无铅锡钎料(Sn99.3Cu0.7)润湿性试验
无铅锡条Sn-0.7Cu- MSDS数据表

- Page 5 -
影響對象
不適用。
潛在的健康效應(短期接觸)
吸入 眼睛 皮膚 食入 皮膚吸收
潛在的健康效應(長期) 不適用。 毒性資料見第11部分。
使用過程中所產生的煙霧可能影響黏膜及呼吸系統。 可能會對眼睛有暫時的輕微刺激性。 可能使皮膚有輕微的過敏現象。高溫熔融焊料會引起皮膚灼傷。 通常認為是無毒的。大量食入可能會引起胃腸紊亂。 不大可能。
注意:億鋮達不推薦該產品用於普通消費者。
4. 急救 FIRST AID MEASURES 眼睛:用大量清水沖洗眼睛。 皮膚:皮膚灼傷馬上用涼水沖洗。 吸入:呼吸新鮮空氣。不能呼吸時給予人工呼吸。呼吸困難時供氧輔助呼吸。 食入:如被吞食,尋求醫療協助。除非在醫務人員的指導下,否則不可催吐。 醫生注意事項:無特別解毒劑。應給予看護。醫生需根據病人的反應作出判斷。給予治療。
- Page 1 -
F: 物理性能 (Physical Specifications): 比重 (Density): 7.40±0.05 g/cm3 熔點 (Melting Point): 227 oC
品質保證體系流程框架圖 Flow Chart for Quality Guarantee
進料檢驗 (a 本公司質檢部 b 國家認証部門 注:指主料) → 爐中成分檢驗 → 表面處理 檢驗 (錫條) → 助焊劑檢驗 (錫線) → 油壓機壓線檢驗 → 伸(抽)線第一道檢驗 → 伸(抽)線第二道檢驗 → 卷線包裝檢查 → 成品檢驗 → 出貨抽檢
3.標識方法 (Mark) 焊 錫 條 Solder Bar: Sn-0.7Cu ALLOY KG WEIGHT
4.物理特性 (Physical Speciality) 規格 Sort Sn-0.7Cu 5.包裝方式 (Package) 專案 Item 種類 Sorts 錫 條 Solder Bar 6.標準 (Criterion): A: 規 B: 性 soldering. C: 用 途(Usage): 適合於波峰爐或手工爐作業使用. Suitable for wave soldering or dip soldering. 流動性佳, 焊點飽滿光亮. Good spreading and bright solder joint. 格 (Specification): 能 (Capability): Sn-0.7Cu 低熔點焊 , 使用於對溫度要求嚴格產品 . Special for low-temperature 每箱重量 Seight / Case 20 KG 熔點 (℃) Melting Point 227 比重 g/cm3 Spec. Gravity 7.4 拉伸強度 MPa Tensile Strength 32 電阻率 10-9 ohm · m Resistivity 100-150
【doc】Sn-0.7Cu无铅钎料对铜引线材料的润湿性

