4铸件的结构工艺性
铸件的结构设计

(a)直角连接 (b)圆角连接 图6-35 转角处的热节
(a)直角连接 (b)圆角连接 图6-36 金属结晶的方向性
2.避免锐角连接
如图6-37(a)所示,锐角连接会由于 内角散热条件差而增大热节,容易产生缩 孔、缩松等铸造缺陷。若两壁间的夹角小 于90°,则应采取过渡形式,如图6-37(b) 所示。
(b)改进后
图6-31 内腔的两种结构
2.便于砂芯固定、排气和铸件清理
如图6-32(a)所示,轴承架铸件的内腔需要采用两个砂芯,其中较 大的砂芯呈悬臂状,需用型芯撑支撑固定;如图6-32(b)所示,将轴承 架铸件的内腔改为整体砂芯,则砂芯的稳定性大大提高,并有利于排气。
(a)改进前
(b)改进后
图6-32 轴承架铸件
铸件中垂直于分型面的不 加工表面最好有结构斜度,以 便于起模或者便于用砂垛代替 砂芯。如图6-34(a)所示的铸 件结构设计不合理,对铸件的 结构斜度进行改进后的合理设 计如图6-34(b)所示。
(a)改进前
(b)改进后
图6-34 结构斜度的设计
二、合金铸造性能对铸件结构的要求
(一)铸件壁厚设计合理
工程材料及成形工艺
铸件的结构设计
一、铸造工艺对铸件结构的要求
铸件的结构设计不应只考虑对其结构性能的影响,还应有利于提高 铸件的工艺水平。所以铸件结构应尽可能使制模、造型、造芯、合箱和 清理过程简单化,防止产生废品,并为实现机械化生产创造条件。铸件 外形力求简单,铸件内腔设计合理是铸造工艺对铸件结构的主要要求。
为保证金属液充满铸型,避免浇不足、冷隔等缺陷的产生,铸件应当有合理 的壁厚。每种铸造合金都有其适宜的壁厚,选择得当,既能保证铸件力学性能, 又能防止铸造缺陷的产生。几种常用铸件在砂型铸造时的最小壁厚如表6-7所示。
设计铸件时从哪几方面考虑压铸件的结构工艺性

设计铸件时从哪几方面考虑压铸件的结构工艺性1.熟练掌握工程制图标准和表示方法。
掌握公差配合的选用和标注。
2.熟悉常用金属材料的性能、试验方法及其选用。
掌握钢的热处理原理,熟悉常用金属材料的热处理方法及其选用。
了解常用工程塑料、特种陶瓷、光纤和纳米材料的种类及应用。
3.掌握机械产品设计的基本知识与技能,能熟练进行零、部件的设计。
熟悉机械产品的设计程序和基本技术要素,能用电子计算机进行零件的辅助设计,熟悉实用设计方法,了解现代设计方法。
4.掌握制订工艺过程的基本知识与技能,能熟练制订典型零件的加工工艺过程,并能分析解决现场出现的一般工艺问题。
熟悉铸造、压力加工、焊接、切(磨)削加工、特种加工、表面涂盖处理、装配等机械制造工艺的基本技术内容、方法和特点并掌握某些重点。
熟悉工艺方案和工艺装备的设计知识。
了解生产线设计和车间平面布置原则和知识。
5.熟悉与职业相关的安全法规、道德规范和法律知识。
熟悉经济和管理的基础知识。
了解管理创新的理念及应用。
6.熟悉质量管理和质量保证体系,掌握过程控制的基本工具与方法,了解有关质量检测技术。
7.熟悉计算机应用的基本知识。
熟悉计算机数控(CNC)系统的构成、作用和控制程序的编制。
了解计算机仿真的基本概念和常用计算机软件的特点及应用。
8.了解机械制造自动化的有关知识。
Ⅱ.考试内容一、工程制图与公差配合1.工程制图的一般规定(1)图框(2)图线(3)比例(4)标题栏(5)视图表示方法(6)图面的布置(7)剖面符号与画法2.零、部件(系统)图样的规定画法(1)机械系统零、部件图样的规定画法(螺纹及螺纹紧固件的画法齿轮、齿条、蜗杆、蜗轮及链轮的画法花键的画法及其尺寸标注弹簧的画法)(2)机械、液压、气动系统图的示意画法(机械零、部件的简化画法和符号管路、接口和接头简化画法及符号常用液压元件简化画法及符号)3.原理图(1)机械系统原理图的画法(2)液压系统原理图的画法(3)气动系统原理图的画法4.示意图5.尺寸、公差、配合与形位公差标注(1)尺寸标注(2)公差与配合标注(基本概念公差与配合的标注方法)(3)形位公差标注6.表面质量描述和标注(1)表面粗糙度的评定参数(2)表面质量的标注符号及代号(3)表面质量标注的说明7.尺寸链二、工程材料1.金属材料(1)材料特性(力学性能物理性能化学性能工艺性能)(2)晶体结构(晶体的特性金属的晶体结构金属的结晶金属在固态下的转变合金的结构)(3)铁碳合金相图(典型的铁碳合金的结晶过程分析碳对铁碳合金平衡组织和性能的影响铁碳合金相图的应用)(4)试验方法(拉力试验冲击试验硬度试验化学分析金相分析无损探伤)(5)材料选择(使用性能工艺性能经济性)2.其他工程材料(1)工程塑料(常用热塑性工程塑料常用热固性工程塑料常用塑料成型方法工程塑料的应用)(2)特种陶瓷(氧化铝陶瓷氮化硅陶瓷碳化硅陶瓷氮化硼陶瓷金属陶瓷)(3)光纤(种类应用)(4)纳米材料(种类应用)3.热处理(1)热处理工艺(钢的热处理铸铁热处理有色金属热处理)(2)热处理设备(燃料炉电阻炉真空炉感应加热电源)(3)热处理应用(轴类弹簧类齿轮类滚动轴承类模具类工具类铸铁、铸钢件有色金属件)三、产品设计1.新产品设计开发程序(1)可行性分析(市场调研产品定位可行性分析报告)(2)概念设计(设计要求功能分析方案设计设计任务书)(3)技术设计(工作内容与要求机械结构设计设计计算说明书)(4)设计评价与决策(评价目标、准则评价方法)2.机械设计基本技术要素(1)强度、刚度(2)结构工艺性设计(可加工性设计可装配性设计可包装运输的设计原则要点)(3)可靠性(可靠性的评价指标可靠性设计)(4)摩擦/磨损/润滑(摩擦定律磨损定律影响摩擦磨损的因素减少摩擦与磨损的方法)(5)机械振动与噪声(基本概念振动、噪声产生的根源与危害防止和降低振动、噪声的策略措施)(6)安全性(安全设计的原则防护设计)(7)标准化、通用化3.