cnc加工中心600型
600精雕机参数

V
380
总功率
kw
9
机床重量
kg
3800
外观尺寸
m
2.0*1.8*2.3
本文由伯特利数控(Bethel CNC)编辑,转载请注明!
24000/30000
主轴电机
kw
5.5
最大刀具直径
mm
Φ16
三轴马达功率
kw
0.85
进给、精度
三轴快速进给
mm/min
15000
三轴加工进给
mm/min
10000
重复定位精度
mm
±0.003
定位精度
mm
±0.005
其它
主轴冷却系统
油冷
润滑系统
自动润滑系统
切削油系统
双喷头(切削液、压缩空气)
对刀
自动对刀仪
600精雕机相关参数
本文由伯特利数控提供,伯特利数控(Bethel CNC)致力于加工中心、钻攻中心、精雕机、石墨机。更多详细相关资料请进入伯特利数控(Bethel CNபைடு நூலகம்)查阅。
行程
X行程
mm
600
Y行程
mm
500
Z行程
mm
250
工作台
工作台面积
mm
600*540
最大负重量
kg
350
主轴
主轴转速
rpm/min
VDL-600A立式加工中心
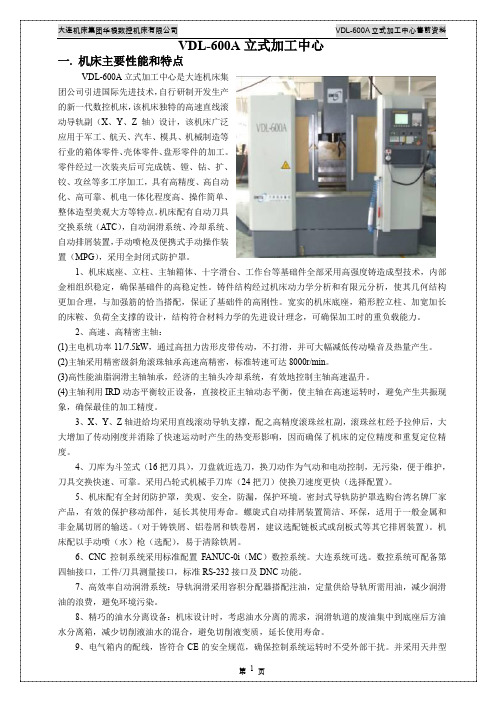
VDL-600A立式加工中心一. 机床主要性能和特点VDL-600A立式加工中心是大连机床集团公司引进国际先进技术,自行研制开发生产的新一代数控机床,该机床独特的高速直线滚动导轨副(X、Y、Z轴)设计,该机床广泛应用于军工、航天、汽车、模具、机械制造等行业的箱体零件、壳体零件、盘形零件的加工。
零件经过一次装夹后可完成铣、镗、钻、扩、铰、攻丝等多工序加工,具有高精度、高自动化、高可靠、机电一体化程度高、操作简单、整体造型美观大方等特点。
机床配有自动刀具交换系统(ATC),自动润滑系统、冷却系统、自动排屑装置,手动喷枪及便携式手动操作装置(MPG),采用全封闭式防护罩。
1、机床底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸造成型技术,内部金相组织稳定,确保基础件的高稳定性。
铸件结构经过机床动力学分析和有限元分析,使其几何结构更加合理,与加强筋的恰当搭配,保证了基础件的高刚性。
宽实的机床底座,箱形腔立柱、加宽加长的床鞍、负荷全支撑的设计,结构符合材料力学的先进设计理念,可确保加工时的重负载能力。
2、高速、高精密主轴:(1)主电机功率11/7.5kW,通过高扭力齿形皮带传动,不打滑,并可大幅减低传动噪音及热量产生。
(2)主轴采用精密级斜角滚珠轴承高速高精密,标准转速可达8000r/min。
(3)高性能油脂润滑主轴轴承,经济的主轴头冷却系统,有效地控制主轴高速温升。
(4)主轴利用IRD动态平衡较正设备,直接校正主轴动态平衡,使主轴在高速运转时,避免产生共振现象,确保最佳的加工精度。
3、X、Y、Z轴进给均采用直线滚动导轨支撑,配之高精度滚珠丝杠副,滚珠丝杠经予拉伸后,大大增加了传动刚度并消除了快速运动时产生的热变形影响,因而确保了机床的定位精度和重复定位精度。
4、刀库为斗笠式(16把刀具),刀盘就近选刀,换刀动作为气动和电动控制,无污染,便于维护,刀具交换快速、可靠。
采用凸轮式机械手刀库(24把刀)使换刀速度更快(选择配置)。
数控加工中心编程经验

数控加工中心编程经验CNC编程注意事项!1.白钢刀转速不可太快。
2.铜工开粗少用白钢刀,多用飞刀或者合金刀。
3.工件太高时,应分层用不一致长度的刀开粗。
4.用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。
5.平面应用平底刀加工,少用球刀加工,以减少加工时间。
6.铜工清角时,先检查角上R大小,再确定用多大的球刀。
7.校表平面四边角要锣平。
8,凡斜度是整数的,应用斜度刀加工,比如管位。
9.做每一道工序前,想清晰前一道工序加工后所剩的余量,以避免空刀或者加工过多而刀。
10.尽量走简单的刀路,如外形、挖槽,单面,少走围绕等高。
11.走WCUT时,能走FINlSH的,就不要走RoUGH。
12.外形光刀时,先粗光,再精光,工件太高时,先光边,再光底。
13.合理设置公差,以平衡加工精度与电脑计算时间。
