。
因此,在生产氨水前需要充分考虑原料供应的稳定性和成本因素。
五、设备选型生产氨水需要的主要设备包括合成反应釜、蒸馏塔、冷凝器等。
这些设备的选型需要根据实际生产需求和投资预算来确定。
在选择设备时,需要充分考虑设备的质量和性能,确保生产设备的使用寿命和效率。
六、成本分析生产氨水的成本主要包括原料成本、人工成本、设备维护成本、能源成本等。
在生产氨水前,需要进行详细的成本分析,以确定生产的可行性和盈利空间。
合理控制成本是提高企业竞争力和盈利能力的关键。
回收氨水生产尿素技术总结
回收氨水生产尿素技术总结张 胜(山东肥城化肥厂宁安分厂 157400)0 前言山东肥城化肥厂宁安分厂合成放空气、氨贮槽弛放气和铜洗再生气中的氨经氨回收系统回收后送碳化工段生产碳铵,存在母液排放量大、氨回收利用率低、环境污染严重等问题,加上碳铵销售价格低,效益不理想。
针对此情况,对氨回收系统进行了改造,即采用逐级提浓回收氨,氨水送尿素低压系统吸收解吸气和二段分解气中的氨、二氧化碳后用于生产尿素,取得了较好的经济效益和环保效益。
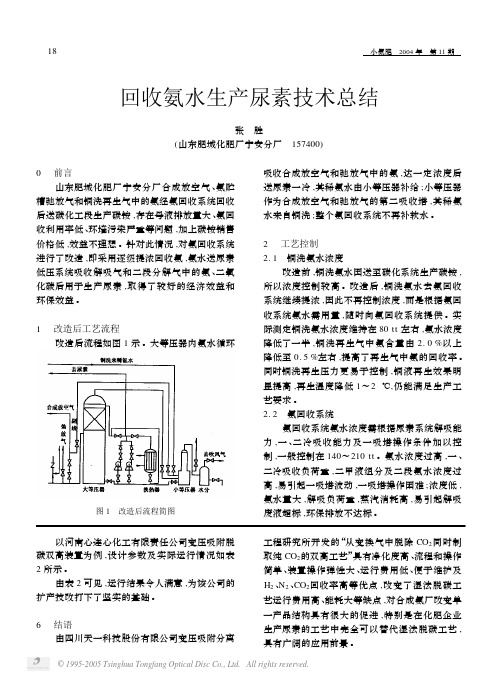
1 改造后工艺流程改造后流程如图1示。
大等压器内氨水循环图1 改造后流程简图吸收合成放空气和弛放气中的氨,达一定浓度后送尿素一冷,其稀氨水由小等压器补给;小等压器作为合成放空气和弛放气的第二吸收塔,其稀氨水来自铜洗;整个氨回收系统不再补软水。
2 工艺控制2.1 铜洗氨水浓度改造前,铜洗氨水因送至碳化系统生产碳铵,所以浓度控制较高。
改造后,铜洗氨水去氨回收系统继续提浓,因此不再控制浓度,而是根据氨回收系统氨水需用量,随时向氨回收系统提供。
实际测定铜洗氨水浓度维持在80tt 左右,氨水浓度降低了一半,铜洗再生气中氨含量由2.0%以上降低至0.5%左右,提高了再生气中氨的回收率。
同时铜洗再生压力更易于控制,铜液再生效果明显提高,再生温度降低1~2℃,仍能满足生产工艺要求。
2.2 氨回收系统氨回收系统氨水浓度需根据尿素系统解吸能力,一、二冷吸收能力及一吸塔操作条件加以控制,一般控制在140~210tt 。
氨水浓度过高,一、二冷吸收负荷重,二甲液组分及二段氨水浓度过高,易引起一吸塔波动,一吸塔操作困难;浓度低,氨水量大,解吸负荷重,蒸汽消耗高,易引起解吸废液超标,环保排放不达标。
以河南心连心化工有限责任公司变压吸附脱碳双高装置为例,设计参数及实际运行情况如表2所示。
由表2可见,运行结果令人满意,为该公司的扩产技改打下了坚实的基础。
6 结语由四川天一科技股份有限公司变压吸附分离工程研究所开发的“从变换气中脱除CO 2同时制取纯CO 2的双高工艺”具有净化度高、流程和操作简单、装置操作弹性大、运行费用低、便于维护及H 2、N 2、CO 2回收率高等优点,改变了湿法脱碳工艺运行费用高、能耗大等缺点,对合成氨厂改变单一产品结构具有很大的促进,特别是在化肥企业生产尿素的工艺中完全可以替代湿法脱碳工艺,具有广阔的应用前景。
磷酸二铵解吸生产浓氨水工艺优化

工艺与设备化 工 设 计 通 讯Technology and EquipmentChemical Engineering Design Communications·62·第46卷第2期2020年2月锂电池材料生产过程中会产生含氨废水,随着我国各项工业排放标准的逐渐严格,要使排放废水满足各方面的标准和要求,各锂电池生产单位需对排放废水进行脱氨处理才能达标排放。
某锂电池生产企业(业主)委托一家环保公司采用弗萨姆法,即磷铵吸收脱氨生产氨水法,建立了一套生产浓氨水装置(一期项目)。
该套装置包括磷铵吸收塔、磷铵解吸塔和氨精馏塔及相关辅助设备。