机械零、部件设计(1)机械传动及其零、部件(齿轮的功能特点及设计计算轴的功能特点及设计丝杠的功能特点及设计带传动的功能特点及设计计算减速器的功能特点及设计选用调速器的功能特点及设计)(2)联接、紧固件(螺栓联接的功能特点与设计键的功能特点与设计计算销的功能特点与设计联轴器的功能特点与设计计算过盈联接的功能特点与设计)(3)操作调节与控制件(弹簧的功能特点与设计离合器的功能特点与设计制动器的功能特点)(4)箱体/机架件(箱体、机架的设计准则箱体、机架设计的一般要求箱体、机架的设计步骤)4.气动、液压的传动控制系统(1)常用气动、液压元件(控制阀泵和马达)(2)气、液传动原理及系统设计(气动系统基本管路设计液压系统基本管路设计)(3)常见故障诊断与维护(4)密封设计5.电气传动基础(1)电动机(直流电动机异步电动机同步电动机)(2)电气调速(直流电动机的调速异步电动机的调速)(3)电气制动(直流电动机制动异步电动机制动)(4)电动机的选用6.设计方法与应用(1)计算机辅助设计(概念应用)(2)实用设计方法(工业造型设计优化设计人机工程反求技术模块化设计有限元分析快速原型制造)(3)现代设计方法(并行设计智能设计生命周期设计绿色设计创新设计)四、制造工艺1.工艺过程设计(1)工艺过程基本概念(生产过程工艺过程机械加工工艺过程机械加工工艺规程)(2)工艺规程设计的依据、程序和主要问题(工艺规程设计的依据工艺规程设计的程序工艺规程设计中的主要问题)(3)产品结构工艺性审查(产品结构工艺性审查对象产品结构工艺性审查目的产品结构工艺性审查时应考虑的主要因素产品结构工艺性审查内容)(4)定位基准选择(基准的概念精基准的选择粗基准的选择)(5)工艺路线设计(表面加工方法的选择加工阶段的划分加工顺序的安排工序的合理组合)(6)加工余量确定(加工余量概念影响加工余量的因素确定加工余量的方法)(7)工艺尺寸计算(工艺尺寸链的基本概念基本的工艺尺寸链求解综合的工艺尺寸链的图表计算法)(8)工艺方案的技术经济分析(工艺方案的评价原则工艺方案的分析与比较)(9)典型零件工艺设计示例(箱体件的加工工艺主轴加工工艺圆柱齿轮加工工艺)2.工艺装备的设计与制造(1)工艺装备及其类型(工艺装备工艺装备的类型)(2)工艺装备选择的依据(工艺方案工艺规程工序要求与设备本企业的现有工艺装备条件各类工艺装备的标准、订购手册、图册及使用说明书等)(3)工艺装备的选择与设计的原则(4)工艺装备选择的程序(5)工艺装备设计程序(6)工艺装备设计(或选择)的技术经济评价指标(7)工艺装备的验证(工艺装备验证的目的验证的范围验证的主要内容验证的方法)3.车间平面设计(1)车间生产设备布置原则(2)产品种类与生产分析(按产品(或流水线、生产线)的设备布置方案按工种(或专业化)的设备布置方案成组(或单元)设备布置方案)(3)车间设备的布置方式(机群式布置流水线布置)4.切(磨)削加工(1)切(磨)削加工基本知识(基本概念金属切削率切削力切削热与切削温度刀具磨损与刀具耐用度切削加工方法与特点经济加工精度)(2)车削(常用车削方式典型车削加工表面类型车床类型与适用范围典型的车削加工(非数控车削方法)新的车削技术)(3)铣削(常用铣削方式典型铣削加工表面类型铣床类型与适用范围典型零件表面的铣削超精铣削)(4)磨削(常用磨削方式典型磨削加工表面类型主要磨床类型与适用范围典型零件表面磨削)(5)影响切(磨)削加工质量的因素和改进措施(工艺系统方面的因素工艺过程的因素环境因素提高切削加工质量的原则措施)(6)切削用量的选择(7)切削用的工夹具(机床夹具切削刀具)5.特种加工(1)特种加工方法与特点(2)电火花加工(电火花成形加工电火花成形加工工艺过程电火花成形加工机床影响电火花成形加工工艺质量的因素及提高措施)(3)电火花线切割加工(电火花线切割加工特点电火花线切割加工工艺过程电火花线切割加工设备线切割加工的主要工艺质量指标影响工艺经济性的因素与分析)(4)激光加工(激光加工原理、特点和分类激光加工设备激光打孔激光切割)(5)超声加工(超声加工的原理与特点超声加工设备超声加工工艺参数及其影响因素超声加工的应用)6.铸造(1)铸造及其特点(铸造工艺基础铸造工艺设计铸造工艺文件)(2)砂型铸造(造型材料铸铁件铸造铸钢件铸造铜、铝合金铸件铸造)(3)金属型铸造(铜合金铸件铝合金铸件)(4)压铸(压铸件的结构压铸合金压铸机)(5)熔模铸造(熔模铸件的结构熔模铸造的工艺参数模型壳的特点及应用)(6)铸造工艺装备(模样模板芯盒砂箱)7.压力加工(1)压力加工及其分类(压力加工的涵义和特点压力加工的分类与应用)(2)锻造(自由锻模锻)(3)冲压(冲压加工的特点冲压工艺分类冲压工艺的应用要求)(4)影响锻压加工质量的因素及其提高的措施(5)压力加工用的工艺装备(冲压模设计热锻模设计胎模结构设计快速经济制模技术)8.焊接(1)焊接方法和特点(熔焊工艺基础弧焊电源及其特性焊接工艺)(2)电弧焊(手弧焊及其设备埋弧焊)(3)氩弧焊(4)气焊(气焊与气割设备选用气焊工艺参数的选择气焊工艺参数的选择)(5)焊接工艺装备(焊接用夹具焊接辅助加工装置焊接操作机)9.表面处理(1)表面处理的特点和分类(表面处理特点表面工程技术分类)(2)涂装技术(涂装材料涂装工艺与装备涂膜干燥典型产品涂装涂膜质量的评价)(3)热喷涂技术(常用热喷涂工艺分类和热喷涂技术特点热喷涂工艺流程热喷涂工艺方法热喷涂材料热喷涂技术的应用热喷涂涂层质量评定)(4)电镀(电镀的实施方式电镀的工艺过程影响镀层质量的因素电镀种类及应用电镀层质量评价)10.