钼板轧机的设计选型分析与探讨
钼冶炼厂工艺设计标准_解释说明以及概述

钼冶炼厂工艺设计标准解释说明以及概述1. 引言1.1 概述本文旨在探讨钼冶炼厂工艺设计标准的解释说明以及对该标准的概述。
钼是一种重要的金属元素,广泛应用于制造合金、电子产品和化工催化剂等领域。
而钼冶炼过程中的工艺设计对产品质量和产能起着关键作用。
1.2 文章结构文章将分为以下几个部分进行叙述:引言、钼冶炼厂工艺设计标准解释说明、工艺设计标准的概述、确保工艺设计标准达到要求的关键因素以及结论。
1.3 目的本文的目的在于深入理解钼冶炼厂工艺设计标准的内涵,解释其定义,并详细讨论工艺参数与设备选型以及设计标准对产品质量和产能的影响。
此外,还将介绍钼冶炼厂工艺设计标准在原材料处理阶段、冶炼工艺流程设计以及环保要求与优化措施方面的概述。
最后,我们将探讨确保钼冶炼厂工艺设计标准达到要求的关键因素,包括控制与监测系统建设、运行管理与操作规程以及规范的人员培训与技术储备。
通过本文的分析和说明,我们将全面了解钼冶炼厂工艺设计标准的重要性和具体要求,为相关行业提供参考并促进该行业的发展。
2. 钼冶炼厂工艺设计标准解释说明2.1 工艺设计标准的定义工艺设计标准是指钼冶炼厂在生产过程中所遵循的规范和要求。
它包括了各个环节的技术参数、设备选型、产品质量和产能等方面的规定,以确保生产过程顺利进行,并达到预期的目标。
2.2 工艺参数与设备选型工艺参数是指在钼冶炼厂生产过程中需要控制和监测的各项参数,如温度、压力、流量等。
这些参数的合理设置对于生产过程稳定运行和产品质量有着重要影响。
而设备选型则是根据工艺流程和工艺参数要求,选择合适的设备来进行材料处理、冶炼和加工等操作。
2.3 设计标准对产品质量和产能的影响设计标准对钼冶炼厂产品质量和产能具有重要影响。
通过严格遵循设计标准,可以保证产品符合相应的技术指标,具有一致性和稳定性;同时,优化的设计标准还可提升钼冶炼厂的产能,实现更高效率的生产。
在钼冶炼厂中,工艺设计标准扮演着至关重要的角色。
钼板轧机的设计选型分析与探讨
摘
要 : 本 文 通 过 对 金 属 钼 材 料 及 其 压 延 成 型 特 性 和 几 种 常 见 压 延 设 备 的 比较 分 析 , 结 合 某 公 司 需 求 和 实
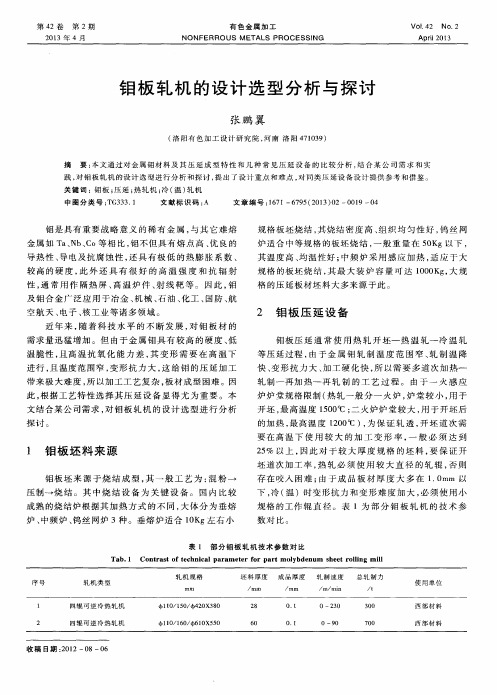
践, 对 钼 板 轧 机 的设 计 选 型进 行 分 析 和 探 讨 , 提出了设计重点和难点 , 对 同 类 压 延 设 备 设 计 提 供 参 考 和借 鉴 。
此, 根 据工 艺 特性选 择 其 压 延设 备 显 得 尤 为重 要 。本 文结 合某 公 司需求 , 对 钼 板 轧机 的设 计选 型进 行 分 析
探讨 。
的加热 , 最 高温 度 l 2 0 ¨ 0 ℃) , 为保 证 轧 透 , 开 坯 道 次 需 要 在高 温 下 使 用 较 大 的 加 工 变 形 率 , 一 般 必 须 达 到
规 格板 坯烧 结 , 其烧 结 密 度 高 、 组 织均 匀 性好 , 钨 丝 网
炉 适合 中等规 格 的板坯 烧结 , 一 般重 量 在 5 0 K g以下 ,
导 热性 、 导 电及抗 腐蚀 性 , 还具 有 极 低 的热 膨 胀 系 数 、
较 高 的硬 度 , 此 外 还 具 有 很 好 的高 温 强 度 和 抗 辐 射
2 5 % 以上 , 因 此 对 于 较 大厚 度 规 格 的坯 料 , 要 保 证 开 坯 道次加 工 率 , 热 轧 必 须 使 用 较 大 直 径 的轧 辊 , 否 则
1 钼 板 坯 料 来 源
钼板 坯 来 源 于 烧 结 成 型 , 其 一般 工 艺 为 : 混 粉 一
压 制一 烧 结 。其 中烧 结 设 备 为关 键 设 备 。 国 内 比较
④ 专用 的辅 助 喂料 机 构 、 对 中导 尺装 置 , 适 应 钼 板 轧机板 材来 料复杂 的特 点 ; ⑤ 轧 机 控制 系统 配备 完 善 的故 障报 警 和 故 障诊 断 功能 ;
大单重宽幅钨钼板的开坯热轧制生产技术