开粗时,公差设为余量的1/5,光刀时,公差设为0.01。
14.做多一点工序,减少空刀时间。
做多一点思考,减少出错机会。
做多一点辅助线辅助面,改善加工状况。
15.树立责任感,认真检查每个参数,避免返工。
16.勤于学习,善于思考,不断进步。
铳非平面,多用球刀,少用端刀,不要怕接刀;小刀清角,大刀精修;不要怕补面,适当补面能够提高加工速度,美化加工效果.毛坯材料硬度高:逆铳较好毛坯材料硬度低:顺铳较好机床精度好、刚性好、精加工:较习惯顺铳,反之较习惯逆铳零件内拐角处精加工强烈建议要用顺铳。
粗加工:逆铳较好,精加工:顺铳较好刀具材料韧性好、硬度低:较习惯粗加工(大切削量加工)刀具材料韧性差、硬度高:较习惯精加工(小切削量加工)编程注意密项:1 .转换图档到加工软件中,并确定其中X、Y、Z值.根据机床、材料特性选刀确定转速、进给、下刀质2 .工件加工摆放方向,原则上X方向为长尺寸,丫方向为短尺寸。
.3 .工件最高点移到Z零点有两个目的:防止程式里不记得设安全高度造成撞机及加工深度反应刀具保守的加工深度。
4 .根据实际情况,相应补面或者删除面,如皆位铜公做加强面.镶件线制位OFFSET曲面0∙5mm(至少).以免刀具加上到线制面.尖角位置做R面,以免刀具在尖角损坏.5 .擦穿面留0.05mm余盘FiT模用,有些重要面积小的擦穿面,留0.1mm余敬.周边的PL面加工到位,小模的后模PL面胶位出15mm避空0.08mm.大模避空0.13mm.6 .钢料飞刀开租时,Z下刀录0.5~0∙7mm.铜料开粗时Z下刀m Imm~1.5mm(内部开粗1.0mm,基准边开箱1.5mm),另如分中位异形的铜公,开粗时范围选非异形范围,分中位光刀时底部曲Imm余效以防开租时铜公底余量卷碰到铜公.7 .精铳前务必用较小的直径的刀将角位的余量粗清角,无法清用的地方,务必做曲面挡住,避免精铳时角位余量过多导致刀具损坏,要保证精就时余量是均匀的.8 .UG软件用2D面铁时,容易过切侧面需在侧壁余锢0.4mm防过切。
数控铣床简介
125~635mm 420mm 215~625mm
1~5000mm/min 15m/min
0.001mm 0.04mm 0.03mm 0.016mm
上一页 下一页 返回
1.4 数控铣床的主要规格参数
6. 控制系统 控制系统型号
系统分辨率 7. 电机容量 主轴电机 进给电机X、Y、Z向 机床电源 8. 外形尺寸 9. 机床重量
4. 辅助装置 :主要指数控铣床的一些辅助配套部件,如手动换刀 时用的气动装置、加工冷却时用的冷却装置、冲屑时用的排屑装置等。
下一页 返回
1.2 数控铣床的组成和工作原理
✓ 1.2.2 数控铣床的基本工作原理
数控铣床的基本工作原理如图1-4所示。 根据被加工零件的图样、尺寸、材料及技术要求等内容进行工艺 分析如加工顺序、走刀路线、切削用量等,通过面板键盘输入或磁盘 读入等方法把加工程序输入到数控铣床的专用计算机(数控装置)中, 数控装置经过驱动电路控制和放大,使伺服电机转动,通过齿轮副(或 直接)经滚珠丝杠,驱动铣床工作台(X、Y轴)和Z方向(头架滑 板)。再与选定的主轴转速相配合。半闭环和闭环的数控机床检测反 馈装置可把测得的信息反馈给数控装置进行比较后再处理,最终完成 整个加工。加工结束机床自动停止。
1.1 数控铣床的结构特点和分类
✓ 1.1.1数控铣床的结构特点
以南通纵横国际机床股份公司的VM600(XK714B)床身型数控 铣床为例,该机床采用立式主轴、十字型床鞍工作台布局,结构十分 紧凑。
其主要结构特点如下: 1. 床身部分:它是整个机床的基础。床身底面通过调节螺栓和垫 铁与地面相连。调整调节螺栓可使机床工作台处于水平。床身上的Y 向矩形导轨连接床鞍,并使其沿导轨运动。 2. 立柱部分:安装于床身后部,上面设有Z向矩形导轨用于连接 铣头部件,并使其沿导轨作Z向进给运动。内部空间安放平衡锤,用 于平衡铣头部件重量,减少垂直方向滚珠丝杠的拉力。它是由铣头上 下移动经铣头上连接杆、套筒滚子链、链轮等带动而上下运动的。
CNC加工中心技术参数

CNC加工中心SXK06L技术参数
主营产品:数控机床、数控钻床、数控铣床、CNC加工中心、数控分度头、数控加工中心、小型数控铣床、立式铣床、电脑锣、