磷铵解吸脱氨后经氨精馏塔提浓,该装置操作不稳定,能耗较高,同时整个操作过程自动化水平较低,人工操作量过大。
随着含氨废水量的增大,一期装置中磷铵解吸塔无法满足生产需求,业主需新建一套处理量为13t/h 的解吸装置(本项目/本装置)。
受业主委托,进行新装置的设计工作,对磷铵解吸工艺进行优化设计。
通过计算机模拟,摸索出适宜的操作条件,结合实际生产中的关键数据,对本项目进行优化设计、操作和控制,达到节能,稳定生产的目的。
1 磷酸洗氨工艺简介工业中回收氨的工艺主要有硫铵法、水洗氨-氨分解法和弗萨姆无水氨法等。
目前硫铵法在我国大中型焦化厂得到广泛应用,缺点是吸收与结晶操作不能分别控制,硫铵结晶质量受到影响,结晶颗粒相对较小,产品只能作为农用化肥销售。
水洗氨法简单实用,该法是用水(软水和蒸氨废水)吸收煤气中的氨,得到富氨水,然后将它送去蒸馏,以制取18%~20%的浓氨水。
目前,蒸氨工艺面临着水蒸气单耗大,蒸氨效果差,操作费用高等一系列的问题。
弗萨姆法制无水氨具有氨回收率高,自动化程度高,环保等优势,是最先进的氨回收工艺[1]。
产品无水氨或浓氨水用途广阔,主要用于制造氮肥和复合肥料,制造硝酸,各种含氮无机盐及有机物中间体等化工产品。
1.1 弗萨姆法基本原理弗萨姆法即磷酸吸收法。
稀氨水提取法的原理
稀氨水提取法的原理
稀氨水提取法是一种利用氨溶液对物质进行提取的方法。
其原理是通过氨溶液与物质发生化学反应或形成配合物,从而使物质溶解于氨溶液中,实现提取的目的。
在稀氨水提取法中,通常使用浓度较低的氨溶液(一般为10%~20%)进行提取。
氨溶液具有较高的溶解性和选择性,可以与许多物质发生反应或形成配合物。
这种溶解和反应的机制主要包括以下几个方面:
1. 氨水的碱性:氨水是一种碱性溶液,可以与酸性物质发生中和反应,将其转化为相应的盐类,使其溶解于氨溶液中。
这种中和反应可以提取含有酸性物质的样品,如有机酸、无机酸等。
2. 配位反应:氨溶液中的氨分子可以作为配体与一些金属离子形成配合物。
这种配位反应可以提取含有金属离子的样品,如金属盐、金属络合物等。
3. 溶解反应:氨溶液可以与一些物质发生溶解反应,形成溶解度较高的化合物。
这种溶解反应可以提取一些不易溶于其他溶剂的物质,如硫化物、氧化物等。
综上所述,稀氨水提取法通过氨溶液与物质发生化学反应或形成配合物,实现物质的溶解和提取。
根据不同的物质性质和需要,可以选择不同浓度的氨溶液和提取条件,以达到最佳的提取效果。
2024年氨水项目可行性研究报告及运营管理方案

氨水项目可行性报告目录序言 (4)一、氨水项目概论 (4)(一)、氨水项目提出的理由 (4)(二)、氨水项目概述 (5)(三)、氨水项目总投资及资金构成 (6)(四)、资金筹措方案 (7)(五)、氨水项目预期经济效益规划目标 (8)(六)、氨水项目建设进度规划 (9)(七)、研究结论 (10)二、行业、市场分析 (11)(一)、完善体制机制,加快XXX市场化步伐 (11)(二)、推动规模化发展,支撑构建新型系统 (12)(三)、强化技术攻关,构建XXX创新体系 (13)三、氨水项目背景及必要性 (15)(一)、积极试点示范,稳妥推进XXX产业化进程 (15)(二)、做好政策保障,健全XXX管理体系 (16)(三)、推进国际合作,提升XXX竞争优势 (17)(四)、保障措施 (18)(五)、氨水项目实施的必要性 (19)四、SWOT分析 (20)(一)、优势分析(S) (20)(二)、劣势分析(W) (21)(三)、机会分析(O) (22)(四)、威胁分析(T) (23)五、进度计划 (25)(一)、氨水项目进度安排 (25)(二)、氨水项目实施保障措施 (27)六、建筑工程可行性分析 (28)(一)、氨水项目工程设计总体要求 (28)(二)、建设方案 (30)(三)、建筑工程建设指标 (31)(四)、氨水项目选址原则 (31)(五)、氨水项目选址综合评价 (33)七、氨水项目监理与质量保证 (33)(一)、监理体系构建 (33)(二)、质量保证体系实施 (35)(三)、监理与质量控制流程 (37)八、创新驱动 (41)(一)、企业技术研发分析 (41)(二)、氨水项目技术工艺分析 (42)(三)、质量管理 (45)(四)、创新发展总结 (46)九、成果转化与推广应用 (47)(一)、成果转化策略制定 (47)(二)、成果推广应用方案 (48)十、氨水项目质量与标准 (49)(一)、质量保障体系 (49)(二)、标准化作业流程 (50)(三)、质量监控与评估 (51)(四)、质量改进计划 (53)十一、创新驱动 (54)(一)、企业技术研发分析 (54)(二)、氨水项目技术工艺分析 (55)(三)、质量管理 (55)(四)、创新发展总结 (56)十二、知识产权管理与保护 (57)(一)、知识产权管理体系建设 (57)(二)、知识产权保护措施 (58)序言在当前企业竞争激烈和市场环境多变的背景下,项目可行性研究报告成为了确保项目顺畅推进与完成的关键性文件。
稀氨水回收制碳铵技术总结

原料槽
立式, V = 40 m 3
1 台 Q 235-A
中间槽
卧式, V = 4 m 3
1 台 16M nR
产品槽 稀氨水泵
卧式, V = 4 m 3
1台
J 5-1600-3. 2, 1600 L/ h , 2 台
16M nR
电机 Y B132S-4B5, 5. 5 kW
4 装置运行情况
解吸塔运行情况如表 2, 排放情况如表 3。
0. 89 t 0. 03
1. 65 t 0. 02
343. 4 m 3 4. 02
693. 4 kW·h 8. 18
25 m 3
0. 29
41. 12
元, 2 年即可收回, 说明经济上是可行的。
中压蒸汽直接通入塔底进行加热, 塔底残液经换 热后排放, 塔顶气相冷却后含氨 15% ~20% 的浓 氨水送碳化岗位。解吸塔主要工艺指标如下:
底部温度: 145~150 ℃; 顶部温度: 120~130 ℃; 塔压力: 0. 4~0. 5 M Pa; 残液氨含量: ≤0. 07% ; 送碳化氨水中氨含量: ≥15% ; 送碳化氨水中 CO 2 含量: ≤10% ; 塔液位: 40% ~80% 。
No. 1 Jan. 2001
稀氨水回收制碳铵技术总结
王晓宇, 应清界
( 浙江省巨化股份有限公司合成氨厂, 浙江 衢州 324004)
[ 中图分类号] X 781. 4 [ 文献标识码] B [ 文章编号] 1004-9932( 2001) 01-0017-02
1 概述
铜洗稀氨水是合成氨厂的主要氨氮污染源之 一, 也是国家环保总局 “一控双达标”要求重点 削减的污染因子。我厂通过对铜洗氨水的回收利 用, 不仅大幅度降低了氨氮排放总量, 而且也产 生了较好的经济效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