d o w n h o t r o l l i n g a n d e q u i p me n t s g r a d e o f l a r g e s i n  ̄e ma s s a n d w i d e s i z e t u n g s t e n mo l y b d e n u m p l a t e d u i r n g b r e a k d o w n
Li Fe ng,Zha ng We i l i a ng
Ab s t r a c t : C h a r a c t e is r i t c s o f l a r g e s i n g l e ma s s a n d wi d e s i z e t u n g s t e n mo l y b d e n u m p l a t e nd a i t s c u r r e n t p r o d u c i t o n s t a t u s a t h o me h a v e b e e n d e s c i r b e d b i r e l f y,me a n w h i l e r a w ma t e r i a l p r e p a r a t i o n,s e v e r a l t e c h n i c a l s y s t e ms o f b r e a k —
钼板轧制工艺 -回复

钼板轧制工艺-回复钼是一种重要的金属材料,具有高熔点、高密度、耐腐蚀等优异特性,因此在航空航天、电子、化工等领域有着广泛的应用。
而钼板则是钼材料的一种常见形式,它广泛用于制造航天器外壳、高温容器、电子元器件等。
钼板的制造是一个复杂的工艺过程,需要经过多个步骤来实现。
本文将以钼板轧制工艺作为主题,详细介绍钼板的制造过程。
第一步:原料准备钼板的制造首先需要准备优质的钼材料。
一般常用的原料是金属钼粉,它经过筛选、清洗等处理,确保材料的纯度和质量。
第二步:钼粉压坯将经过处理的钼粉放入模具中,施加一定的压力,使钼粉成型。
这个过程叫做钼粉压坯,通过调整压力和模具形状,可以使得钼粉得到所需的形状和尺寸。
第三步:烧结钼粉压坯完成后,需要进行烧结处理。
烧结是将压坯放入烧结炉中,在高温下进行加热处理,使得钼粉颗粒之间发生结合,形成致密坚固的结构。
烧结的加热温度和时间是根据具体材料的要求来确定的。
第四步:热轧烧结完成后的钼坯需要经过热轧工艺来得到所需的钼板。
热轧是指将钼坯加热至高温后通过轧机进行连续轧制的过程。
首先,将钼坯加热至适当温度,一般在1,100C到1,300C之间。
然后,将加热后的钼坯放入轧机中,通过一系列辊轧制,逐渐将厚重的钼坯轧制成薄板。
在热轧过程中,还需要根据需要进行多次轧制,以得到所需的板材尺寸和表面质量。
第五步:退火经过热轧后的钼板会出现一定的变形和应力,为了消除这些变形和应力,需要进行退火处理。
退火是将钼板加热至一定温度后,在恒定温度下保温一段时间,然后缓慢冷却。
这个过程有助于钼板恢复其本身的结构和性能,并提高板材的延展性和加工性能。
第六步:粗修磨经过退火处理的钼板需要进行粗修磨。
粗修磨是将钼板的表面进行打磨和修整,以去除可能存在的瑕疵和不良表面状态,并提升钼板的光洁度和平整度。
第七步:精修磨粗修磨后的钼板还需要进行精修磨。
精修磨是对钼板进行更加细致的打磨和修整,以进一步提高钼板的表面质量和光洁度。
波纹廓形轧辊轧制钼基片坯的研究