优点:适合于铜铝件加工,五金零件的钻孔、攻牙、铣切及各种复杂加工。
适用行业范围:五金件加工、散热片加工、乐器器材加工、缝纫机配件加工、压铸件加工、汽车零配件、农用机配件、弹性夹头、锁芯加工等。
可加工材料:45#钢、铝合金、铜、铁,木制材料等。
CNC加工中心SXK06L技术参数
工作台面积长(mm)X宽(mm)600X300
T型槽数量-宽(mm)-间距(mm)3-14-95
X轴行程(mm)400
Y轴行程(mm)300
Z轴行程(mm)450
主轴端面至工作台(mm) 560
主轴中心至立柱导轨面(mm) 355
主轴spindle taper气动换刀主轴BT30(标准配置)
刀库斗笠式10把
主轴最高转速(rpm) 300-8000 rpm
主轴伺服电机功率(KW)3.7KW
进给电机feed motor(1.2KW伺服)
X 轴扭矩(N.m)1.2KW/ 4N.m
Y 轴扭矩(N.m)1.2KW/4 N.m
Z 轴扭矩(N.m)1.8KW/6 N.m
快速移动速度:X/Y/Z(mm/min)18000
切削进给速度(mm/min) 0-10000
丝杆参数X/Y/Z(直径mm/螺距mm) X/Y/2508/P3 Z/3210/P3
控制系统宝元数控LNC528M
净重/毛重 2.0T
外型尺寸(LXWXH)1650mmX1340mmX2130mm。
CNC加工中心作业指导书

.3开粗后再拉表一次,确定工件没有松动。如有侧必须重新校正和碰数。
.4在加工过程中不断优化加工参数,达最佳加工效果。
.5因本工序是关键工序,因此工件加工完毕后,应测量其主要尺寸数值与图纸要求是否一致,如有问题立即通知当班组长或编程员检查、解决,经自检合格后方可拆下,并必须送检验员专检。
制 订
XX
生 效 日 期
2008年11月26日
审 批
目的:确保作业安全、规范作业管理
工具
夹具
游标卡尺、辅助工装、高度尺、百分表
原料辅料
切屑液、各种刀具
范围:数控组CNC加工
作
业
规
范
及
要
求
.3根据其相对值减去碰数头的直径(即工件的长度),检查工件的长度是否合符图纸要求。
.4把这个相对坐标数除以2,所得数值就是工件X轴的中间数值,再移动工作台到X轴上的中间数值,把这点的X轴的相对坐标值设定为零,这点就是工件X轴上的零位。
CNC加工中心作业指导书
CNC加工中心作业指导书
编号:MD-Ⅲ-011编制:XX
作业名称
CNC
适 用 机 型
版 本
第1版
执 行
数控组
CNC加工中心
制 订
XX
生 效 日 期
2008年11月26日
审 批
目的:确保作业安全、规范作业管理
工具
夹具
游标卡尺、辅助工装、高度尺、百分表
原料辅料
切屑液、各种刀具
范围:数控组CNC加工
移动刀具到安全的地方,手动向下移动刀具50mm,把这点的相对坐标值再设定为零,这点就是Z轴的零位。
CNC标准刀柄及拉钉
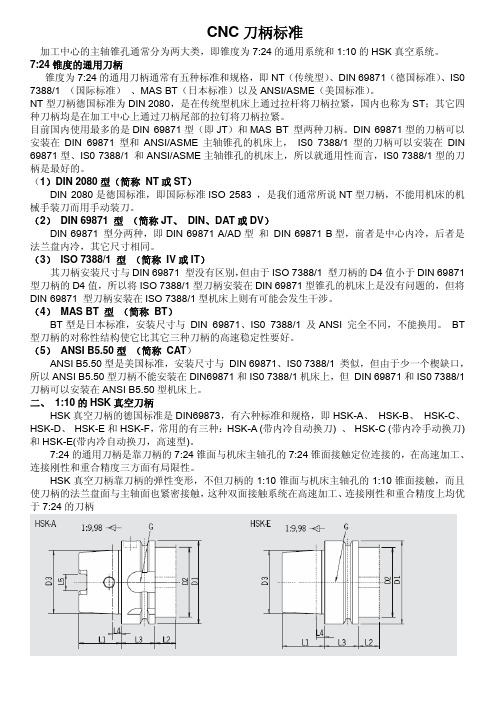
CNC刀柄标准加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
多轴机床常见类型
φ400mm 800mm 400mm 630mm -10°~+110° 360° 20m/min 60r/min 30r/min 0.001mm 0.001° 0.001° 60-12000r/min 12KW 16 把 HSK63A φ80mm/150mm 180mm 三相交流 380V(1±10%)50Hz
所以机床设计为双摆台的形式可以更有效地利用机床空间使加工范围更大,因为主轴是固定 不变的,所以刀具长度不会影响摆动误差。同时由于工作台可旋转和可倾斜,所以也方便于 操作。上文中所述 3+2 形式的立式五轴联动加工中心就是典型的双摆台形式。双摆台式的 五轴联动数控铣床的结构形式如图 1-9 所示
(a)
瑞士GF阿奇夏米尔的MIKRON HPM600U/800U精密型5轴联动加工中心是针对精密零
件加工行业的最新产品。它具有高动态特性、高速加工特性和5轴联动的特点。如图1-10所
示。
图 1-10 瑞士米克朗 HPM600U 双摆台 高性能五轴联动加工中心外观视图