稀氨水提浓工艺开发技术报告南京工业大学二零一一年十二月目录1.氨水的物化性质 (1)2. 研究体系及产品要求 (1)2.1 研究体系 (1)2.2 产品要求 (1)3.工艺流程简介 (2)3.1工艺流程说明 (2)3.2 工艺流程简图 (2)3.3物流数据表 (3)4. 工艺管道及仪表流程图 (6)5. 平面布置图 (7)6. 汽提塔D101的设计计算 (8)7. 吸收塔设计计算 (8)7.1氨气吸收塔D102的设计计算 (8)7.2 吸收塔D103的设计计算 (9)8. 辅助设备的选型及计算 (9)8.1 换热器选型 (9)8.2泵的选型 (10)8.3 管路计算 (10)8.4 贮罐的选型 (12)9. 主要设备一览表 (12)10. 塔设备简图及管路方位分布图 (14)1.氨水的物化性质氨水(Ammonium Hydroxide; Ammonia Water)又称氢氧化铵、阿摩尼亚水,是氨气的水溶液,无色透明且具有刺激性气味。
易挥发,具有部分碱的通性,由氨气通入水中制得。
农业上经稀释后可用作化肥;无机工业用于制选各种铁盐,毛纺、丝绸、印染等工业用于洗涤羊毛、呢绒、坯布,溶解和调整酸碱度,并作为助染剂等;有机工业用作胺化剂,生产热固性酚醛树脂的催化剂;医药上用稀氨水对呼吸和循环起反射性刺激,医治晕倒和昏厥,并作皮肤刺激药和消毒药;也用作洗涤剂、中和剂、生物碱浸出剂。
健康危害:吸入后对鼻、喉和肺有刺激性,引起咳嗽、气短和哮喘等;可因喉头水肿而窒息死亡;可发生肺水肿,引起死亡。
氨水溅入眼内,可造成严重损害,甚至导致失明,皮肤接触可致灼伤。
慢性影响:反复低浓度接触,可引起支气管炎。
皮肤反复接触,可致皮炎,表现为皮肤干燥、痒、发红。
危险特性:易分解放出氨气,温度越高,分解速度越快,可形成爆炸性气氛。
若遇高热,容器内压增大,有开裂和爆炸的危险。
与强氧化剂和酸剧烈反应。
与卤素、氧化汞、氧化银接触会形成对震动敏感的化合物。
接触下列物质能引发燃烧和爆炸:三甲胺、氨基化合物、1-氯-2,4-二硝基苯、邻—氯代硝基苯、铂、二氟化三氧、二氧二氟化铯、卤代硼、汞、碘、溴、次氯酸盐、氯漂、有机酸酐、异氰酸酯、乙酸乙烯酯、烯基氧化物、环氧氯丙烷、醛类。
腐蚀某些涂料、塑料和橡胶。
腐蚀铜、黄铜、青铜、铝、钢、锡、锌及其合金。
2. 研究体系及产品要求2.1 研究体系溶液1中含氨4%,甲醇1.5%,水94.5%;溶液2中含氨10%,水90%(本文所涉及浓度均为质量浓度)。
2.2 产品要求提浓后的氨水浓度≥18%,废水排放含氨量≤40ppm。
3.工艺流程简介3.1工艺流程说明汽提塔D101是填料塔,内装250Y规整填料,内径500mm,塔高12500mm。
来自原料罐V101浓度为4%的氨水溶液经泵P01由汽提塔D101的顶部进入,界区外0.4MPaG蒸汽从汽提塔D101底部进入。
在汽提塔D101内,绝大部分的氨、少量的水和甲醇被蒸出,塔釜产品为氨浓度小于40ppm的废水,送至废水处理;塔顶汽相,进入换热器E101冷却至40℃,冷却后的液态氨水(含甲醇)从汽提塔D101顶部回流;冷却后的氨气进入氨气吸收系统,氨气吸收系统由两个带夹套的吸收塔串联组成。
氨气吸收塔D102是填料塔,内装鲍尔环散堆填料,内径500mm,塔高度12000mm,常压操作。
塔顶三股进料分别为10%的氨水、水和循环吸收液;中部进料为循环吸收液。
吸收塔D102,塔釜产品为浓度大于18%的氨水,进入缓冲罐V102,经泵P03送入换热器E102,其中两股分别进入吸收塔D102顶部和中部循环吸收,一股进入氨水储罐V105,一股进入吸收塔D103吸收从塔D102逸出的少量氨气。
吸收塔D103是填料塔,内装鲍尔环散堆填料,内径为300mm,塔高度12000mm,塔顶接喷射泵。
塔釜氨水产品进入缓冲罐V103,经泵P04,一股进入吸收塔D103循环吸收,另一股进入产品储罐V104。
3.2 工艺流程简图D图1 稀氨水提浓工艺流程简图3.3物流数据表物流数据表如表3-1所示。