装配(1)基本知识(组装、部装、总装装配单元、基准零件与基准组件、基准部件装配精度影响装配质量的主要因素)(2)装配尺寸链及装配方法(装配尺寸链装配方法)(3)装配方法类型及其选择(完全互换装配法部分互换装配法(亦称大数互换装配法)选择装配法修配装配法调整装配法)(4)典型部件装配(滚动轴承部件装配圆柱齿轮传动部件装配)五、管理/经济1.安全/环保(1)设备维护保障(保养)与安全操作(设备的维护保障(保养)加工和起重机械的安全机器人、数控机床和自动生产线的安全技术)(2)常见劳动安全与卫生防范(防火、防爆防触电和静电防噪声)(3)环境保护(工业废气、废水、固体废弃物及其处理技术环保法律、法规及标准清洁生产ISO14000环境管理系列标准介绍)2.与职业相关的道德、法律知识(1)公民基本道德规范(2)公民道德建设的主要内容(3)机械工程师职业道德规范(4)财务及税务制度(会计基本制度财务三表税种、税率)(5)知识产权法(基本知识专利法商标法著作权法反不正当竞争法)(6)现代企业制度相关法律(公司法合同法招投标法生产许可制度)(7)WTO规则和政府产业政策(历史和我国的承诺WTO基本原则WTO的四大宗旨反补贴与反倾销加入WTO对我国社会的影响)3.工程经济(1)经济学基本概念(需求供给供给和需求平衡市场市场经济指令经济和混合经济)(2)成本分析(成本的分类量—本—利之间的关系量—本—利分析)(3)价值工程(价值工程的基本概念实施价值工程的基本程序产品功能分析产品功能评价提出改进设想分析与评价方案试验,检查,评价效果)4.管理(1)管理的基本职能(管理的重要性和工作性质管理的基本职能)(2)现代企业制度(企业所有制两权分离企业财产组织形式公司治理结构)(3)生产率分析与提高(生产率方法研究时间研究熟练曲线)(4)物流基础(物流及其系统的基本概念制造企业的物流系统常用物料搬运设备的特点及选用供应链和供应链管理)(5)现场管理(5S活动定置管理)5.管理创新(1)制造模式的变化和先进制造模式(制造模式从大量生产开始成组技术、数控技术和单元制造——多品种成批生产的解决方案当代的先进制造模式)(2)MRP/MRPⅡ/ERP(MRPMRPⅡERP)(3)精益生产(准时制(JIT)生产看板管理)(4)项目管理(项目及项目管理概念项目管理三要素和目标项目管理的过程和内容)(5)灵捷制造(灵捷制造战略产生背景灵捷制造战略的基本概念企业灵捷化案例)六、质量管理/质量控制1.质量管理/质量保证(1)质量/产品质量(质量定义产品质量和质量特性产品质量的形成与质量职能及职责)(2)质量管理和全面质量管理(质量管理的含义质量管理的发展全面质量管理的特点全面质量管理的基础工作)(3)ISO9000族标准与质量体系(ISO9000族标准的产生与发展ISO9000族标准的构成与内容质量保证和质量体系建立)(4)质量认证(质量认证的类型产品质量认证质量体系认证)2.过程质量控制(1)质量控制概念(2)过程质量控制的基本工具(统计分析表排列图因果图)(3)统计过程控制工具(直方图工序能力和工序能力指数Cp控制图)(4)相关分析(相关图(散点图)法回归方程法相关分析在质量控制中的用途)3.计量与检测(1)产品制造中的计量与检测(2)几何量测量(测量基准长度测量用的器具角度测量器具形状测量器具)(3)机械量测量(力、重量的测量力矩的测量位移测量转速测量振动测量)(4)其他物理量测量(温度测量压力测量噪声测量)七、计算机应用1.计算机应用的基本知识(1)微机的构成及种类(2)常用微机的结构性能特点(十六位微机(8086/8088CPU)的结构性能特点八位微机(Z80CPU)的结构性能特点单片机的结构性能特点I/O接口及存储器的扩展可编程逻辑控制器(PLC))(3)微机软硬件的选用原则2.计算机仿真(1)仿真的基本概念(2)计算机仿真的发展和意义(3)计算机仿真的一般过程(4)仿真在CAD/CAPP/CAM系统中的应用3.计算机数字控制(CNC)(1)CNC控制程序编制基础(CNC加工程序编制的内容及步骤普通程序格式及典型程序代码)(2)CNC程序编制方法(手工编程与自动编程手工编程举例程序语言方法自动编程流程及APT编程简例普通程序格式)(3)直线插补与圆弧插补4.CAD/CAPP/CAM/CAE(1)CAD/CAPP/CAM的基本概念(2)CAD/CAPP/CAM的基本功能和工作流程(3)计算机辅助设计(CAD)(4)计算机辅助工艺规程设计(CAPP)(5)计算机辅助制造(CAM)(6)CAD/CAPP/CAM的应用状况八、机械制造自动化1.机械制造自动化发展及其技术内容分类2.加工作业自动化(设备自动化)(1)刚性自动化加工设备(普通的自动化机床组合机床刚性自动线)(2)柔性自动化加工设备(数控机床加工中心)3.物流自动化(1)物流概念和功能(2)物流自动化设备分类(上、下料/装卸自动化设备传输/搬运自动化设备存储自动化设备)4.信息流自动化(1)信息涵义与信息流/信息系统(2)信息源(3)信息采集/输入(4)信息处理(5)信息传输与交换(6)信息存储5.管理自动化(1)管理含义及其自动化基础(2)MRP-Ⅱ6.常见的机械制造柔性自动化系统(1)DNC系统(2)FMC(柔性加工单元)(3)柔性自动线(FTL)(4)FMS(柔性制造系统)(5)计算机集成制造系统(CIMS)Ⅲ.有关规定和说明一、考试形式机械工程师资格考试分两个单元分别进行,均为笔试。
铸造 复习题
17、分型面是指两半铸型相互接触的_______________,一般在确定_______________后再选择。
18、芯头是砂芯的_______________、_______________和_______________结构。