Sn-0.7Cu无铅钎料对铜引线材料的润湿性Sn一0.7Cu无铅钎料对铜引线材料的润湿性/陈方等?99?Sn一0.7Cu无铅钎料对铜引线材料的润湿性陈方杜长华黄福祥杜云飞(重庆工学院材料学院,重庆400050)摘要采用改性熔炼工艺制备了Sn一0.7Cu改性合金,用润湿平衡法研究了温度,钎剂中卤素舍量浸渍时间对铜引线材料润湿性的影响,并与Sn一37Pb进行了对比.结果表明:升高温度可明显提高润湿性;当用R(非活性)钎剂时,Sn-O.7Cu对铜引线不润湿;随着钎剂中卤素离子的增加,其润湿性得到显着改善.钎剂中卤素舍量以≥0.4wt为宜;随漫渍时间的延长,润湿力明显降低,表明界面存在"失润现象".关键词Sn一0.7Cu无铅钎料润湿钎焊性WettabinityofLead—freeSolderSn一0.7CuontheSurfaceofCopper CHENFangDUChanghuaHUANGFuxiangDUYunfei(Dept.ofMaterialScienceandEngineering,ChongqingInstituteofTechnology,Chongqing 400050)AbstractTheSn一0.7Cualloywaspreparedbyaspecialmeltingtechnique.Severaleffectfactorsonwet—ting,i?e?temperatureofsoldering,CIcontentinflux.wettingtimeetc.,isstudiedbywettingba lancemethodandcomparedwiththeresultsofSn一37Pb.Theresultsindicatethattheriseofthetemperaturecanremarkablyimprove thewettabilityofSn一0.7Cuonthefaceofcopper.Sn一0.7CualloycannotwetcopperwithRtypeflux.Withanin—creaseofCI—contentinflux,thewettabilityofSn一0.7CuremarkablyimprovesandthebestCI—contentismorethan04wt.Wettingforcefallwiththedelayoftime,indicatethereis"lose—wettingphenomena"intheinterfaceofsol—derandcopper.KeywordsSn一0.7Cu,lead—freesolder,wetting,solderability0引言1实验目前,在电子行业中推广无铅软钎焊的要求日渐高涨,已经对整个行业形成巨大冲击[1].Sn—Pb系合金因性能好,成本低而一直是最受欢迎的电子钎料,但由于铅有毒性,含铅钎料正在受到挑战[2.].近年来,美国,日本,欧盟都在大力开发新的合金体系,世界掀起了"钎料无铅化"的热潮n一.所研究的无铅钎料有二元系,三元系,甚至四元系,但多数因存在严重性能问题而不被业内人士看好[1].迄今为止,尚没有一种无铅钎料能够为Sn—Pb钎料的直接替代提供全面的解决方案,目前最有前途的是由Sn,Ag,cu组成的合金,如Sn一0.7Cu,Sn一3.5Ag一0.6Cu及Sn一3.5Ag等少数几个品种_l].相对来说,Sn—Cu系合金因价格便宜,原料来源广泛,因此更具有应用前景.润湿性是制约无铅钎料推广应用的关键因素.文献报道较多的是无铅钎料的物理性能和力学性能,对钎料工艺性能的研究较少,而对Sn一0.7Cu无铅钎料澜湿性的专门研究则尚未见有报道.本文用改性熔炼工艺[1制备了Sn一0.7Cu合金,采用润湿平衡法研究了温度,钎剂卤素含量,浸渍时间等因素对Sn一0.7Cu合金与铜引线润湿性的影响,并与Sn一37Pb进行了比较.目的是为无铅钎料的推广应用提供参考依据.Sn一0.7Cu无铅钎料的制备是先用不锈钢坩埚在保护气氛下进行熔炼,熔炼温度为45O~500.C,待金属熔化后,保温2h,再将熔融合金注入密闭球型容器内,进行真空脱气处理后,在强还原气氛下恒温反应1h,得到改性Sn一0.7Cu合金.性能测试采用SKC一8H润湿平衡可焊性测试仪.测试时将熔融钎料装入测试仪的锡槽内,将制备好的铜引线悬挂在高灵敏度的平衡器上,使引线一端浸入到熔融钎料中的预定深度,作用于引线上的合力通过传感器测定,其信号由计算机处理后打印输出..当铜引线浸入熔融钎料时,引线,钎料和气相将构成一个三相体系,平衡时,满足Yung'S方程]:g+cosO(1)式中:0为润湿角,as为固相与气相之间的表面张力,o|t为固相与液相之间的表面张力'ol为液相与气相之间的表面张力.在铜引线的垂直方向上,将受到浮力与表面张力的共同作用,其合力等于引线所受到的润湿力减去浮力,数学表达式为:F=LcosO—pVg(2)*重庆市科委计划资助项目(渝科计字1-2003124)陈方:女,副教授Tel:023—68668484E—mail:*****************.cn1OO材料导报2004年9月第18卷第9期式中:o.为熔融钎料的表面张力,L为引线断面的周长,P为熔融钎料的密度,V为引线浸入部分的体积,g为重力加速度.式(2) 中,引线所受的合力将随时间而变化,因此可测得润湿开始的时间t.,以及任意时刻t的润湿力(一般以3s时的润湿力F.表示).实验所用的铜引线规格为1.5mm×30mm.浸入熔融钎料的深度为3mm,引线升降速度为20mm/s,浸渍时间为5s,每次实验重复8次取其平均值.2结果与讨论2.1温度对钎料润湿性的影响图1给出了采用RMA—flux(中等活性钎剂)时,温度对润湿开始时间t.的影响.可见.t.随温度升高而下降,表明升高温度能加快润湿速度,尤其对Sn一0.7Cu更为显着.在所述钎料中.参与冶金反应并形成金属间化合物的是Sn和Cu元素,而Pb不参与反应,Pb对与Cu反应的Sn具有稀释作用.Sn与Cu的润湿机制主要为反应润湿,生成的产物是CuSnj或CusSn.温度升高将使原子更加活泼,从而会加快液态Sn原子在铜基体表面的扩散速度.若从反应物浓度来分析,Sn一0.7Cu含Sn99.3wt,Sn一37Pb含Sn63wt,则前者的润湿反应应比后者强,但事实正好相反,其原因在于前者的熔化温度为227.C,后者为183.C,二者相差达44.C,在相同温度下,前者过热温度低,流动性差,使Sn原子的扩散速度较后者慢.由图1可知,当温度%270.C时,Sn一0.7Cu的t.>1s,不能满足快速钎焊的要求.只有当钎焊温度>270.C时,其t.才能降至1s以下,这便从润湿速度的角度表明Sn一0.7Cu钎料的钎焊温度必须控制在≥270.C.Temperature/℃图1温度对t0的影响(RMA—flux)Fig.1Effectoftemperatureonto(RMA—flux)图2则说明,当温度上升到接近250.C时,Sn一0.7Cu的3s润湿力F.才由斥力变为引力,表明低于250.C时Sn一0.7Cu对铜不润湿.接近250.C时润湿力会急剧上升,再继续升温润湿力又略有下降,这是由于一旦产生润湿,界面就会有金属间化合物CusSn;生成,会阻碍Sn与Cu的继续反应.当温度超过260.C时,显然原子的加速扩散已克服了CuSnj的阻挡而又使F.上升.无疑这对图1作了重要补充,表明为了获得更快的润湿速度和更强的润湿力,无铅钎料Sn一0.7Cu的使用温度>270.C是必要的.Sn一37Pb的F.随温度的变化与Sn一0.7Cu具有一定的相似性,但F.显着高于Sn一0.7Cu,这是因为Pb具有降低Sn表面张力的作用所致..图1,2清楚地表明,在240.C左右Sn一37Pb的t和F.已能满足钎焊要求,但对于Sn一0.7Cu,即使将温度升高到270.C,其润湿速度也比Sn一37Pb低56%,润湿力低15%,然而在如此高的钎焊温度下,将会使高浓度Sn的钎料与Cu生成较多的Cu.Snj甚至脆性的Cu.S.Z玉2.量=Temperature/℃图2温度对F3的影响(RMA—flux)Fig.2EffectoftemperatureonF3(RMA—flux)2.2钎剂卤素含量对润湿性的影响图3(a),(b)给出了在270.C温度下,t.和F.随钎剂中卤素含量的变化关系.表明,当钎剂不含卤素时,铜与Sn一0.7Cu不产生润湿作用.当在钎剂中加入活化剂时.由于能加速钎剂对界面氧化物的清洁,使原子间的距离缩短而发生相互作用,所以t.迅速下降,相应地,F.由负变正,界面则由不润湿变为润湿.当卤素含量超过0.2wt%以后,此时由于钎剂已能将界面的大部分氧化物清除,继续加入卤素对润湿速度和润湿力的贡献趋缓;当卤素含量>0.4wt时润湿速度几乎不再发生变化,而润湿力却反而略有下降,估计这是由于过量的卤素离子在钎剂中形成团聚作用的缘故.图3还表明,与Sn一37Pb相比,Sn一0.7Cu的润湿速度更慢,润湿力更低,但随着钎剂中卤素含量的增加,二者的差距会明显缩小,揭示了2种熔融钎料的表面张力随钎剂卤素浓度的变化量是不相同的.随着钎剂中卤素离子的增加,2种钎料熔体的表面张力值都会降低,但降低的幅度Sn一0.7Cu较Sn一37Pb大.2.3浸渍时间对润湿性的影响图4继续考察了铜引线在钎料中浸渍2s以后,其润湿力随时间的变化关系.可见,钎料与铜的润湿力都随浸渍时间的延长而降低,表明在钎料与铜的界面之间产生了"失润现象"."失润现象"是电子钎焊中不希望发生的.为了解释这种现象,需要从过程的机理进行分析.我们知道,润湿是2个界面间的相互作用过程,在这个过程中,最初的润湿是熔融钎料与铜之间的界面作用,而一旦润湿产生,就会生成金属间化合物CuSn,这时就部分产生了熔融钎料与CuSn;的作用;如果钎焊温度过高,时间过长,还会继续生成Cu.Sn,此时又会有熔融钎料与Cu.Sn的作用.在润湿过程中,随着时间的推移依次发生了Sn—Cu,Sn—CuSn.,Sn—Cu.Sn的单独润湿反应和联合润湿反应.钎料对CuSn一0.7Cu无铅钎料对铜引线材料的润湿性/陈方等?1O1?的润湿性好.对金属问化合物CuSn的润湿性较差.而对生成对润湿起了"隔离"作用,这就是产生"失润现象"的直接原Cu.Sn不润湿.由此可见,界面金属问化合物CusSnj,Cu.Sn的因.Cl—wt%(a)L5l10Z更0'520.0皇啪一1D—L5::,▲.:.D/一(b)图3to和F3随钎剂中卤素含量的变化(270.C)Fig.3V ariationoftoandF3withCIcontentinflux(270.c)从图4还可以看出.浸渍时间从2~5s.Sn一0.7Cu对铜引线的润湿力降幅>6O,而Sn一37Pb的降幅为45,这又从另一个侧面揭示了2种钎料在钎焊过程中固,液界面锡铜化合物的生长规律,即Sn一0.7Cu与Cu反应形成金属问化合物的生长速度大于Sn37Pb的速度.证明无铅钎料中含锡量过高并非对钎焊有利.Z璺量苗Wettingtime/s图4润湿力随浸渍时间的变化(270.c,C10.4wtinflux)Fig.4V ariationofwettingforcewithtime(270.C,C10.4wtinflux)3结论(1)无铅钎料的缺点之一是钎焊性较差.实验表明.升高温度能明显提高Sn一0.7Cu料对铜的润湿性.其钎焊温度至少应>270.C.在此温度下.为了获得最大的润湿力.并避免在界面生成过量的金属间化合物.铜引线在熔融Sn一0.7Cu钎料中的浸渍时间应控制在2s左右.(2)为了加快钎焊速度.Sn一0.7Cu钎料必须配合使用活性较高的钎剂.当在R—flux中加入卤素时.钎料对铜表面的润湿性迅速增强.当卤素含量>0.2wt%时,继续加入卤素对改善润湿性的作用趋缓,卤素含量以≥0.4wt%为宜.此时.必须对卤素离子的腐蚀作用,对电路绝缘性能的影响以及有机物对环境的污染引起足够的重视.(3)熔融钎料对铜引线的润湿性取决于钎焊时固,液界面的张力变化,其润湿的驱动力是体系自由能的降低.随着浸渍时间的延长.Sn一0.7Cu钎料与铜界面产生的"失润现象"较Sn一37Pb 大.提示在无铅焊料开发中一个值得注意的问题是:Sn的含量并非越高越好.参考文献1张曙光.何礼君,张少明,等.绿色无铅电子焊料的研究与应用进展[j].材料导报,2004,18(6):722GlazerJ.MetallurgyoflowtemperaturePb—freesolders forelectronicassembly[J].IntMetalRev,1995,40:653AbtewM.SelvadurayG.Lead—freesoldersinmicroelec—tronics[J].MaterSciEng.gooo,27:954LeeNC.Lead—freesoldering—wheretheworldisgoing[J]. AdvancingMicroelectronics.1999,26:295LeeNC.Gettingreadyforlead—freesolders[J].Soldering SurfMountTechnology,1997,28:656AndersonIE,FoleyJC,CookBA,eta1.Alloyingeffectsinnear—?eutecticSn—?Ag—?Cusolderalloysforimprovedmicro—? structuralstability[J].ElectronMater,2001,3O:10507ParkJY,KangCS,ata1.Theanalysisofthewithdraw forcecurveofthewettingcureusing63Sn一37Pband96.5Sn一3.SAgeutecticsolders[J].ElectronMater,1999,28:12568j长文典.实用表面组装技术[M].北京:电子工业出版社.2002.1149张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,1999.210杜长华.陈方.[P].中国,200310111101.8.2003 (责任编辑张明)。
无铅锡线MSDS数据表—双智利