3传统轧制塑性变形 的仿真研究
由于在实际的生产过程中很难观察到钼坯的真实受力变形 情况 , 因而 , 采用 已成熟的计算机仿真模拟技术来分 析钼坯 的轧 制成形过程 。D F R E O M软件是一款在集成环境 内综合建模 、 成 形、 热传导和成形设备特性进行模拟仿真分析的软件 。它的图形
中图分 类 号 : H1 , G 4 。, G 3 . 文献 标识码 : T 6 T 1 64 T 3 55 A
1 引言
钼基片是晶闸管、 B I T模块等半导体的基础配套元件, G 起到保 护芯片正常工作、 散热, 提高晶闸管的疲劳寿命的作用。尤其在高速
铁路、 风电、 电动汽车等行业应用广泛。钼基片内部组织的致密『直 生 性能。由于用于加工的钼坯是粉末冶金工
间。() 2进入 D F R E O M主界面, 4 如图 所示。() D F R - D 3点击 E O M 3 Pe r 进人其前处理界面() 4设置加工条件、 轧辊参数 、 轧件参数等 , 直
\ 瑟 … . . / . : _
T me se i (e j
到最后生成 D B文件, 从而生成模型。() 5返回主界面, 进行运算。() 6 运算结束之后 , 进入后处理界面, 以观察工件塑性变形情况。 便可
郝 健 傅 蔡安 ( 江南大 学 机械工 程学院 , 无锡 242 ) 112 Re e c n mo y d u s b ta e r l d b o r g t d p o i o lr s ar h o lb en m u s r t o l y c ru a e r f e r l e l e
由金属 流动 及最 小 阻力 定律 可知 1 金 属 在 发 生塑 性变 形 时 , 2 ] ,
轧钢机机架有限元分析及优化设计

图 1 R 某粗轧机三维模型(a )机架三维模型 (b )机架网格模型图 2 机架模型文章编号:1001-3997(2009)11-0061-02轧钢机机架有限元分析及优化设计王春成 1 杨景锋 1 王丽君 1 邓定军 2 谭友奇 2(1 上海重型机器厂有限公司,上海 200245)(2 湖南省电力公司永州电业局,永州 425000)Finite element analysis and optimization of rolling millWANG Chun -cheng 1,YANG Jing -Feng 1,WANG Li -jun 1,DENG Ding -jun 2,TAN You -qi 2(1 Shangha i Heavy Machinery Plant CO .,LTD ,Shangha i 200245,Chin a )(2 Yongzhou Electric Power Bureau of Hunan Electric Power Company ,Yongzhou 425000,Chin a ) 【摘 要】根据某 1700 粗轧机结构设计方案,使用有限元分析软件 COSMOSWorks ,建立了结构分析模型。
通过对模型的计算分析,得出了该机架承受最大轧制力时最大应力所在位置和应力分布规律。
根 据分析结果,对其进行优化设计。
最后对其进行强度和刚度校核,验证其满足使用要求。
关键词:机架;COSMOSWorks ;有限元分析;优化设计【Abstrac t 】Based on the structura l design scheme for a type of 1700 Rolling mill housing ,the struc - tural analysis model is established by means of the FEM software COSMOSWorks. Through analytica l cal - culation for mechanics model ,the large stress location and stress distributing disciplinarian is found. Ac - cording to the results of the analysis ,optima l design is done for it.At last ,through checking strength and stiffness ,it is proved that the mill meets the application requirement s .Key words :Mill ;COSMOSWorks ;Finite analysis ;Optima l design 中图分类号:TH12,TF302 1 引言文献标识码:A宽度、立柱断面形状和立柱断面积等。
钼粉分级和配比对烧结钼板坯轧制性能的影响