10.模底板类型很多,主要有顶箱模底板、快换模底板和()
A、底箱模底板B、交换模底板C、坐标式模底板
11、铸造性能属于金属材料的()。
A.物理性能B.力学性能C.化学性能D.工艺性能
12、用来修整镘光砂型上内外圆角、方角和弧形面的工具是()。
A.砂钩B.成型镘刀C.镘刀D.压勺
13、安放模样时,铸件的重要加工面不应()。
13、铸造用硅砂以_______________、_______________和_______________评定其质量指标。
14、芯头可分为_______________和_______________两大类。
15、常用的砂型定位方法有_______________、_______________两种。
()25.干砂型适用于结构复杂,技术条件要求高、大型、重型铸件的生产。
()26.铸件的加工余量主要取决于铸件的加工精度。
()27.封闭式浇注系统挡渣能力很差,消耗的金属液也较多,但充型平稳。
()28.压边浇口的压边宽度一般为7-12mm。
()29.对要求顺序凝固的铸件,内浇道应开设在铸件壁薄的地方。
A.铸钢件B.铸铁件C.合金钢铸件D.非铁合金铸件
37、一般铸件的浇注位置是指()所处的位置。
A.铸型分型面B.内浇道进入处C.直浇道上浇注系统D.铸型浇注时所处位置
铸件结构工艺性-

2021/4/8
17
2021/4/8
18
2021/4/8
19
§1-6 特种铸造
一、熔模铸造
1、定义:是在易熔模样表面包覆数层耐 火涂料,待其硬化干燥后,将模样熔去 而制成型壳,经浇注而获得铸件的一种 方法。
2、熔模铸造的工艺过程 如图所示
2021/4/8
20
3、熔模铸造的结构特点
2021/4/8
等。重量从几克~50k金属液浇入旋转的铸型中, 在离心力作用下,成形并凝固的铸造方法。 可用金属型,也可用砂型,适合铸造中空 铸件,又能铸造成形铸件。
2、离心铸造机:分为立式和卧式二大类, 如图所示。立式离心铸机的铸型绕垂直轴 旋转,生产高度小于直径的圆环类铸件 (注意有二个缺点:上薄下厚和内表面气 体及夹杂多);卧式铸机绕水平轴旋转, 主要生产长度大于直径的管、套类铸件。
2021/4/8
24
(1)金属型预热
(2)刷涂料
(3)浇注
(4)开型时间
4、金属型铸造的特点及应用范
围
2021/4/8
25
金属型铸造的优点:
(1)铸型冷却快,组织致密,机械性 能高。
(2)铸件的精度和表面质量较高尺寸 公差为IT11-IT14,表面粗糙度Ra值可达 12.5~6.3μm。
(3)浇冒口尺寸较小节约金属。
2021/4/8
32
离心铸机示意图
2021/4/8
33
3、离心铸造的特点
离心铸造的优点:
(1)铸件组织致密,无缩孔、缩松、气 孔、夹渣等缺陷。这些均集中在内表面。
2021/4/8
27
三、压力铸造
1、定义:将熔融 金属以高速压射 入金属型内并在 压力下结晶。 2、压铸机和 压铸工艺过程
简述铸造工艺对铸件结构的要求

简述铸造工艺对铸件结构的要求铸造工艺是制造铸件的常用工艺之一,具有成本低、生产效率高、生产周期短等优点。
在铸造工艺中,铸件结构的合理设计对提高工艺性能、提高产品质量和降低成本起着重要作用。
首先,铸造工艺对铸件结构要求有以下几点:1.简洁性:铸件的结构设计应尽量简洁,减少过多的孔洞、内腔和悬臂等复杂形状,以降低铸件的成本和制造难度。
2.精确性:铸件的结构设计要考虑到所需的精度和尺寸变化,在设计过程中要保证铸件的尺寸精度和形状精度。
3.可焊性:在铸造工艺中,铸件需要与其他零件进行焊接,因此铸件的结构设计要符合焊接要求,保证焊接良好。
4.强度和刚度:铸件结构设计要考虑到所需的强度和刚度,保证铸件在使用过程中的稳定性和可靠性。
5.声学性:铸件结构设计要考虑到声学要求,避免铸件在使用过程中产生过多的噪音。
其次,铸造工艺对铸件结构要求的具体内容如下:1.浇注系统:铸造工艺要求铸件具有合理的浇注系统,包括浇注口、导流冒、浇口、深水孔等。
浇注系统的设计合理与否直接影响到熔铁的进入、充实和充实性能,影响到铸件的质量。
2.冷却系统:铸造工艺要求在铸造过程中有效控制铸件的冷却速度,避免产生太多的内部应力和组织不均匀等缺陷。
冷却系统的设计包括冷却通道、冷铁、水冷壁等。
3.支撑系统:在铸造过程中,铸件需要支撑来防止变形和开裂。
支撑系统的设计要考虑到铸件的几何形状、重量和固定方式等因素。
4.清洁性:铸造工艺要求铸件具有良好的清洁性能,避免在铸造过程中产生太多的气泡、夹杂物和夹渣等缺陷。
5.铸型材料:铸造工艺要求铸件的结构设计与所选用的铸型材料相匹配,避免因材料特性不合适而导致的缺陷。
总而言之,铸造工艺对铸件结构的要求主要包括简洁性、精确性、可焊性、强度和刚度、声学性等方面。
合理的铸造工艺设计可以提高铸件的品质和可靠性,降低制造成本,为产品的应用提供可靠的基础。
《铸件结构工艺性》课件

床身的铸造工艺性应良好,以便于制造和维护,同时也 有利于提高床身的质量和可靠性。
结构设计
床身的结构设计应合理,以减小应力集中和热变形,提 高床身的使用寿命和稳定性。
大型船用柴油机曲轴铸件结构工艺性分析
01 总结词
02 详细描述
03 形状和尺寸
04 材料
05 冷却系统
大型船用柴油机曲轴铸件 结构工艺性分析主要关注 曲轴的形状、尺寸、材料 、冷却系统等要素,以确 保曲轴的强度、刚度和耐 久性。
大型船用柴油机曲轴铸件 是柴油机的重要组成部件 ,其结构工艺性对柴油机 的性能和使用寿命有着重 要影响。在分析大型船用 柴油机曲轴铸件结构工艺 性时,需要考虑以下几点
曲轴的形状和尺寸应符合 柴油机的整体设计要求, 以确保柴油机的性能和稳 定性。