固体(药芯焊锡丝)
高温焊料可能灼伤眼睛和皮肤。焊接过程中所产生烟雾对眼 睛和呼吸系统会产生刺激作用,并可能出现头疼特征。与松 香烟雾长期接触则可能出现过敏反应。
⊙ 皮肤
○ 食入
⊙ 吸入
⊙ 眼睛
影响对象
Байду номын сангаас
眼睛、黏膜、呼吸系统。
潜在的健康效应(短期接触)
吸入
使用过程中助焊剂所产生的烟雾可能影响黏膜及呼吸系统。
0.1
0.2
不详
改性松香 65997-05-9 < 3
不详
不详
不详
CAS: 化学文摘索引;OSHA: 美国职业安全和健康署;PEL: 允许暴露限度;TLV: 阀
极限值;
TWA: 时间积累平均值;STEL: 短期暴露极限值。
3. 危险警告,识别标记 HAZARDS IDENTIFICATION
外观 紧急情况综述 主要途径
5. 消防措施 FIRE FIGHTING MEASURES
可燃性 ○ Yes ⊙ No
应避免条件
无
闪点
不详
自燃温度
不详
燃烧极限
不详
灭火介质
○ 水 ○ 二氧化碳 ○ 泡沫 ○ 灭火干粉
危险的燃烧产物
二氧化碳、一氧化碳。
爆炸可能性
加热、冲击、火花、明火条件下一般不会产生爆炸。
常态分解可能性
○ Yes
灭火指示
9. 物理与化学性质 PHYSICAL AND CHEMICAL PROPERTIES
外观(20 °C)
沸点 (760 mm Hg)
蒸 发 压 (mm Hg at 20 °C) 蒸气密度 (air = 1)
水 中 溶 解 度 (% by weight) PH
低银无铅焊料润湿及可靠性能研究

Iv s ia ino tiga dr l bl y n e tg to nwe tn n ei it a i
o o Ag l a r es l e s flw e df e o d r
F o gg o , U Y n .a WANG H n .i , A ig DU B n WANG P n .h n ’SO h- i o gqn W NG Ln ’ i ’ e gc e g NG Z i we
低 银无铅 焊料 近年来 引起人 们广 泛关 注 ,一 方 面 南 予其 相 对 于 共 品锡 银 焊 料 等 高 含量 贵金 属 无
对无 铅焊料S 1 A 05 u n30 g .C n . g .C 、S .. 05 u和共 晶锡 0 A 铅 焊料 S 3 P 的 中应变 速 率 和高应 变 速率下 的应 n7 b
, ,
,
【. hn ain l lcr p aa u e e rhIsi t, u n z o 1 3 0 C i 1 C i N t a Ee ti A p rt sR s a c t u e G a g h u5 0 0 . hn a o c n t a
2 H a i eh oo i o Ld S e z e, 9 C ia . u we T c n l e C . t, h nh n 5 1 . hn),发 现S 1 A O5 u n . g .C 比高银 O S .. g . u n3 A 0 C 具有更好抗跌落性能 ,更适合于对抗跌 0 5 落性 能有 较高要 求 的便 携 电器 。 日本 电子 信息技 术
铅焊 料 具 有 价 格优 势 ,另一 方 面其 在 可靠 性 能 ,
料S C 8 7 A 0 0 裂纹萌生率最低 。所作实验研 究中皆采用共 晶锡银焊料S C 0 作为参照焊料 。 A 35 关键 词 :低银焊料 ;润湿 ;溶解 ;裂纹 中 分类 垮: N 0 文献标识码: 文章编号: 0 1 3 7 ( 1) — 30 0 T 6 A 10 — 442 0 6 0 2 —4 0 0
Sn基钎料_Cu基板间反应润湿及界面结构研究现状