1)机床结构 HPM600U/800U 加工中心采用混凝土聚合物整体压铸的落地床身,新型龙门框架式结 构,X、Y、Z三轴导轨各自独立,从而保证了极高的精度稳定性。机床主轴采用立式结构, 可以保证更高的切削稳定性。特殊设计的大摆角回转工作台采用扭矩电机直接驱动,强力液
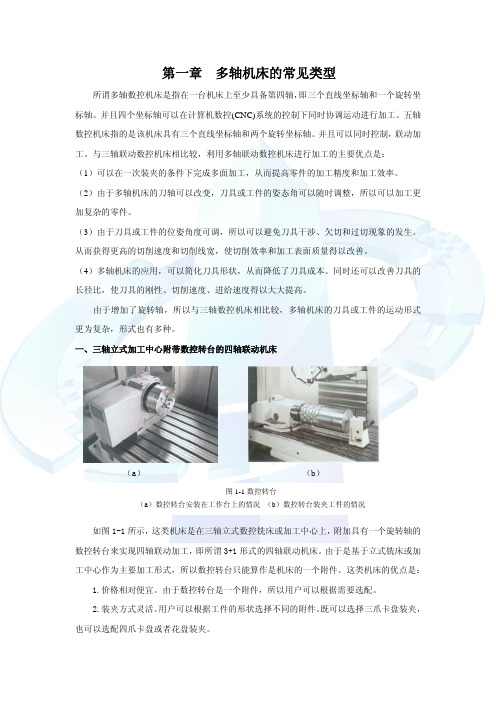
由于增加了旋转轴,所以与三轴数控机床相比较,多轴机床的刀具或工件的运动形式 更为复杂,形式也有多种。 一、三轴立式加工中心附带数控转台的四轴联动机床
(a)
(b)
图 1-1 数控转台 (a)数控转台安装在工作台上的情况 (b)数控转台装夹工件的情况
如图 1-1 所示,这类机床是在三轴立式数控铣床或加工中心上,附加具有一个旋转轴的 数控转台来实现四轴联动加工,即所谓 3+1 形式的四轴联动机床。由于是基于立式铣床或加 工中心作为主要加工形式,所以数控转台只能算作是机可以实现五轴联动加工。如复杂的叶轮的加工、空间曲面加工。CNC 用户程序和数
佳铁高科600说明书

佳铁高科600说明书佳铁高科JTGK-600G高速数控雕铣机1.设备概述JTGK-600G是广东佳铁全新研发设计的一款高效,高精度的数控机床,采用多项新技术,其具有优良的动态加工性能,高刚性设计,稳定可靠,采用一体化的整体设计,优良的人机交互,机床操控更加人性化。
适用于铜,铝,钢,不锈钢等材料的加工,应用于电极,模具及零件产品的加工。
2.设备特点新一代数控系统。
温控技术,长时间精度稳定。
全新的结构设计提高机床刚性,稳定可靠。
优良的排屑方式,适应不同的加工需求。
成熟的抑震技术,提升刀具寿命3.技术规格项目名称参数数控系统高速数控系统西班牙FAGOR 8060驱动系统交流数字伺服电机与驱动运动部件滚珠丝杆、滚动直线导轨高精密级工作台尺寸 650×500mm负重 300kg行程X×Y×Z 600×500×300mm主轴端面到工作台面的距离范围 120~420mm横梁底部到工作台面的距离 330mm2 / 4项目名称参数主轴电机功率 6.8kW最高转速 30000rpm适用刀柄 HSK E40刀库刀库容量 15pcs进给速度最大移动速度 20m/min最大切削速度 16m/min精度定位精度 0.008mm重复定位精度 0.004mm机床尺寸长×宽×高2210×2150×2440mm 机床重量主体 6000kg机床动力电源电压三相AC380V/50Hz电源总功率 14KW冷却系统切削冷却喷头设计主轴冷却冷却机润滑系统自动油脂润滑对刀仪全自动对刀仪,刀具长度自动补偿选配部件全闭环光栅尺;第 4 轴或第 4.5 轴;油雾收集器稳变压电源;无线自动测头;自动排屑器备注所有配置参数或选配部件最终以合同为准JTGK-600高速数控雕铣机20个坐标的使用说明1、安装工件、刀具;对刀a.安装工件。
b.安装刀具后,在"MDI"菜单,输入"T",并按"执行"键,将进给旋钮调至连续手动进给。
数控加工中心刀具转速进给参考表 (2)

使用G81
?48
0
600
80~100
使用G81
?55
0
600
80~100
使用G81
精膛刀
Q值
S
F
备注
?8~?12
0
800
100
使用G81
?12~?14
0
800
100
使用G81
?15~?18
0
800
100
使用G81
?18~?20
0
800
100
使用G81
?20~?25
0
800
100
使用G81
63000
600~800
?20 R0.8
2500~3000
600~800
?25 R0.8
2500~3000
600~800
?32 R0.8
2000~2500
600~800
?50 R0.8
1500~1800
600~800
钨钢刀
下刀量
S
F
备注
?3以下
3000
400
顶针沉头
?4
3000
400
顶针沉头
?5
3000
400
顶针沉头
?6
1500
500
光边修框
?8
1500
500
光边修框
?10
1500
500
光边修框
?12
1500
500
光边修框
铭曜张竣惟制作
50~100
一律使用G73
?55
1~2
500
50~100
一律使用G73
数控加工中心刀具转速进给参考表

800
100
使用G81
20~25