调整 分级 设备 的一级 、 二 级分 离机 的频 率 、 主 风
口值 。对 A、 B 、 C三 种 钼 粉 按 照 I级 钼 粉 ( F S S S ≥
效的控制钼粉粒度分布是一个技术难点[ 4 1 。 分级 技术 是利 用高速 旋 转分级 轮形 成 的离心 力 和气 流对 粉体 颗粒 的推 动力 差异 的原理 ,受 到 的离
度和杯突值 , 并统计分析 了钼圆片的成品率 。试验证 明, 在钼 制品抗拉强度、 胀形成 形性 能以及成 品率方面 , 配 比钼 粉均优于单一粒度组成的钼粉和未分级的普通铝粉 。
关键 词 : 分级; 配比: 粒度分布; 抗拉强度; 杯突值
中图分类 号 : T G 1 4 6 . 4 + 1 2
文献标 识码 : A
0 引
言
1 试验方法
分 级设 备采 用绵 阳流 能粉体 设 备有 限公 司生产 的两级 气流 分级 机 。 试 验 钼粉 来 自金堆 城 钼业 股份 有 限 公司 。将 3
种 费 氏粒 度 和 松 装 比重 相 近 的原 料 钼 粉 分 别 记 为 A、 B 、 C粉 。
第3 期
张 煜, 等: 钼粉分级和配比对烧结钼板 坯轧 制性 能的影 响
业, 2 0 0 2 , 2 6 ( 5 ) : 2 4 — 2 5 .
度 分析 仪检 测 了原始 钼粉 及分 级、 配 比钼 粉 的粒度 分布 。 将上述 9 种 钼粉 分别 压制 烧结 成钼 金属 板坯 , 通过热轧 、 冷轧 , 加工成厚度 为 0 . 1 6 m m和 0 . 0 7 m m 的
准 也从 最初 的只 控制 钼粉 费 氏粒 度发 展 到要求 钼粉 粒 度 组成 、 特殊松 装 比重等 。 本 文采用 两 级气流 分级 机对 不 同设备 生产 的钼粉进 行 分级 、 配比, 研 究 了分 级配 比钼 粉对烧 结 钼板坯 轧制 冲压 性 能的影 响 。
四辊可逆钼板热轧机中自动可逆轧制系统

K y r s moy d n m l e o l c n rln s m ; uo t v ri g l g e wo d : lb e u p a t l o t l gs t a tma c e es i t h mi ; oi y e i r n ml n
0引 言
80 0 mm四辊 可逆 钼板 热 轧机 是 巾冶 陕压 重 工设 备 有 限 公 司 自主 开 发设 计 的 具 有 国 内领 先 水 半 的 名 牌
产 品 。 板 坯 料 轧 制 的 特 殊 性 决 定 r钼 板 热 轧 机 必 须 钼 满 足 一 系列 复 杂 的 工 艺 要 求 , 能达 到 连 续 自动 化 生 才 产 、 高产 品质 量 的 目标 。 其 中最 重要 的环 节 就 是 自 提 这 动可逆 轧制的实现 。
Sy t m f t ma i Re e sn l gf r o rr lRe e sn lb e u se o o t v rig Ro l u - l v rig Moy d n m Au c i o F n o
Plt t l ae Ho l M_
YAN G a - on , - Xio y g ZIAN G n I Ya g
系 统 解 决 方 案
四 辊 可 逆 钼 板 热 轧 机 中 自动 可 逆 轧 制 系统
杨 小 勇 , 杨 张
( 台陕压 重 工 设 备 有 限 公 司 , 西 安 7 0 1 ) 中 1 1 9 摘 要 : 绍 了具 有 自主 知 识 产权 的 全 自动 四 辊 可 逆 钼 板 热 轧 机 , 介 包括 该 轧 机 的 主 要 功 能 、 备 组成 及 自动 控 制 系统 设
申 流 联 摆
这 些 素都 对 轧 制 设 备 的 自动 化 水 平 提 出 r很 高 的
大单重钼板热轧有限元模拟