万方数据 万方数据 万方数据上海工程技术大学学报第23卷镀贵金属来防止其表面氧化以保证它们的可焊性.在基体上镀Au被广泛应用于微电子钎焊领域.镀Au的优点需要在以下两方面得到平衡:不仅要考虑其成本,而且要避免由于接头中WA。
过量而导致的钎焊接头脆裂的风险.文献E14]测量了250℃下Sn在镀Au的Cu基体上的动力学铺展数据,文章还将测得的数据与相同温度下Sn在纯Au[15]基体上的铺展数据以及Sn在纯Cu基体上的铺展数据作了比较.Sn在3种不同基体上的铺展行为差异很大,在镀Au的Cu基体上的铺展主要展现反应铺展机制,大部分铺展发生在前40S,之后的时间里铺展半径仅仅增加了2%~3%.相比之下,Sn在Cu和Au基体上的铺展主要集中在前20S.Sn在Cu基体上铺展时,当形成液态球状盖帽时铺展就停止了;Sn在Au基体上铺展时,前5S内其铺展半径有一个相对较快的增大过程.基于以上3种铺展动力学的比较,可以推测在这3种反应润湿体系中三相线处IMC的形成是铺展的速率限制的机理.换句话说,三相线区的反应一直进行到被其中所形成的IMC禁锢为止.在镀Au体系中,由于Au在熔融Sn中较高的溶解度,1肛m厚的Au层很快被溶解掉了,并且在接触线区没有AuSn。
沉淀生成.接下来,Cu。
Sn;及三元的(Cu,Au)。
Sn;金属间化合物在S/L界面上的生长滞后于三相线,因此早期IMC的生长不能钉扎住接触线,这也是其动力学速率比较大的原因.图5表明了3种体系中的三相线结构.图5250℃下Sn在不同基体上铺展的三相线区Fig.5Three-phaselineregionofSnspreadingvarioussubstratesat250℃3.2.2镀层对Sn—Ag—Cu无铅钎料反应润湿力的影响无铅钎料的研究越来越受到人们的重视,大量研究已证明,Sn—Ag—Cu三元合金被认为是最有希望替代Sn-Pb的无铅钎料,并已被许多专家和业内人士推荐用于再流焊工艺[1….王旭艳等针对Sn—A矿Cu钎料再流焊条件下,采用润湿平衡法(用润湿时间和润湿力两个参数来表征),通过测定不同镀层和在Cu基体上的润湿时间和润湿力来研究镀层对反应润湿的影响.研究结果表明,在260℃时,Sn—Ag—Cu钎料在Ni/Au、SnBi镀层上的润湿时间明显小于在无镀层基体上的润湿时间…].4结语1)Sn基钎料与Cu基板在润湿界面上反应生成的金属间化合物主要是Cu。
Sn-0.7Cu无铅钎料显微组织及力学性能在时效过程中的演变
出于综 合 因素考 虑 , s n — c u系无 铅钎 料经 过 改进 处 理后
已成 为最 可 能替 代 S n - P b钎 料 的 产 品 。S n . C u系 无 铅
化规律, 以 期义
钎 料 的主要 原料 s n , c u的储 量 丰富 , 价格 低 廉 , 无 毒 副 作用 , 具 有 易生产 、 易 回收 、 杂质 敏感 度 低 、 综 合性 能 好
时间的增加 , 钎料 的抗拉强度没有显著变化 ; 钎料 的断后延伸率在 时效 0—1 0 0 h范围时 , 随着时效时间的增 加而升
高, 此 后 随着 时 效 时 间 的增 加 , 没有 显著 变化 。 关键词 : S n - 0 . 7 C u 无铅钎料 中图 分 类 号 : T G 4 2 5 ’ 时效 处 理 C u 6 S n 5
钎料/ C u界 面 的 I MC 层 横 截 面 为 锯 齿 状 , 主要 由
扇 贝状 的C u S n 组成 ; 在 时效处 理前 , 界 面C u s n 较
收 稿 日期 : 2 0 1 3— 0 8—1 3
将 浇 注好 的片 状 钎 料 用 剪 板 机 剪 成 小 块 , 用 环 氧 树脂镶 嵌好 , 试样 依次 经过 粗 细不 同的金 相 砂 纸打 磨 、 0 . 5 m金 刚石喷雾抛 光剂抛 光, 用 3 %( 体积分 数 ) H N O +9 7 % 乙醇 ( 体积分 数 ) 浸 蚀液 浸 蚀 3 S 。最 后用
但是 , s n — c u系 钎 料 熔 点 高 、 对 铜 的润 湿性 较 其 它
钎 料差 , 钎 料组 织 中的 C u S n 颗粒 不稳 定 , 在 高温 下容
易长 大 , 这 就导 致 了钎 料 的 高温 热疲 劳 性 能较 差 , 而且 对接 头可 靠性 产生 不 利 影 响 。针 对 S n . C u系 钎 料 的这
锡锌系无铅钎料用免清洗助焊剂的润湿性评价

锡锌系无铅钎料用免清洗助焊剂的润湿性评价3徐冬霞,雷永平,张冰冰,祝 蕾,夏志东,史耀武,郭 福(北京工业大学材料科学与工程学院,北京100022)摘 要: 简要介绍了锡锌系无铅钎料的研究背景,针对锡锌系钎料容易氧化和润湿性差的缺点,研制了一种无松香无卤素的新型免清洗助焊剂。
并且选用一种无机盐助焊剂和一种松香型助焊剂作为对比,进行了扩展率试验和润湿力试验以评价3种助焊剂的润湿性。
试验结果表明,这种新型免清洗助焊剂能够提高Sn29Zn共晶钎料的润湿性,并且助焊剂残留物少,无腐蚀,可免除焊后清洗工艺,符合环保要求,有利于促进Sn29Zn无铅钎料在电子工业中的实际应用。
关键词: 免清洗助焊剂;锡锌;无铅钎料;润湿性;可靠性中图分类号: T G42;TN64文献标识码:A 文章编号:100129731(2008)04207012031 引 言由于环境保护、禁铅法规和市场竞争等因素的有效促进,全球电子行业掀起了研究和开发新型无铅钎料、替代传统锡铅钎料的热潮[1,2]。
其中,Sn29Zn合金由于具有熔点与锡铅共晶焊锡的熔点最为接近、机械力学性能好、原材料易获得、价格相对低廉等优点,成为最有前途的无铅钎料之一[3,4]。
但是锡锌系合金也存在一些缺点,如在焊接过程中Zn容易被氧化,在Cu 基板上的润湿性比锡铅合金差,这在一定程度上阻碍了Sn2Zn系合金钎料的实际应用[5,6]。
因此,研制润湿性能显著、适应环保要求的助焊剂以改善Sn2Zn系钎料的润湿性成为近年来无铅焊接领域的热点课题。
文献[7]使用有机金属化合物22乙基己酸亚锡作为助焊剂,发现有机锡型助焊剂能够提高Sn29Zn钎料在Cu 基板上的润湿性能。
但是该有机金属化合物有毒,不适合广泛使用。
文献[8,9]通过在传统松香助焊剂中添加一定量的SnCl2和缓蚀剂来改善Sn29Zn钎料的润湿性。
但是焊后SnCl2难以分解,焊后残留物必须及时清洗才能避免氯离子的腐蚀性。
钎料润湿性试验方法(标准状态:现行)

犌犅/犜 11364—2008
钎料润湿性试验方法
1 范 围
本标准规定了测定硬钎料润湿性能的铺展试验方法及填缝试验方法。 本标准适用于硬钎料润湿性能的评定。
2 规 范 性 引 用 文 件
下列文件中的条款通过本标准的引用而成为本标 准的条款。凡 是 注 日 期 的 引 用 文 件,其 随 后 所 有 的 修 改 单 (不 包 括 勘 误 的 内 容 )或 修 订 版 均 不 适 用 于 本 标 准 ,然 而 ,鼓 励 根 据 本 标 准 达 成 协 议 的 各 方 研 究 是 否 可 使 用 这 些 文 件 的 最 新 版 本 。 凡 是 不 注 日 期 的 引 用 文 件 ,其 最 新 版 本 适 用 于 本 标 准 。
GB/T8170 数 值 修 约 规 则
3 术 语 和 定 义
下列术语和定义适用于本标准。 3.1
润 湿 性 狑犲狋狋犪犫犻犾犻狋狔 在 钎 焊 时 ,液 态 钎 料 对 母 材 浸 润 和 附 着 的 能 力 。 3.2 铺 展 系 数 犮狅犲犳犳犻犮犻犲狀狋狅犳狊狆狉犲犪犱犻狀犵 评定钎料润湿性的一个判据。
犐犆犛25.160.50 犑33
中华人民共和国国家标准
犌犅/犜 11364—2008
代替 GB/T11364—1989
钎料润湿性试验方法
犜犲狊狋犿犲狋犺狅犱狅犳狑犲狋狋犪犫犻犾犻狋狔犳狅狉犫狉犪狕犻狀犵犳犻犾犾犲狉犿犲狋犪犾狊 (ISO5179:1983,Investigationofbrazeabilityusing
avaryinggapte1实施
中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
发布
犌犅/犜 11364—2008
前 言
Sn99Ag0.3Cu0.7技术规格资料TDS