0
800
100
使用G81
25~32
0
800
100
使用G81
32~42
0
800
100
使用G81
42~52
0
600
100
使用G81
52以上
0
600
100
使用G81
山维刀
下刀量
S
F
备注
3000
2000
修框或绕斜面
1
3000
2000
修框或绕斜面
光底刀
下刀量
S
F
备注
12
2500~3000
0
800
100
使用G81
40
0
800
80~100
使用G81
42
0
600~800
80~100
使用G81
48
0
600
80~100
使用G81
55
0
600
80~100
使用G81
精膛刀
Q值
S
F
备注
8~12
0
800
100
使用G81
12~14
0
800
100
使用G81
15~18
0
800
100
使用G81
18~20
P20*
63
1000
3000~3500
P20*
喷水钻
Q值
S
F
备注
28
2
600~800
70~100
一律使用G73
VMCL600VML600立式加工中心床身型数控铣床
VMCL600/ VML600立式加工中心/床身型数控铣床一、机床性能特点及用途VMCL600立式加工中心是一种中小规格、高效能加工中心,采用立式主轴、十字型床鞍工作台布局,结构紧凑,加工范围广泛,可完成铣、镗、钻、铰、攻丝等多种工序的加工。
若选用数控转台,可扩大为四轴控制实现多面加工。
VMCL600立式加工中心主要用于高速精密加工及复杂型面的轮廓加工,典型应用如通用机械零件、汽配、纺机配件、高效精密型腔及模具的加工等。
1、大件采用稠筋封闭式框架结构,刚性高,抗振性好,底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸铁,组织稳定,永久确保品质。
铸件结构均经过机床动力学分析和有限元分析,合理的结构程度与加强筋的搭配,保证了基础件的高刚性。
宽实的机床底座,箱型腔立柱、负荷全支撑的十字滑台可确保加工时的重负载能力。
粗、精加工均在进口五面体加工中心上加工,粗加工后进行二次热处理,确保加工应力的消除,从而保证了机床精度长久性。
2、主传动采用主轴电机、同步齿形带传动,传动噪声低。
主轴在60-12000RPM(最高速可选10000 RPM、8000 RPM)范围内无级变速,对各类零件加工的适应能力较强。
主轴组整套从台湾进口,无论在高速或低速铣钻,均能持稳,确保加工精度,高速运转时,无共振现象,确保最佳的加工精度。
3、X、Y、Z三轴采用高精密C3级滚珠丝杆,搭配预压式双螺帽,确保最低背隙。
三轴滚珠丝杆轴承以精密P4级,滚珠丝杆专用60°斜角滚珠止推轴承支撑,运转精度高。
滚珠丝杆和伺服电机以绕性联轴器直联,效率高,背隙小。
三轴进给采用台湾上银直线滚动导轨支撑,使X、Y、Z轴无论是高速移动或是轻、重负荷切削都可达到更高定位精度。
4、刀库容量为16把,结构有斗笠式和机械手两种可选。
5、配有全封闭防护罩,美观、安全,保护环境。
密封式导轨防护罩选购名牌厂家产品,有效的保护移动部件的使用寿命。
6、CNC控制系统采用日本FANUC,全数字式AC伺服系统,软件功能丰富,数控系统配备标准RS-232接口。
CNC加工中心切削参数表

粗加工参数指材料 硬度在HRC30-50, 对于低0-50, 对于低于此硬度的 材料,切深可增大
刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350
0.8-2 36 1800 700-1000 4800 72 0.6 36 1800 1000 4800 72 0.5 36 800 1000 4800 72
0.3 0.5 1400 1400 600 0.225 0.3 0.5 1400 1200 600 0.225 0.3 0.5 1000 1200 600 0.225
E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
CNC加工中心哪家好_数控加工中心哪个牌子好
CNC数控加工中心哪家好很多人问目前国产加工中心,进口加工中心哪家好?这个问题,其实这个问题没有一个明确的答案。