中国钮业
CHINA MOLYBDENUM INDUSTRY
Vol. 43 No. 6 Dec 2019
大单重钳板热轧有限元模拟
袁唐知久,林高用,吴壮志,王德志
(中南大学材料科学与工程学院,湖南长沙410083)
摘 要:采用DEFORM-3D软件,对大单重(板烧结坯平辐热轧过程进行有限元分析。获得不同热轧工艺下(板 变形过程中其应力、应变、温度、密度、轧制力等场变量的演化过程。分析场变量变化规律发现:增加道次压下量对 坯体致密化有利,但致密度分布不均匀;升高温度、降低压下量、减少摩擦系数均降低轧制力,摩擦系数越低,进入 稳定轧制阶段越慢"(板应变、密度分别呈现明显的几何对称性,应变和致密度均在几何中心为最大,并且向外辐 射状下降,边部存在一定的应力应变富集"大摩擦系数和高温会导致边部双鼓变形’ 关键词:粉末烧结材料"(板"热轧"有限元模拟 DOI:10. 13384/j. cnki. cmi. 1006 -2602. 2019. 06. 009 中图分类号:TG146.4T2 文献标识码:A 文章编号:1006 -2602(2019)06 -0044 -06
0引言
(作为一种AZ体心立方金属,因其特殊的晶 体结构和极强的金属键能而具有可观的高温力学性 能,同时兼具高热导率、高热熔和耐腐蚀性能。因此 (制品在钢铁冶金、航天航空等行业中得到广泛 应用[1"3]o
多数(制品需要加工成型,而高熔点的(金属 及其合金难以用熔炼法制坯,考虑到经济效益和坯 体的组织均匀性,宜使用粉末冶金烧结制坯[4-5]' 烧结坯并非完全致密,内部气孔会大大降低坯体强 度,后续加工过程的致密化对产品性能也十分重要。
钨钼板材轧制工作总结及技术要点分析

钨钼板材轧制工作总结及技术要点分析(实用版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如述职报告、辞职报告、调研报告、工作报告、自查报告、调查报告、工作总结、思想汇报、心得体会、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of practical materials for everyone, such as job reports, resignation reports, research reports, work reports, self-examination reports, investigation reports, work summaries, ideological reports, reflections, and other materials. If you want to learn about different data formats and writing methods, please stay tuned!钨钼板材轧制工作总结及技术要点分析钨钼板材轧制工作总结及技术要点分析工作总结导语,我们眼前所欣赏的本篇共,由林吴祖专心订正后发布。
钼矿石冶炼工艺及设备

建立完备的环境管理 体系和监测系统,确 保企业生产活动符合
环保法规要求。
自动化技术
自动化技术是提高钼 矿石冶炼工艺效率和 产品质量的关键手段 。
采用自动化配料、自 动化控制和智能检测 等设备和技术,实现 生产过程的自动化和 智能化。
通过自动化技术可以 减少人工干预和人为 误差,提高产品质量 和稳定性。
连铸连轧设备
连铸机
将熔融状态的钼金属浇注到铸模中,形成一定规格的锭子。
轧机
将锭子轧制成不同规格的钼板、钼棒、钼丝等产品。
03
钼矿石冶炼技术发展
高效节能技术
高效节能技术是钼矿石冶 炼工艺的重要发展方向, 旨在提高能源利用效率和 降低生产成本。
先进的燃烧技术和余热回 收技术可以减少能源浪费 ,提高热能利用率。
安全措施
01 严格遵守安全操作规程
在冶炼过程中,应遵循安全操作规程,确保工人 的人身安全。
02 定期进行安全检查
对冶炼设备和设施进行定期安全检查,及时发现 和排除安全隐患。
03 配备个人防护用品
工人应配备必要的个人防护用品,如防护服、手 套、口罩等,以降低职业病风险。
环保措施
01 减少废气排放
通过改进冶炼工艺和设备,降低废气排放量,减 少对环境的污染。
区域熔炼
通过控制温度和熔融状态,使杂质与纯金属分离 ,以获得高纯度的钼。
连铸连轧工艺
连铸
将熔融的金属浇注到铸模中,冷却后得到所需形状的金属锭。
连轧
将金属锭加热后轧制成所需的规格和形状,以供进一步加工或使用。
02
钼矿石冶炼设备
焙烧设备
回转窑
用于将钼矿石加热至高温,使其 中的杂质挥发和分解。
轧制方式对钼的力学性能的影响