l助焊剂体系是特别为无铅焊粉(SnAgCu体系)研制的,焊剂活性适中,可焊性好;l具有优越的流变性,印刷容易且不易坍塌;l高技术的抗氧化设计,在空气中回流焊可以达到优良的焊接效果;l回流窗口工作范围宽;l焊后残留物透明、干净,表面绝缘电阻高,电气性能可靠。
标准产品项目规格合金成分Sn99.0Ag0.3Cu0.7粉末粒径Type 3 25-45μm粘度190±30 Pa.S项目技术指标采用标准金属含量(%) 88.70±0.30 IPC-TM-650 2.2.20助焊膏含量(%) 11.30±0.30 IPC-TM-650 2.2.20焊料球试验合格IPC-TM-650 2.4.43润湿试验合格IPC-TM-650 2.4.45坍塌试验合格IPC-TM-650 2.4.35卤素含量L0 IPC-TM-650 2.3.35电迁移合格IPC-TM-650 2.6.14.1 铜镜腐蚀试验合格IPC-TM-650 2.3.32表面绝缘电阻(168h,@85, 8℃5%RH) 合格IPC-TM-650 2.6.3.3合格≥1×108Ω检测标准: ANSI/J-STD-004A,ANSI/J-STD-005本产品在回流焊过程中会产生少量挥发性气体,因此回流焊过程中应有通风装置,保证这些气体不会弥散于工作区域。
更多的安全数据,请参见本产品的物质安全数据表(MSDS)。
1、保存与使用l产品应在2-10℃下储存,在此条件下,保质期为6个月;l焊膏在使用前应从冰柜中取出,在未开启瓶盖条件下,放置到环境温度。
为达到完全的热平衡,建议回温时间为4小时;l回温后,使用前,应使用锡膏自动搅拌机搅拌锡膏1-5分钟,以免除因储存带来的不均匀性。
具体搅拌时间要依据自动搅拌机转速、环境温度等因素来确定;l不能把使用过的锡膏与未使用过的锡膏置于同一容器罐中。
锡膏开罐后,若罐中还有剩余锡膏时,不能敞于空气中放置,应尽快旋紧盖子。
锡炉温度的设定标准

一.无铅锡条种类;1.无铅焊锡条(Sn99.3/Cu0.7)2、电解纯锡条(电解处理高纯锡)3、抗氧化锡条(添加高抗氧化剂)4、波峰焊锡条(适用波峰焊焊接)二.无铅锡条的特点;1. 无铅RoHS标准,适用波峰或手浸炉操作。
2. 纯锡制造,锡渣少,减少不必要的浪费。
3. 焊点光亮、饱满、不会虚焊等不良现象。
4. 加入足量的抗氧化元素,抗氧化能力强。
三.无铅锡条的规格种类;1.无铅纯锡条2.无铅含铜锡条3.无铅含银铜锡条4.无铅含银锡条5.无铅高温锡条四.无铅锡条的规格特性;五.合金成份(%)熔点特点;1.Sn/Cu0.7 227℃低成本、熔点高、润湿性差、毛细作用力小、疲劳特性差, 可用于较低要求的焊接场所。
2.Sn/Cu0.7/AG0.3 217-227℃Sn/Cu 系列合金,润湿性较Sn/Cu0.7好,但各项性能仍差于Sn/AG3/Cu0.5系列合金。
3.Sn/AG3.5 221℃成本极高,在用传统无铅材料,有可能因为银相变化而无法通过可靠性测试。
4.Sn/AG3/Cu0.5-0.7 217-218℃成本极高,各项性能良好,目前是厂家选用最多的无铅焊料。
锡—铜 Sn-Cu Sn99.3-Cu0.7 220-227 熔点偏高,力学性能略次,但制造成本低,当今最普遍使用本合金产品。
Sn99.5-Cu0.5 220-227 Sn99.0-Cu1.0 227-240 锡—银—铜 Sn-Ag-Cu Sn-Ag3-Cu0.5 215-220 可靠性和可焊性较好,成本较高 Sn-Ag3.5-Cu0.7 215-220 锡—银 Sn-Ag Sn-Ag3.5 221 高强度,力学性能良好,可焊性良好,适合于含银件焊接5.Sn/AG2.5/Cu0.8/Sb0.5 217℃各项性能良好,熔点较Sn/AG3/Cu0.5更低,且更细晶格的合金。
6.Sn/AG4/Cu0.5-0.7 217-218℃成本较Sn/AG3/Cu0.5高,各项性能良好,目前常用的无铅焊料。
无铅电子封装Sn_Cu焊料润湿性试验研究

S T 技术专栏Technology Column1 引言铅及其化合物的剧毒性对环境和人类健康存在不可忽视的影响[1],近年来,世界各国都对无铅焊料的研发和应用给予了高度重视,并且投入了大量的人力物力,如欧盟、美国、日本[2]都立法限制了电子产品中铅的应用,我国首部防治电子信息产品污染环境法规也即将实施。
目前具有代表性的无铅焊料有Sn-Zn,Sn-Cu,Sn-Ag-Cu等合金系[3],其中Sn-Zn系焊料润湿性很差;Sn-Ag-Cu系焊料熔点高,价格贵,制约了其推广应用;Sn-Cu系焊料价格便宜[4],成本仅为锡铅共晶焊料的1.3倍,但是Sn-Cu系焊料润湿性不如锡铅共晶焊料,阻碍其在电子封装中的广泛应用。
所以研究合适的焊剂,提高焊料的润湿性,成为当前研究的重点。
本文重点对Sn-0.75Cu焊料在铜基片上的润湿性进行了试验研究,配制了两类焊剂:活性剂松香焊剂和无机物焊剂。
配合Sn-0.75Cu焊料在铜片和镀锡铜片上进行润湿性试验,分析了影响Sn-0.75Cu焊料润湿性的因素,最终获得焊剂与Sn-0.75Cu焊料的最优匹配。
2 实验材料和方法本研究采用的焊料为Sn-0.75Cu,基片为纯度99.9%薄铜片,尺寸为15mm×15mm×0.27mm,配制了活性剂松香焊剂和无机物焊剂(活性剂松香焊剂是以松香为载体加入不同活性剂;无机物焊剂无铅电子封装Sn-Cu焊料润湿性试验研究顾小颜,曲文卿,赵海云,庄鸿寿(北京航空航天大学机械工程及自动化学院,北京100083)摘要:为了改善无铅焊料的润湿性,配置活性剂松香焊剂和无机物焊剂,研究了Sn-0.75 Cu焊料的润湿性。
分析讨论了影响Sn-0.75 Cu焊料润湿性的主要因素,获得了焊剂和Sn-0.75 Cu焊料的最优匹配。
在镀锡铜片上,5# 焊剂匹配Sn-0.75 Cu焊料能够获得最佳的润湿性(润湿角为18°),已接近Sn-37 Pb焊料的润湿性。
稀土元素Ce对锡银铜无铅钎料润湿性及钎缝力学性能的影响