曲轴的材料应具有良好的 强度、刚度和耐久性,以 承受柴油机工作过程中的 各种载荷和应力。
发展
现代铸造技术的发展对铸件结构工艺 性提出了更高的要求,同时也推动了 铸件结构工艺性的发展。未来,铸件 结构工艺性将更加注重环保、节能和 可持续发展等方面。
02
铸件结构工艺性原则
铸造工艺对铸件结构的要求
简化模具结构
铸件结构设计应尽量简单,以 减少模具的制造难度和成本。
减少浇注系统
合理设计浇注系统,减少不必 要的浇道和冒口,提高金属液 的利用率。
THANKS
感谢观看
铸造斜度与过渡尺寸
铸造斜度的作用
铸造斜度可以改善铸件的铸造性能,减 少铸造缺陷,提高铸件的质量和性能。
VS
过渡尺寸的设计
过渡尺寸的大小应根据铸件的结构和工艺 要求确定,以实现平稳过渡,减少应力集 中和铸造缺陷。
04
第四章 铸件结构与工艺设计

铸件结构设计 砂型铸造工艺设计 铸造工艺设计实例
第一节 铸件结构设计
铸件结构不仅会直接影响到铸件的力学性 能、尺寸精度、重量要求和其它使用性能, 同时,对铸造生产过程也有很大影响。 所谓铸造工艺性良好的铸件结构,应该是 铸件的使用性能容易保证,生产过程及所 使用的工艺装备简单,生产成本低。 铸件结构要素与铸造合金的种类、铸件的 大小、铸造方法及生产条件密切相关。
(压铸)便于取出铸件的设计
熔模铸件平面上的工艺孔和工艺肋
2.铸件的组合设计 2.铸件的组合设计
因工艺的局限而无法整铸的结构,应采用组合设计。
铸钢底座的铸焊
组合床身铸件
a)砂型铸件改为b)组合压铸件 a)砂型铸件改为b)组合压铸件
第二节 砂型铸造工艺设计
1) 2) 3) 4)
砂型铸造工艺具体设计内容包括: 选择铸件的浇注位置和分型面; 确定工艺参数(机械加工余量、起模斜度、铸造圆 角、收缩量等); 确定型芯的数量、芯头形状及尺寸; 确定浇冒口、冷铁等的形状、尺寸及在铸型中的 布置等。 然后将工艺设计的内容(工艺方案)用工艺符号或文 字在零件图上表示出来,即构成了铸造工艺图。
冒口 上 中 上 下
中 下 放收缩率1% 放收缩率1% 余量:上面>侧面> 余量:上面>侧面>下面 单件小批 手工三箱造型 大批量
外 型 芯 块
两箱机器造型
第三节 铸造工艺设计实例
例1:支架零件铸造工艺设计
材料为HT200,单件、小批量生产工作时承受中等 静载荷,试进行铸造工艺设计。
1.零件结构分析: 零件结构分析: 零件结构分析 筒壁过厚,转角处未采用圆角。修改后的结 构如图b)所示。 选择铸造方法及造型方法: 2.选择铸造方法及造型方法: 3.选择浇注位置和分型面
铸件结构工艺性

一. 铸造工艺对铸件结构的要求
2 铸件内腔的设计
一. 铸造工艺对铸件结构的要求
2 铸件内腔的设计 (2) 型芯要便于固定、排气和清理
型芯最好依靠型芯头固定, 尽量避免用型芯撑(使用 型芯撑有时造成渗漏), 同时型芯的排气和清理要方便。
一. 铸造工艺对铸件结构的要求
2 铸件内腔的设计
铸件结构斜度在设计 一. 铸造工艺对铸件结构的要求
液填充,易产生浇不足 和冷隔缺陷。
图2-41 罩壳铸件
故在设计时应避免大水平面, 或将大平面倾斜。
一. 铸造工艺对铸件结构的要求
1. 铸件外形的设计
(1) 分型面尽量减少, 并尽可能为平面
分型面容易使铸件生产错型,影响铸件外 形和尺寸精度,应力求避免两个以上的分型面. 对于机器造型,只允许一个分型面。
一. 铸造工艺对铸件结构的要求
1. 铸件外形的设计
一. 铸造工艺对铸件结构的要求
(2) 铸件外形应尽量方便造型
必要时在铸件薄弱部位设置加强肋板或筋板合理设计铸件壁厚铸件尺寸合金20020020020050050010126101250050018201520铸件壁厚尽可能均匀铸件壁厚均匀是避免因壁厚差别而形成热圆角过渡铸件壁之间圆角过渡可避免产生缩孔缩松以及砂眼和粘砂
§1. 4 铸件结构的工艺性
内容
一. 铸造工艺对铸件结构的要求
时考虑到铸造起模方便, 在垂直
3 铸件结构斜度的设计
于分型面的不加工立壁上应设计出
斜度。一般, 金属模机器造型的设计斜度为
0.5~1°;手工造型为1~3°; 铸件内壁的斜度大于外侧面。
二. 合金铸造性能对铸件结构的要求
1 合理设计铸件壁厚
铸件壁厚设计应大于该合金在一定条件下所
第三、四节 砂型(芯)制造、砂型铸件结构的工艺性
二、机器造型
2、机器造型的起模方法 1)顶箱起模:如图1所示。机构简单,但易漏砂,用于型 腔简单高度小的铸型,多用于上型,以省却翻箱。 2)漏模起模:如图2所示。一般用于形状复杂或高度较大 的铸型。 3)翻转起模:如图3所示。机构较复杂,但不易掉砂,适 用于型腔较深,形状复杂的铸型,常用于下型。 四、造型生产线
图1 顶箱起模
1—模板 2—顶杆 3—砂箱
图2 漏模起模
1—模板 4—型砂 5—模样平面部分 6—模样凸起部分
第五节 铸件结构工艺性
铸件结构工艺性指铸件结构应符合铸造生产要求,满足 铸造性能和铸造工艺对铸件结构的要求。
一、铸造工艺对铸件结构的要求
铸件结构设计,除应满足零件的使用要求外,还应使 铸造工艺过程简化,以提高生产和质量,且成本降低。 1、铸件外形设计 设计时应尽量避免侧凹、窄槽和不必要的曲面。 如图6的箱盖铸件;图7的箱体铸件;图8的托架结构;图9 的凸台。
将造型机和其它辅机(翻转机、下芯机、合型机、压铁 机、落砂机等)按造铸造工艺流程,用运输设备(铸型输 送机或辊道)联系起来,组成一套机械化、自动化铸造生 产系统。如图4、5所示。
生产过程录像
思考题:
1、手工造型常用哪几种造型方法,各适用于何种零件?
2、机器造型有何优缺点,有哪几种紧砂方法、起模方法?