叉轧制的不 同 方 式 并 未 进 行 系 统 的 研 究 。本文将 详 细 研 宄 3 种交叉轧 制 工 艺 对 钥 板 的 显 微 组 织 、室 温 力 学 性 能 及 高 温 力 学 性 能 的 影 响 ,并 和 单 向 轧 制 钥板进行对比。
对 4 种 钥 板 进 行 高 温 (1 200、1 400 °C )力学性 能测试,结 果 如 表 3 所 示 。 由表3 可 知 ,轧制工艺对 于钼板的高温性能影响不同。
由表3 可 知 ,4种 轧 制 工 艺 钼 板 的 1 200 °C高温 抗 拉 强 度 ,宽 度 方 向 上 差 值 最 大 为 28 MPa,长度方
Effect of rolling method on mechanical properties of molybdenum
WANG Guangda1, XIONG Ning1, LIU Guohui2
(1. Advanced Technology & Materials Co., Ltd., Beijing 100081, China; 2. ATTL Advanced Materials Co., Ltd. Beijing 100094, China)
温度/°c
1 200
1 400
表 3 钼板的高温力学性能
方向
工艺
抗拉强 度/MPa
屈服强 伸长率/
度/MPa
%
宽度 ZF-1
228
ZF-2
211
ZF-3
201
ZF-4 200
长度 ZF-1
216
ZF-2 202
ZF-3
钨钼开坯轧机传动分析与改进

钨钼开坯轧机传动分析与改进发表时间:2017-10-23T16:59:58.620Z 来源:《电力设备》2017年第17期作者:左振皋[导读] 摘要:随着企业高速发展,需要能满足开坯60--70mm厚板。
如此新轧机设计制造800万的价格和最快2年的制造周期,企业时不我待,得另想办法解决才行。
(山东格美钨钼材料有限公司 264211)摘要:随着企业高速发展,需要能满足开坯60--70mm厚板。
如此新轧机设计制造800万的价格和最快2年的制造周期,企业时不我待,得另想办法解决才行。
我公司现有最大Ø940*Ø380*800可逆四辊热轧机,设计轧制钨钼及其合金,开坯30-45mm厚。
按我们对其他开坯轧机的使用经验,对此轧机薄弱环节部件改造,也许使轧机开坯厚度达到60--70mm,不但拓宽了产品能力,而且产生的直接经济效益和间接经济效益是相当巨大的。
经过初步了理论计算厚,方案可行,改造随之实施。
关键词:热轧机;开坯;万向接轴满足厚板开坯的需求,仅仅是对轧机扭矩的满足就可以了,改造从以下几方面下手:驱动系统动力满足;传动系统传递满足;轧料咬入条件满足。
一、驱动电机及其配电系统驱动主电机620kw,额定电流1240A,经过求证测算并结合本人经验认为在冲击峰值电流2100A(最高2400A)以下长期工作还是没有问题的。
(系统配电有保障)二、提高咬入能力1、加强推料机构推力原推进气缸部基础加固,Ø50滑柱更换成Ø60成品光杆,仅加工双头螺纹和基础铜套即可;推进缸增大,原气缸10A-5TCC63B1000(RY-CA)换成10A-5TCC80B1000(RY-CA);缸体更换成统一材质:原铝材缸体更换成45#无缝钢管加工而成,统一材质热膨胀系数相同,使气缸受热膨胀的间隙变化最小,力保推力可靠;④压缩空气管道及其附件通经加大(气源三联件、阀门等由Ø15变Ø25)2、坯料前坡口:等静压坯料制成即铣床加工坡口,以利坯料咬入。
钼板坯轧制工艺优化研究