第26卷 第10期2005年10月焊接学报TRANS ACTI O NS OF THE CH I N A W ELD I N G I N STI T UTI O NVol.26 No.10Oct ober 2005稀土元素Ce对锡银铜无铅钎料润湿性及钎缝力学性能的影响薛松柏1, 陈 燕2, 吕晓春2, 廖永平2(1.南京航空航天大学,南京 210016;2.哈尔滨焊接研究所,哈尔滨 150080)摘 要:采用ST A-5100型可焊性测试仪和STR-1000微焊点强度测试仪,对添加了稀土元素Ce的Sn-3.8Ag-0.7Cu无铅钎料的润湿性及钎缝的力学性能进行了研究。
试验结果表明,Ce的加入,可以改善钎料的润湿性,质量百分含量为0.03%~0.05%时效果最好,温度升高以及通入氮气均可以明显地提高Sn-3.8Ag-0.7Cu-Ce无铅钎料的润湿性;当Sn-3.8Ag-0.7Cu钎料中稀土元素Ce的质量百分含量为0.03%时,钎缝的力学性能最佳。
关键词:铈;无铅钎料;润湿性;力学性能中图分类号:TG454 文献标识码:A 文章编号:0253-360X(2005)10-01-04薛松柏0 序 言随着欧盟“W EEE”和“ROHS”两个指令的颁布实施,具有悠久历史的锡铅钎料钎焊技术,受到了前所未有的挑战,电子产品的无铅化制造已迫在眉睫[1]。
锡铅钎料即将退出历史舞台,无铅钎料正成为电子制造产业的宠儿[2]。
以松下电器为例[3], 2003年4月,松下电器产业集团所有的12000种产品已全部采用无铅焊锡,所采用无铅焊锡包括Sn-3Ag-0.5Cu(一般产品)、Sn-3.5Ag-0.5B i-3.8I n(P DP电视、笔记本电脑、车载音响)、Sn-0.5Cu(冰箱等大型家电产品),采用无铅钎料装配已成为电子产业的全球性潮流[4]。
据I PC(国际电子学会)2000年的报告指出,Sn -Ag-Cu合金因其具有润湿性较好、接头的可靠性较高、抗热疲劳等优点[5]将成为最有潜力的锡铅钎料替代品,以及评价其它无铅钎料合金的基准[6]。
无铅焊锡及焊锡膏润湿性的测定和评价

Sn-37 PbSn-0.7 CuFmax :0.29mNFmax :0.75mN Fmax :0.88mN 焊锡小球平衡法Φ4Φ3.22012C1005C垂直(2H)水平(2A) , 垂直(2B)水平(2A) , 垂直(2B)水平(2A) , 垂直(2B)水平(2A) , 垂直(2B)水平(2A)浸入方向例mg )润湿曲线・焊锡:Sn-3Ag-0.5Cu(φ1=・温度:245℃・浸入深度:0.05 mm・浸入速度:0.1mm/sec焊锡小球铁芯Time(sec)2012C无老化处理2012R无老化处理蒸汽老化处理4小时偏离中心0.5mm2012C无老化处理2012R无老化处理蒸气老化处理4時間蒸气老化处理4時間时间(sec )润湿力(m N )时间(sec )润湿力(m N )・浸入时间:5sec ・铁芯直径A社表面处理:A30C5 B社表面处理焊膏印刷浸入深度不同,润湿力也将不同浸入深度0.1mm,0.13mm,0.18mm(1005C)1mm/sec红0.1mm/sec,蓝1mm/sec测定用热电偶部件(3216C)浸入时的焊锡小球的温度变化変化焊锡小球温度控制温度3216C焊锡Sn-37Pb浸入深度0.1浸入速度2mm部件(3216C)浸入时的焊锡小球的温度变化焊锡小球温度控制温度助焊剂上提速度5~800mm/sec加速度1G焊锡槽接触角测定装置检出部焊锡接触角测试系统的开发高尾尚史,塚田敏彦,山田啓一,山下正彦,長谷川男2-7-2接触角测定系统测定例Fillet (deg.)(C)。
无铅锡条与有铅锡条的区别—双智利
深圳市双智利科技有限公司
无铅锡条与有铅锡条的区别—双智利
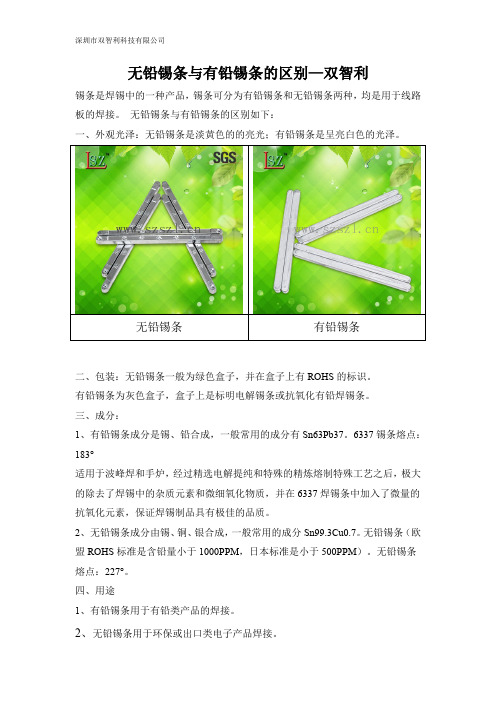
锡条是焊锡中的一种产品,锡条可分为有铅锡条和无铅锡条两种,均是用于线路板的焊接。
无铅锡条与有铅锡条的区别如下:
一、外观光泽:无铅锡条是淡黄色的的亮光;有铅锡条是呈亮白色的光泽。
无铅锡条有铅锡条
二、包装:无铅锡条一般为绿色盒子,并在盒子上有ROHS的标识。
有铅锡条为灰色盒子,盒子上是标明电解锡条或抗氧化有铅焊锡条。
三、成分:
1、有铅锡条成分是锡、铅合成,一般常用的成分有Sn63Pb37。
6337锡条熔点:183°
适用于波峰焊和手炉,经过精选电解提纯和特殊的精炼熔制特殊工艺之后,极大的除去了焊锡中的杂质元素和微细氧化物质,并在6337焊锡条中加入了微量的抗氧化元素,保证焊锡制品具有极佳的品质。
2、无铅锡条成分由锡、铜、银合成,一般常用的成分Sn99.3Cu0.7。
无铅锡条(欧盟ROHS标准是含铅量小于1000PPM,日本标准是小于500PPM)。
无铅锡条熔点:227°。
四、用途
1、有铅锡条用于有铅类产品的焊接。
2、无铅锡条用于环保或出口类电子产品焊接。
Sn99.3Cu0.7锡铜锡条物质安全数据表 MSDS