加工中心是我们使用非常广泛,可以说各行各业都需要用到加工中心,所以国内外的cnc加工中心生产商非常的多。
这个市场可以说是鱼龙混杂。
主要看你是用来做什么。
加工要求有多高、每个品牌都有自己核心的一些东西。
看一台机床水平的高低,要看它的重复定位精度,一台机床的重复定位精度如果能达到0.005mm(ISO标准.、统计法),就是一台高精度机床,在0.005mm(ISO标准.、统计法)以下,就是超高精度机床.我国机床制造业的发展虽有起伏,但对数控技术和数控机床一直给予较大的关注,已具有较强的市场竞争力。
但在中、高档数控机床方面,与国外一些先进产品与技术发展,仍存在较大差距,部分处于技术跟踪阶段.国内加工中心生产商分布在全国各地,但是主要都集中在国内几个工业大城市,如沈阳、山东滕州、浙江杭州、广东省、云南省这些地方,想要真正了解一款加工中心需要从各方面去考虑。
首先不同型号的机床价格不一样,同型号的机床厂家不一样价格也不一样。
这些都是我们要去考虑的,还有需要根据机床的配置来考虑。
加工中心哪家好没有一个绝对的答案,选购加工中心需要根据我们自身的情况来考虑,每一家企业都有着自己的优势,需要从我们加工产品的加工要求,自己的预算价格等来考虑。
不一定是大品牌就一定好,这个一定要切记。
现在的加工中心厂家都可以根据客户的订单需求订制设备。
比如客户平时需要加工复杂曲面的工件就可以配高端的数控系统,比如发那科,西门子;较为注重加工效率可以选择圆盘刀库;件加工空间比较大可以选择大行程的加工设备。
另外挑选加工中心厂家时建议去实地考察,最好带着常用的工件材料去现场试件。
货比三家方能心中有数。
国外加工中心:米克朗、宝美、斯特拉格、利吉特、威力铭等;德国的哈默、奥美特、巨浪、DMG、斯宾纳、斯塔玛、马扎克、牧野、天田、大隈、森精机、捷太科、哈斯,哈挺、特等;台湾加工中心:永进,台中,捷力,友佳(丽伟),福裕,晶禧,丽池;国产数控加工中心:沈阳机床、大连机床、秦川、北京一机、昆明机床、宝鸡机等等下面来一起看看数控cnc加工中心哪家好?数控加工中心哪家好_萨耀机床公司(SAJO Maskin International AB)创建于1916年,现今为北欧加中心和FMC,FMS制造厂家。
cnc加工中心作业指导书
CNC加工中心作业指导书
编号:编制:XX有限公司
作业名称
CNC
适用机型
版本
第1版
执行
XX模具
CNC加工中心
制订
XX模具
生效日期
2008年11月26日
审批
目的:确保作业安全、规范作业管理
工具
夹种刀具
范围:粤鼎模具
2.10.2开粗加工时不得离控制面板太远,有异常现象及时停机检查。
2.10.3开粗后再拉表一次,确定工件没有松动。如有侧必须重新校正和碰数。
2.10.4在加工过程中不断优化加工参数,达最佳加工效果。
2.10.5因本工序是关键工序,因此工件加工完毕后,应测量其主要尺寸数值与图纸要求是否一致,如有问题立即通知当班组长或编程员检查、解决,经自检合格后方可拆下,并必须送检验员专检。
制订
XX
生效日期
2008年11月26日
审批
目的:确保作业安全、规范作业管理
工具
夹具
游标卡尺、辅助工装、高度尺、百分表
原料辅料
切屑液、各种刀具
范围:数控组CNC加工
作
业
规
范
及
要
求
2.2.3根据其相对值减去碰数头的直径(即工件的长度),检查工件的长度是否合符图纸要求。
2.2.4把这个相对坐标数除以2,所得数值就是工件X轴的中间数值,再移动工作台到X轴上的中间数值,把这点的X轴的相对坐标值设定为零,这点就是工件X轴上的零位。
1没有检查工件的长宽高尺寸没有检查工件的长宽高尺寸没有检查工件的长宽高尺寸上机前的准备工作上机前的准备工作上机前的准备工作必须认真检查工件长宽高尺必须认真检查工件长宽高尺必须认真检查工件长宽高尺寸是否符合图纸寸是否符合图纸寸是否符合图纸利用拉尺碰数等方法检查其正确性利用拉尺碰数等方法检查其正确性利用拉尺碰数等方法检查其正确性2工件的摆放方向工件的摆放方向工件的摆放方向根据编程作业指导书要求对照工件图纸确定工件的摆放根据编程作业指导书要求对照工件图纸确定工件的摆放根据编程作业指导书要求对照工件图纸确定工件的摆放方向方向方向认真检查工件的方向然后按指导书的摆放进行操作认真检查工件的方向然后按指导书的摆放进行操作认真检查工件的方向然后按指导书的摆放进行操作3碰数偏移碰数偏移碰数偏移碰数方法碰数后检查输入数据的检查碰数方法碰数后检查输入数据的检查碰数方法碰数后检查输入数据的检查碰数后根据工件的长宽碰数后根据工件的长宽碰数后根据工件的长宽尺寸把主轴移动到工件的边缘检查碰数的正确性