钼板坯轧制工艺优化研究任茹【摘要】研究了轧制开坯温度、初道次变形率、热轧终轧温度等对钼板组织和性能的影响,得出合适的轧制工艺可使钼板的组织均匀、细小,抗拉强度、屈服强度、延伸率等性能提高.通过研究,确定了钼板坯的最优轧制工艺.【期刊名称】《中国钼业》【年(卷),期】2010(034)003【总页数】3页(P46-48)【关键词】钼板坯;组织;性能【作者】任茹【作者单位】金堆城钼业股份有限公司,陕西,西安,710077【正文语种】中文【中图分类】TG146.4+12在钼制品的应用中,以板材的应用最为广泛。
在用于制作各种电真空器件时,往往要求钼板不但要有足够的强度,而且塑性要高,各向异性小。
冷轧薄板主要用于电真空、电光源工业中,由薄钼板经深冲、拉制、旋压等二次成型工艺,加工制成各种形状、规格的制品,如钼坩埚、烧舟、大功率发射阳极(U型)、栅极钼筒等[1~2]。
随着现代高温陶瓷及电子工业的发展,对冷轧钼板需求量增加,对性能的要求也十分严格。
虽然钼板的制备技术已比较成熟,但仍需进一步发展、完善,特别是为满足一些特殊用途的钼板的制备技术还有待于提高,如深冲性能较好的钼板的制备。
本文主要对钼板坯的轧制方式、开坯温度、开坯压下量、热轧温度等对钼材性能的影响进行研究。
1.1 设备试验设备主要有:250 kW中频感应加热炉, 40 kW马弗炉,φ350 mm二辊不可逆式热轧机,剪板机。
1.2 材料及试验过程试验坯料为粉末冶金烧结板坯Mo-1,其规格均为16 mm×60 mm×160 mm,其化学成分均符合国家相关标准。
将钼板坯在φ350 mm二辊不可逆轧机上按照设计工艺轧制成0.5 mm薄钼板,轧制工艺流程为:热轧开坯-消除应力退火-温轧-消除应力退火-碱洗-一次冷轧-消除应力退火-二次冷轧-消除应力退火-碱洗-……终轧退火-剪切-成品1.3 轧制工艺设计开坯温度1 200℃、1 300℃、1 400℃,初道次变形率30%~35%、35%~40%,热轧终轧温度1 000℃、1 100℃,轧制方式选择交叉轧制。
中厚纯钼板轧制工艺实验研究

燮糊 霹瓣
图2在850。C退火保温60rain后金相
显,弥散分布着大量小晶粒,界面结合不紧N-,导致
钼板内部物理状态和力学状态不均匀,使钼板塑性
降低,如图1a所示。在垂直钼板的轧制方向(横向) 上,纤维状晶粒细长,分布不均匀,并残余大量织构, 如图1b所示。这说明800'U退火温度过低,残余应
变并未完全消除。 在850。C退火时,平行钼板的轧制方向(纵向)上, 钼板的组织为纤维状细长晶粒,而且细长晶粒之间相 互搭接交错,排列紧凑,晶界线较平直,几乎没有}L
制成5.5mm厚的钼板丁艺流程见表1所示。
2.3钼板轧制后热处理及试样制取
表1轧制21_艺流程
丁序
l
加热温度及时间
13000c×120mi¨ 1250ccx20nlin
l
轧前厚度
30mm
加_【二道次 l道次 1道次 I道次 1道次 2道次 2道次 1道淡
轧后厚度
22 5mm
备 开坯 将板坯旋转90。后轧制 工序2~4的轧制^向一致
・+-+”+一十一+”+-+一+“+“+*+・・+一+-+”+一+一+-+-+一+一+一+・+-+一+一+-+-+。+。+。+一+。+。+“+。+。—+_。—+一。+。—。+一”—+一。——卜。—+一。—。卜”—。卜’
等轴晶粒,在等轴晶粒的周围弥散着小晶粒,界面结
合不清晰,变形不均匀,孔洞较多,使钼板塑性降低,
从三组试样的维氏硬度来看,850。C退火硬度值
较800c|C有了明显提升,晶相组织也更加均匀、晶界
清晰;而900℃硬度增长不大,并且晶界模糊、孔洞 较多。这也说明,采用850。C退火保温60min能取得
最好的综合性能。
[3]石明柱,李林,王宝芝,等.高品质宽副钼板的研制[J].中国钼业, 2004,28(2):46—47. 【4]曾纪杰,熊渊博,等.板材轧制问题中的变形与应力[J】锻压装备与
交叉轧制在Mo-1钼板生产中的应用