表3-1 物流数据表3454. 工艺管道及仪表流程图图2工艺管道及仪表流程图65. 平面布置图图3 平面布置图76. 汽提塔D101的设计计算综合考虑理论板数和能耗的关系,最终确定汽提塔所需理论塔板数为20块。
填料选用250Y 规整填料。
单个理论级高度H OG =0.4m ,理论级数N OG =20,故填料高度=H OG ×N OG =8m ; 填料塔分为2段,中间有1个液体分布器,分布器高度为0.5m ; 塔釜高度=3m ;塔顶高度=1m ;故全塔高度=填料高度+塔釜高度+塔顶高度+塔内件高=8+3+1+0.5=12.5m 经模拟计算,适宜的塔径为0.5m 。
7. 吸收塔设计计算7.1氨气吸收塔D102的设计计算吸收塔D-102填料类型为金属鲍尔环填料。
经模拟计算,适宜的理论级数为10。
单个理论级高度H=0.7m ,理论级数N=10,故填料高度=0.7×10=7m ; 填料分为2段,中间1个液体分部器,中段进料,高度1m ; 塔釜高度3m ;塔顶高度1m ;故全塔高度=填料高度+塔釜高度+塔顶高度+塔内件高=7+3+1+1=12m 塔径计算使用ASPEN 软件计算并圆整,取值d 内径=0.5m 。
吸收塔设置冷水夹套,假设冷凝水温度由33℃升温至43℃对数平均温差差△t m =3335.464356.49ln)3335.46()4356.49(-----=9.56℃使用ASPEN 软件计算,热量Q=31.03kW 传热系数K=500W/(m2.℃)所需换热面积A=m t K Q ∆=56.9500100003.31⨯⨯=6.5㎡ 吸收塔D-102侧面积=πdh=3.14×0.5×7=10.99㎡,满足要求。
冷凝水用量W C 凝水=)(12t t C Q P -=)3343(41803600100003.31-⨯⨯⨯=2672kg/h7.2 吸收塔D103的设计计算吸收塔D103填料类型为金属鲍尔环填料。
单个理论级高度H=0.7m ,理论级数N=10,故填料高度=0.7×10=7m 填料分为2段,中间1个液体分部器,中段进料,高度1m ;塔釜高度3m ;塔顶高度1m ;故全塔高度=填料高度+塔釜高度+塔顶高度+塔内件高=7+3+1+1=12m 塔径计算使用ASPEN 软件计算并圆整,取值d 内径=0.3m 。
工厂现有直径400mm 的塔利旧。
8. 辅助设备的选型及计算8.1 换热器选型冷却水温度由33℃升高至43℃,计算所得换热器面积及冷凝水用量如表8-1所示。
表8-1 换热器面积及冷凝水用量8.2泵的选型表8-2为所选泵的主要参数。
喷射泵选择单级水环真空泵,表8-3为所选喷射泵主要参数。
表8-2 离心泵的主要参数泵型号流量/m3/h 扬程/m 效率/% 轴功率/kW P01 IS50-32-160 12.5 32 54 2.02 P02 IS50-32-125 12.5 20 60 1.13 P03 IS65-50-160 25 32 65 3.35 P04 IS50-32-160 7.5 32 54 2.02表8-3 单级水循环真空泵主要参数最大气量m3/min 极限真空hPa 带一级大气喷射器时极限真空hPa0.8 33 158.3 管路计算管路管径如表8-4所示,换热器冷却水管径如表8-5所示。