第五节 铸件结构工艺性 一、铸造工艺对铸件结构的要求
2、铸件内腔设计
尽量减少不必要的型芯;需要型芯时应考虑支撑、 排气、清砂要求。对薄壁和耐压零件尽量不用芯撑,可 采用工艺孔。
如图 10 的内腔设计;图 11 的轴承架结构;图 12 的工艺孔。 3、考虑结构斜度 垂直于分型面的非加工面应设计结构斜度,以便于起模。
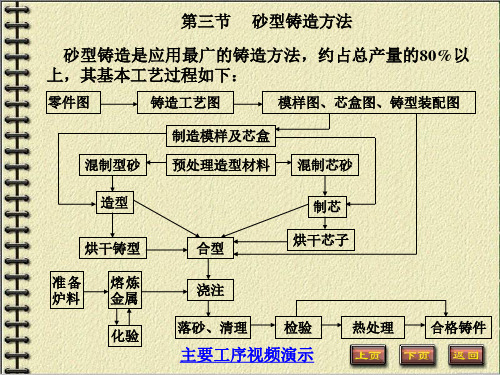
第三节
第1章 铸造(第4节)

3)铸件壁与壁的连接要逐步过渡
为减少应力集中,防止铸造过程中产生裂纹, 铸件壁从厚到薄或从薄到厚的连接应逐步过渡, 避免截面突变。
图1-51 壁厚逐步过渡
3、避免铸件收缩受阻的设计
铸件收缩受阻时,易产生内应力,从而产生裂纹,故 应尽量避免受阻收缩。如图1-52的轮辐可采用奇数轮辐数 或采用弯曲轮辐。直线形奇数轮辐,可借助轮辐本身的微 量变形自行减少内应力。
所谓铸件壁厚尽可能均匀,并非指铸件所有 的壁厚完全相同,而是使铸件各壁的冷却速 度相近,如铸件内壁由于散热条件较差,因 此要求内壁厚度应小于外壁,使铸件内、外 壁冷却速度相近,如图2-47所示。
此外,利用加强筋来减少铸件 的壁厚,见图1-48所示。
2、铸件壁间连接的设计
为减少热节、防止缩孔,减少应力,防止裂纹,壁间 应圆角连接并逐步过渡。如图1-52所示。
铸件侧壁上若有凹入部分,会妨碍起模,通常需要增 加砂芯才能形成铸件凹入部分的形状。见图2-38a所示端 盖铸件。由于上面是凸缘法兰,使铸件具有两个分型面, 采用三箱造型或者增加环形外型芯,使造型工艺复杂。改 进设计后,见图2-38b所示,取消了下部法兰凸缘,使铸
件仅有一个分型面,简化了造型工艺。
2)分型面应是平面,铸件外形应去掉不必 要的外圆角。
图1-54 防止变形的铸件结构设计
二、铸造工艺的影响
铸件结构设计,除应满足零件的 使用要求外,还应使铸造工艺过程简 化,以提高生产和质量。
1、铸件外形设计 设计时应尽量避免侧凹、窄槽和不必 要的曲面。图1-56的箱体铸件;图1-57的托 架结构。
图1-56 箱体的结构
图1-57 托架结构
1)避免铸件外表面侧凹
2)铸件的临界壁厚:厚壁铸件,易产生 缩孔、缩松、晶粒粗大等缺陷,力学性能 下降,故存在一个最大壁厚;一般取最小 壁厚的三倍。
铸件结构工艺性分析.

铜合金铸件铸造技术 课程
铸件结构工艺性分析
2.铸件 结构 分析 的要 点
1)最 小壁 厚
2)最 小孔 和槽
3)壁 厚的 均匀 性和 壁的 连接
4)平 面大 小
5)顺 序凝 固的 要求
铸件结构设计要力求避免分散的和孤立的热 节,便于实现顺序凝固,以防止产生缩孔和缩 松。
使用横浇道的浇冒口系统
铜合金铸件铸造技术 课程
最大深度 孔的直径 3~5 通孔 5~10 盲孔 5
>5~10
>10~20 >20~40 >40~60
>10~30
>30~60 >60~120 >120~200
>5~15
>15~25 >25~50 >50~80
>60~100
>100
>200~300
>300~350
>80~100
>100~120
铜合金铸件铸造技术 课程
铸件结构工艺性分析
1)最小壁厚 2) 最小孔和槽 3)壁 厚的均匀性和壁的 连接 4)平面大小
2.铸件结构分析的 要点
5)顺序凝固的要 求
注意事项
需要指出的是,铸件结构主要是零件设计人员根据零件的使用要 求及生产、加工等方面要求设计决定的,对某些工艺结构不很合理的 铸件,铸造技术人员应和设计、加工等方面技术人员协商解决。 同时,铸件结构工艺性并不是一个一成不变的概念。随着生产技术、 新材料、新工艺的创新和应用,铸件结构的工艺性问题也会发生变化, 原来难以铸造的铸件变得简易可行了。 ★★第一节课到此结束
铜合金铸件铸造技术 课程
铸件结构工艺性分析
2.铸件结 构分析的 要点 1)最小壁 厚 2)最 小孔和槽
3)壁厚的 均匀性和 壁的连接
4)平面大 小
材料成型工艺基础部分(中英文词汇对照)

材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1、1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing 糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1、2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1、3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1、4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement热锻:hit-forging温锻:warm forging2、1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature 2、2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2、3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2、4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2、5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3、1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding 高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3、2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3、3 常用金属材料的焊接焊接性:weldability焊接方法:welding method 焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel 有色金属:nonferrous metal 3、4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4、1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶: solid solubility化合:combination4、2 粉末冶金的工艺流程制备:preparation预处理:anticipation电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5、1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5、2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5、3 其她金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6、1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6、2 