CNC加工中心程序G指令及功能

加工中心程序G指令及功能G00 快速定位G52 局部坐标系设定G01 直线切削G53 机械坐标系选择G02 顺圆切削G54--G59 工件坐标系设定G03 逆圆切削G60 工件坐标偏移补偿G04 切削暂停G61 正确停止检查模式G05 超GI功能(高速切削) G62 自动转角进给百分率调整G09 正确停止检查G63 攻牙模式G10 程式参数输入,补正输入G64 切削模式G11 程式参数输入取消G65 巨程式(宏程式)呼出G17 XY平面加工G66 巨程式(宏程式)呼叫G18 XZ平面加工G67 巨程式(宏程式)呼叫结束G19 YZ平面加工G68 坐标设定回转G20 英制单位G69 坐标设定回转取消G21 毫米单位(公制) G70 G71 G72 G75 G78 G79固定循环G27 参考原点检查G73 钻孔加工循环G28 原点复归G74 攻反牙加工循环G29 开始点复归G76 精搪孔加工循环G30 第2-4原点复归G80 加工循环取消G31 跳跃机能G81 钻孔,搪孔加工循环G33 螺纹切削G82 钻孔搪孔倒角加工循环G34 特别固定循环(螺栓孔圆) G83 钻深孔加工循环G35 特别固定循环(带角度的直线) G84 攻牙加工循环G36 特别固定循环(圆弧) G85 G86 G88 G89 搪孔加工循环G37 自动刀长测量G87 逆转搪孔加工循环G38 刀具径补正向量指定G90 绝对座标指令G39 刀具径补正圆弧转角补正G91 相对座标指令G40 刀具半径补正消除G92 机械座标系设定G41 刀具半径补正(左方向) G94 非同期切削(每分钟进给)G42 刀具半径补正(右方向) G95 同期切削(每分钟进给)G43 刀具长度补正(正方向) G96 周速—定控制有效G44 刀具长度补正(负方向) G97 周速—定控制无效G49 刀具长度补正取消果G98 设定循环加工复归点G50 放大缩小功能取消G99 设定循环加工R复归点G51 放大缩小功能G05P10000 超GI功能启动G50.1 G指令镜像取消G05P0 超GI功能关闭G51.1 G指令镜像有效尊敬的赞助商:**于200X年X月X日举办一个全校性的综合型运动会,历时一周。
600机XYZ三轴电机床切削加工

600机XYZ 三轴电机床切削加工一简介:600机三轴电机传的材质是HT200铸件毛坯,按图纸的尺寸、形位公差要求铸件毛培作退火热处理(Th196~229)工件内孔的半精加工。
2、精加工在夹具中一次装夹完成以保证工件的质量要求。
关键词:夹具、工件定位、镗刀、刀具定位、内孔精加工。
难点;孔φ47 +0.02 +0.01 X33±0.05,基准面B 与C 面D 面平行度。
二、零件工艺分析;600机三轴电机传.如图1图2所示,工件材质是铸件毛培,工件整体之积小,外表面各尺寸,行位精度一般,粗加工可通过画线校正后,在车床,铣床上加工,而内孔的尺寸精度、形位公差要求较高,例如;φ110×7内孔主口对工件中心轴线的同轴度为0.005mm ,φ47×33mm 内孔直径公差:+0.02+0.01mm ,而C 、D 两端面对基准面B 的平行度是0.01mm ,长度尺寸33mm 公差只允许±0.05mm ,要达到图纸以上的要求,工件内孔半精加工,精加工最好在夹具中定位,夹紧一次装夹加工完成,减少校正时间,保证质量。
内孔精加工之前,孔内应留1mm 余量、而基准面B 、内端面C 、和D 留0.5mm 余量,工件各外表面按图加工至尺寸。
E 、F 表面图纸中没有位置公差限制,为了精加工内孔在夹具准确快速定位,E 、F 两垂直度控制在0.05mm 公差范围.工件总长170mm ,而孔φ4701.002.0++mm 深至160mm ,C 、D 两面有长度33±0.05mm 尺寸限制,用常规办法用单一镗刀加工,一来不好观察,二来不好控制,如果用镗刀杆架上两把小镗刀同时加工φ70mm内孔和φ4702.0+mm 内孔,并用镗刀的精确间距定位保证33±0.05这长度尺寸,效果会更好。