表8-4 管路管径公称直径起点终点介质材质mm V101 D101 氨、水、甲醇304 50界外蒸汽D101 水304 150D101 废水处理氨、水、甲醇304 50D101 E101 氨、水、甲醇304 200 E101 D102 氨、水、甲醇304 200 E101 D101 氨、水、甲醇304 2510%氨水罐D102 氨、水304 25 清水槽D102 水304 25 D102 V102 氨、水304 80 D102 D103 氨、水304 100 V102 三通B 氨、水304 80 三通A D102 氨、水304 50 三通B D102 氨、水304 50 三通B D103 氨、水304 25 三通C V104 氨、水304 25 D103 V103 氨、水304 50 V103 三通D 氨、水304 50 三通D V104 氨、水304 25 三通D D103 氨、水304 50 V104 P02 氨、水304 80表8-5 换热器冷却水管径冷却水管公称直径mm换热器E101 100换热器E102 80换热器E103 508.4 贮罐的选型贮罐的选型见表8-6。
表8-6 贮罐的选型设备代号名称数量直径×高×厚度(mm) 材料工艺介质压力(MPa) 温度(℃)体积(m3)设计压力操作压力设计温度操作温度V102 D102缓冲罐 1 Φ2000×4000×6 304 氨水、甲醇0.1 常压120 10~60 12.6 V103 D103缓冲罐 1 Φ1500×3000×6304 氨水、甲醇0.1 常压120 10~60 5.3 V104 氨水贮罐 1 Φ2500×5100×6 304 氨水、甲醇0.1 常压120 10~60 259. 主要设备一览表主要设备一览表见表9-1。
表9-1 主要设备一览表12设备代号名称主要参数D101 汽提塔塔径0.50m,塔高12.5m,裙座高度3m,填料型号:250Y,高度8.0m,体积1.6m3D102 吸收塔塔径0.50m,塔高12.0m,裙座高度3m,填料型号:金属鲍尔环,高度7.0m,体积1.4m3 D103 吸收塔塔径0.30m,塔高12.0m,裙座高度3m,填料型号:金属鲍尔环,高度7.0m,体积0.5m3 E101 换热器固定管板式换热器,管程走冷却水,壳程走汽相,换热面积15.8m2,材质304E102 换热器固定管板式换热器,管程走塔釜产物,壳程走冷却水,换热面积36.5m2,材质304E103 换热器固定管板式换热器,管程走塔釜产物,壳程走冷却水,换热面积5.4m2,材质304V102 D102缓冲罐尺寸Φ2000×4000×6,材质304V103 D103缓冲罐尺寸Φ1500×3000×6,材质304V104 氨水贮罐尺寸Φ2500×5100×6,材质304P01 泵流量12.5m3,扬程32mP02 泵流量12.5m3,扬程20mP03 泵流量25m3,扬程32mP04 泵流量7.5m3,扬程32m1310. 塔设备简图及管路方位分布图汽提塔D101管路方位分布图吸收塔D102设备简图1a管口表管路公称直径/mm说明管路公称直径/mm说明1 100 塔顶汽相出料9 50 冷却水入口2 25 10%氨水进料10 50 循环吸收液进料3 50 冷却水出口11 25 水进料4 50 冷却水出口a1~3M27×2 测温丝头5 200 来自D101汽相进料b1~220 液位计口6 80 塔釜液相出料 c 20 压力表口7 50 冷却水入口8 50 循环吸收液进料吸收塔D102管路方位分布图1116,7,8,9,102,3,4,5a 1-3b1-2c吸收塔D103设备简图1a管口表管路公称直径/mm说明管路公称直径/mm说明1 50 接水喷射真空机组8 50 冷却水入口2 25 来自V103的进料9 50 循环吸收液进料3 50 冷却水出口10 25 水进料4 50 冷却水出口a1~3M27×2 测温丝头5 100 来自D101的汽相进料b1~220 液位计口6 50 塔釜液相出料 c 20 压力表口7 50 冷却水入口吸收塔D103管路方位分布图2,3,4,517,8,106,9b1-2a1-3c。