N/D SHIPPING NAME:
联合国编号:不适用。
国内运送规定:除依据操作及保管上应注意事项外,亦应仔细阅读容器上之相关标示。
特殊运送方法及注意事项:无。
十五、适用法规:
劳动安全卫生法、中毒预防规则、废弃物清理法
十六、其他数据:
参考文款:AIR PRODUCTS MSDS、INTERN TIONAL MARITIME DANGEROUS GOODS CODE
process as packaged.危害物质系统应用于产品危害等级
健康
1
着火性
0
反应性
1
本表仅供参考,运作人需自行必要的处理。
页次3/3
十、安定性及反应性:
安定性
安定
特殊状况下可能之危害反应
不安定
危害分解物:无。
应避免之状况:热、火焰、燃烧源及不相容物。
应避免之物质:卤素及三氟卤化物、硝酸铜、过氧化钠及钾、硫及某些酸。
十一、毒性资料:本项无相关资料可查。
急毒性:---
慢毒性或长期毒性:---
局部效应:---
特殊效应:---
致敏感性:---
环境影响:粉尘或烟气量大可能引起环境污染。
物理性及化学性危害:过量的粉尘或烟气可能造成皮肤及器官的机制性刺激。
特殊危害:无。
主要症状:皮肤及器官有刺激感。
危害物质分类:第九类:其他危险
图示:第九类:其他危险
4、急救措施
不同暴露途径之急救措施:
˙吸入:将患者移至通风处,如呼吸困难则寻求医疗看护。
˙皮肤接触:以肥皂及水清洗患部,如刺激性仍持续则寻求医疗看护。
八、曝露预防措施:
锡及锡基钎料与非晶态及晶态(钴、镍、铁基)合金的润湿性
锡及锡基钎料与非晶态及晶态(钴、镍、铁基)合金的润湿性锡及锡基钎料与非晶态及晶态(钴、镍、铁基)合金的润湿性首先,我们先了解什么是润湿性。
润湿性是指液体在接触固体表面时的扩展和分布性能,润湿性好意味着液体能够在固体表面均匀地分布,形成较大的接触角,反之则会出现聚集和远离表面的情况,形成较小的接触角。
合金的润湿性对于许多工业应用来说都非常重要,特别是在焊接和钎焊等工艺中。
在本文中,我们将探讨锡及锡基钎料与非晶态及晶态的钴、镍、铁基合金的润湿性。
锡及锡基钎料是一种常用的钎焊材料,具有低熔点、良好的润湿性和高的可靠性。
钴、镍、铁基合金则具有优异的力学性能、耐磨性和耐腐蚀性能,因此在航空航天、汽车制造、电子设备等领域得到了广泛应用。
在将这些合金与锡基钎料结合时,润湿性的研究就显得尤为重要。
实验表明,钴基合金具有较好的润湿性。
在与锡基钎料接触时,钴基合金能够迅速扩展并在表面均匀润湿,形成较大的接触角。
这种润湿性的良好表现可以归因于钴基合金表面的氧化层,该氧化层与锡基钎料发生反应形成金属间化合物,提高了润湿性。
此外,钴基合金的低表面活性也有助于其与锡基钎料的润湿性。
因此,钴基合金是与锡基钎料较好匹配的材料。
镍基合金的润湿性相对钴基合金而言稍差。
与锡基钎料接触时,镍基合金的润湿度较低,接触角较大。
这可能是由于镍基合金表面存在一层厚的氧化层,阻碍了润湿性的发挥。
为了改善镍基合金的润湿性,可以采取表面处理的方法,除去氧化层,提高表面能,进而增强润湿性。
铁基合金的润湿性与镍基合金相似,都较差。
铁基合金表面存在较厚的氧化层,导致润湿度低,并且接触角较大。
与镍基合金一样,铁基合金也可以通过表面处理来改善润湿性。
一种可能的方法是利用活性气体进行预处理,去除表面氧化物,提高润湿度。
总的来说,锡及锡基钎料与钴基合金具有良好的润湿性,而与镍基合金和铁基合金的润湿性则较差。
润湿性的好坏直接影响着焊接和钎焊中的工艺效果,因此在实际应用中需要根据具体情况进行选择。
无铅合金波峰焊接的温度选择

无铅合金波峰焊接的温度选择By Al Schneider, Sanju Arora and Bin Mo本文介绍一种湿润平衡测试方法,它为几种具有典型的低固、免洗助焊剂的无嵌合金建立最佳的波峰焊接温度。
湿润平衡(wetting balance)早就是一种有用的评估焊锡湿润特性的实验室试验,用它来预测在生产场所的印制板装配工艺中的情况。
这里要求三种材料来进行湿润平衡的测量:基板、助焊剂和焊锡。
因此,对这个湿润平衡试验有三个主要方面。
基板可以是印刷电路板表面上的一块金属面积、一个电子组件的引脚或端子。
湿润平衡试验使用来评估金属表面的可焊性。
试验程序在IPC J标准-002和-003中有详细规定。
湿润平衡试验也可以用作评估替代焊接助焊剂成分的湿润效果的筛选工具。
最近,湿润平衡被用来评估几种替代焊锡合金,特别是无铅焊锡的湿润特性。
这个试验是对无铅回流焊接与波峰焊接广泛研究的一部分,其目的是要评估材料的兼容性、可焊性和焊接点的质量。
该研究包括了各种混合的合金、焊接助焊剂、锡膏、板的表面涂层、表面贴装与通孔组件和一块专门设计的试验板。
选择了湿润平衡仪器来决定适当的锡炉温度,以适合各种用于本研究波峰焊接阶段中的无铅合金。
湿润平衡试验方法这里评估了五种无铅焊锡合金,包括锡与银和铜的二元合金、锡/银/铜的三元合金和锡/银/铜与铋和锑的四元合金。
本研究中也包括了共晶的锡/铅焊锡,用作比较。
评估的专门合金及其熔化范围如表一所示。
表一、试验的合金合金熔化温度范围内Sn63/Pb37183°CSn99.3/Cu0.7227°CSn96.5/Ag3.5221°CSn95.5/Ag4/Cu0.5217~218°CSn96/Ag2.5/Bi1/Cu0.51214~218°CSn96.2/Ag2.5/Sb0.5/Cu0.82210~216°C1. 美国专利#4,879,0962. 美国专利#5,405,577试验基板试验基板是尺寸为1.0"x0.5"厚度0.005"的铜试样,该试样按照标准IPC-TM-650符合ISO 1634-CU-ETP 条件 HA。
波峰焊用Sn99.7Cu0.3无铅锡条 MSDS 模板

Manufacturer
地址 Address
应急电话
Emergency Phone 初始编制日期
Prepared Date 修订日期
Revision Date 版本/ Version
二、 成份/ 组成信息/ COMPOSITION/ INFORMATION ON INGREDIENTS
组成成分
百分含量
五、消防措施/ FIRE FIGHTING MEASURES 易燃性/ Flammability 不适用/ Not available
六、泄露应急处理(熔融状态)/ ACCIDENTAL RELEASE MEASURES (MOLTEN STATE)
少量泄漏
:待其冷却凝固后,放置于处理箱内。
Small Spill and Leak :After solidification and cooling, place in an appropriate container.
avoiding contacted directly by molten metal, and should be protected by
exposure suit.
侵入途径
:1.皮肤接触 2.吸入 3.食入
Routes of Entry:
:1. Skin contact 2. Inhalation 3. Ingestion
:Not available.
人体慢性毒性
:可能造成皮肤、眼睛、中枢神经系统的损害。
Chronic Effects on
: Causes damage to the following organs: skin, eyes, central nervous
锡炉温度的设定标准