工业陶瓷制品的成型技术干燥:drying坯料:blank润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding6、3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7、1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7、2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind7、3 陶瓷复合材料成型技术料浆:slurry溶胶-凝胶法:sol-gel method化学气相沉积: chemical vapor deposition (CVD)原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy 工程塑料:engineering plastics 工程陶瓷:engineering ceramics。
零件铸造工艺性分析

1.合金的铸造性能对零件结构的要求
(1)铸件壁厚 1)铸件壁厚应适当
a)不合理
b)合理
2)铸件壁厚应均匀:
铸件各部位应均
不孔、缩
松、裂纹等缺陷。
合 理
3)内壁厚度应小于外壁:
铸件内部的肋、壁等散热条件差,冷却速度慢, 故内壁厚度应比外壁薄,以使整个铸件均匀冷却,
内外壁应有相应斜度, 且内壁倾斜还有利于以砂垛取代型芯。
(2)铸件的内腔
1)内腔形状应利于制芯或省去型芯: 简单的内腔形状, 可简化芯盒结构及便于制芯。
2)应利于型芯的固定、排气和清理: 当芯头数量不足时,下芯时需采用吊芯、 芯撑等,造型费工,排气和清理困难。 措施:增设工艺孔,可增加芯头数目。
(3)大件和形状复杂件可采用组合结构:
组合铸件: 即将其分为若干件分别铸造,再通过焊 接或机械连接等方法组合为一体。
优点: 1)简化工艺,保证质量; 2)减少设备,缩短生产周期; 3)可解决切削加工工艺上的一些困难。
(1)铸件外形: 1)应利于减少和简化铸型的分型面, 铸型的分型面数目应尽量少, 并应尽量避免不平的分型面, 以利于造型。
2)侧凹和凸台不应妨碍起模,
应尽量避免外部侧凹和凸台, 或将侧凹延伸至铸件小端,
凸台延伸至铸件大端。 3)垂直于分型面的非加工面应具有结构斜度:
结构斜度:是零件结构本身所具有的斜度。 目的:便于造型时取出模样。
不 合 理
合 理
3)应避免壁厚突变:
在厚、薄壁连接处应避免壁厚突变, 以防产生应力集中而开裂。
●壁厚差别较小时可采用圆角过渡; ●壁厚差别较大时可采用楔形连接。
(3)防止铸件变形:
1)壁厚不均匀的梁、 杆件,产生扰曲变 形。
铸造练习题及答案
铸造练习题一、判断题(本大题共91小题,总计91分)1.(1分)浇注温度过低,则金属液流动性差,铸件易产生气孔、缩孔、粘砂等缺陷。
()2.(1分)金属型铸造主要用于大批量生产形状简单的钢铁铸件。
()3.(1分)机床中的床身、床腿、尾座、主轴箱体、手轮等是用铸造方法生产的。
()4.(1分)熔模铸造与金属型铸造相比较,前者得到的铸件晶粒细。
()5.(1分)离心铸造的主要优点是不需型芯和浇注系统,它主要适合于生产圆筒形内腔的铸件。
()6.(1分)修补铸件的常用方法有补焊法、渗补法、熔补法和金属喷涂法等。
()7.(1分)模样用来形成铸型型腔,铸型用于形成铸件的外形等。
芯盒用来制造砂芯(型芯),型芯用于形成铸件的内孔、内腔或局部外形。
()8.(1分)浇注温度过高,则金属液吸气多,体收缩大,铸件易产生浇不到、冷隔等缺陷。
()9.(1分)对于承受动载荷,要求具有较高力学性能的重要零件,一般采用铸件作毛坯。
()10.(1分)确定浇注位置时宽大平面应朝下,薄壁面朝上,厚壁朝下。
()11.(1分)造型材料应具有高的耐火度,即型砂承受高温作用而不软化、不熔融的能力。
若型砂耐火度差,易使铸件产生粘砂缺陷。
()12.(1分)造型材料应具有高的硬度、耐火度,还应有良好的透气性、流动性、退让性等。
()13.(1分)当铸件的最大截面不在端部,模样又不便分开,造型时常采用分模造型。
()14.(1分)尺寸较大的铸件或体收缩较大的金属应设冒口,冒口可设在铸件的上部、中部或下部。
()15.(1分)在不增加壁厚的条件下,选择合理的截面形状和设置加强筋可提高铸件承载能力。
()16.(1分)铸件中的气孔能增加毛坯材料的透气性。
()17.(1分)砂型铸造手工造型的适用范围是中小批量和单件生产。
()18.(1分)最大截面在中部的铸件,一般采用分块模三箱造型。
()19.(1分)假箱造型时,假箱起底板作用,只用于造型,不参予合型浇注。
()20.(1分)型砂中的附加物包含有木屑,其作用是改善型砂的透气性。
铸件设计方面

铸件结构工艺性基本要求一.铸件结构设计方面1.铸件壁厚设计铸件壁厚不能过薄:铸件壁厚过薄,在生产铸件时会出现铸件浇不足和冷隔等缺陷,这是因为过薄的壁厚不能保证铸造合金液具有足够的能力充满铸型。
通常,在一定铸造条件下,每种铸造合金都存在一个能充满铸型的最小壁厚。
设计铸件时应使铸件的设计壁厚不小于最小壁厚。
这一最小壁厚与铸造合金液的流动性以及铸件的轮廓尺寸有关。
对于采用砂型铸造各种铸造合金铸件的最小壁厚,在设计铸件时应参考表至表表砂型铸造铸铁件的最小壁厚(单位:mm)表砂型铸造铸钢件的最小壁厚(单位:mm)表 砂型铸造镁合金和锌合金铸件的最小壁厚 (单位:mm )表砂型铸造铝合金铸件的最小壁厚 (单位:mm )表 砂型铸造铜合金铸件的最小壁厚 (单位:mm )铸件壁厚不能过厚:铸件壁厚过厚,在生产铸件时会出现铸件疏松等缺陷,铸件壁厚超过一定厚度(俗称铸造合金的临界壁厚)时,铸件的力学性能并不按比例随着铸件厚度的增加而增加,反而是显著地下降。
因此设计铸件时,铸件壁厚不能设计的过后,更不能超过铸造合金的临界壁厚。
对于可锻铸铁,为了保证获得白口坯件,其壁厚更不能过厚;对于球墨铸铁件,为防止厚大件易出现球化衰退现象,造成球化不良,使铸件的力学性能显著恶化,其壁厚亦不宜过厚。
通常,砂型铸造各种铸造合金的临界壁厚可按最小壁厚的3倍来考虑。
也可按表至表来确定。
对于设计薄壁铸件来说临界壁厚的数值更具有直接的参考价值;对于设计重型铸件亦可参考临界壁厚数值,从选择合理的断面结构形状着手,以尽量避免过分厚实的断面。
表砂型铸造各种铸造合金的临界壁厚(单位:mm)表碳素钢铸件砂型铸造的临界壁厚(单位:mm)表铸钢件的合理壁厚(单位:mm)2.壁厚不得有急剧变化如果设计铸件时,铸件各个部分的壁厚设计得相差悬殊,并有急剧变化,那么在生产铸件时,薄壁部分冷却快,合金液会先凝固;而厚壁部分冷却慢,易形成热节,在凝固收缩时因合金液补缩不足会使铸件产生缩孔、缩松和内应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下水道井盖
Niagara Falls
结构问题
不加工面的结构斜度 圆角过渡
均匀壁厚
结束
构要求非常严格。由于钢的流动性差、收缩率高, 因此,铸钢件的壁厚不能过薄、热节要小,并便 于通过顺序凝固来补缩;同时,为防止裂纹,筋、 辐的布置要合理。
三个小问题
• 空心球铸造容易吗?