, 有利于板材的塑性变形和深冲,
而单向轧制钼 板 的 纤 维 组 织 短 粗, 这种短粗带状 组织使钼板的 机 械 性 能 产 生 各 向 异 性, 即沿着带 状纵向的强度高、 韧性好, 横向的强度低、 韧性差。 此外, 带状组织的钼板热处理时易产生变形, 且硬
(交叉轧制) 退火态金相组织 $)温轧钼板 图1
0工的应力和应变分布均匀由于钼板的机械性能是由其最终的内部组织所决定的因而该钼板的弯曲性能较好0有利于板材的塑性变形和深冲而单向轧制钼板的纤维组织短粗这种短粗带状组织使钼板的机械性能产生各向异性即沿着带状纵向的强度高韧性好横向的强度低韧性差
・ #) ・
材料Biblioteka 开发与应
用
’""( 年 ) 月 文章编号: (’""() !""#$!%&% "&$""#)$"#
生了带状晶胞 组 织, 造成钼板具有明显的各向异 性。而交叉轧制对钼板纵、 横两个方向进行加工, 加强了材料内 部 组 织 的 均 匀 性 和 等 轴 化 作 用, 能 有效地减轻材料的各向异性, 提高其深冲性能; 另
))0""5 6 7"%34 图1 " # $%% 钼板退火后金相组织
2)0""5 6 1$%34
工的应力和应 变 分 布 均 匀, 由于钼板的机械性能 是由其最终的 内 部 组 织 所 决 定 的, 因而该钼板的 弯曲性能较好
[0]
度不均匀, 显 然 交 叉 轧 制 的 钼 板 组 织 较 优。 图 1 为温轧钼板经 退 火 后 的 金 相 组 织, 可见在轧制过 程中退火温度和保温时间过长将导致轧制后钼晶 粒粗 大, 因 此, 在 钼 板 的 生 产 过 程 中, 除了适当的 换向轧制外, 还应严格控制钼板的中间热处理工 序。
试验研究 冷轧纯钼板的织构研究 尤世武 ( 60% 变形时形成 - 40 mA

试验研究冷轧纯钼板的织构研究尤世武(西北有色金属研究院 宝鸡721014)摘 要 用Schu lz 反射技术研究了纯钼30%~90%冷轧变形的织构变化规律,即30%~60%变形时形成Α线织构,主要织构组分有{001}<110>和{112}<110>;70%~80%变形时形成Χ线织构,织构组分有{111}<112>和{111}<110>。
在各变形期间,随着变形量的增加织构强度上升。
达到90%变形时,平行轧面的(001)取向急剧减弱,而平行轧面的(111)取向被强化。
同时讨论了织构形成机制,为深冲钼板的加工和研究提供了依据。
主题词 纯钼 织构 各向异性 滑移系I NV EST IGA T I ON O F T EXTU R ES I N COLD 2ROLL ED PU R E M o PLA T ESY ou Sh iwu(N o rthw est In stitu te fo r N onferrou sM etal R eseach )Abstract T he tex tu res in pu re M o p lates w ith co ld 2ro lling reducti on s of 30~90%w ere investigated u sing the Schu lz reflecti on techn ique .T he resu lts show ed that the tex tu res w ere m ain ly Αfiber tex tu res w h ich con sisted of {001}<110>and {112}<110>con stituen ts ,w hen the reducti on w as s m aller than 60%;bu t w hen the reducti on increased to 70%,Χfiber tex tu re began to arise ,w h ich con tained {111}<112>and {111}<110>con stituen ts.W ith the fu rther increase in the reducti on Χfiber tex tu res w ere enhanced con tinuon sly .W hen the reducti on reaches to 90%,(001)type tex tu res w h ich w ere parallel to the ro lling p lane dropped dow n drastically w h ile (111)type tex tu res w ere con so lidated to a great ex ten t .T he m echan is m of the tex tu res fo rm ati on w ere also discu ssed to p rovide a reference fo r the p rocessing and research of deep draw n M o P lates.Keywords Pu re M o F iber tex tu re A n iso tropy Sli p system1 引言金属材料变形时,晶体发生转动,大多数晶体聚集到某些取向位置上(或偏离随机分布)的结果,即形成织构。