一.无铅锡条种类;1.无铅焊锡条(Sn99.3/Cu0.7)2、电解纯锡条(电解处理高纯锡)3、抗氧化锡条(添加高抗氧化剂)4、波峰焊锡条(适用波峰焊焊接)二.无铅锡条的特点;1. 无铅RoHS标准,适用波峰或手浸炉操作。
2. 纯锡制造,锡渣少,减少不必要的浪费。
3. 焊点光亮、饱满、不会虚焊等不良现象。
4. 加入足量的抗氧化元素,抗氧化能力强。
三.无铅锡条的规格种类;1.无铅纯锡条2.无铅含铜锡条3.无铅含银铜锡条4.无铅含银锡条5.无铅高温锡条四.无铅锡条的规格特性;五.合金成份(%)熔点特点;1.Sn/Cu0.7 227℃低成本、熔点高、润湿性差、毛细作用力小、疲劳特性差, 可用于较低要求的焊接场所。
2.Sn/Cu0.7/AG0.3 217-227℃Sn/Cu 系列合金,润湿性较Sn/Cu0.7好,但各项性能仍差于Sn/AG3/Cu0.5系列合金。
3.Sn/AG3.5 221℃成本极高,在用传统无铅材料,有可能因为银相变化而无法通过可靠性测试。
4.Sn/AG3/Cu0.5-0.7 217-218℃成本极高,各项性能良好,目前是厂家选用最多的无铅焊料。
锡—铜 Sn-Cu Sn99.3-Cu0.7 220-227 熔点偏高,力学性能略次,但制造成本低,当今最普遍使用本合金产品。
Sn99.5-Cu0.5 220-227 Sn99.0-Cu1.0 227-240 锡—银—铜 Sn-Ag-Cu Sn-Ag3-Cu0.5 215-220 可靠性和可焊性较好,成本较高 Sn-Ag3.5-Cu0.7 215-220 锡—银 Sn-Ag Sn-Ag3.5 221 高强度,力学性能良好,可焊性良好,适合于含银件焊接5.Sn/AG2.5/Cu0.8/Sb0.5 217℃各项性能良好,熔点较Sn/AG3/Cu0.5更低,且更细晶格的合金。
6.Sn/AG4/Cu0.5-0.7 217-218℃成本较Sn/AG3/Cu0.5高,各项性能良好,目前常用的无铅焊料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
- 填 缝 性 试 验 试 件 如 图 2所 示 , 由 一 块 20mi nx 1 10mmx4mm 和一块 30mmxl 10mmx4mm 紫铜 板组 成 的倒 T字 型 ,其 中一 端装 配 间隙 为零 ,另 一端 规 格 采 用 1.60mm 的二 氧 化 碳 气 保焊 焊 丝 垫 起 构 成 楔形 间隙 。将 无 铅 锡钎 料 (Sn99.3Cu0.7)置 于试 件 零 间隙端 ,沿钎 缝滴 加适 量 中等活 性 的松 香型 助 焊 剂 (MRA)后放 入 井式 电炉 中加 热 250 ̄C和 280 ̄C各 六组 ;钎 料 熔 化后 分 别保 温 2s、4s含 量 应 控 制在 0.1wt.%以下这 一 指 标 。
无 铅 锡 钎 料 (Sn99.3Cu0.7)属 于二 元 合 金 Sn— Cu共 晶钎料 ,原 材料 Sn、Cu的储量 丰富 ,价 格低 廉 。无毒 副 作 用 。并 且 具 有容 易 生 产 、回收 、杂 质敏 感 度 低 、综合 力学 性 能好 等优 点 :但是 ,Sn—Cu共 晶 钎 料在 应 用 中存 在 一些 问题 :其 一 ,Sn—Cu合 金在 波 峰焊 时 容 易发 生 氧 化 。产 生锡 渣 ,这会 增加 焊点 形 成 缺 陷 的几 率 ,影 响焊 点 的 可靠 性 ,并 且 造成 浪 费 ;其 二 ,Sn—Cu钎料 流动 性 不够 ,熔 融钎 料不 能充 分填充 焊 点 间隙 .从 而产 生焊 点桥 连 ,导 致短 路 。鉴 于 此 . 本 文 根 据 深 圳 千 田 牌 无 铅 锡 钎 料 (Sn99.3Cu0.7)推荐 的最 佳钎 焊 温度 范 围 (250 ̄C一 280':E),通 过在 推 荐最 佳钎 焊 温度 附近 上 限加 热 温 度 280 ̄C和 下 限加 热 温度 250 ̄C下 ,观察 钎 焊 时 间 变 化 对 试 板 润 湿 效 果 的影 响 ,研 究 无 铅 锡 钎 料 (Sn99.3CuO.7)在不 同温 度下 的润 湿能力 。
毒 。而具 有 悠久 历史 的锡 铅钎 料 钎 焊技 术在 电子 、 电器 、家 电 、电镀 、灯 饰 、首 饰 生产 及 PCB等行 业 应 用 相 当广 泛 ;由于铅 (Pb)及 其 化合 物 有 毒 ,世 界 各 国纷 纷立 法 限制 含铅 钎料 的使 用 。此 锡铅 钎 料钎 焊 技 术 受 到前所 未 有 的挑 战 ,无 铅化 已经成 为 电子 产 品 的必然 趋 势 。目前 已经 明确 的是用 来取 代 Sn—Pb 合 金 的无 铅钎 料 将是 以 Sn为 基体 的二元 、三元 甚 至更 多元 合金 ,可 能 的合 金 元 素 包 括 Ag,Cu,Sb, In,Bi,Zn等 。而 这些 金属 元素 的原 材料 中不 可避 免 地 含 有微 量 Pb的杂质 。要 求无 铅钎 料 中完 全不 含 有 Pb的微 量杂 质 在工 艺上来 讲是 不 现实 的 ,问题 是 无 铅钎 料 中 Pb的含 量应 该 限制在 多少 以下 ? 国 际上 针 对 这 一 无 铅钎 料 的定 义 问题 已经 讨 论 了多 年 , 但 迄 今 为 止 尚 没 有 最 后 结 论 。 JEITA 和 SOLDERTEC发 布 的 无 铅 软 钎 焊 指 南 中均 给 出 了
1 试 验 材 料 及 方 法
主要 实验 材料 及工 具有 紫铜 板 、深圳 绿 色千 田 牌无 铅 锡 钎 料 (Sn99.3CuO.7)、游 标 卡 尺 、远 红 外 电 阻加 热炉 、远 红外 测温 仪及 秒表 等 。实 验 中所用 的
58
无铅锡钎料 (Sn99.3Cu0.7)润湿性试验
Vol_19 No.2
无 铅 锡钎 料 (Sn99.3Cu0.7)由深 圳 绿 色 千 田锡 业 科 技有 限公 司提供 ,钎 料 主要 成 分 Sn99.3Cu0.7,该 钎 料 推 荐 钎 焊 温 度 为 250℃ 一280℃ 。 无 铅 锡 钎 料 (Sn99.3Cu0.7)的主要 成 分及 部 分物 理 性能 见 表 1 所 示 。
研 究 结果表 明 :钎 焊温度 升 高 、钎 焊 时 间延长 ,可 不 同程度提 高 润湿 力。
【关 键 词 】Sn99.3CuO.7 无铅 锡钎 料 润 湿性 填缝 性 表 面张力
【中图分类号 】TG6425
【文献标识码 】A
【文章编号 】37—14962016—214
0 引 言 铅 (Pb)是 有 毒 金 属 ,在 人 体 中沉 淀 会 引 起 中
【摘 要 】针对 无铅 锡 钎料 润 湿 性 的影响 因素 ,通过 对 无铅 锡 钎 料 (Sn99.3Cu0.Y)在 同一钎 焊
时 间不 同钎焊 温度 下 以及 同一温度 不 同钎 焊 时间 的润 湿性 的研 究 (试 验 温度 在推 荐 的最佳 钎
焊 温 度 范 围 内),得 出温度 和钎 焊 时间对 无 铅锡 钎 料 (Sn99.3Cu0.7)的 润湿 性 的 影响 趋势 。
收 稿 日期 :2015—12—03 基 金 项 目 :“黑 龙 江 省 教 育 厅 科 学 技 术 研 究 项 目 资 助 ” (12543034) 作 者简 介 :石南 辉 (1973一 ),男 ,高级 工程 师 ,国际 焊接 工 程师 。 主要 从事焊 接生产工 艺方面 的研 究及教学科 研工作 。
第 19卷 第 2期
国网技术 学 院学报 Journal of State Grid Technology College
57
无铅锡钎料 (Sn99.3CuO.7)润湿性试验
The Wettability Test of Lead-free Tin Solder(Sn99.3CuO.7) 石 南辉 杨德 云 张 健 吴 彝 崔元彪 哈 尔滨 华德 学院 黑 龙江 哈尔滨 1 50025