– 操作不易:不易下芯 – 裂纹:型芯阻止收缩
• 下水道的井盖为什么 有网状花纹
– 收缩、强度
• 砂箱箱带的条纹
下水道井盖
注意:结构斜度与拔模斜度的区别:
拔模斜度是在制定铸造工艺时,为了拔模方便而 加上去的,一般要切削掉,斜度值较小。
结构斜度是在设计时考虑加上去的,不会被加工 掉,且斜度值较大。
二、合金的铸造性能对铸件结构的要求
与合金的铸造性能有关的缺陷包括:浇不足、 冷隔、缩孔、缩松、铸造应力、变形和裂纹等。而 采用合理的铸件结构便可消除这些缺陷。
第五节 铸件结构工艺性
一、铸造工艺对铸件结构的要求
铸件结构应尽可能使制模、造型、造芯、合 箱和清理过程简化,并为实现机械化生产创造 条件。见P40-43,表1-13。 (一) 铸件的外形——应便于起模
1. 避免外部侧凹
侧凹需用型芯才能形成,使用型芯将增加生产 工序,增大生产成本。或用三箱造型生产。—— 因此必须避免外部侧凹。
小,对铸件壁厚的均匀性、壁间的过渡、轮辐形式 等要求均没有铸钢严格,但是其壁厚对力学性能的 敏感性大,故以薄壁结构最为适宜;但又要防止极 薄的截面,以防出现白口组织。同时,灰铸铁的牌 号越高,其铸造性能随之变差,铸件的结构要求也 随之增高。但孕育铸铁可设计为较厚的铸件。
3、对于铸钢件,由于其铸造性能差,对铸件的结
2. 对于细长易挠曲变形的铸件应设计为对称截面。 3. 合理设置加强筋,以提高平板铸件的刚度,防止 变形。 4. 设计铸件的筋、辐时,应尽量使其得以自由收缩, 以防产生裂纹——采用弯曲或奇数轮辐。
结论:
1、由于各类合金的铸造性能不同,因而它们的结
构也各有其特点。
2、对于灰口铸铁,由于其缩孔、缩松、热裂倾向
取模方向
C
A
D
B
2. 分型面应尽量平直
弯曲的分 型面 平直的 分型面
左图如果把分型面取在图示位置,则需要挖砂造型, 否则不能起模。
3. 凸台、筋条的设置应便于起模
其解决办法是:将凸台延长至分型面,则可省去 活块或型芯。
图中的筋条和凸台的阴影处妨碍起模。 其解决办法是:将筋条和凸台顺着起模方向布置, 容易起模。
设计原则:
(1) 内壁<外壁;加工余量也应考虑进去;
(2) 收缩率大的合金,需要冒口补缩,则应使铸件结 构便于实现顺序凝固。
便于实现顺序凝固
(二) 铸件壁的联接(或转角)
——避免金属积聚和内应力 1. 铸件的壁的连接处应有结构圆角 ——铸件结构 的基本特征 结构圆角可使铸件壁间的转角处避免热节、减 轻应力集中、改善结晶方向,从而提高转角处的机 械性能。外圆角还可美化铸件外形;内圆角还可防 止金属液冲坏型腔尖角。
图中的凸台妨碍起模, 要么用外部砂芯—— 但增加了砂芯使用;
将凸台顺着起模方向 布置,容易起模,该 方案更合理。
型芯 内凹
a) 原设计
b) 改进后的设计
缸体铸件的设计
凸块
a) 原设计
b) 改进后的设计
箱体铸件的设计
(二) 铸件内腔的设计
1. 尽量节省型芯 —— 减少或不用
图A中采用中空结构,必须用悬臂砂芯和型芯撑加固。
b > 2a
R (1 / 6 ~ 1 / 3)[( a b) / 2] R1 R [( a b) / 2] C 3 b a , h (4 ~ 5)C
4. 尽量采用交错接头和环形接头,避免采用交叉接 头——避免产生缩孔和缩松缺陷
(三) 避免变形和裂纹的结构
1.为防止热裂,可在铸件易裂位置增设防裂筋,且 筋的方向必须与机械应力的方向一致。防裂筋的厚 度为联接壁厚的1/4 ~ 1/3。
12 ~ 20
----
铸件壁也不能太厚,以免浪费材料、增加重量。 另外,壁太厚会使铸件冷却速度降低,晶粒粗大,机 械性能下降。 可改变铸件截面形状,如采用丁字形、工字形、 槽形或箱形结构,以提高承载能力。
2. 铸件的壁厚应尽可能均匀 如果铸件各部分的壁厚差别过大,则在厚壁处容易 产生缩孔、缩松缺陷;同时,由于壁厚的差别引起各处 冷却速度的差异,将形成热应力,严重时可使铸件的厚 薄壁连接处产生裂纹。
(一) 铸件的壁厚
1. 壁厚应适当
铸件壁厚应大于最小壁厚,否则易产生浇不足、 冷隔缺陷。
砂型铸造铸件的最小壁厚(mm) 铸件尺寸 铸钢 灰口铸铁 球铁 可铁
< 200
200 ~ 500
5~8
3~5
4~6
3~5
10 ~ 12 4 ~ 10
8 ~ 12 6 ~ 8
> 500
15 ~ 20 10 ~ 15
2. 避免锐角联接 ——减小热节和内应力
如果两壁间的夹角 小于90°,则应采 取过渡形式。
3. 厚壁与薄壁间的联接要逐步过渡
——减少应力集中
b 2a
1 1 a b R ~ 铸铁 6 3 2
ab 铸钢 R 4
b > 2a
铸铁 L > 4(b-a) 铸钢 L > 5(b-a)
而图B采用开Leabharlann 结构,可省去型芯。型芯自带型芯
D
图a)中的开口处尺寸较小,必须用型芯才能形成内 腔。 图b)中扩大了其开口,在 D>H 时,可用砂垛形成 内腔,从而省去型芯。
H
2. 应使型芯安放稳固、排气通畅、清理方便
(三) 铸件的结构斜度
铸件上垂直于分型面的不加工表面,最好具有 结构斜度。
铸件的外壁具有结构斜度便于取模,内壁具有结构 斜度便于砂垛取代型芯。