见图4.三、600机三轴电机座加工工艺:(见工艺表)四、夹具设计:600机三轴电机座专用夹具见图3,.夹具材料:ZG200-400铸钢件,坯件在机加工之前作退火处理,目的清除铸钢件内应力,改善切削性能稳定内部组织。
CNC机台设备操作
8.SNC86
機器名 稱 MAKINO高速石墨雕刻機 型 號 SNC86 控制系 統 FANUC 工 作台尺 寸 1000mm*600mm 加工行 程 800mm*800mm*400mm 外觀尺 寸 4900mm*3700mm*2800mm 運行定位精度 ±0.002mm 最高加工精度 ±0.005mm 主軸最高轉速 15000rpm 快速進給速度 30000mm/min 切削進給速度 1~20000mm/min 工作台最大承載重量 100kg 設備 總重量 7000kg 加工使用工具型號 BT40 刀庫容量 15T 加 工 特 性:石墨電極專用加工機 機台特性: 自動換刀裝置 自動刀長測量
5. V55
機器名 稱 MAKINO 高速加工機 型 號 V55 控制系 統 FANUC 工 作台尺 寸 1000mm*500mm 加工行 程 X900mm Y500mm Z450mm 外觀尺 寸 4000mm*3100mm*3700mm 運行定位精度 ±0.002mm 最高加工精度 ±0.0025mm 主軸最高轉速 20000rpm 快速進給速度 50000mm/min 切削進給速度 1~20000mm/min 工作台最大承載重量 700kg 設備 總重量 9300kg 加工使用工具型號 BT40 刀庫容量 15T
加工特性: 主要加工各種3D中,小型模仁零件 各種電極加工 機台特性: 自動換刀裝置自動刀長測量
9.匠澤(B8)
機器名 稱 匠澤 型 號 B8 控制系 統 西門子 工 作台尺 寸 1500mm*1000mm 加工行 程 1200mm*800mm*450mm 外觀尺 寸 3500mm*2500mm*3200mm 運行定位精度 ±0.005mm 最高加工精度 ±0.005mm 平台最大承載重量 1500kg 主軸最高轉速 20000rpm 快速進給速度 30000mm/min 切削進給速度 1~15000mm/min 刀把型號 A63
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
機型: 乔锋高速高精度零件加工中心V-6
乔锋加工中心具有以下几个特点:
1.底座采用A字形肋结构布置,提高吸振效果,整体铸件,采箱体设计,达到高度抗弯刚性。
2.结构采用高级米汉纳铸铁材质,经回火处理消除内应力,确保最佳
刚性精度持久性。
3.高刚性结构源自于多年经验数据累积与合理化机构细长比设计,提高铸件抗压缩与抗侧弯能力。
4.高速换刀机构设计,配合预先感应控制,结合高效能打刀系统,进行换刀工作。
实际测试结果表明,刀对刀的交换时间为1.8秒(60HZ),实现高速换刀功能。
1无配重
Z轴采用无配重设计,搭配大功率刹车伺服马达,提升Z轴驱动性能,达到高速及最佳表面光洁度。
2刀库
圆盘式自动换刀装置,采用3D凸轮,换刀仅须1.8秒
刀盘上可容纳20支刀,能适应各种加工需要,刀具装卸容易,使用任意式,刀具的管理与登记非常方便
3主轴
主轴短鼻端设计,搭配环状出水冲屑,将主轴马达的传输效率发挥到了极致,切削刚性佳,提高加工精度,并延长主轴寿命。
4滑轨
三轴采用台湾线轨滑轨(HIWIN/PMI),具有高刚性,低噪音,低摩擦,高灵敏度,可提升加工速度及精度。
X/Y/Z:35/35/35mm(滚珠线轨)
5丝杆
采用台湾制精密P4级静音线杆,直径:32mm 螺距:16mm
6防护罩
密闭式防护罩采用山形设计,噪音低且排屑更加流畅,,能有效阻隔切削液切屑,使线轨与螺杆的保护及寿命达到最佳状态。
主轴速转:10000RPM(BT-40)
(OP直结式12000/15000RPM)
快移速度
X=60M/min
Y=60M/min
Z=48M/min
快速换刀:T-T:1.8秒
工作台行程
乔锋高精度加工中心V-6
X=600mm Y=400mm Z=450mm。